
Optimization Design of an Alfalfa Seed Airflow Collection and Drainage System Based on Numerical Simulation

Abstract
:1. Introduction
2. Structure and Working Principle
2.1. Air-Delivered Collector
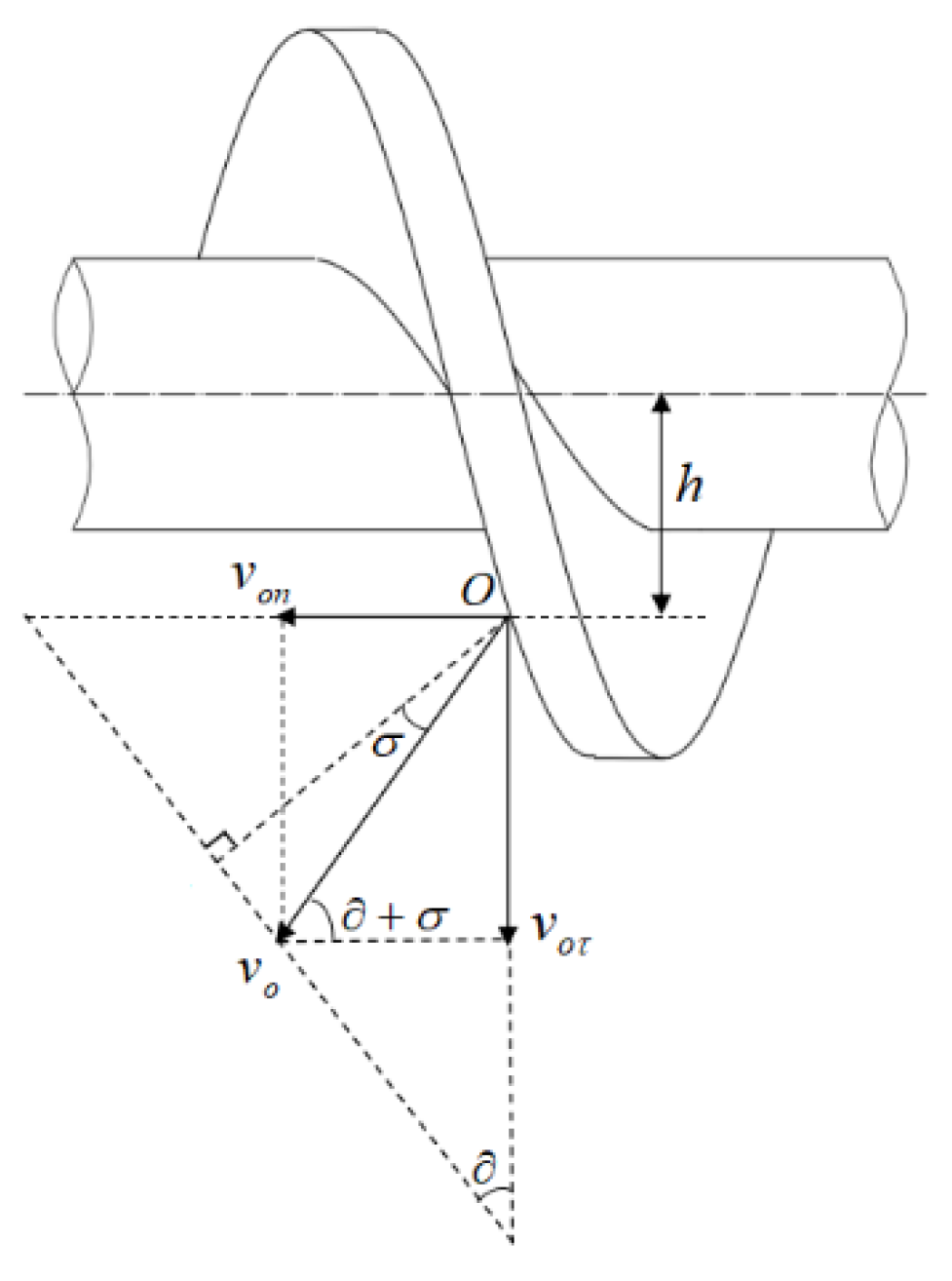
2.2. The Horizontal Screw Conveyor
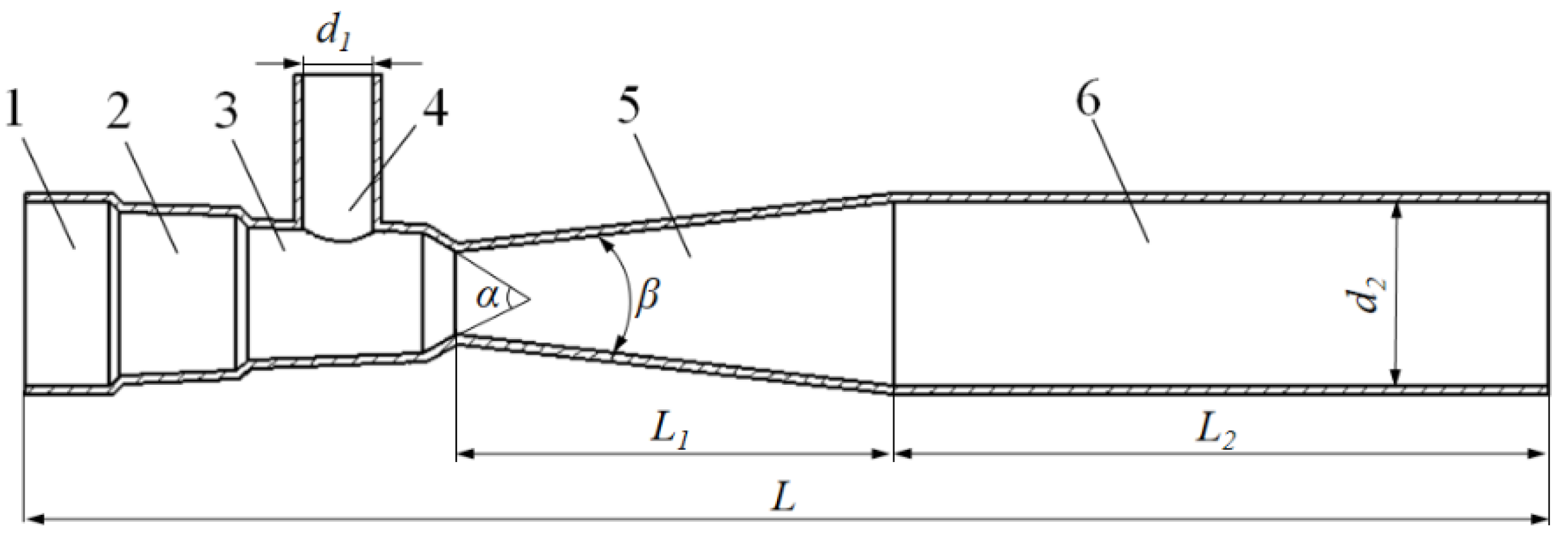
2.3. The Venturi Ejector
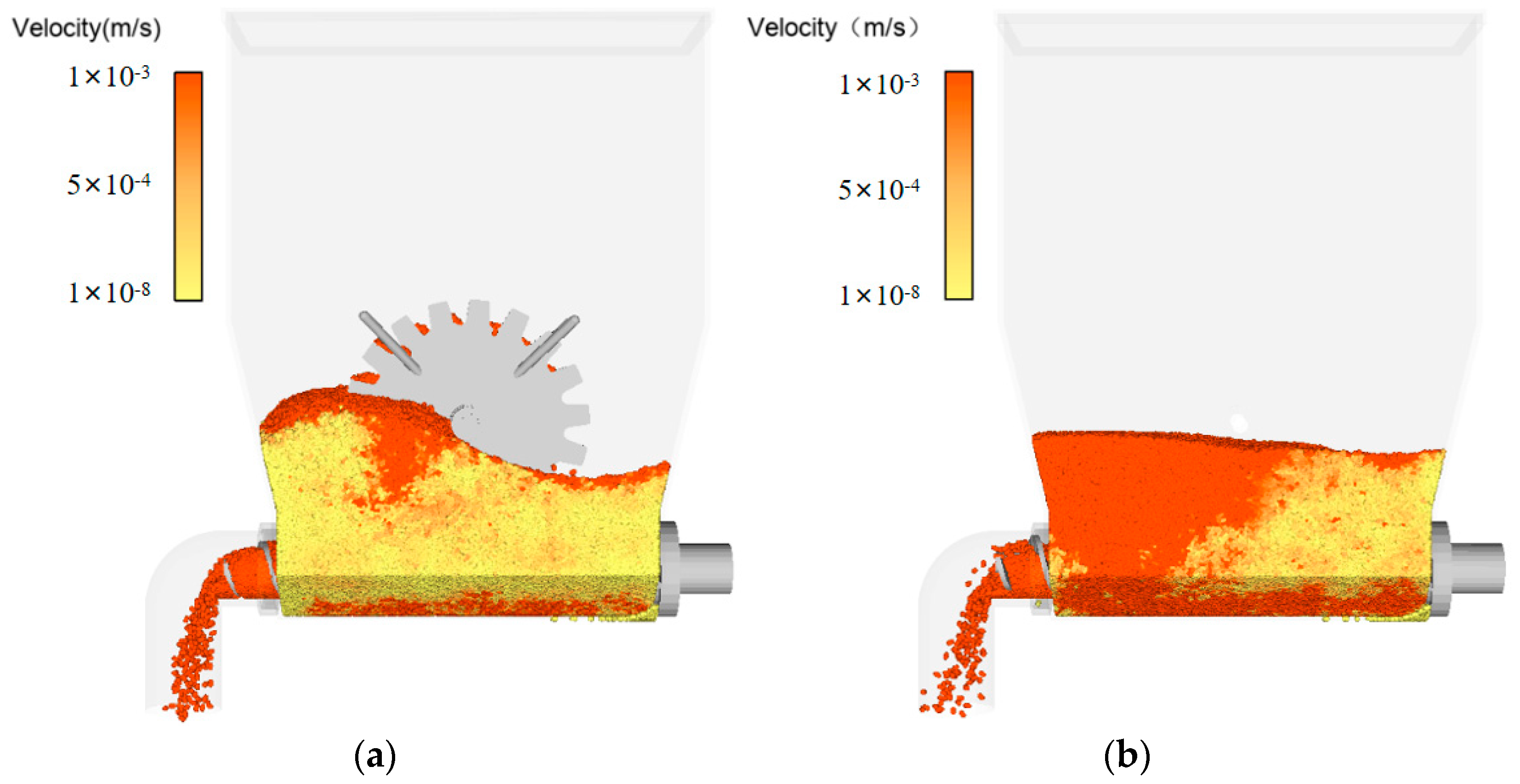
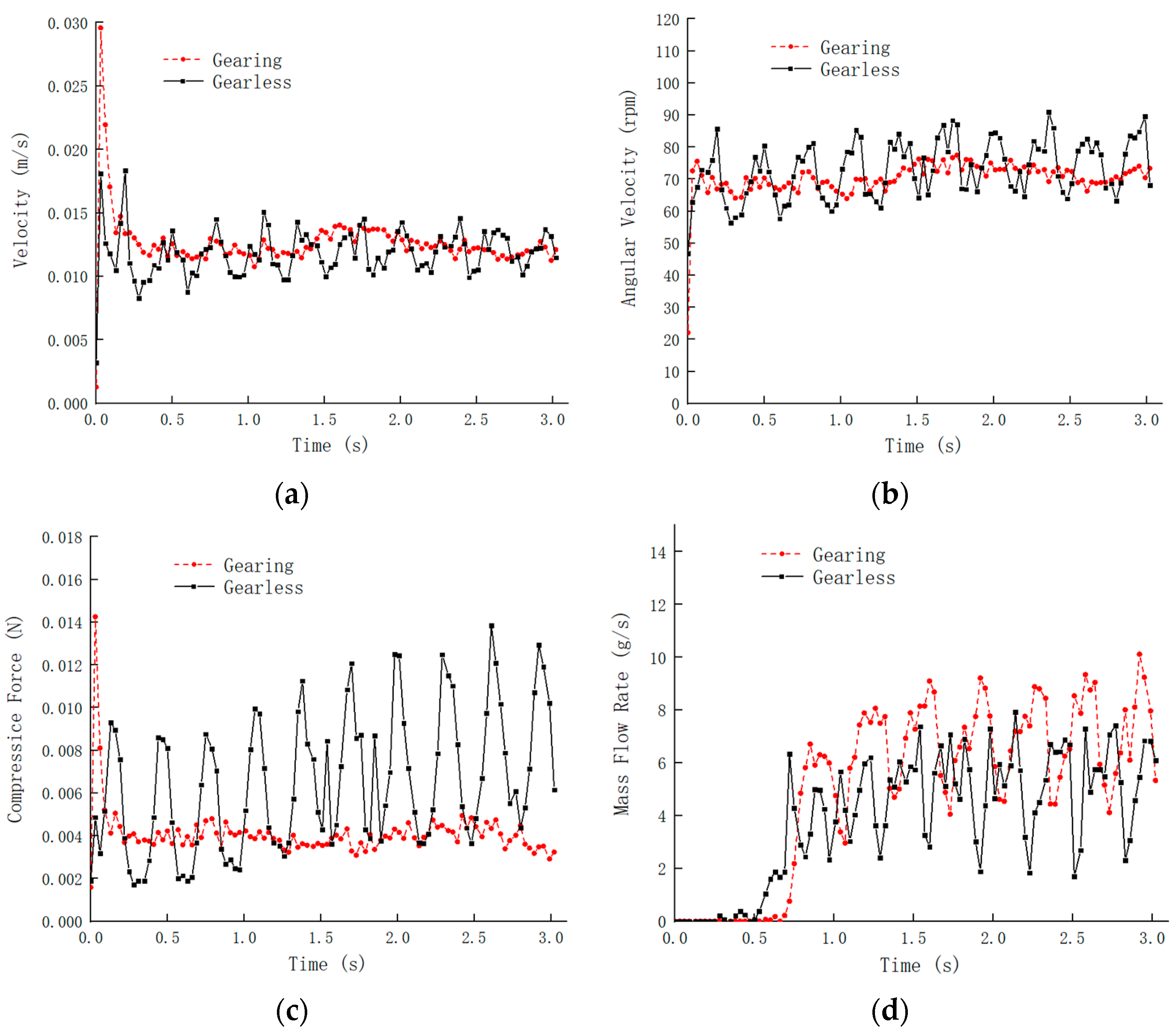
3. Simulation Analysis of the Screw Conveyor
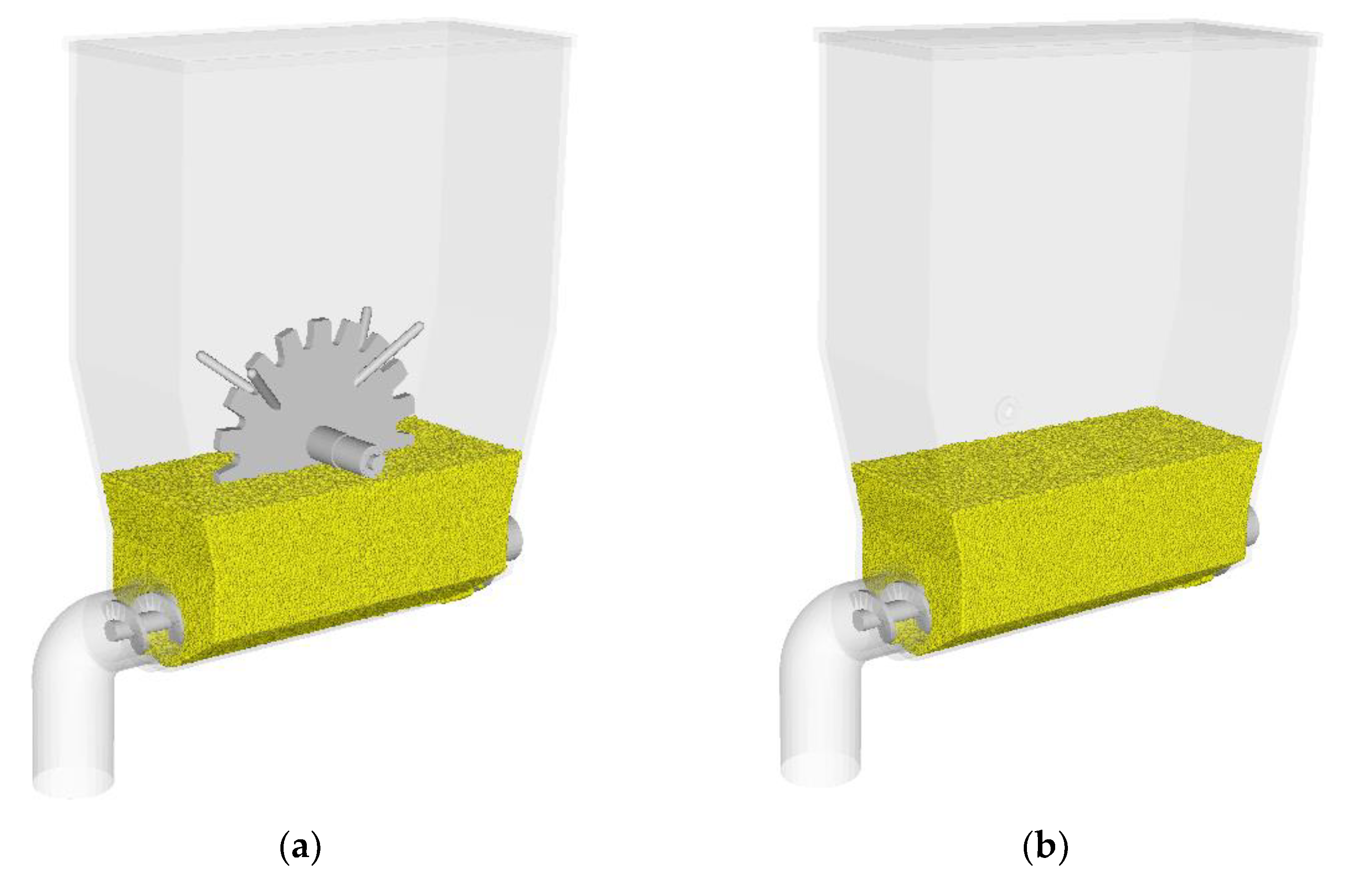
3.1. Discrete Element Model Building
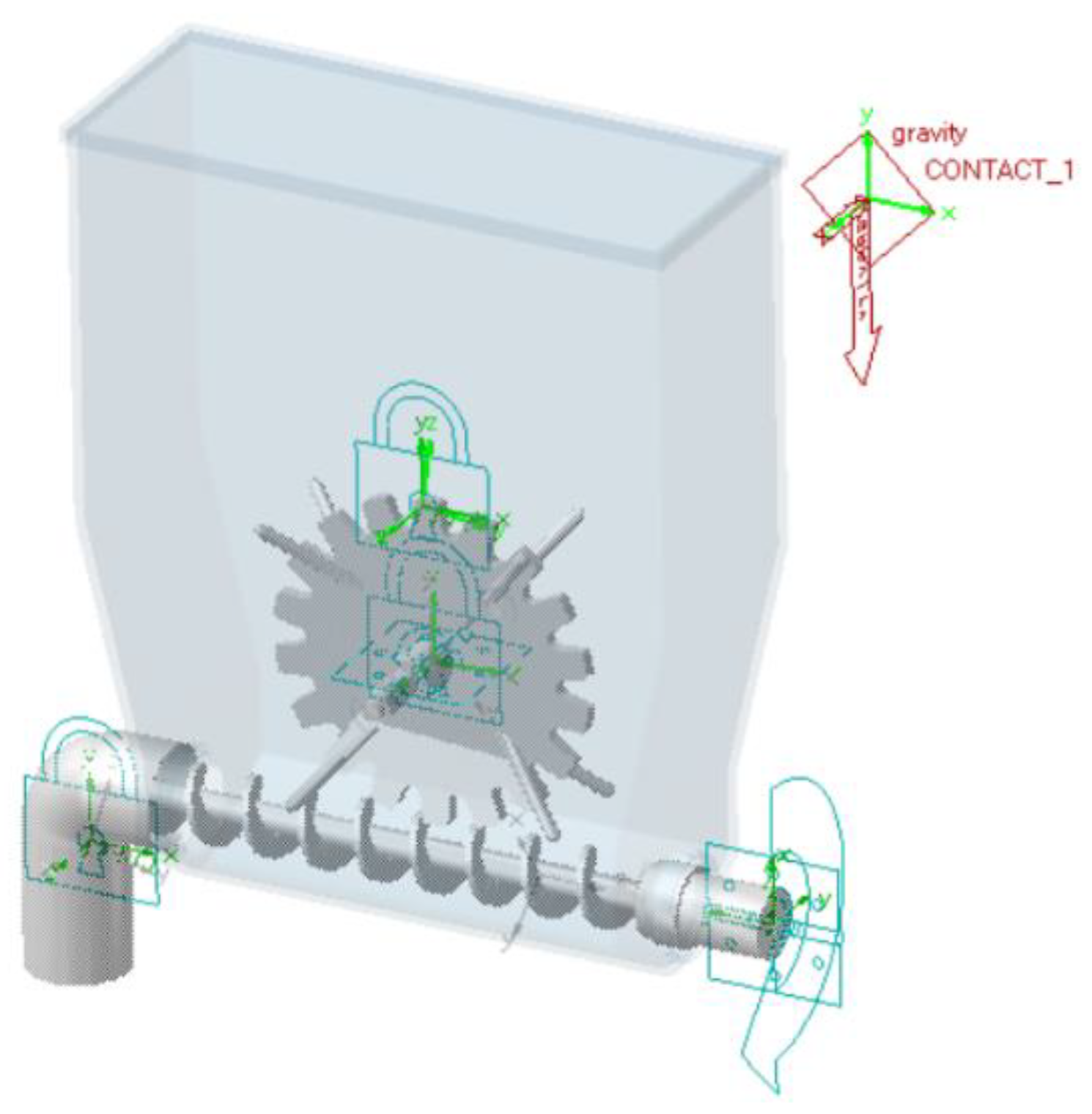
3.2. EDEM and ADAMS Co-Simulation Test
3.3. Analysis of Simulation Results
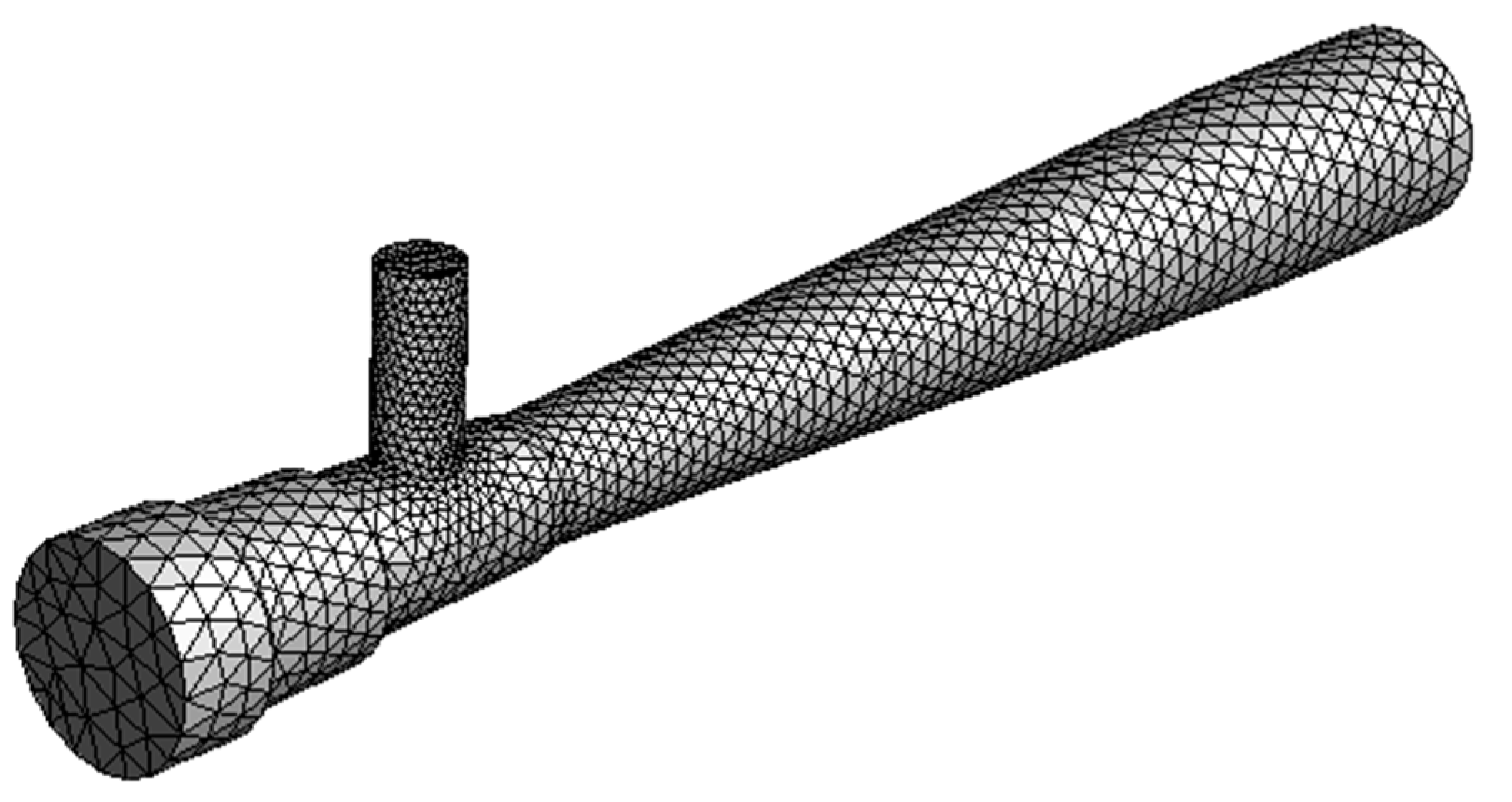
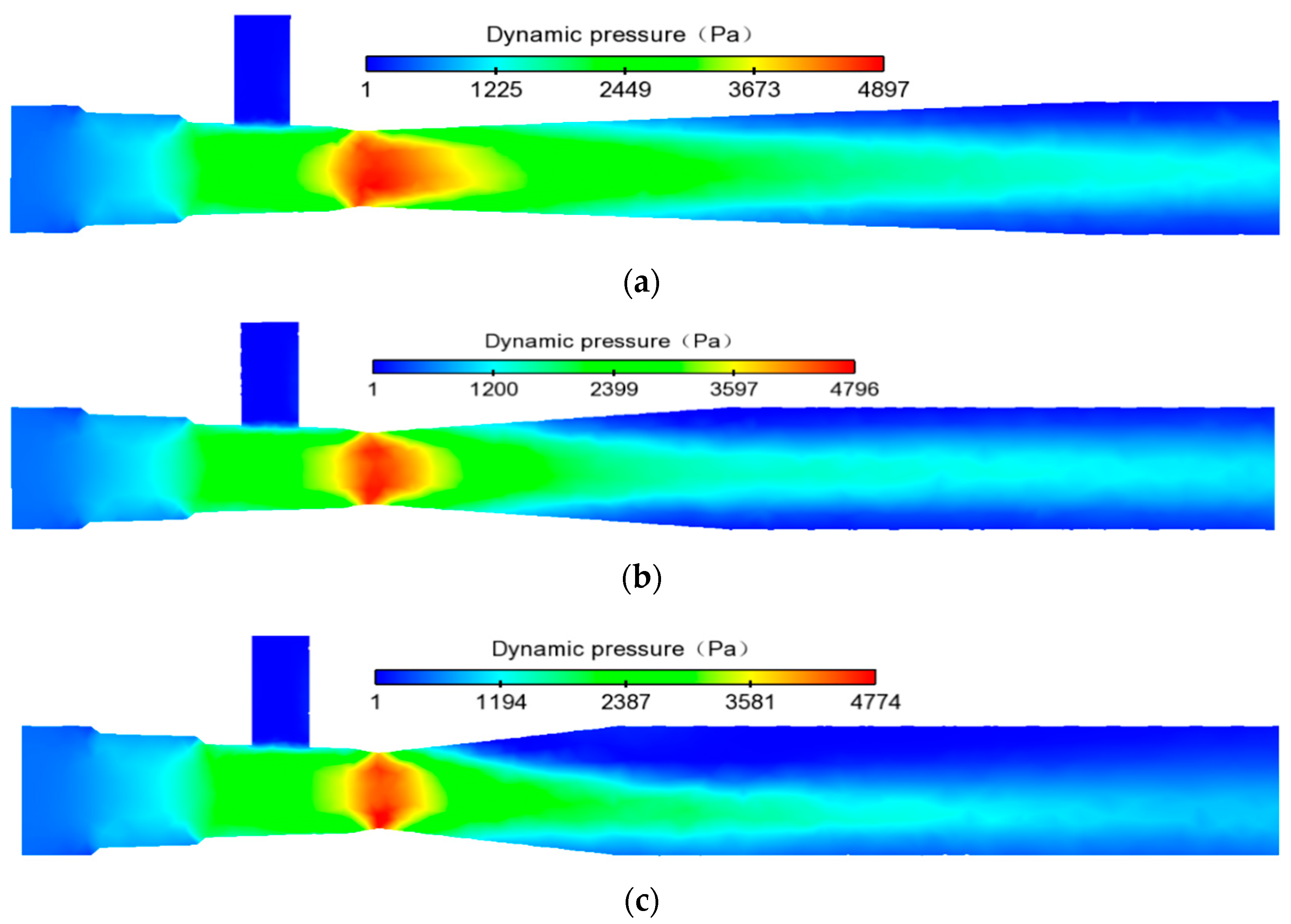
4. Simulation Analysis of Venturi Ejector
4.1. CFD–DEM Coupled Simulation Method
4.2. Simulation Results and Analysis
4.2.1. Validation of CFD–DEM Model
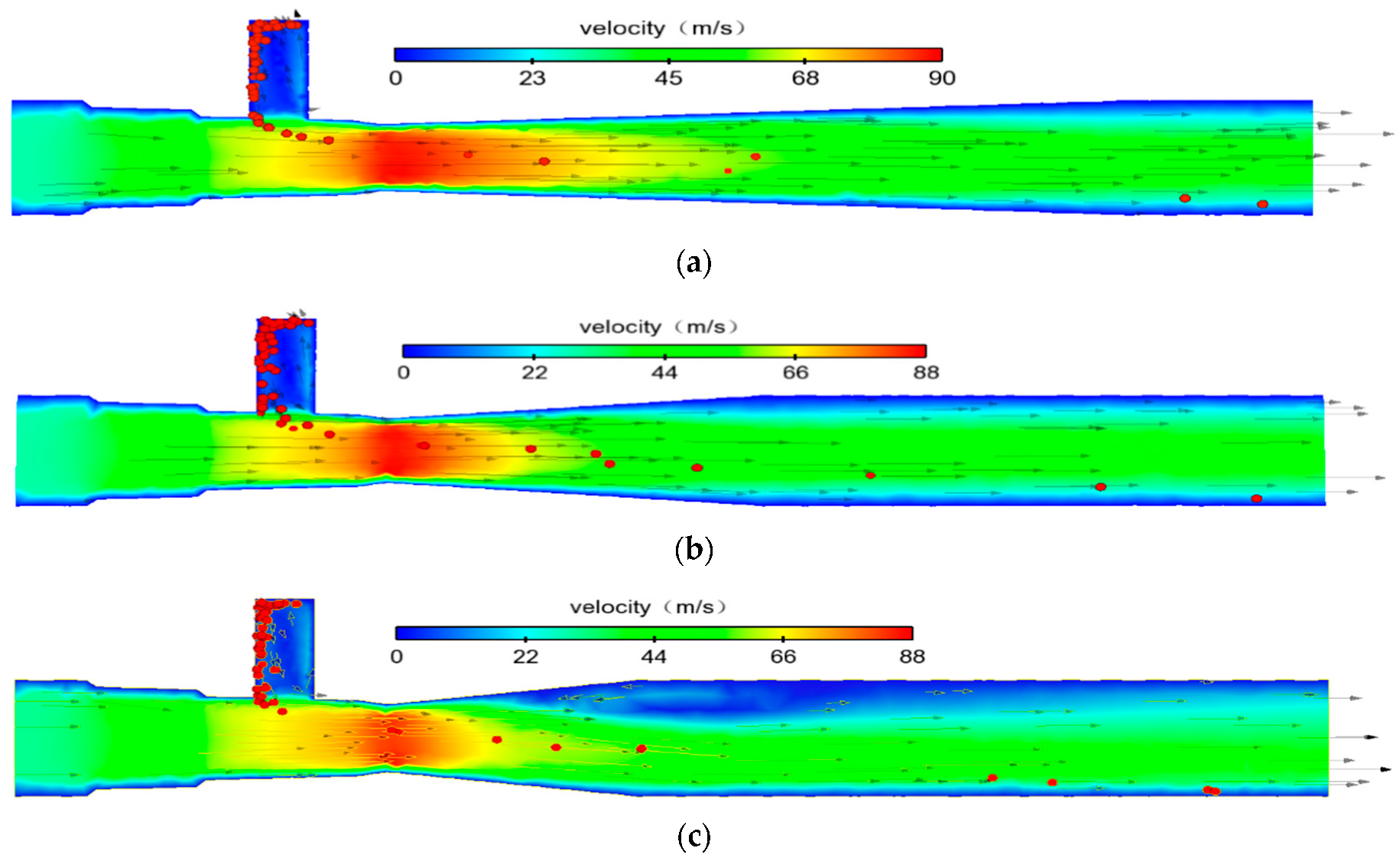
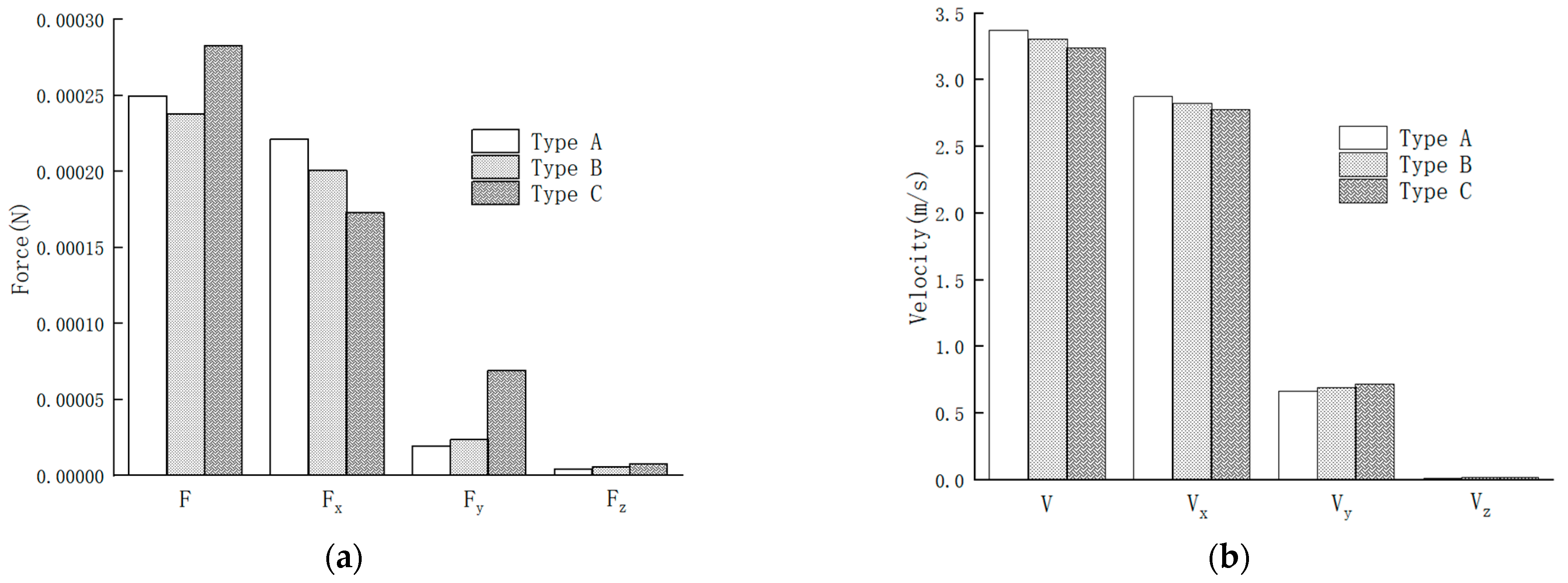
4.2.2. Influence of Structural Parameters of Diffusion Tube on Injection Performance
5. Optimization Test of Working Parameters of Venturi Ejector
5.1. Orthogonal Design
5.2. Analysis of Test Results
