Scheduling Optimization in Flowline Manufacturing Cell Considering Intercell Movement with Harmony Search Approach


Abstract
:1. Introduction
- The intercell scheduling problem is solved with non-permutation flow shop cells, aiming to minimize makespan.
- A hybrid harmony search algorithm (HHS) is proposed. The three key elements of memory consideration, pitch adjustment and random selection are improved to adapt to the operation-based encoding. Moreover, first in first out (FIFO) rules are integrated into the two-stage solution to deal with the intercell scheduling problem.
- Compare the performance of the two existing solutions of intercell scheduling, the global solution and the two-stage solution.
2. Literature Review
3. Problem Statement and Formulation
4. The Improved Harmony Search Algorithm
4.1. An Overview of the Harmony Search Algorithm
| Algorithm 1. The procedure of the basic HS algorithm. |
| (1). Begin (2). Set the parameters HMS, HMCR, PAR, BW, NI. (3). Initialize the HM and calculate the objective function value of each harmony vector. (4). Improvise a new harmony Xnew as follows: (5). for(v = 1 to n)do (6). If(r1 < HMCR)then (7). Xnew(v) = Xrow(v),where row∈(1, 2, …, HMS) (8). If(r2 < PAR)then (9). Xnew(v) = Xnew(v) ± r3 × BW, where r1,r2,r3∈(0,1) (10). endif (11). else (12). Xnew(v) = LBv + r × (UBv − LBv), where r∈(0,1) (13). endif (14). endfor (15). Update the HM as Xw = Xnew, if f(Xnew) < f(Xw) (16). If NI is completed, return the best harmony vector XB in the HM; otherwise, go back to step (4) |
4.2. Solve As a Whole
- (1)
- Initialization
- (2)
- Encoding and Decoding
- (3)
- The structure and adjustment of the new solution
- Memory consideration: when the random number r1 is less than HMCR, a line Xrow is randomly selected from the memory, and a job j is randomly selected from the job range [1, N]. The job j in Xrow is placed in the same position index in Xnew. If there are operations on this position, randomly select the idle position in the remaining position.
- Pitch adjustment: when the random number r2 is less than PAR, the existing elements in Xnew are adjusted by a cyclic shift. When the random number is less than 0.5, all operations are moved to the right by one bit. When the random number is greater than 0.5, all operations are shifted to the left by one bit. The number of bits moved is the parameter BW.
- Random selection: a part number j is selected randomly from the part range [1, N]. If it is not in Xnew, the blank positions are selected randomly and put in the number of operations in the same quantity.
- (4)
- Update harmony memory
- (5)
- Inspection termination criteria
4.3. Two-Stage Solution
- (1)
- Encoding and initialization
- (2)
- The construction and adjustment of the new solution
- (3)
- Intracell scheduling
- (4)
- Intercell scheduling
- (5)
- Update harmony memory
- (6)
- Inspection termination criteria
5. Test Cases
5.1. Experimental Design
5.2. Calibration of Algorithmic Parameters
5.3. Experimental Result and Analyses
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Irani, S.A. Introduction to Cellular Manufacturing Systems. In Handbook of Cellular Manufacturing Systems; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 1999. [Google Scholar]
