
Numerical Study of Powder Flow Nozzle for Laser-Assisted Metal Deposition

 ,
,
Abstract
:1. Introduction
- To design and to investigate two nozzles (based on the de Laval geometry with Witoszynski and Bicubic curves of convergence zone) having a centered capillary for the particle beam and sheath compressed gas flow around the capillary.
- To determine optimal Witoszynski and Bicubic curve parameters for the nozzle, which are characterized by high gas velocity (>500 m/s), lower pressure at the end of the capillary, and the smallest gas flow velocity fluctuations in the first 20 mm after exiting the outlet of the nozzle.
- To investigate particle beam formation for optimal printing resolution.
- To determine relationship between particle sizes and coefficients of restitution, by performing particle-substrate thermo-mechanical elastic-plastic contact analysis.
2. Methods
2.1. Convergent Section
2.1.1. Bicubic Parametric Curve
2.1.2. Witoszynski Parametric Curve
2.2. Divergent Section
3. Results and Discussion
3.1. Parametrization of the Nozzle Geometry

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature | For Dynamic Viscosity | For Thermal Conductivity | ||
|---|---|---|---|---|
| Dynamic Viscosity | Sutherland Constant | Thermal Conductivity | Sutherland Constant | |
| Witoszynski Curve | Bicubic Parametric Curve | ||||||
|---|---|---|---|---|---|---|---|
| Name | Parameter Ranges | Units | Description | Name | Parameter Ranges | Units | Description |
| Convergent Section | |||||||
| k1 | 10–900 | Coef. describing the Witoszynski curve | Xm | 0.2–0.9 | Bicubic parametric curve control point | ||
| k2 | 10–900 | ||||||
| Rc | 0.8–1.5 | mm | radius of the nozzle throat | Rc | 0.8–1.5 | mm | radius of the nozzle throat |
| L1 | 14 | mm | L1 | 20 | mm | ||
| Rin | 10 | mm | Rin | 10 | mm | ||
| Divergent Section | |||||||
| P1x | 3–5 | mm | Quadratic Bezier control point | P1x | 3–5 | mm | Quadratic Bezier control point |