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- He, W.T.; Brian, B.G.; Ward, N.S. Assessing alfalfa production under historical and future climate in eastern Canada: DNDC model development and application. Environ. Model. Softw. 2019, 122, 104540. [Google Scholar] [CrossRef]
- Omid, G.; Shahin, R.; Mohammad, S. Quantifying the environmental impacts of alfalfa production in different farming systems. Sustain. Energy Technol. Assess. 2018, 27, 109–118. [Google Scholar]
- Lu, C.Y.; Jing, Y.Y.; Zhang, H. Biohydrogen production through active saccharification and photo-fermentation from alfalfa. Bioresour. Technol. 2020, 304, 123007. [Google Scholar] [CrossRef] [PubMed]
- Zhao, C.H.; Liu, H.W.; Shi, S.L. Design and experiment research of small-scale mountain Alfalfa Seed drill. Appl. Mech. Mater. 2014, 488–489, 1100–1103. [Google Scholar] [CrossRef]
- Zhai, G.X.; Bao, D.S.; Wang, Z.J.; Yang, L.; Wang, Z.H.; Li, F.M. Design for Metering Device Key Parts of Pneumatic Grass Seeder. Trans. Chin. Soc. Agric. Mach. 2014, 45, 47–51. [Google Scholar]
- Yin, M.G.; Zhang, S.M.; Liu, C.L.; Wen, Q. Design and Experimental Analysis of New-type Force Feed for Alfalfa Sowing. J. Agric. Mech. Res. 2014, 1, 161–164. [Google Scholar]