- Laha, D.; Chakraborty, U.K. A constructive heuristic for minimizing makespan in no-wait flow shop scheduling. Int. J. Adv. Manuf. Tech. 2009, 41, 97–109. [Google Scholar] [CrossRef]
- Rahimi-Vahed, A.R.; Javadi, B.; Rabbani, M. A multi-objective scatter search for a bi-criteria no-wait flow shop scheduling problem. Eng. Optimiz. 2008, 40, 331–346. [Google Scholar] [CrossRef]
- Masood, A.; Mei, Y.; Chen, G.; Zhang, M. Many-objective genetic programming for job-shop scheduling. In Proceedings of the 2016 IEEE Congress on Evolutionary Computation (CEC), Vancouver, BC, Canada, 24–29 July 2016; pp. 209–216. [Google Scholar]
- Wang, S.; Sarker, B.R. Locating cells with bottleneck machines in cellular manufacturing systems. Int. J. Prod. Res. 2002, 40, 403–424. [Google Scholar] [CrossRef]
- Wemmerlöv, U.; Hyer, N.L. Cellular manufacturing in the US industry: A survey of users. Int. J. Prod. Res. 1989, 27, 1511–1530. [Google Scholar] [CrossRef]
- Li, D.; Li, M.; Meng, X.; Tian, Y. A hyperheuristic approach for intercell scheduling with single processing machines and batch processing machines. IEEE Trans. Syst. Man Cybern. Syst. 2015, 45, 315–325. [Google Scholar] [CrossRef]
- Johnson, D.J.; Wemmerlöv, U. Why does cell implementation stop? Factors influencing cell penetration in manufacturing plants. Prod. Oper. Manag. 2004, 13, 272–289. [Google Scholar]
- Tian, Y.; Li, D.; Zhou, P.; Wang, L. Coordinated scheduling of intercell production and intercell transportation in the equipment manufacturing industry. Eng. Optimiz. 2016, 48, 2046–2063. [Google Scholar] [CrossRef]
- Ang, C.L.; Willey, P.C.T. A comparative study of the performance of pure and hybrid group technology manufacturing systems using computer simulation techniques. Int. J. Prod. Res. 1984, 22, 193–233. [Google Scholar] [CrossRef]
- Elleuch, M.; Bach, H.B.; Masmoudi, F.; Maalej, A.Y. Analysis of cellular manufacturing systems in the presence of machine breakdowns: Effects of intercellular transfer. J. Manuf. Technol. Manag. 2008, 19, 235–252. [Google Scholar] [CrossRef]
- Neufeld, J.S.; Gupta, J.N.D.; Buscher, U. A comprehensive review of flowshop group scheduling literature. Comput. Oper. Res. 2016, 70, 56–74. [Google Scholar]
- Baker, K.R. Scheduling groups of jobs in the two-machine flow shop. Math. Comput. Model. 1990, 13, 29–36. [Google Scholar] [CrossRef]
- Wemmerlov, U.; Vakharia, A.J. Job and family scheduling of a flow-line manufacturing cell: A simulation study. IIE Trans. 1991, 23, 383–393. [Google Scholar] [CrossRef]
- Skorin-Kapov, J.; Vakharia, A.J. Scheduling a flow-line manufacturing cell: A tabu search approach. Int. J. Prod. Res. 1993, 31, 1721–1734. [Google Scholar] [CrossRef]
- Sridhar, J.; Rajendran, C. A genetic algorithm for family and job scheduling in a flowline-base manufacturing cell. Comput. Ind. Eng. 2003, 27, 469–472. [Google Scholar] [CrossRef]
- Logendran, R.; Mai, L.; Talkington, D. Combined heuristics for bi-Level group scheduling problems. Int. J. Prod. Econ. 1995, 38, 133–145. [Google Scholar] [CrossRef]
- Schaller, J. A comparison of heuristics for family and job scheduling in a flow-line manufacturing cell. Int. J. Prod. Res. 2000, 38, 287–308. [Google Scholar] [CrossRef]
