3.2. Validation of the Model
After the production process was modeled, it had to be validated. Two validation techniques were utilized. The first one is the comparison to other models technique and the other is the extreme condition test technique. Furthermore, all models were confirmed by Face validation in the way that three colleagues from the same field of research examined them and confirmed their validity [
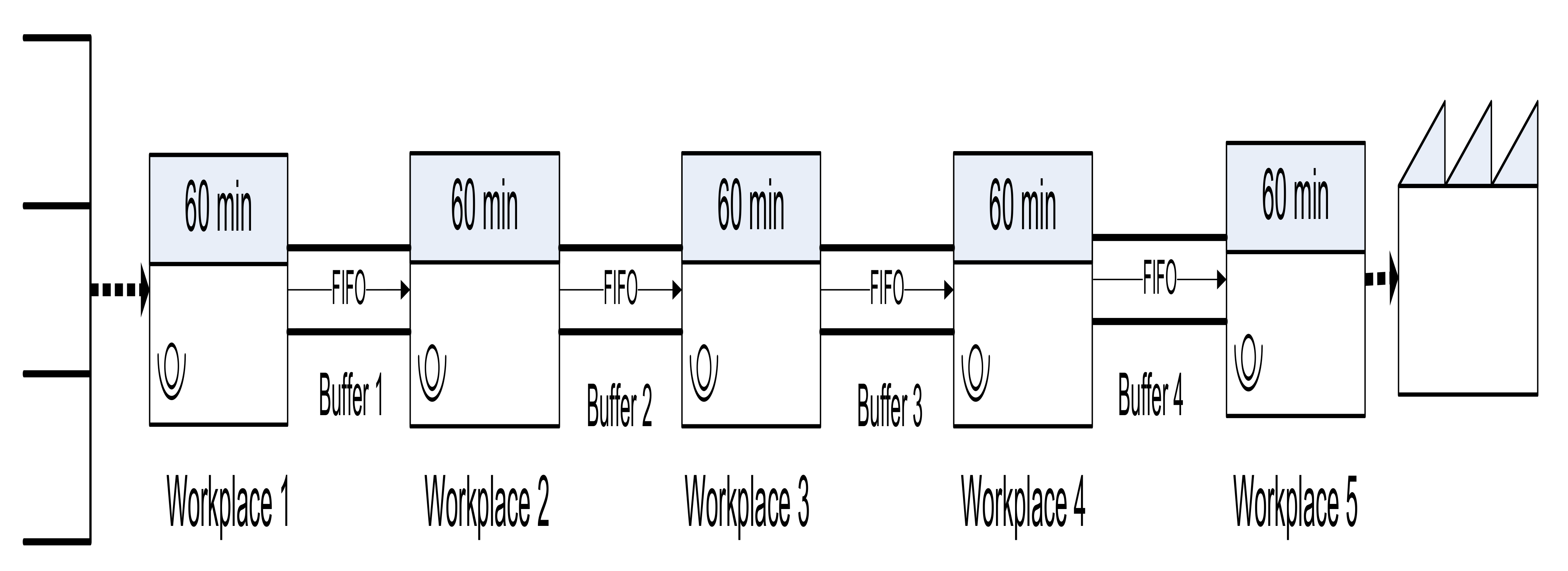
37]. Since the five-station model is also used in Enns and Rogers paper, their results could be compared with the ones that were gathered in this study. In their study, push and pull models were developed, and the pull model was controlled with the Conwip mechanism. Thus, as a first step, these two models were developed, and the results were compared. Simulation experimentation was performed in Simulink, a special module for the simulation in the MATLAB software, and since the discrete manufacturing production processes is simulated, an add-on for discrete simulation, SimEvents, was used [
38]. After modeling and validation of these two models, all other mechanisms were modeled, Kanban, Hybrid Conwip/Kanban and DBR, respectively. The
extreme condition test and
face validation were performed.
In order to create the conditions for comparison, as in Enns and Roger’s article for comparison, the simulation time for the push and Conwip model was 101,000 min, and five runs were made for both push and Conwip. The processing time was chosen to be stochastic and is defined with operations time and coefficient of variation, c
p, which is defined to be the standard deviation of the processing times divided by the mean processing time, 1/μ. The distribution used to generate processing times was the Gamma distribution, is defined by parameters α and β [
21]. For the Conwip model, the number of control cards had to be the same; thus, six Conwip cards in the process were modeled. The results of comparison are given in
Table 1.