- Zhao, T.; Zhao, C.H. Design and test research of small-scale alfalfa precision drill seeder for mountain. J. Gansu Agric. Univ. 2014, 49, 165–169. [Google Scholar]
- Mei, Z.X.; Xia, J.F.; Zhang, J.M.; Du, J.; Yang, Q.; Hu, M.J.; Luo, S.C.; Liu, Z.Y.; Li, Z.Y. Seeding performance of seed metering device with spiral tube scooping for rice and wheat. J. Huazhong Agric. Univ. 2020, 39, 136–146. [Google Scholar]
- Pan, X.J.; Dong, Z.Y.; Li, Y.; Li, C.; Bai, M.C.; Yang, S. Design and optimization of rice spiral groove seed metering device. Jiangsu Agric. Sci. 2020, 48, 233–239. [Google Scholar]
- Wu, Z.Y.; Cheng, Y.Y.; Gao, M.Y.; Zhang, Y.X.; Zhang, Z.X. Performance Analysis of Grain Vertical Screw Conveyor Based on EDEM. Sci-Tech Innov. Prod. 2022, 3, 62–64. [Google Scholar]
- Guo, C.; Pu, X.L. Numerical Simulation Analysis for Screw Conveyor Based on EDEM. J. Yanbian Univ. (Nat. Sci.) 2018, 44, 179–182. [Google Scholar]
- Yang, Q.L.; Li, H.W. Numerical analysis of particle motion in pneumatic centralized fertilizer distribution device based on CFD-DEM. Trans. Chin. Soc. Agric. Mach. 2019, 50, 81–89. [Google Scholar]