| P1y | 1.6–2 | mm | P1y | 1.6–2 | mm | ||
| Rout | 1.5–2.5 | mm | radius of the nozzle outlet | Rout | 1.5–2.5 | mm | |
| L2 | 40 | mm | L2 | 40 | mm | ||
3.2. Determination of the Nozzle Geometry
3.3. Particle Beam Formation
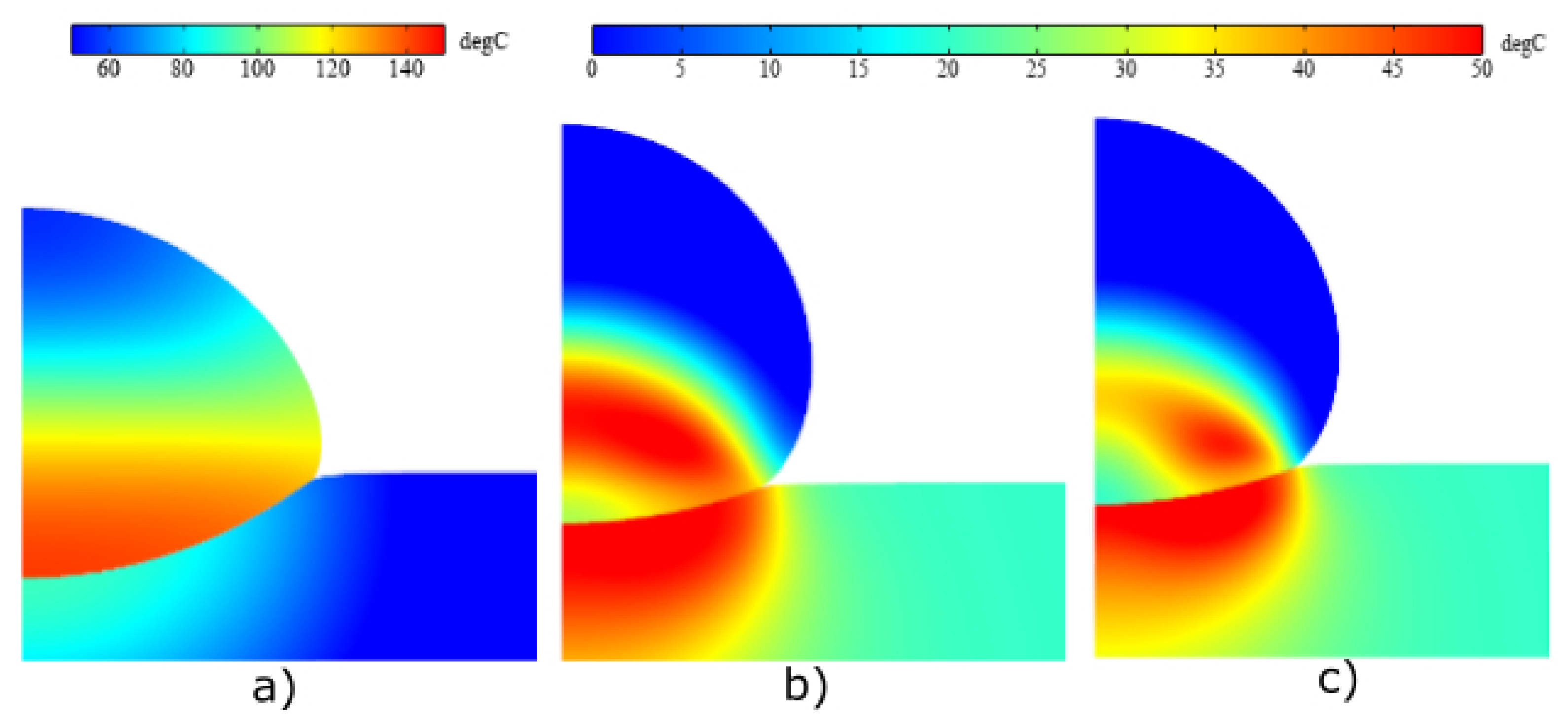
3.4. Particle-Substrate Impact Analysis
3.5. Coefficient of Restitution
4. Conclusions
- A comparison of the geometry of Bicubic and Witoszynski nozzles showed that the nozzle with the Bicubic curve geometry reaches a higher maximum velocity at the nozzle outlet. Moreover, Bicubic curve geometry has less apparent velocity fluctuations than the nozzle with the Witoszynski curve geometry. For these reasons, the nozzle with the Bicubic curve was most suitable for our further study.
- It was found that the geometry of the nozzle described by the Bicubic curve allows to reach the higher maximum velocity at the nozzle outlet compared to that of the Witoszynski curve. Moreover, the bicubic curve geometry has less apparent velocity fluctuations than the nozzle with the Witoszynski geometry.
- The results of CFD simulation allowed us to evaluate limitations of the designed nozzle to generate required deposition velocities for differently sized powder particles.
- The results obtained revealed that small particles have the highest velocity and the lowest total force at the outlet of the nozzle. Fine particles have a shorter response time, and therefore, a smaller dispersion area.
- It was determined that particles with a diameter limited up to 3 μm are able to reach experimentally obtained critical velocity without additional heating. The remainder of particle sizes requires additional energy for sticking. These impact velocity results were further applied by simulating the particle-substrate interaction. It was found that for particle sizes above 10 μm, additional heating is needed; therefore, future investigation of laser heating is necessary.