Since the differences in results are insignificant, it could be concluded that the model for this research has a satisfactory range of accuracy, which is a match to the model presented and validated in the Roger and Enns research [
21].
Further on, Kanban, Hybrid Conwip/Kanban and DBR were validated on the existing production model, validated previously by comparison. As already mentioned, the extreme condition test was used. In the case of Kanban, two extreme conditions were made:
Extremely long operation time on the second workplace (85,000 min, which is 80% of the whole simulation run);
The number of Kanban on the last workplace was set to be zero.
For the first condition, the result was that only one product came out of the process, which is expected since the second operation took 80% of time of the simulation run. And for the second condition, none of the products came out of the process, which also was expected. Since there were not any Kanban cards in the last workplace, thus there was no signal for processing. These results showed that the Kanban was well modeled.
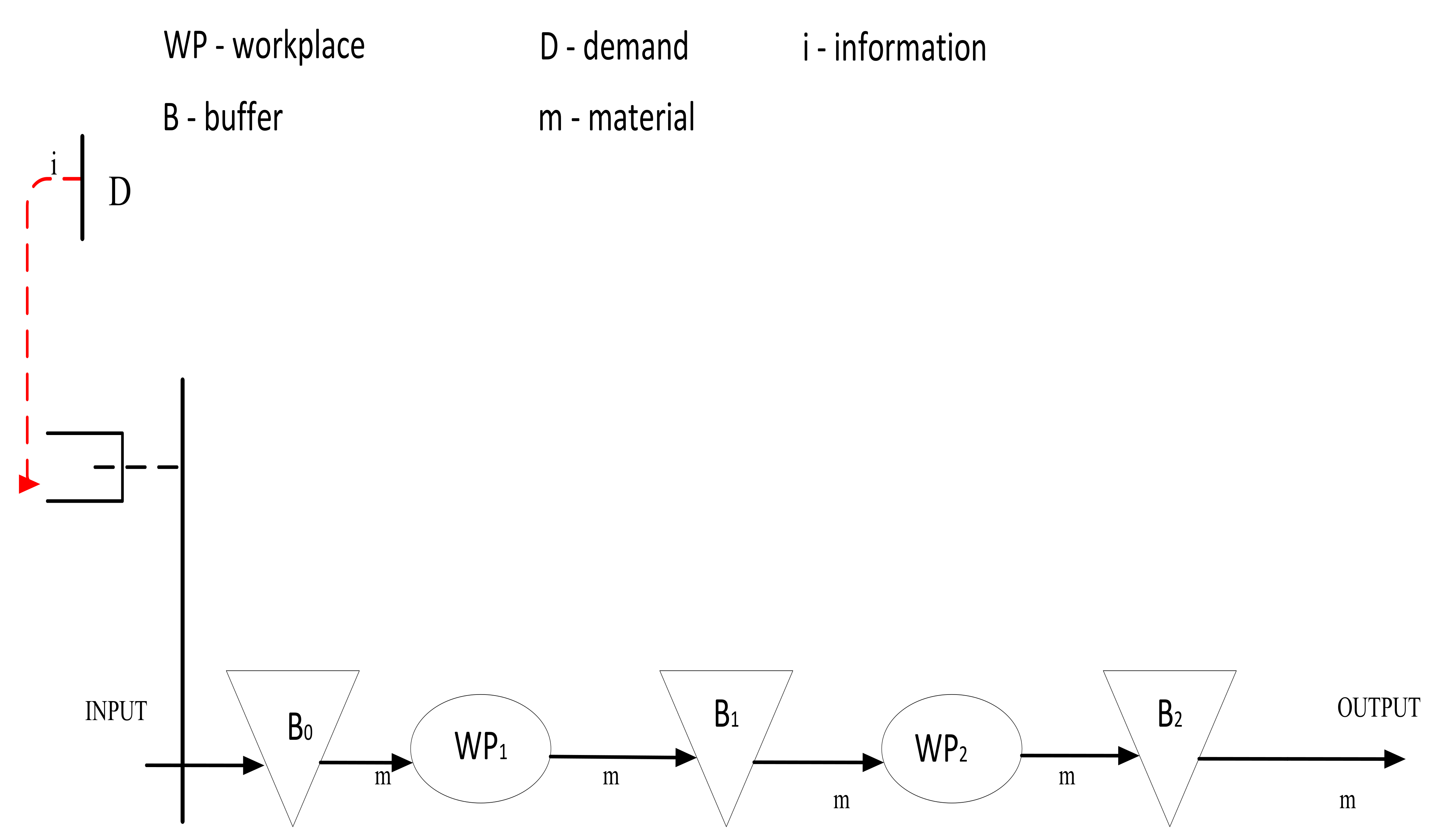
The hybrid Kanban/Conwip control mechanism utilize both Conwip and Kanban cards in the process. Conwip cards regulate the overall amount of WIP, in a way that the information about demand is sent to the first stage of the production process, while the Kanban card sends the information about demand upstream starting from the last stage of the process up to the first one. Thus, Kanban cards regulate the amount of WIP at every production stage and unlike the Conwip cards that regulate the overall amount of WIP, thus the total amount of WIP in the whole process. The first extreme condition was as follows:
The second extreme condition was as follows:
As expected, in both cases none of the products left the production process. In the first scenario, as the number of Conwip cards defines the total number of WIP in the production process, the WIP was zero, so the process could not produce any product. In the second scenario, just like in Kanban validation, as there were no control cards in the workplace, so there was no information for starting the production on that station. Again, none of the product left the process.
The same extreme condition, namely zero control cards, was used for DBR model and the same results were obtained.
3.3. Experiment Set-Up
In order to conduct the experiments, the level of the factors had to be chosen. But first, allow the decision of selected factors to be explained. There is an exact definition, found in literature, on what the prerequisites for successful implementation of pull production are:
Very often, these conditions are hard to achieve. Bottlenecks are quite a challenge in regard to production control. Thus, the question is whether, in these kinds of processes, a different control mechanism other than the Kanban is more suitable in terms of the efficiency of the production process. In addition, a smooth process, without stoppages is desirable, but the real processes are often faced with unexpected stoppages. From the authors’ experience, it is also known that the planned operation times are often different, due to many reasons, for example, a worker’s skills or frequent change of worker on the machines, requiring time for training, etc. All of this led to experimental factors chosen in this research:
The last factor, the number of control cards, had been chosen because the production control mechanisms that were going to be examined in different production conditions (different level of experimental factors) have their own parameters that influence response function (lead time) that is being observed. Actually, the number of control cards, Kanban cards, Conwip cards, etc., is the parameter that had to be taken into account when considering efficient production flow. This parameter has not been considered much in previous research. Thus, many authors in the reviewed literature take the fixed number of cards, which they define as optimal and vary all other factors, but the optimal number of cards for one setting of factor levels does not have to suit different settings of factors level. This is the reason why the number of control cards has been taken as one of the experimental factors in this research.
The response function in this research is production lead time. The lead time is the total time elapsed from the moment when the material, i.e., the raw material, enters the production process to the moment when the finished product is ready for delivery to the customer [
39]. Why has this response function been chosen? The goal of every lean implementation is to shorten the lead time [
2], and since the topic of this research is one of the five basic principles of lean thinking [
2], namely pull production, so this response function has been selected.
The levels of input parameters were defined after an extensive review of the literature and based on previous experience in various manufacturing companies. The levels are shown in
Table 2.
As previously mentioned, the simulation model was developed in MATLAB, more precisely by Simulink and SimEvents, which are the features of MATLAB for simulation.
The Response Surface Methodology (RSM) was used to determine the effect of factors on response function; thus, the mathematical model was developed to describe the relationship between factor and response. The general factorial design was chosen to conduct the experiments. This experimental design was chosen because some of the varied factors (input variables) are numerical variables, and some are categorical variables. In such a case, it is convenient to use the general factorial design plan of the experiment. In the software package, Design Expert [
40], which was used to analyze the results, this experimental plan is also called “multilevel categoric”.
After performing simulations followed by a designed experiment, an analysis of variance (ANOVA) was performed to determine the significance of the factors, and the mathematical model (response function) was developed by regression analysis. The factors of models A, B, C, and D are in order:
A—coefficient of variation;
B—operation time;
C—the existence of a bottleneck;
D—number of control cards.
