1. Introduction
Due to the depletion of fossil energy, the conversion of renewable biomass energy into platform chemicals and biofuels has attracted people’s attention [
1], so it is an ideal alternative to product carbon-based chemicals in the future [
2]. As the most abundant biomass resource on earth, cellulose can not only be recycled, but also be easily biodegradable and environment-friendly [
3]. Therefore lignocellulosic biomass is a favorable alternative to replace petroleum as new ablesource of carbon [
4]. Levulinic acid, one of the products of deep hydrolysis of cellulose, is one of the important products of biomass hydrolysis, and is listed as one of 12 biomass-based materials by the U.S. Department of Energy [
5]. Levulinic acid is the basic raw materials for the synthesis of various light chemical products [
6]. It is widely used in pesticides, solvents, and many chemical industries.
The advantages of deep hydrolysis of cellulose to prepare levulinic acid are that it is cheap and easy to obtain raw materials, regeneration is rapid, and it is environmentally friendly. It involves multiple steps. First, cellulose is hydrolyzed to produce glucose under the catalysis of inorganic acid. Then glucose is isomerized to fructose, and fructose is heated to catalyze the removal of three molecules of water to form 5-hydroxymethylfurfural. Finally 5-hydroxymethyl Furfural is further decarboxylated to generate levulinic acid and formic acid [
7]. Although some intermediate steps may be more suitable in organic solvents, water is a more suitable solvent for the synthesis of levulinic acid than others [
8]. But for the protection of the equipment, a large amount of water is added during the reaction, which makes it energy-intensive to recover levulinic acid and formic acid from the system.
At present, the methods which have been used to separate levulinic acid from aqueous solution include adsorption, extraction, precipitation, distillation, nanofiltration, reverse osmosis, and electrodialysis [
9]. The typical industrial method used to separate levulinic acid is distillation, which is simple and beneficial to engineering. However, there will be amounts of heat steam cost for distillating water out. Moreover, the boiling points of water and formic acid are close, so it is difficult to separate them by distillation. Adsorption can achieve high removal rates, even if the feedstock content is low. Besides, its adsorbent is easy to remove and can be reused. However, due to the similar chemical properties of formic acid and levulinic acid, their adsorbents are difficult to selectively adsorb and separate. The waste adsorbent also needs professional treatment (otherwise it will pollute the environment). Reactive extraction is an ideal recovery method that not only solves the problem that formic acid and water have similar boiling points, but also does not cause the problem of adsorbent pollution.
Reactive extraction is a technique that utilizes the chemical reaction between the extractant and the extract to achieve the purpose of separation. That is, the physical properties (mainly dissolution properties) between the extract compound, formed by the chemical reaction between the extract and the extractant, and the unreacted substances in the separated system have changed, thereby achieving separation [
10]. Compared with ordinary extraction, reactive extraction requires smaller solvent volume, less solubility in water, and higher separation degree. Hasan Uslu [
11] used the LSER model to determine the extractability of TPA dissolved in toluene to levulinic acid. Dipaloy Datta et al. [
12] used n-octanol(OC) as solvent and tri-n-butyl phosphate (TBP) and tri-n-octylamine (TOA) as extractants to explore the reactive extraction of levulinic acid at room temperature with a 90% yield. Sumalatha Edaab et al. [
13] used MIBK and TOA to separate levulinic acid and the final levulinic acid yield reached 98%. In the previous studies, most of them used the extraction method of complex extraction, and mostly the recovery of levulinic acid was studied alone. There were very few studies of reactive extraction for recovery of both formic acid and levulinic acid from aqueous solution.