- Han, D.D.; Zhang, D.X.; Yang, L.; Li, K.H.; Zhang, T.L.; Wang, Y.X.; Cui, T. EDEM-CFD simulation and experiment of working performance of inside-filling air-blowing seed metering device in maize. Trans. Chin. Soc. Agric. Eng. 2017, 33, 23–31. [Google Scholar]
- Ding, L.; Yang, L.; Zhang, D.X.; Cui, T.; Gao, X.J. Design and Experiment of Seed Plate of Corn Air Suction Seed Metering Device Based on DEM-CFD. Trans. Chin. Soc. Agric. Mach. 2019, 50, 50–60. [Google Scholar]
- Siamak, A.; Mehdi, B.; Majid, R. CFD-DEM approach to investigate the effect of drill pipe rotation on cuttings transport behavior. J. Pet. Sci. Eng. 2015, 127, 229–244. [Google Scholar]
- Gao, X.J.; Zhou, Z.Y.; Xu, Y. Numerical simulation of particle motion characteristics in quantitative seed feeding system. Powder Technol. 2020, 67, 643–658. [Google Scholar] [CrossRef]
- Zhang, D.H. The Optimization Research of Screw Conveyor; Dalian University of Technology: Dalian, China, 2006. [Google Scholar]
- Hu, K.J. The Research on Venturi Feeder in Pneumatic Conveying System; Qingdao University of Science & Technology: Qingdao, China, 2013. [Google Scholar]
- Gao, X.J.; Xu, Y.; Yang, L. Simulation and Experiment of Uniformity of Venturi Feeding Tube Based on DEM-CFD Coupling. Trans. Chin. Soc. Agric. Mach. 2018, 49, 92–100. [Google Scholar]