3.4. Experiment Results
In the next part of the chapter, results of the experiments conducted Kanban-controlled processes will be described. This chapter will present the results of data analysis to describe the impact of processing time, coefficient of variation, bottleneck, and number of control cards on the lead time of the production process in the case of Kanban control mechanism. RSM was used to investigate the impacts of factors. Based on this method, a mathematical model was generated to describe the variable response.
Before analyzing the variance, it was necessary to make data transformation. In this data set, the ratio of the maximum and minimum measured value was greater than 10, so the transformation was required [
40]. In this way, the homogeneity of variance over the experimental space is satisfied [
41]. Data were transformed according to the equation:
Variable y’ in the equation presents transformed value, and variable y presents the real value.
The bull hypothesis H
0 for the experiment design was as follows: variability of processing time, processing time, bottleneck, and number of production control cards do not affect the lead time of the production process.
Table 3 presents an analysis of variance (ANOVA) for the design of experiments. ANOVA generates significant factors of the model for the response while its significance was evaluated according to the probability levels. F-value shows that the model is significant.
p-value also shows that the model is significant and that the null hypothesis can be rejected. Namely, the null hypothesis is rejected when the
p-value is less than 0.05, which is the case here [
40]. Furthermore,
p-values of the factors A, B, C, and D, as well as their interactions AB, AD, BC, BD, CD, ABD, and BCD show their significance.
The next step was regression analysis, which is a method for estimating the relationships between a dependent variable and one or more independent variables. In this study dependent variable is lead time, while independent variables are: coefficient of variation, processing time, and existence of bottleneck. Based on the results obtained by simulation experimentation, the coefficients of the mathematical (regression) model were estimated.
The value of the coefficient of determination, R
2, which is 0.9947 implied that the model is successful in explaining 99.47% of the experimental variables. In addition, the adjusted value of determination, the value of which is 0.9939 declared high significance of the generated model. These coefficients are in good relation. This is indicated by the necessary condition, which is that the difference between the adjusted R
2 value and determination fitting R
2 value is less than 0.2. When this condition is achieved it means that the obtained regression model (response function) is different from random phenomena (
Table 4).
As the natural logarithm was used for data transformation, so the obtained mathematical model represents a mathematical function for calculating the lead time in logarithmic form. Thus, the calculated value should be transformed from a natural algorithm into a real number in order to obtain the actual value of the lea time variable.
Variables from Equations (2) and (3) are as follows:
LTKanban—lead time for the process with without bottleneck, controlled by Kanban, min;
LTKanban-BN—lead time for the process bottleneck controlled by Kanban, min;
CV—coefficient of variation;
T—processing time;
Nr—number of control cards.
The value obtained by Equation (2) represents the natural logarithm of the lead time, and in order to get the actual value of the lead time, this value needs to be transformed into a real number using the equation:
The same mathematical relation as in Equation (4) has to be used for transforming natural logarithm values obtained by Equation (3) in order to get real number values.