In this paper, the esterification reaction was used to achieve the reactive extraction of formic acid and levulinic acid, which reaction extractant is n-octanol and the reaction catalyst is H-ZSM-5 [
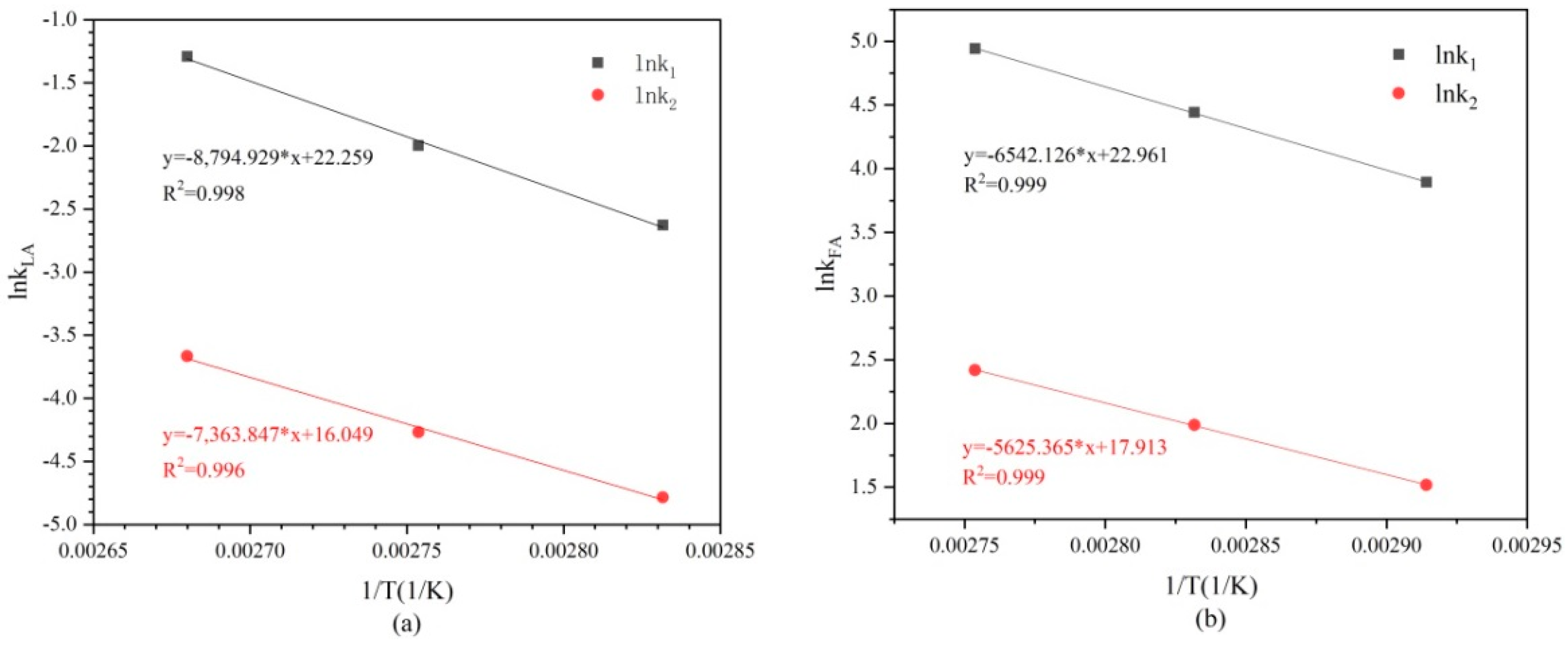
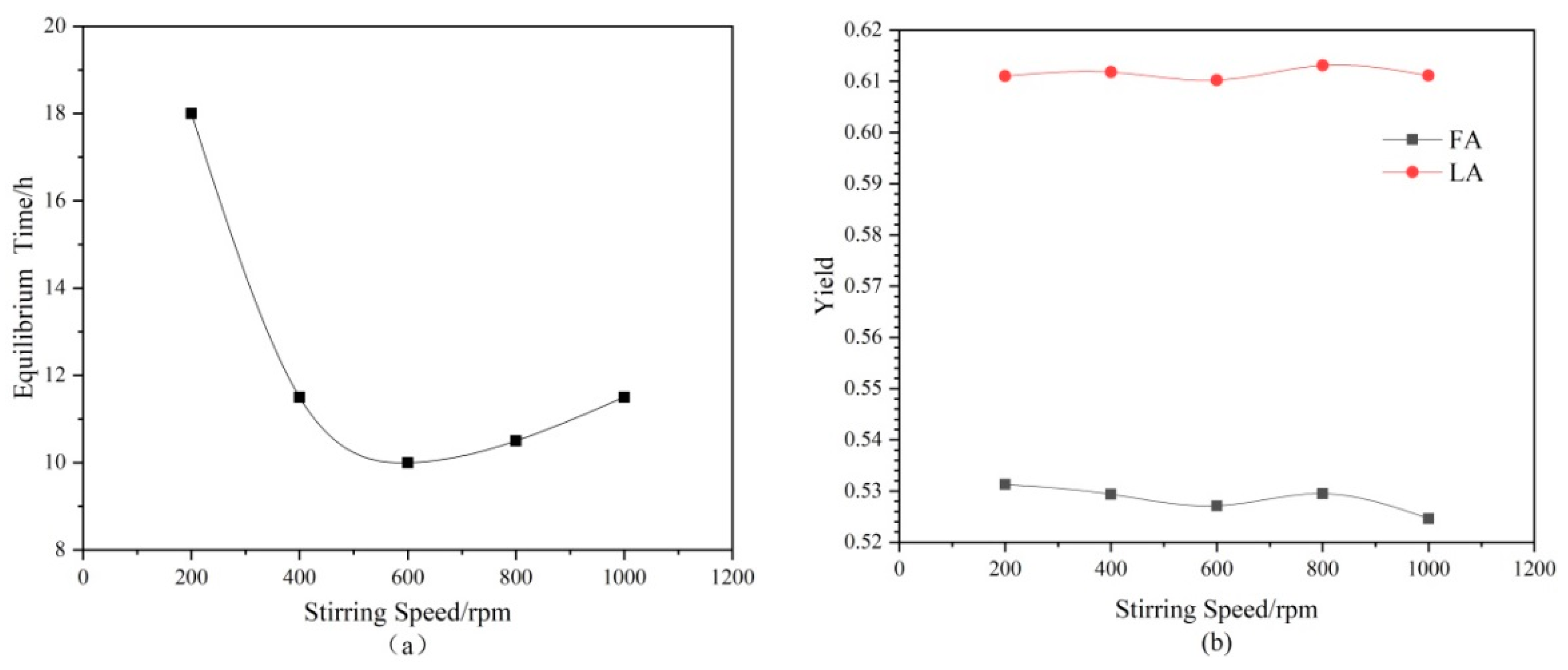