- Reddy, V.; Narendran, T.T. Heuristics for scheduling sequence-dependent set-up jobs in flow line cells. Int. J. Prod. Res. 2003, 41, 193–206. [Google Scholar] [CrossRef]
- Logendran, R.; Carson, S.; Hanson, E. Group scheduling in flexible flow shops. Int. J. Prod. Econ. 2005, 96, 143–155. [Google Scholar] [CrossRef]
- Logendran, R.; DeSzoeke, P.; Barnard, F. Sequence-dependent group scheduling problems in flexible flow shops. Int. J. Prod. Econ. 2005, 102, 66–86. [Google Scholar] [CrossRef]
- Gupta, J.N.D.; Schaller, J.E. Minimizing flow time in a flow-line manufacturing cell with family setup times. J. Oper. Res. Soc. 2006, 57, 163–176. [Google Scholar] [CrossRef]
- Hendizadeh, S.; Faramarzi, H.; Mansouri, S.A.; Gupta, J.N.D. Meta-heuristics for scheduling a flowline manufacturing cell with sequence dependent family setup times. Int. J. Prod. Econ. 2008, 111, 593–605. [Google Scholar] [CrossRef]
- Venkataramanaiah, S. Scheduling in cellular manufacturing systems: A heuristic approach. Int. J. Prod. Res. 2008, 46, 429–449. [Google Scholar] [CrossRef]
- Zandieh, M.; Dorri, B.; Khamseh, A.R. Robust metaheuristics for group scheduling with sequence dependent setup times in hybrid flexible flow shops. Int. J. Adv. Manuf. Tech. 2009, 43, 767–778. [Google Scholar] [CrossRef]
- Ying, K.C.; Gupta, J.N.D.; Lin, S.W.; Lee, Z.J. Permutation and non-permutation schedules for the flowline manufacturing cell with sequence dependent family setups. Int. J. Prod. Res. 2010, 48, 2169–2284. [Google Scholar] [CrossRef]
- Salmasi, N.; Logendran, R.; Skandari, M. Total flow time minimization in a flow shop sequence-dependent group scheduling problem. Comput. Oper. Res. 2010, 37, 199–212. [Google Scholar] [CrossRef]
- Yang, W.H.; Liao, C.J. Group scheduling on two cells with intercell movement. Comput. Oper. Res. 1996, 23, 997–1006. [Google Scholar] [CrossRef]
- Solimanpur, M.; Vrat, P.; Shankar, R. A heuristic to minimize makespan of cell scheduling problem. Int. J. Prod. Econ. 2004, 88, 231–241. [Google Scholar] [CrossRef]
- Tavakkoli-Moghaddam, R.; Javadian, N.; Khorrami, A.; Gholipour-Kanani, Y. Design of a scatter search method for a novel multi-criteria group scheduling problem in a cellular manufacturing system. Expert. Syst. Appl. 2010, 37, 2661–2669. [Google Scholar] [CrossRef]
- Mosbah, A.B.; Dao, T.M. Optimimization of group scheduling using simulation with the meta-heuristic extended great deluge (EGD) approach. In Proceedings of the 2010 IEEE International Conference on Industrial Engineering and Engineering Management, Macao, China, 7–10 December 2010; pp. 275–280. [Google Scholar]
- Solimanpur, M.; Elmi, A. A tabu search approach for cell scheduling problem with makespan criterion. Int. J. Prod. Econ. 2013, 141, 639–645. [Google Scholar] [CrossRef]
- Neufeld, J.S.; Teucher, F.F.; Buscher, U. Scheduling flowline manufacturing cells with inter-cellular moves: Non-permutation schedules and material flows in the cell scheduling problem. Int. J. Prod. Res. 2020, 58, 6568–6584. [Google Scholar] [CrossRef]
- Li, D.; Wang, Y.; Xiao, G.; Tang, J. Dynamic parts scheduling in multiple job shop cells considering intercell moves and flexible routes. Comput. Oper. Res. 2013, 40, 1207–1223. [Google Scholar] [CrossRef]