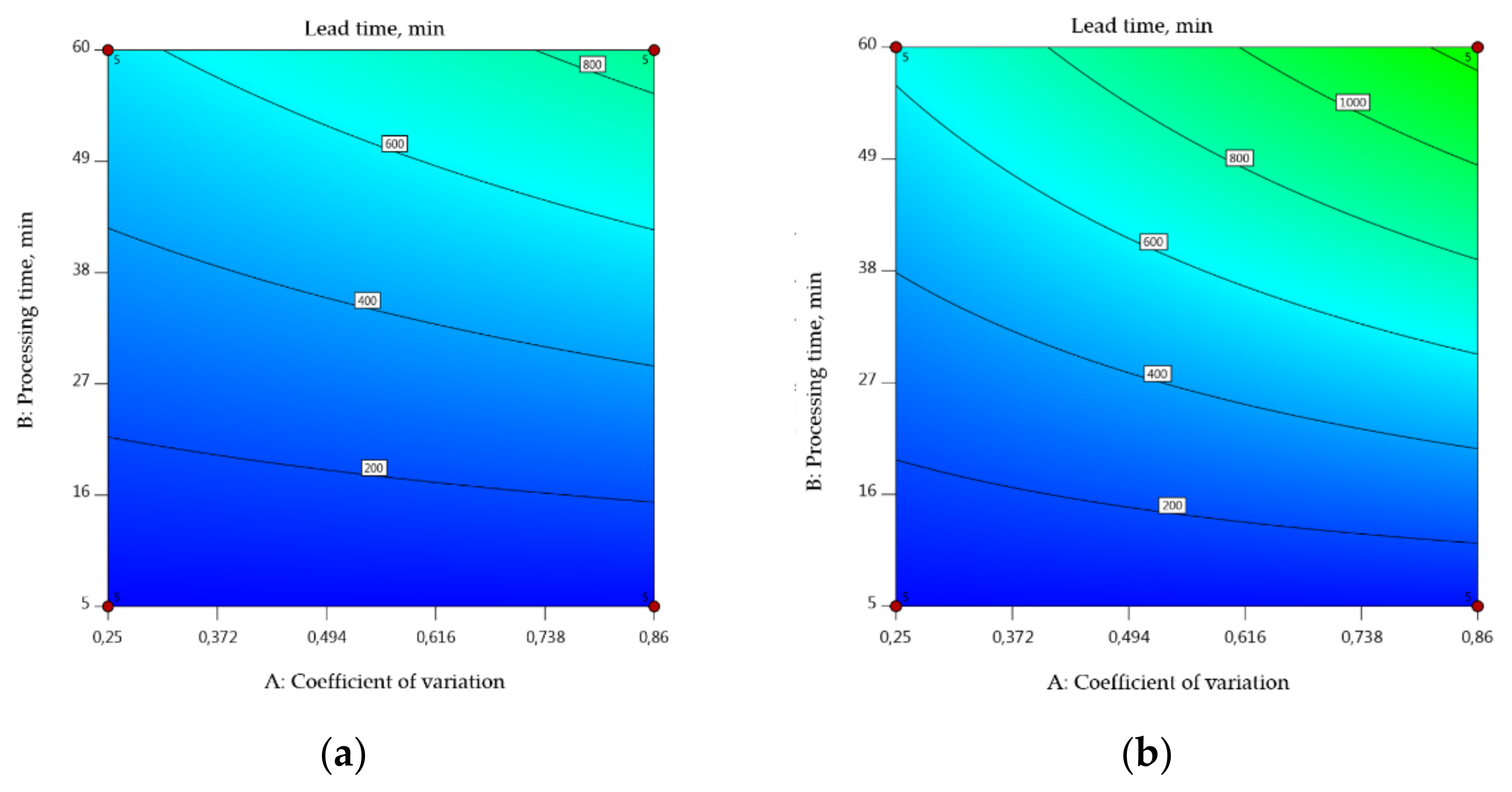
Figure 4a,b presents contour plots of mathematical model which describes the influence of factors and their interactions on the response function, in this case, lead time, for the production process controlled with Kanban. The first figure is for the process in which there are two Kanban cards in each phase of production, thus, for each operation and the second figure represents the process with five Kanban cards in each operation. Lead time, in the case of five Kanban cards, is much longer for the same level of the other factors in regards to the process with two Kanban cards. This was expected since the number of Kanban cards influences the level of work in the process, so the time needed for one piece of material to pass through the whole process is longer. Further experiments with other control mechanisms will show whether there is any difference between mechanisms for these same conditions.