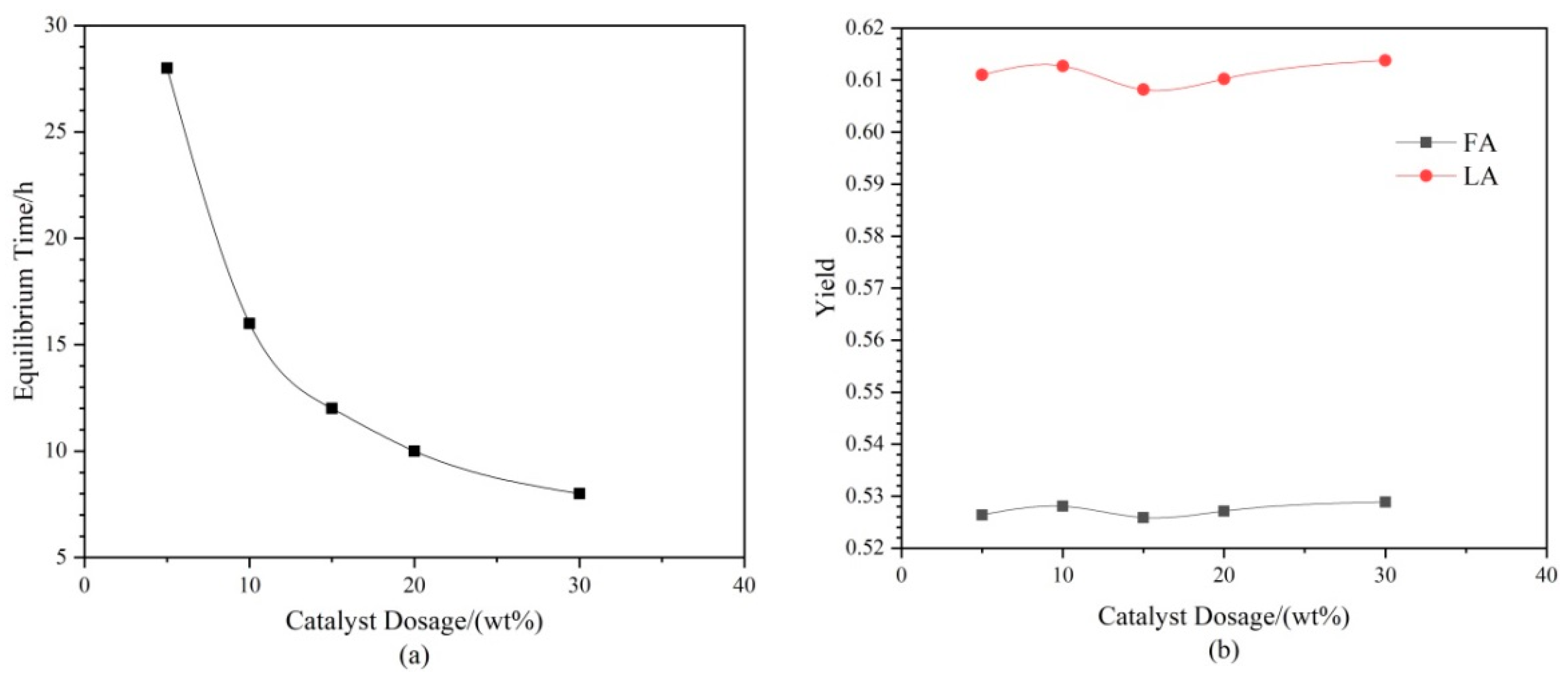
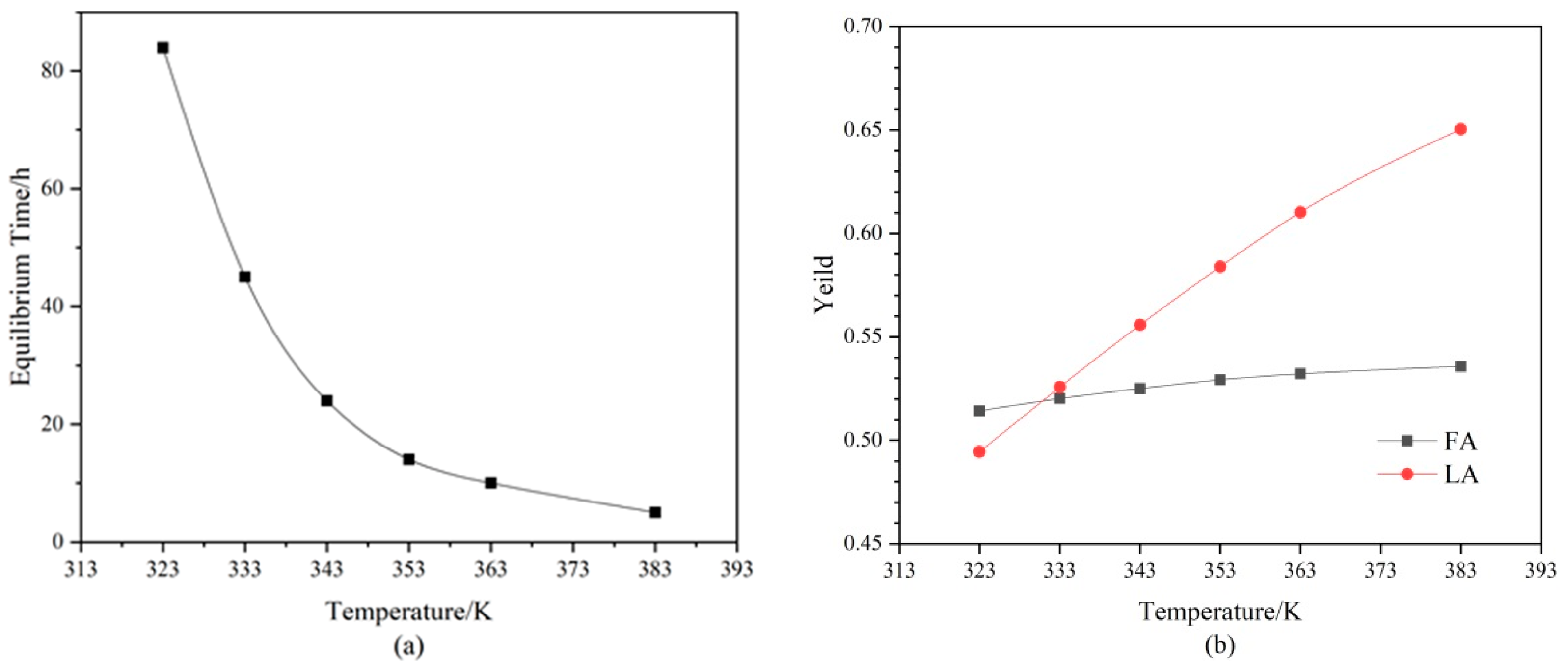
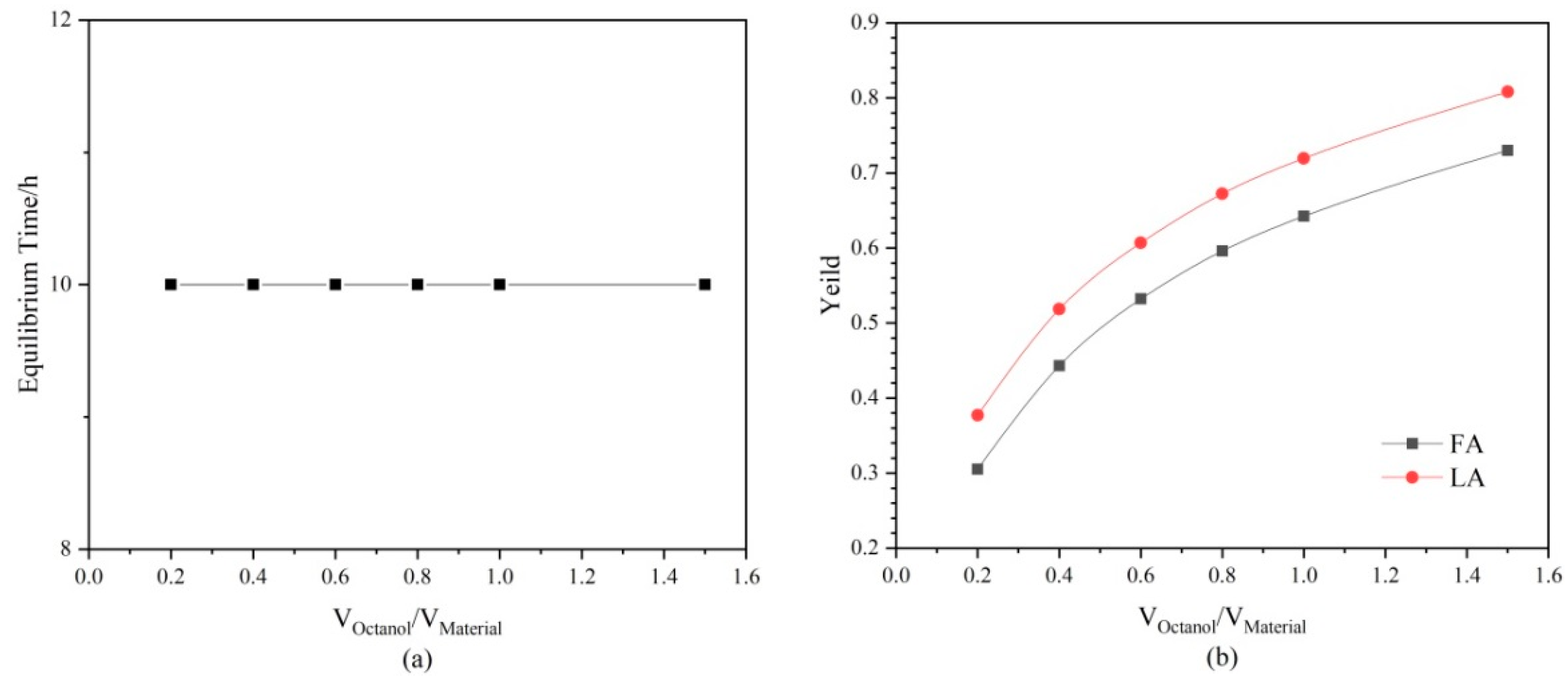
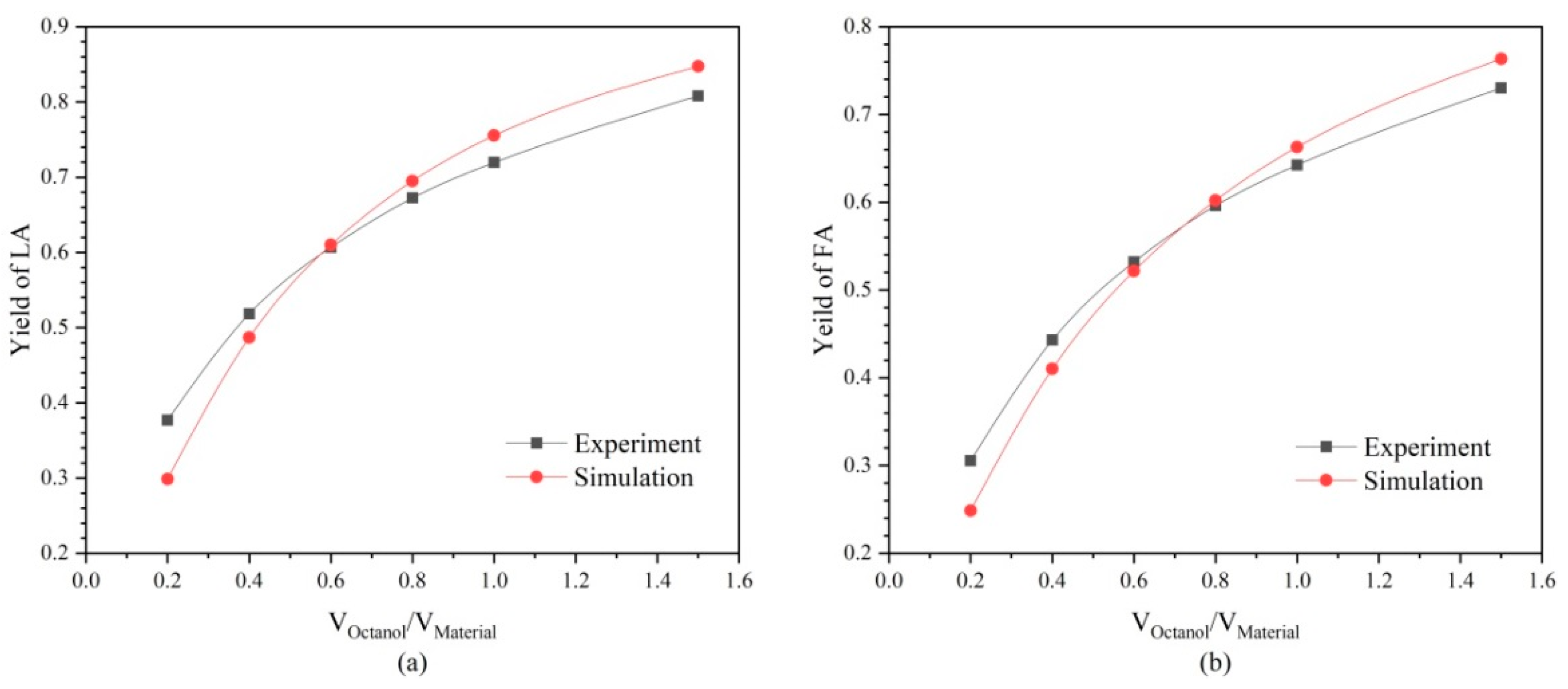
14]. Firstly, the kinetic parameters and thermodynamic features of formic acid and levulinic acid were studied by esterification experiments and LLE experiments. Then the effects of stirring speed, catalyst dosage, reaction temperature and initial reactant ratio on the yield of reactive extraction were studied, and optimized these important conditions. Finally, the simulation and optimization of the reactive extraction were achieved by Aspen Plus.
2. Materials and Methods
2.1. Chemicals
Formic acid was supplied by Shanghai Anaiji Chemical Company and levulinic acid was supplied by Shanghai Aladdin Reagent Company, both of them are analytical reagent (AR) grade and can be used directly. Analytical grade n-octanol (99%) from Macklin was used without further purification. H-ZSM-5(Si/Al = 25) was made in the chemical plant of Nankai University in Tianjin.