- Geem, Z.W.; Kim, J.H.; Loganathan, G.V. A new heuristic optimization algorithm: Harmony search. Simul. Trans. Soc. Model. Simul. Int. 2001, 76, 60–68. [Google Scholar]
- Nazari-Heris, M.A.; Babaei, F.; Mohammadi-Ivatloo, B.; Asadi, S. Improved harmony search algorithm for the solution of non-linear non-convex shortterm hydrothermal scheduling. Energy 2018, 151, 226–237. [Google Scholar] [CrossRef]
- Moon, Y.Y.; Geem, Z.W.; Han, G.T. Vanishing point detection for selfdriving car using harmony search algorithm. Swarm. Evol. Comput. 2018, 41, 111–119. [Google Scholar] [CrossRef]
- Keshtegar, B.; Hao, P.; Wang, Y.; Li, Y. Optimum design of aircraft panels based on adaptive dynamic harmony search. Thin. Wall. Struct. 2017, 118, 37–45. [Google Scholar] [CrossRef]
- Kim, Y.H.; Yoon, Y.; Geem, Z.W. A comparison study of harmony search and genetic algorithm for the max-cut problem. Swarm. Evol. Comput. 2019, 44, 130–135. [Google Scholar] [CrossRef]
- Alaa, A.; Alsewari, A.A.; Alamri, H.S.; Zamli, K.Z. Comprehensive review of the development of the harmony search algorithm and its applications. IEEE Access 2019, 7, 14233–14245. [Google Scholar]
- Keshtegar, B.; Mohamed, E.A.B.S. Modified response surface method basis harmony search to predict the burst pressure of corroded pipelines. Eng. Fail. Anal. 2018, 89, 177–199. [Google Scholar] [CrossRef]
- Awadallah, M.A.; Al-Betar, M.A.; Khader, A.T.; Bolaji, A.L.; Alkoffash, M. Hybridization of harmony search with hill climbing for highly constrained nurse rostering problem. Neural. Comput. Appl. 2017, 28, 463–482. [Google Scholar] [CrossRef]
- Al-Betar, M.A.; Awadallah, M.A.; Khader, A.T.; Bolaji, A.L.A.; Almomani, A. Economic load dispatch problems with valve-point loading using natural updated harmony search. Neural Comput. Appl. 2016, 10, 767–781. [Google Scholar] [CrossRef]
- Kang, S.; Chae, J. Harmony search for the layout design of an unequal area facility. Expert. Syst. Appl. 2017, 79, 269–281. [Google Scholar] [CrossRef]
- Awadallah, M.; Khader, A.; Al-Betar, M.; Woon, P. Office-space-allocation problem using harmony search algorithm. In Neural Information Processing; Huang, T., Zeng, Z., Li, C., Leung, C., Eds.; Lecture Notes in Computer Science; Springer: Berlin/Heidelberg, Germany, 2012; Volume 7664, pp. 365–374. [Google Scholar]
- Choi, Y.H.; Lee, H.M.; Yoo, D.G.; Kim, J.H. Self-adaptive multi-objective harmony search for optimal design of water distribution networks. Eng. Optimiz. 2017, 49, 1957–1977. [Google Scholar] [CrossRef]
- Shaffiei, Z.A.; Abas, Z.A.; Yunos, N.M.; Hamzah, A.S.S.S.A.; Abidin, Z.Z.; Eng, C.K. Constrained self-adaptive harmony search algorithm with 2-opt swapping for driver scheduling problem of university shuttle bus. Arab. J. Sci. Eng. 2018, 44, 3681–3698. [Google Scholar] [CrossRef]
- Liu, L.; Zhou, H. Hybridization of harmony search with variable neighborhood search for restrictive single-machine earliness/tardiness problem. Inform. Sci. 2013, 226, 68–92. [Google Scholar] [CrossRef]
- Zammori, F.; Braglia, M.; Castellano, D. Harmony search algorithm for single-machine scheduling problem with planned maintenance. Comput. Ind. Eng. 2014, 76, 333–346. [Google Scholar] [CrossRef]
- Zhao, F.; Liu, Y.; Zhang, Y.; Ma, W.; Zhang, C. A hybrid harmony search algorithm with efficient job sequencescheme and variable neighborhood search for the permutation flow shop scheduling problems. Eng. Appl. Artif. Intell. 2017, 65, 178–199. [Google Scholar] [CrossRef]