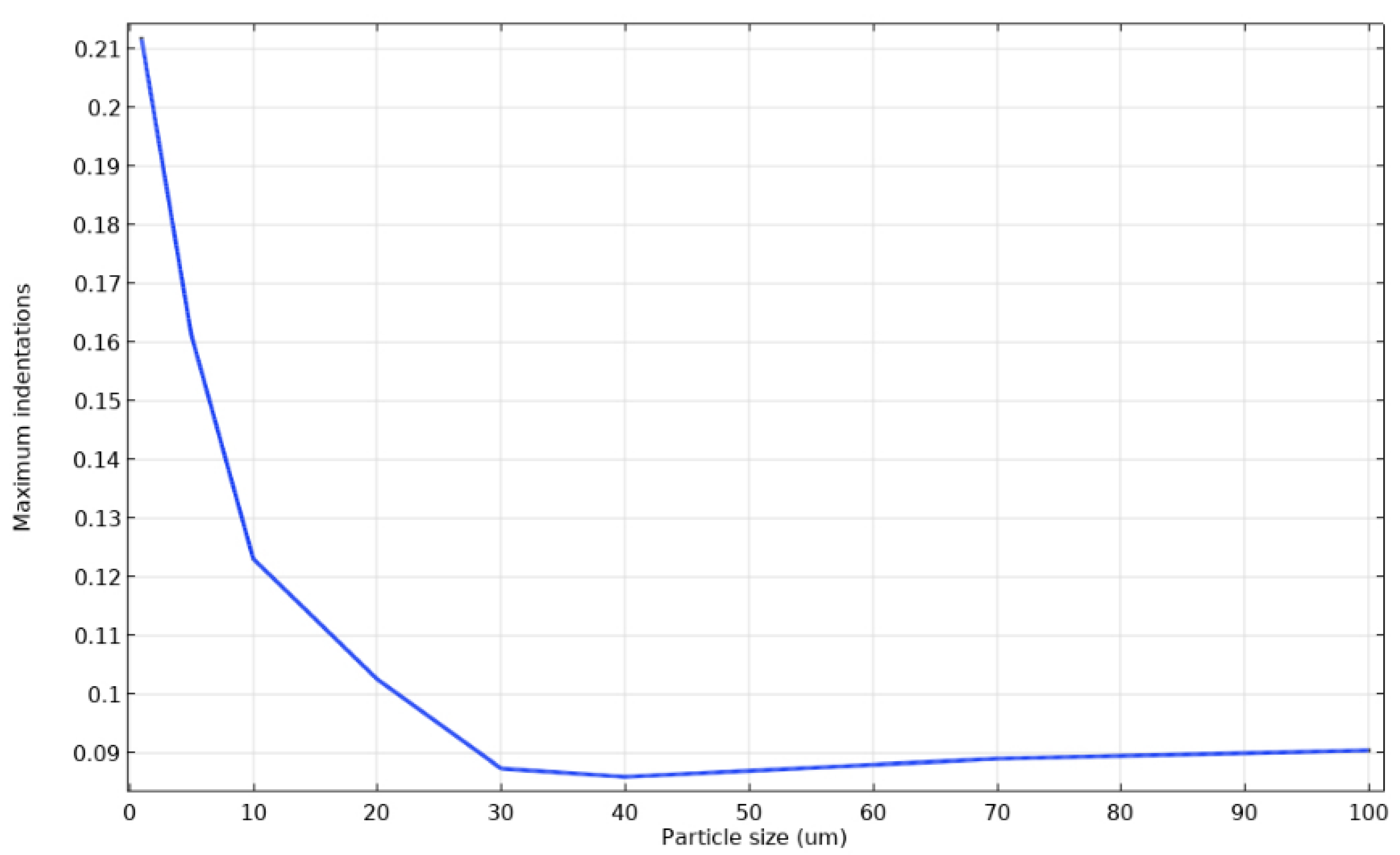
- The COR, indentation, and temperature obtained by the elasto-plastic particle-substrate impact analysis was used to evaluate the potential of adhesion of the different powder sizes. The lowest adhesion potential was observed for particles of 30 μm in diameter. The region of smaller particles is characterized by the values of COR, which are lower due to a relatively high velocity. Particles larger than 30 μm are scalable, characterized by a small change in velocity and a rise in local temperature as their mass increases.
- The current study focuses only on the development of a new powder flow nozzle geometry and flow formation. The results of numerical calculations, presented in this paper, can be helpful to improve the quality of laser-assisted metal deposition technologies. Choosing the gas velocity, particle size, and the nozzle geometry will lead to higher process resolution. Future work will include the interaction between the laser beam and metal powder particles in three different cases: when the laser beam is applied before particle deposition, during deposition, and after deposition. The process with the highest deposition efficiency will be used in various laser-assisted industrial fields, such as laser cladding, laser metal deposition, laser metal welding, and others.