- Wang, Q.L.; Wang, Z.H.; Wu, W.Y. Structure optimization of contrsction and diffusion section of venturi fertillizer based on CFD. Water Sav. Irrig. 2019, 9, 46–52. [Google Scholar]
- Ma, W.P.; You, Y.; Wang, D.C. Parameter Calibration of Alfalfa Seed Discrete Element Model Based on RSM and NSGA-Ⅱ. Trans. Chin. Soc. Agric. Mach. 2020, 51, 136–144. [Google Scholar]
- Xia, R.X. The Research on Mining Truck Loading Process Using EDEM and ADAMS Joint Solution; Northeastern University: Shenyang, China, 2015. [Google Scholar]
- Wang, S.Y.; Hu, Z.C.; Peng, B.L. Simulation of Auto-follow Row Detection Mechanism in Beet Harvester Based on ADAMS. Trans. Chin. Soc. Agric. Mach. 2013, 44, 62–67. [Google Scholar]
- Lei, X.L. Design and Working Mechanism of Air-Assisted Centralized Metering Device for Rapeseed and Wheat; Huazhong Agricultural University: Wuhan, China, 2017. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Numerical Value |
|---|---|
| Seed density/kg·m3 | 1231 |
| Poisson’s ratio | 0.50 |
| Seed–plastic collision recovery factor | 0.50 |
| Seed–plastic coefficient of static friction | 0.50 |
| Seed–plastic coefficient of rolling friction | 0.25 |