- Li, Y.; Li, X.; Gupta, J.N. Solving the multi-objective flowline manufacturing cell scheduling problem by hybrid harmony search. Expert. Syst. Appl. 2015, 42, 1409–1417. [Google Scholar] [CrossRef]
- Gao, K.Z.; Pan, Q.K.; Li, J.Q. Discrete Harmony Search Algorithm for the No-Wait Flow Shop Scheduling Problem with Total Flow Time Criterion; Springer: Berlin/Heidelberg, Germany, 2011; pp. 683–692. [Google Scholar]
- Yuan, Y.; Xu, H.; Yang, J. A hybrid harmony search algorithm for the flexible job shop scheduling problem. Appl. Soft. Comput. 2013, 13, 3259–3272. [Google Scholar] [CrossRef]
- Maroosi, A.; Muniyandi, R.C.; Sundararajan, E.; Zin, A.M. A parallel membrane inspired harmonysearch for optimization problems: A case study based on a flexible job shop scheduling problem. Appl. Soft. Comput. 2016, 49, 120–136. [Google Scholar] [CrossRef]
- Gao, K.Z.; Suganthan, P.N.; Pan, Q.K.; Chua, T.J.; Cai, T.X.; Chong, C.S. Pareto-based grouping discrete harmony search algorithm for multi-objective flexible job shop scheduling. Inform. Sci. 2014, 289, 76–90. [Google Scholar] [CrossRef]
- Zeng, C.; Tang, J.; Yan, C. Job-shop cell-scheduling problem with inter-cell moves and automated guided vehicles. J. Intell. Manuf. 2015, 26, 845–859. [Google Scholar] [CrossRef]
- Tang, J.; Wang, X.; Kaku, I.; Yung, K.L. Optimization of parts scheduling in multiple cells considering intercell move using scatter search approach. J. Intell. Manuf. 2010, 21, 525–537. [Google Scholar] [CrossRef]
- Tuo, S.; Geem, Z.W.; Yoon, J.H. A New Method for Analyzing the Performance of the Harmony Search Algorithm. Mathematics 2020, 8, 1421. [Google Scholar] [CrossRef]
- Nawaz, M.; Enscore, E.E.; Ham, I. A heuristic algorithm for the m-machine, n-job flow-shop sequencing problem. Omega Int. J. Manag. Sci. 1983, 11, 91–95. [Google Scholar] [CrossRef]
- Wang, L.; Zhang, L.; Zheng, D.Z. An effective hybrid genetic algorithm for flow shop scheduling with limited buffers. Comput. Oper. Res. 2006, 33, 2960–2971. [Google Scholar] [CrossRef]
- Liu, B.; Wang, L.; Jin, Y.H. An effective hybrid PSO-based algorithm for flow shop scheduling with limited buffers. Comput. Oper. Res. 2008, 35, 2791–2806. [Google Scholar] [CrossRef] [Green Version]







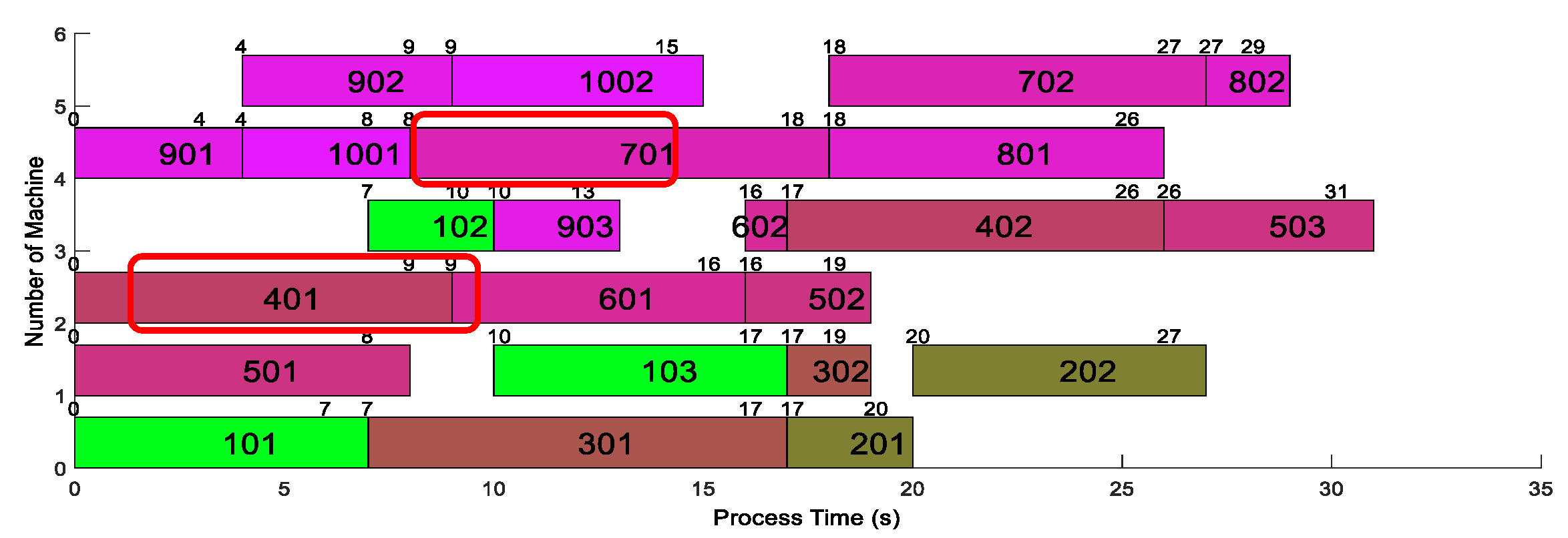
 represents intercell job, denoted by jintercell,
represents intercell job, denoted by jintercell,  means current cell job, denoted by jintracell, S is the start processing time of the job in the result of intracell scheduling and E denotes the end time of job processing in the result of intracell scheduling.
represents intercell job, denoted by jintercell, means current cell job, denoted by jintracell, S is the start processing time of the job in the result of intracell scheduling and E denotes the end time of job processing in the result of intracell scheduling.
means current cell job, denoted by jintracell, S is the start processing time of the job in the result of intracell scheduling and E denotes the end time of job processing in the result of intracell scheduling.