Author Contributions
Funding
Conflicts of Interest
References
- Cunningham, C.; Flynn, J.; Shokrani, A.; Dhokia, V.; Newman, S. Invited review article: Strategies and processes for high quality wire arc additive manufacturing. Addit. Manuf. 2018, 22, 672–686. [Google Scholar] [CrossRef]
- Bandyopadhyay, A.; Traxel, K.D. Invited review article: Metal-additive manufacturing—Modeling strategies for application-optimized designs. Addit. Manuf. 2018, 22, 758–774. [Google Scholar] [CrossRef]
- Schmidt, M.; Merklein, M.; Bourell, D.; Dimitrov, D.; Hausotte, T.; Wegener, K.; Overmeyer, L.; Vollertsen, F.; Levy, G.N. Laser based additive manufacturing in industry and academia. CIRP Ann. 2017, 66, 561–583. [Google Scholar] [CrossRef]
- Cerardi, A.; Caneri, M.; Meneghello, R.; Concheri, G.; Ricotta, M. Mechanical characterization of polyamide cellular structures fabricated using selective laser sintering technologies. Mater. Des. 2013, 46, 910–915. [Google Scholar] [CrossRef]
- Cain, V.; Thijs, L.; Van Humbeeck, J.; Van Hooreweder, B.; Knutsen, R. Crack propagation and fracture toughness of Ti6Al4V alloy produced by selective laser melting. Addit. Manuf. 2015, 5, 68–76. [Google Scholar] [CrossRef]
- Akbari, M.; Kovacevic, R. An investigation on mechanical and microstructural properties of 316LSi parts fabricated by a robotized laser/wire direct metal deposition system. Addit. Manuf. 2018, 23, 487–497. [Google Scholar] [CrossRef]
- Lai, Q.; Abrahams, R.; Yan, W.; Qiu, C.; Mutton, P.; Paradowska, A.; Soodi, M. Investigation of a novel functionally graded material for the repair of premium hypereutectoid rails using laser cladding technology. Compos. Part B Eng. 2017, 130, 174–191. [Google Scholar] [CrossRef]
- Yan, L.; Chen, Y.; Liou, F. Additive manufacturing of functionally graded metallic materials using laser metal deposition. Addit. Manuf. 2020, 31, 100901. [Google Scholar] [CrossRef]
- Schopphoven, T.; Gasser, A.; Backes, G. EHLA: Extreme High-Speed Laser Material Deposition. Laser Tech. J. 2017, 14, 26–29. [Google Scholar] [CrossRef] [Green Version]
- Huang, Y.; Khamesee, M.B.; Toyserkani, E. A comprehensive analytical model for laser powder-fed additive manufacturing. Addit. Manuf. 2016, 12, 90–99. [Google Scholar] [CrossRef]
- He, Y.; Wei, J.; Liu, J.; Wang, X.; Wang, Y.; He, L. Experimental study on the fabrication profile and mechanical properties by substrate-inclined angle using laser melting deposition (LMD) integrating with the substrate of stainless steel. Opt. Laser Technol. 2020, 125, 106038. [Google Scholar] [CrossRef]
- Liu, H.; Cao, W.; Xu, J.; Li, W.; Sun, Z. Dispersion mode of granular jet in a coaxial air jet. Powder Technol. 2012, 217, 566–573. [Google Scholar] [CrossRef]
- Tan, H.; Zhang, C.; Fan, W.; Zhang, F.; Lin, X.; Chen, J.; Huang, W. Dynamic evolution of powder stream convergence with powder feeding durations in direct energy deposition. Int. J. Mach. Tools Manuf. 2020, 157, 103606. [Google Scholar] [CrossRef]
- Lupoi, R.; O’Neill, W. Powder stream characteristics in cold spray nozzles. Surf. Coat. Technol. 2011, 206, 1069–1076. [Google Scholar] [CrossRef] [Green Version]
- Zahiri, S.H.; Gulizia, S.; Prentice, L. An overview of cold spray additive technology in Australia for melt-less manufacture of titanium. Matec Web Conf. 2020, 321, 03011. [Google Scholar] [CrossRef]
- Guan, X.; Zhao, Y.F. Numerical modeling of coaxial powder stream in laser-powder-based Directed Energy Deposition process. Addit. Manuf. 2020, 34, 101226. [Google Scholar] [CrossRef]
- Syed, W.U.H.; Pinkerton, A.; Li, L. A comparative study of wire feeding and powder feeding in direct diode laser deposition for rapid prototyping. Appl. Surf. Sci. 2005, 247, 268–276. [Google Scholar] [CrossRef]
- Kovalev, O.; Kovaleva, I.; Smurov, I.Y. Numerical investigation of gas-disperse jet flows created by coaxial nozzles during the laser direct material deposition. J. Mater. Process. Technol. 2017, 249, 118–127. [Google Scholar] [CrossRef]
- Guo, W. Compact Coaxial Nozzle for Laser Cladding. U.S Patent 7259353B2, 21 August 2007. Available online: https://patents.google.com/patent/US7259353B2/en?oq=US7259353B2 (accessed on 3 November 2021).