2.2. Esterification Reaction
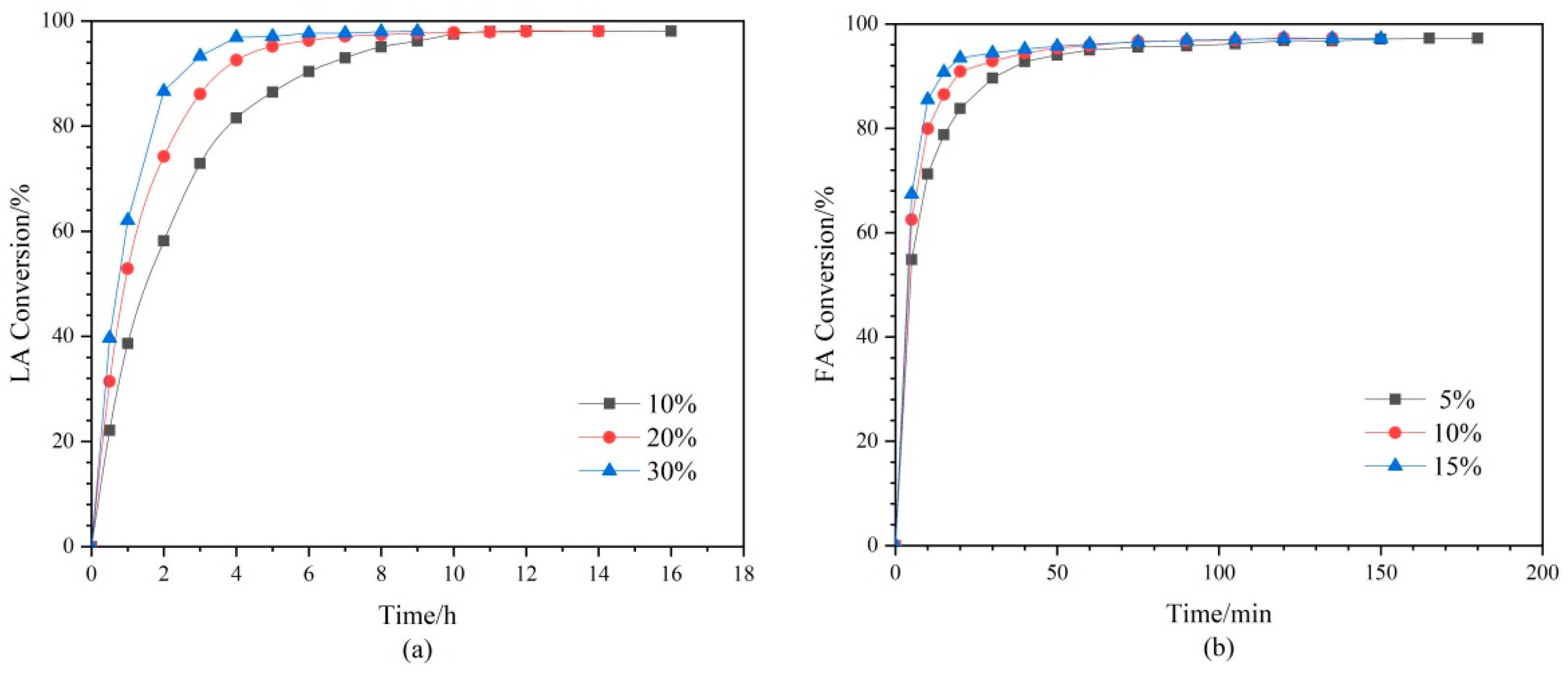
The esterification reactions were carried out in a 250 mL round bottom flask. Before the reaction, specific amounts of n-octanol and H-ZSM-5 were charged into the flask and heated until the desired temperature at stirring of 600 rpm, and then the preheated acid was added. Liquid samples were withdrawn at interval times, and were rapidly cooled down to prevent the further reaction. The FA or LA conversion was calculated from the final octyl formate (OF) or octyl levulinate (OL) concentration. The sign that the esterification experiment reaches equilibrium is that the concentration of the corresponding ester no longer changes. All experiments in this paper were repeated three times to ensure reproducibility.