represents intercell job, denoted by jintercell, means current cell job, denoted by jintracell, S is the start processing time of the job in the result of intracell scheduling and E denotes the end time of job processing in the result of intracell scheduling.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variables | Meanings | |
|---|---|---|
| J | job set | |
| E | machine set | |
| C | cell set | |
| M | number of machines | |
| N | number of parts | |
| K | number of cells | |
| m | the index for machines m = 1,…M | |
| j | the index for jobs j = 1,…,N | |
| k | the index for cells k = 1,…K | |
| i | the sequence number of operations | |
| oji | the index for operations oji = 1,…Oj | |
| Oj | total operation number of jobs | |
| Pjim | the processing time of operation oji on machine m | |
| tjkk’ | the transportation time of job j from cell k to k’ | |
| Cji | the completion time of operation oji | |
| xjim | = | 1, if operation oji is required processing on machine m; 0, otherwise |
| yjit | = | 1, if the start time of oji is t; 0, otherwise |
| zmm’ | = | 1, if the equipment m and m’ is in the same cell; 0, otherwise |
| RD | relative deviation | |
| Bi | the value gained by each algorithm for each problem | |
| B | the best solution found by all algorithms |
| Machines | Jobs | Cell of Machine | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| P1 | P2 | P3 | P4 | P5 | P6 | P7 | P8 | P9 | P10 | ||
| M1 | 7 | 3 | 10 | 1 | |||||||
| M2 | 7 | 7 | 2 | 8 | 1 | ||||||
| M3 | 9 | 3 | 7 | 2 | |||||||
| M4 | 3 | 9 | 5 | 1 | 3 | 2 | |||||
| M5 | 10 | 8 | 4 | 4 | 3 | ||||||
| M6 | 9 | 2 | 5 | 6 | 3 | ||||||
| process route | 1,4,2 | 1,2 | 1,2 | 3,4 | 2,3,4 | 3,4 | 5,6 | 5,6 | 5,6,4 | 5,6 | |
| cell of job | 1 | 1 | 1 | 2 | 2 | 2 | 3 | 3 | 3 | 3 | |
| Cells | Machines in Each Cell | Parts in Each Cell |
|---|---|---|
| 3 | 5 | 8 |
| 4 | 6 | 12 |
| 5 | 7 | 20 |
| 6 | 8 | 30 |
| Factor | Level | ||||
|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | |
| HMS | 10 | 20 | 30 | 40 | 50 |
| HMCR | 0.8 | 0.85 | 0.9 | 0.95 | 1 |
| PAR | 0.05 | 0.1 | 0.15 | 0.2 | 0.25 |
| Test | Factor | |||
|---|---|---|---|---|
| HMS | HMCR | PAR | Value | |
| 1 | 10 | 0.80 | 0.05 | 111 |
| 2 | 10 | 0.85 | 0.10 | 108 |
| 3 | 10 | 0.90 | 0.15 | 111 |
| 4 | 10 | 0.95 | 0.20 | 104 |
| 5 | 10 | 1.00 | 0.25 | 110 |
| 6 | 20 | 0.80 | 0.10 | 108 |
| 7 | 20 | 0.85 | 0.15 | 105 |
| 8 | 20 | 0.90 | 0.20 | 109 |
| 9 | 20 | 0.95 | 0.25 | 110 |
| 10 | 20 | 1.00 | 0.05 | 107 |
| 11 | 30 | 0.80 | 0.15 | 112 |
| 12 | 30 | 0.85 | 0.20 | 112 |
| 13 | 30 | 0.90 | 0.25 | 108 |
| 14 | 30 | 0.95 | 0.05 | 109 |
| 15 | 30 | 1.00 | 0.10 | 111 |
| 16 | 40 | 0.80 | 0.20 | 104 |
| 17 | 40 | 0.85 | 0.25 | 110 |
| 18 | 40 | 0.90 | 0.05 | 109 |
| 19 | 40 | 0.95 | 0.10 | 111 |
| 20 | 40 | 1.00 | 0.15 | 108 |
| 21 | 50 | 0.80 | 0.25 | 104 |
| 22 | 50 | 0.85 | 0.05 | 109 |
| 23 | 50 | 0.90 | 0.10 | 108 |
| 24 | 50 | 0.95 | 0.15 | 108 |
| 25 | 50 | 1.00 | 0.20 | 110 |
| Instance (c × m × p) | Two-Stage Solution | Overall Solution | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| SHHS | SHGA | SHPSO | OHHS | OHGA | OHPSO | |||||||
| Value | RD | Value | RD | Value | RD | Value | RD | Value | RD | Value | RD | |
| 3 × 5 × 8 | 107 | 0.00 | 115 | 0.07 | 111 | 0.04 | 110 | 0.03 | 118 | 0.10 | 114 | 0.07 |