| Interspecies collision recovery factor | 0.47 |
| Interspecies static friction coefficient | 0.24 |
| Interspecies rolling friction coefficient | 0.08 |
| Parameter | There Is a Stirring Mechanism | No Stirring Mechanism |
|---|---|---|
| Average linear velocity/m·s−1 | 0.01236 | 0.01195 |
| Linear velocity coefficient of variation | 0.06263 | 0.11808 |
| Average angular velocity/rpm | 71.08827 | 74.28534 |
| Variation coefficient of angular velocity | 0.04355 | 0.11241 |
| Average compressive force/N | 0.00394 | 0.00616 |
| Compression force variation coefficient | 0.11498 | 0.46277 |
| Mass flow rate average/g·s−1 | 6.52975 | 4.95369 |
| Mass flow rate coefficient of variation | 0.29715 | 0.32284 |
| Type | Diffusion Angle | Diffuser /mm | /mm |
|---|---|---|---|
| A | 5° | 200 | 50 |
| B | 10° | 100 | 150 |
| C | 15° | 65 | 185 |
| Level | Factor | |
|---|---|---|
| Inlet Air Pressure/Pa | ||
| 1 | 1000 | 0.6 |
| 2 | 1200 | 1.0 |
| 3 | 1400 | 1.4 |
| 4 | 1600 | 1.8 |
| 5 | 1800 | 2.2 |
| Serial Number | Factor | Coefficient of Variation of Seed Quantity/% | ||||||
|---|---|---|---|---|---|---|---|---|
| A | B | Null | A×B | Null | Null | |||
| 1 | 1 | 1 | 1 | 1 | 1 | 1 | 8.03 | |
| 2 | 1 | 2 | 2 | 2 | 2 | 2 | 7.09 | |