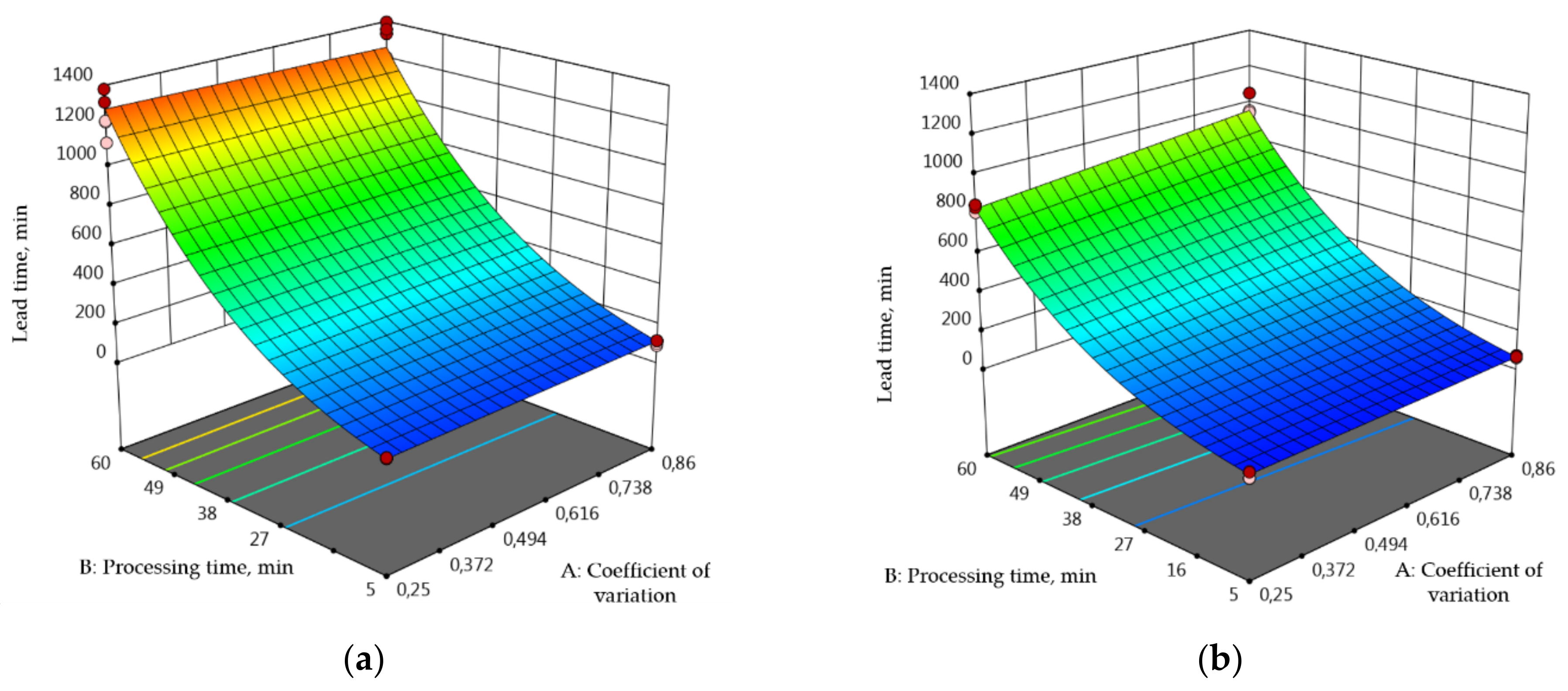
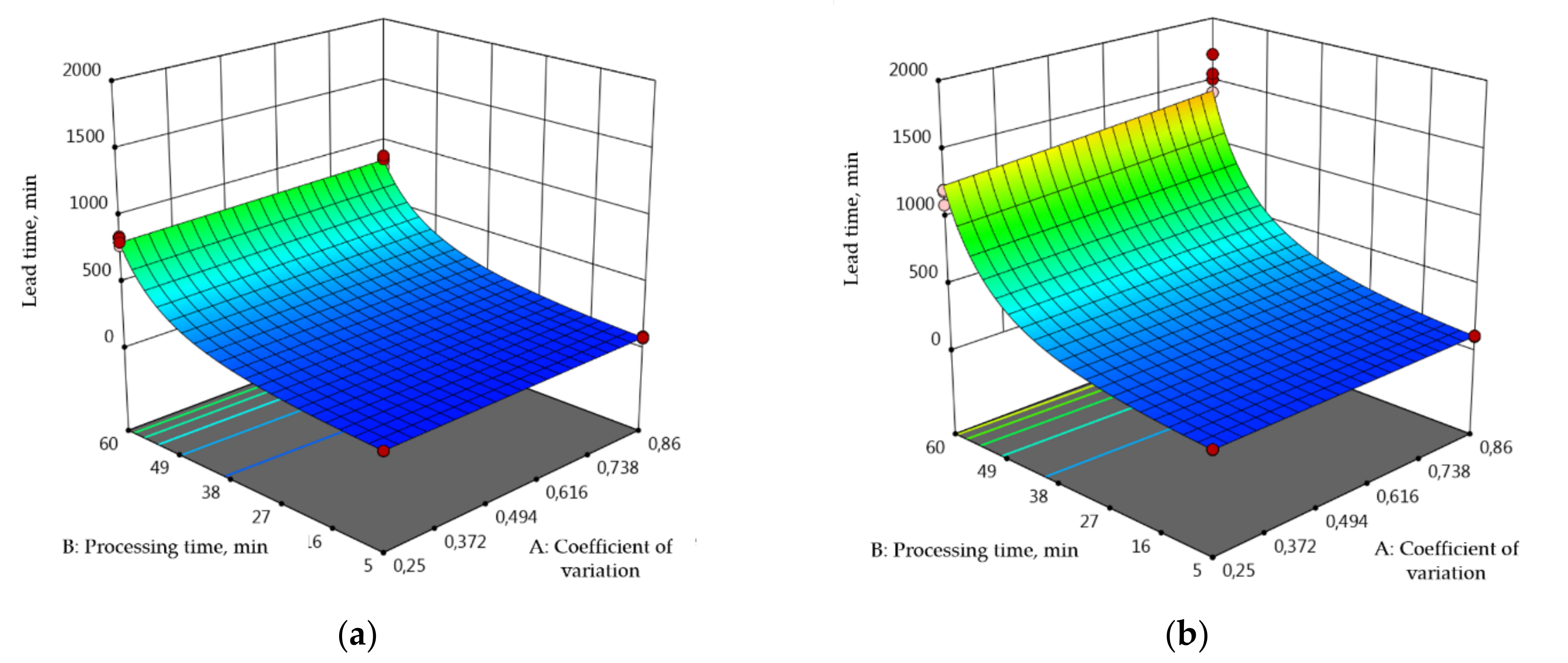
A three-dimensional 3D response surface plot showing the effect of coefficient of variation and operations is presented in
Figure 5a,b—both figures present process with bottleneck with a difference in the number of Kanban cards. Number of Kanban cards affects the lead time quite significantly, as demonstrated below.
The same analysis, as presented for the case where Kanban mechanism was controlling simulated production process, was also conducted for Conwip, Hybrid Kanban/Conwip and DBR. The results are going to be presented further in this chapter.
For all three mechanisms, Conwip, Hybrid Kanban/Conwip and DBR, respectively, ANOVA has shown that both model and the factors are significant. Also, p-values of the factors A, B, C, and D, as well as their interactions AB, AD, BC, BD, CD, ABD, and BCD show their significance. As for the Kanban, based on the results obtained by simulation experimentation, the coefficients of the mathematical (regression) models were estimated. The coefficient of determination declared the significance of all models.
As for the analysis of variance for Kanban, in the case of Conwip, Hybrid Kanban/Conwip, and DBR, data transformation needed to be made for the same reason. In this way, the homogeneity of variance over the experimental space is satisfied [
41]. In case of Conwip, the data were transformed according to the equation:
Variable y’ in the equation presents transformed value, and variable y presents the real value.
In case of Hybrid and DBR data were transformed according to the equation:
Table 8 represents the regression analysis for Conwip, Hybrid Kanban/Conwip and DBR. The values obtained for the regression functions are given in
Table 9.
The value obtained by Equation (2) needs to be transformed into real values by using equation:
In the case of Hybrid and DBR, transformation should be made by the equation below.
A three-dimensional 3D response surface plot showing the effect of coefficient of variation and processing time on lead time for the process with bottleneck is presented in
Figure 6a,b. Both variations and processing time affects the lead time in terms that it gets longer, which was expected. Furthermore, the number of control cards has the same effect, which can be seen by comparing these two figures.
In the case of the hybrid mechanism, as presented in
Figure 6, the lead time gets longer as the number of control cards is higher (
Figure 7a,b). Every card tie one product, and more cards mean more products in the system, thus more work in process. But why would anybody make a decision to utilize more cards, one could ask. The answer is that the higher number of cards, meaning higher WIP, secures unstable processes and acts as a safety buffer, so the optimal solution has to be found.
As well as for Kanban, Conwip, Hybrid Kanban/Conwip, the same relationships between influence factors and response have been found for the DBR, as shown in
Figure 8. Now, the question is which mechanism out of these four is optimal in regard to the same production conditions. That was also the research question of this study, and it will be explained further in the text based on the results shown thus far.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}