| 3 × 5 × 12 | 148 | 0.00 | 177 | 0.20 | 160 | 0.08 | 157 | 0.06 | 162 | 0.09 | 151 | 0.02 |
| 3 × 5 × 20 | 235 | 0.00 | 258 | 0.10 | 243 | 0.03 | 246 | 0.05 | 248 | 0.06 | 239 | 0.02 |
| 3 × 5 × 30 | 352 | 0.01 | 404 | 0.15 | 350 | 0.00 | 355 | 0.01 | 399 | 0.14 | 353 | 0.01 |
| 3 × 6 × 8 | 123 | 0.03 | 123 | 0.03 | 121 | 0.01 | 122 | 0.02 | 124 | 0.03 | 120 | 0.00 |
| 3 × 6 × 12 | 151 | 0.00 | 187 | 0.24 | 165 | 0.09 | 170 | 0.13 | 175 | 0.16 | 156 | 0.03 |
| 3 × 6 × 20 | 261 | 0.00 | 277 | 0.07 | 260 | 0.00 | 260 | 0.00 | 287 | 0.10 | 261 | 0.00 |
| 3 × 6 × 30 | 385 | 0.00 | 421 | 0.10 | 384 | 0.00 | 391 | 0.02 | 455 | 0.18 | 391 | 0.02 |
| 3 × 7 × 8 | 132 | 0.02 | 148 | 0.15 | 131 | 0.02 | 130 | 0.01 | 139 | 0.08 | 129 | 0.00 |
| 3 × 7 × 12 | 173 | 0.05 | 191 | 0.16 | 164 | 0.00 | 182 | 0.11 | 201 | 0.23 | 173 | 0.05 |
| 3 × 7 × 20 | 286 | 0.00 | 301 | 0.05 | 286 | 0.00 | 296 | 0.03 | 321 | 0.12 | 296 | 0.03 |
| 3 × 7 × 30 | 418 | 0.00 | 458 | 0.10 | 428 | 0.02 | 424 | 0.01 | 494 | 0.18 | 434 | 0.04 |
| 3 × 8 × 8 | 130 | 0.00 | 158 | 0.22 | 136 | 0.05 | 146 | 0.12 | 142 | 0.09 | 139 | 0.07 |
| 3 × 8 × 12 | 186 | 0.00 | 218 | 0.17 | 188 | 0.01 | 204 | 0.10 | 221 | 0.19 | 202 | 0.09 |
| 3 × 8 × 20 | 320 | 0.00 | 361 | 0.13 | 321 | 0.00 | 327 | 0.02 | 358 | 0.12 | 326 | 0.02 |
| 3 × 8 × 30 | 456 | 0.00 | 480 | 0.05 | 457 | 0.00 | 467 | 0.02 | 462 | 0.01 | 466 | 0.02 |
| 4 × 5 × 8 | 112 | 0.04 | 119 | 0.10 | 109 | 0.01 | 112 | 0.04 | 112 | 0.04 | 108 | 0.00 |
| 4 × 5 × 12 | 159 | 0.07 | 157 | 0.05 | 152 | 0.02 | 156 | 0.05 | 155 | 0.04 | 149 | 0.00 |
| 4 × 5 × 20 | 230 | 0.00 | 271 | 0.18 | 236 | 0.03 | 244 | 0.06 | 281 | 0.22 | 250 | 0.09 |
| 4 × 5 × 30 | 344 | 0.00 | 377 | 0.10 | 359 | 0.05 | 343 | 0.00 | 401 | 0.17 | 358 | 0.04 |
| 4 × 6 × 8 | 121 | 0.12 | 138 | 0.28 | 108 | 0.00 | 126 | 0.17 | 130 | 0.20 | 114 | 0.06 |
| 4 × 6 × 12 | 174 | 0.07 | 175 | 0.07 | 163 | 0.00 | 177 | 0.09 | 173 | 0.06 | 166 | 0.02 |
| 4 × 6 × 20 | 263 | 0.00 | 293 | 0.11 | 272 | 0.03 | 267 | 0.02 | 293 | 0.11 | 276 | 0.05 |
| 4 × 6 × 30 | 378 | 0.00 | 422 | 0.12 | 380 | 0.01 | 394 | 0.04 | 460 | 0.22 | 396 | 0.05 |
| 4 × 7 × 8 | 136 | 0.05 | 130 | 0.00 | 130 | 0.00 | 137 | 0.05 | 147 | 0.13 | 131 | 0.01 |
| 4 × 7 × 12 | 181 | 0.03 | 201 | 0.15 | 175 | 0.00 | 196 | 0.12 | 206 | 0.18 | 190 | 0.09 |
| 4 × 7 × 20 | 304 | 0.03 | 334 | 0.13 | 321 | 0.08 | 296 | 0.00 | 331 | 0.12 | 313 | 0.06 |
| 4 × 7 × 30 | 402 | 0.00 | 488 | 0.21 | 414 | 0.03 | 427 | 0.06 | 467 | 0.16 | 439 | 0.09 |
| 4 × 8 × 8 | 138 | 0.00 | 166 | 0.20 | 142 | 0.03 | 150 | 0.09 | 149 | 0.08 | 146 | 0.06 |
| 4 × 8 × 12 | 185 | 0.00 | 227 | 0.23 | 196 | 0.06 | 215 | 0.16 | 227 | 0.23 | 205 | 0.11 |
| 4 × 8 × 20 | 317 | 0.00 | 355 | 0.12 | 319 | 0.01 | 329 | 0.04 | 355 | 0.12 | 327 | 0.03 |
| 4 × 8 × 30 | 446 | 0.00 | 506 | 0.13 | 447 | 0.00 | 465 | 0.04 | 516 | 0.16 | 464 | 0.04 |
| 5 × 5 × 8 | 119 | 0.06 | 126 | 0.13 | 114 | 0.02 | 117 | 0.04 | 115 | 0.03 | 112 | 0.00 |
| 5 × 5 × 12 | 156 | 0.03 | 171 | 0.13 | 151 | 0.00 | 159 | 0.05 | 161 | 0.07 | 154 | 0.02 |
| 5 × 5 × 20 | 242 | 0.00 | 286 | 0.18 | 248 | 0.02 | 257 | 0.06 | 275 | 0.14 | 263 | 0.09 |
| 5 × 5 × 30 | 354 | 0.00 | 396 | 0.12 | 354 | 0.00 | 363 | 0.03 | 413 | 0.17 | 363 | 0.03 |
| 5 × 6 × 8 | 126 | 0.04 | 126 | 0.04 | 121 | 0.00 | 129 | 0.07 | 137 | 0.13 | 125 | 0.03 |