- Hu, Y. Coaxial Nozzle Design for Laser Cladding/Welding. U.S. Patent 20050056628A1, 17 March 2005. Available online: https://patents.google.com/patent/US20050056628A1/en?oq=US20050056628A1 (accessed on 3 November 2021).
- Aleshin, S. Coaxial Single Point Powder Feed Nozzle. U.S. Patent 5486676A, 23 January 1996. Available online: https://patents.google.com/patent/US5486676A/en?oq=US5486676A (accessed on 3 November 2021).
- Nozzle Particularly Suited to Direct Metal Deposition. U.S. Patent 6534745B1, 18 March 2003. Available online: https://patents.google.com/patent/US6534745B1/en?oq=US6534745B1 (accessed on 3 November 2021).
- Chen, J.; Jiang, W.; Han, C.; Liu, Y. Numerical study on the influence of supersonic nozzle structure on the swirling condensation characteristics of CO2. J. Nat. Gas Sci. Eng. 2021, 88, 103753. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, J.; Wei, J.; Liu, X. Optimum structure of a laval nozzle for an abrasive air jet based on nozzle pressure ratio. Powder Technol. 2020, 364, 343–362. [Google Scholar] [CrossRef]
- Newlands, R. The Thrust Optimised Parabolic Nozzle, Aspire Space Technical Papers. Available online: http://www.aspirespace.org.uk/downloads/Thrust%20optimised%20parabolic%20nozzle.pdf (accessed on 5 November 2021).
- Hor, A.; Morel, F.; Lebrun, J.-L.; Germain, G. Modelling, identification and application of phenomenological constitutive laws over a large strain rate and temperature range. Mech. Mater. 2013, 64, 91–110. [Google Scholar] [CrossRef] [Green Version]
- Al Salahi, A.A.; Othman, R. Constitutive Equations of yield stress sensitivity to strain rate of metals: A comparative study. J. Eng. 2016, 2016, 3279047. [Google Scholar] [CrossRef] [Green Version]
- Ludwik, P. Elemente der Technologischen Mechanik; Springer: Berlin/Heidelberg, Germany, 1909. [Google Scholar]
- Johnson, G.R.; Cook, W.H. Fracture characteristics of three metals subjected to various strains, strain rates, temperatures and pressures. Eng. Fract. Mech. 1985, 21, 31–48. [Google Scholar] [CrossRef]
- Cowper, G.R.; Symonds, P.S. Strain-hardening and strain-rate effects in the impact loading of cantilever beams. In Strain-Hardening and Strain-Rate Effects in The Impact Loading of Cantilever Beams; Defense Technical Information Center (DTIC): Fort Belvoir, VA, USA, 1957. [Google Scholar]
- Mebdoua, Y.; Fizi, Y.; Bouhelal, N. Cold sprayed copper coating: Numerical study of particle impact and coating characterization. Eur. Phys. J. Appl. Phys. 2016, 74, 24608. [Google Scholar] [CrossRef]
- Champagne, V.K.; Helfritch, D.J.; Trexler, M.D.; Gabriel, B.M. The effect of cold spray impact velocity on deposit hardness. Model. Simul. Mater. Sci. Eng. 2010, 18, 065011. [Google Scholar] [CrossRef]
- Li, G.; Wang, X.-F.; Li, W.-Y. Effect of different incidence angles on bonding performance in cold spraying. Trans. Nonferrous Met. Soc. China 2007, 17, 116–121. [Google Scholar] [CrossRef]
- Razavipour, M.; Jodoin, B. Material model for predicting dynamic response of copper and nickel at very high strain rates under cold spray conditions. J. Therm. Spray Technol. 2021, 30, 324–343. [Google Scholar] [CrossRef]