| 3 | 1 | 3 | 3 | 3 | 3 | 3 | 8.21 | |
| 4 | 1 | 4 | 4 | 4 | 4 | 1 | 8.11 | |
| 5 | 1 | 5 | 5 | 5 | 5 | 5 | 8.19 | |
| 6 | 2 | 1 | 2 | 3 | 4 | 5 | 8.14 | |
| 7 | 2 | 2 | 3 | 4 | 5 | 1 | 7.63 | |
| 8 | 2 | 3 | 4 | 5 | 1 | 2 | 8.27 | |
| 9 | 2 | 4 | 5 | 1 | 2 | 3 | 10.05 | |
| 10 | 2 | 5 | 1 | 2 | 3 | 4 | 10.14 | |
| 11 | 3 | 1 | 3 | 5 | 2 | 4 | 7.55 | |
| 12 | 3 | 2 | 4 | 1 | 3 | 5 | 7.43 | |
| 13 | 3 | 3 | 5 | 2 | 4 | 1 | 6.82 | |
| 14 | 3 | 4 | 1 | 3 | 5 | 2 | 7.31 | |
| 15 | 3 | 5 | 2 | 4 | 1 | 3 | 5.24 | |
| 16 | 4 | 1 | 4 | 2 | 5 | 3 | 5.01 | |
| 17 | 4 | 2 | 5 | 3 | 1 | 4 | 4.01 | |
| 18 | 4 | 3 | 1 | 4 | 2 | 5 | 3.72 | |
| 19 | 4 | 4 | 2 | 5 | 3 | 1 | 8.26 | |
| 20 | 4 | 5 | 3 | 1 | 4 | 2 | 4.36 | |
| 21 | 5 | 1 | 5 | 4 | 3 | 2 | 5.85 | |
| 22 | 5 | 2 | 1 | 5 | 4 | 3 | 5.44 | |
| 23 | 5 | 3 | 2 | 1 | 5 | 4 | 8.51 | |
| 24 | 5 | 4 | 3 | 2 | 1 | 5 | 9.58 | |
| 25 | 5 | 5 | 4 | 3 | 2 | 1 | 8.78 | |
| Coefficient of variation | k1 | 7.93 | 7.04 | 7.73 | ||||
| k2 | 8.85 | 6.32 | 7.29 | |||||
| k3 | 6.87 | 7.11 | 6.11 | |||||
| k4 | 5.07 | 8.66 | 7.54 | |||||
| k5 | 7.63 | 7.34 | 1.62 | |||||
| R | 3.78 | 2.34 | 7.73 | |||||