| 5 × 6 × 12 | 165 | 0.00 | 182 | 0.10 | 171 | 0.04 | 167 | 0.01 | 192 | 0.16 | 173 | 0.05 |
| 5 × 6 × 20 | 267 | 0.00 | 294 | 0.10 | 278 | 0.04 | 273 | 0.02 | 311 | 0.16 | 283 | 0.06 |
| 5 × 6 × 30 | 389 | 0.01 | 442 | 0.15 | 407 | 0.06 | 385 | 0.00 | 429 | 0.11 | 403 | 0.05 |
| 5 × 7 × 8 | 141 | 0.04 | 147 | 0.08 | 138 | 0.01 | 139 | 0.02 | 145 | 0.07 | 136 | 0.00 |
| 5 × 7 × 12 | 199 | 0.08 | 218 | 0.18 | 212 | 0.15 | 185 | 0.00 | 220 | 0.19 | 198 | 0.07 |
| 5 × 7 × 20 | 296 | 0.01 | 335 | 0.15 | 292 | 0.00 | 306 | 0.05 | 314 | 0.08 | 302 | 0.03 |
| 5 × 7 × 30 | 443 | 0.01 | 458 | 0.05 | 450 | 0.03 | 438 | 0.00 | 463 | 0.06 | 445 | 0.02 |
| 5 × 8 × 8 | 149 | 0.03 | 182 | 0.26 | 144 | 0.00 | 155 | 0.08 | 167 | 0.16 | 150 | 0.04 |
| 5 × 8 × 12 | 203 | 0.00 | 236 | 0.16 | 212 | 0.04 | 210 | 0.03 | 233 | 0.15 | 219 | 0.08 |
| 5 × 8 × 20 | 318 | 0.03 | 354 | 0.15 | 335 | 0.08 | 309 | 0.00 | 363 | 0.17 | 326 | 0.06 |
| 5 × 8 × 30 | 469 | 0.01 | 496 | 0.07 | 475 | 0.02 | 465 | 0.00 | 514 | 0.11 | 471 | 0.01 |
| 6 × 5 × 8 | 109 | 0.00 | 127 | 0.17 | 118 | 0.08 | 119 | 0.09 | 117 | 0.07 | 110 | 0.01 |
| 6 × 5 × 12 | 152 | 0.00 | 184 | 0.21 | 153 | 0.01 | 162 | 0.07 | 183 | 0.20 | 161 | 0.06 |
| 6 × 5 × 20 | 246 | 0.00 | 269 | 0.09 | 258 | 0.05 | 253 | 0.03 | 294 | 0.20 | 265 | 0.08 |
| 6 × 5 × 30 | 366 | 0.00 | 405 | 0.11 | 378 | 0.03 | 367 | 0.00 | 397 | 0.08 | 379 | 0.04 |
| 6 × 6 × 8 | 130 | 0.00 | 154 | 0.18 | 131 | 0.01 | 131 | 0.01 | 137 | 0.05 | 132 | 0.02 |
| 6 × 6 × 12 | 173 | 0.00 | 200 | 0.16 | 184 | 0.06 | 175 | 0.01 | 199 | 0.15 | 186 | 0.08 |
| 6 × 6 × 20 | 284 | 0.00 | 299 | 0.06 | 285 | 0.01 | 283 | 0.00 | 324 | 0.14 | 284 | 0.00 |
| 6 × 6 × 30 | 406 | 0.00 | 433 | 0.07 | 408 | 0.00 | 410 | 0.01 | 466 | 0.15 | 412 | 0.01 |
| 6 × 7 × 8 | 140 | 0.00 | 151 | 0.08 | 141 | 0.01 | 142 | 0.01 | 152 | 0.09 | 143 | 0.02 |
| 6 × 7 × 12 | 199 | 0.02 | 214 | 0.10 | 205 | 0.05 | 195 | 0.00 | 221 | 0.13 | 201 | 0.03 |
| 6 × 7 × 20 | 297 | 0.00 | 337 | 0.13 | 302 | 0.02 | 304 | 0.02 | 335 | 0.13 | 309 | 0.04 |
| 6 × 7 × 30 | 438 | 0.01 | 502 | 0.15 | 456 | 0.05 | 435 | 0.00 | 492 | 0.13 | 453 | 0.04 |
| 6 × 8 × 8 | 152 | 0.00 | 174 | 0.14 | 159 | 0.05 | 152 | 0.00 | 167 | 0.10 | 159 | 0.05 |
| 6 × 8 × 12 | 209 | 0.02 | 230 | 0.12 | 205 | 0.00 | 223 | 0.09 | 239 | 0.17 | 220 | 0.07 |
| 6 × 8 × 20 | 337 | 0.07 | 353 | 0.12 | 358 | 0.14 | 315 | 0.00 | 341 | 0.08 | 336 | 0.07 |
| 6 × 8 × 30 | 489 | 0.03 | 503 | 0.06 | 500 | 0.05 | 475 | 0.00 | 513 | 0.08 | 486 | 0.02 |
| averge | 0.02 | 0.13 | 0.03 | 0.04 | 0.14 | 0.05 | ||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, Z.; Yang, J. Scheduling Optimization in Flowline Manufacturing Cell Considering Intercell Movement with Harmony Search Approach. Mathematics 2020, 8, 2225. https://doi.org/10.3390/math8122225
Huang Z, Yang J. Scheduling Optimization in Flowline Manufacturing Cell Considering Intercell Movement with Harmony Search Approach. Mathematics. 2020; 8(12):2225. https://doi.org/10.3390/math8122225
Chicago/Turabian StyleHuang, Zhuang, and Jianjun Yang. 2020. "Scheduling Optimization in Flowline Manufacturing Cell Considering Intercell Movement with Harmony Search Approach" Mathematics 8, no. 12: 2225. https://doi.org/10.3390/math8122225