- Hassani, M.; Veysset, D.; Sun, Y.; Nelson, K.A.; Schuh, C.A. Microparticle impact-bonding modes for mismatched metals: From co-deformation to splatting and penetration. Acta Mater. 2020, 199, 480–494. [Google Scholar] [CrossRef]
- Hassani, M.; Veysset, D.; Nelson, K.A.; Schuh, C.A. Material hardness at strain rates beyond 106 s−1 via high velocity microparticle impact indentation. Scr. Mater. 2020, 177, 198–202. [Google Scholar] [CrossRef]
- Zheng, T.; Du, Z.; Cao, H.; Jiang, J.; Zheng, W.; Tang, S.; Wang, N.; Wang, P. Development of a novel mobile industrial-scale fluidized adsorption process for emergency treatment of water polluted by aniline: CFD simulation and experiments. Adv. Powder Technol. 2016, 27, 1576–1587. [Google Scholar] [CrossRef] [Green Version]
- Meyers, M.; Gregori, F.; Kad, B.; Schneider, M.; Kalantar, D.; Remington, B.; Ravichandran, G.; Boehly, T.; Wark, J. Laser-induced shock compression of monocrystalline copper: Characterization and analysis. Acta Mater. 2003, 51, 1211–1228. [Google Scholar] [CrossRef]



| Witoszynski Curve | Bicubic Parametric Curve | ||||||
|---|---|---|---|---|---|---|---|
| Name | Parameter Ranges | Units | Description | Name | Parameter Ranges | Units | Description |
| Convergent Section | |||||||
| k1 | 100 | Coef. describing the Witoszynski curve | Xm | 0.7 | Bicubic parametric curve control point | ||
| k2 | 100 | ||||||
| Rc | 1.0 | mm | radius of the nozzle throat | Rc | 1.0 | mm | radius of the nozzle throat |
| L1 | 14 | mm | L1 | 20 | mm | ||
| Rin | 10 | mm | Rin | 10 | mm | ||
| Divergent Section | |||||||
| P1x | 4 | mm | Quadratic Bezier control point | P1x | 4 | mm | Quadratic Bezier control point |
| P1y | 1.7 | mm | P1y | 2.0 | mm | ||
| Rout | 2.0 | mm | radius of the nozzle outlet | Rout | 2.0 | mm | |
| L2 | 40 | mm | L2 | 40 | mm | ||
| Parameter, Units | Symbol | Value |
|---|---|---|
| Density, kg/m3 | 8700–8950 | |
| Elastic modulus, Gpa | E | 105–125 |
| Poisson’s ratio, 1 | Ν | 0.335 |
| Specific heat, | C | 385–425 |
| Thermal conductivity, | h | 395 |
| Coefficient of thermal expansion, | a | 1.65–1.8 |
| Yield strength, Mpa | A | 90 |
| Hardening coefficient, Mpa | B | 292 |
| Strain-hardening exponent | n | 0.31 |
| Material constants used for Cowper-Symonds criterion (selected by authors) | 1 | |
| D | 0.19 | |
| k | 0.18 | |
| Thermal softening exponent | m | 1.09 |
| Melting temperature, K | Tm | 1358 |
| Reference temperature, K | Tr | 293 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Petkevič, R.; Jočbalis, G.; Steponavičiūtė, A.; Stravinskas, K.; Romanov, A.; Kačianauskas, R.; Borodinas, S.; Mordas, G. Numerical Study of Powder Flow Nozzle for Laser-Assisted Metal Deposition. Mathematics 2021, 9, 2913. https://doi.org/10.3390/math9222913
Petkevič R, Jočbalis G, Steponavičiūtė A, Stravinskas K, Romanov A, Kačianauskas R, Borodinas S, Mordas G. Numerical Study of Powder Flow Nozzle for Laser-Assisted Metal Deposition. Mathematics. 2021; 9(22):2913. https://doi.org/10.3390/math9222913
Chicago/Turabian StylePetkevič, Romuald, Giedrius Jočbalis, Ada Steponavičiūtė, Karolis Stravinskas, Aleksej Romanov, Rimantas Kačianauskas, Sergejus Borodinas, and Genrik Mordas. 2021. "Numerical Study of Powder Flow Nozzle for Laser-Assisted Metal Deposition" Mathematics 9, no. 22: 2913. https://doi.org/10.3390/math9222913