| Test Index | Source of Variance | Sum of Squared Deviations | Degrees of Freedom | Mean Square | F | p | Salience |
|---|---|---|---|---|---|---|---|
| Displacement Coefficient of Variation | Model | 65.34324 | 12 | 5.44527 | 5.317585 | 0.0035 | ** |
| A | 36.28649 | 4 | 9.071623 | 8.858904 | 0.0014 | * | |
| B | 16.18855 | 4 | 4.047138 | 3.952238 | 0.0285 | * | |
| A × B | 10.67957 | 4 | 2.669893 | 2.607287 | 0.0889 | ||
| residual | 12.28814 | 12 | 1.024012 | ||||
| sum | 77.63138 | 24 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, W.; Zhang, S.; Jin, C.; Yin, X.; Zhang, G.; Zhu, L. Optimization Design of an Alfalfa Seed Airflow Collection and Drainage System Based on Numerical Simulation. Processes 2022, 10, 2281. https://doi.org/10.3390/pr10112281
Ma W, Zhang S, Jin C, Yin X, Zhang G, Zhu L. Optimization Design of an Alfalfa Seed Airflow Collection and Drainage System Based on Numerical Simulation. Processes. 2022; 10(11):2281. https://doi.org/10.3390/pr10112281
Chicago/Turabian StyleMa, Wenpeng, Shining Zhang, Chengqian Jin, Xiang Yin, Guohai Zhang, and Lu Zhu. 2022. "Optimization Design of an Alfalfa Seed Airflow Collection and Drainage System Based on Numerical Simulation" Processes 10, no. 11: 2281. https://doi.org/10.3390/pr10112281