2.3. Liquid-Liquid Equilibrium (LLE)
The liquid-liquid equilibrium (LLE) experiments of FA + OF + OC + Water and LA + OL + OC + Water were carried out in a 250 mL round bottom flask. The specific mass of FA + OF or LA + OF, n-octanol and water were added to a flask and heated and stirred in a magnetic stirrer, after which the mixtures were vigorously stirred for 1 h and then stopped stirring and settled for 3 h to reach extraction equilibrium. The upper layer is the extract phase, and the lower layer is the raffinate phase. After sampling carefully from both phases using syringes, the samples from the two phases were tested by gas chromatography and liquid chromatography.
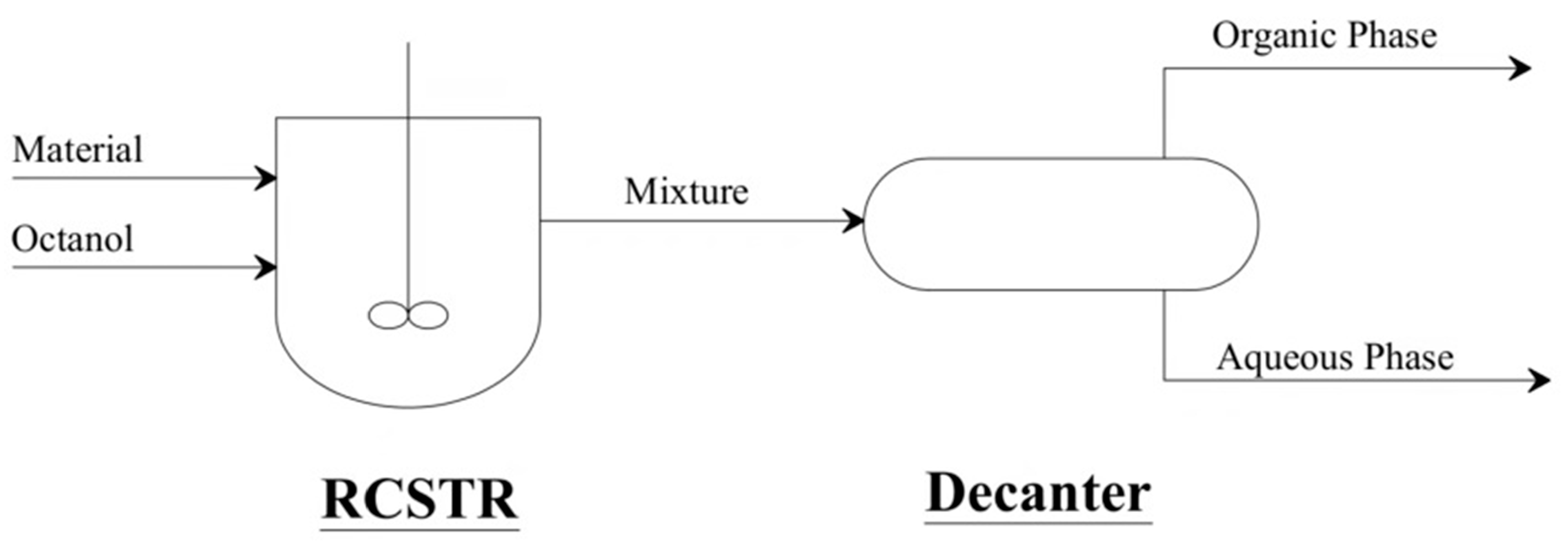
2.4. Reactive Extraction
Reactive extraction of LA and FA was carried out in a 250 mL round bottom flask equipped with a condensing tube, which was heated by a magnetic stirrer. The raw material aqueous solution and the catalyst were added to the three-necked flask, and then stirred and heated. After heating to the specified temperature, the preheated n-octanol was added, and then start timing. Intermediate sampling was executed in the mixed state of the reaction. The liquid mixtures were centrifuged at a specific temperature, and then collected samples from the upper and lower phases separately. The data obtained is the two-phase composition obtained after liquid-liquid stratification at the time of sampling.
2.5. Analytical Method
Samples of n-octanol phase were measured by a GC (American Thermo Scientific, Austin, TX, USA, Trace 1300) equipped with a flame ionization detector (FID) and using an external standard method. The column was a DB-FFAP column (30 m × 0.25 mm × 0.25 µm). The detection conditions for the systems were as follows: the carrier gas was nitrogen (>99.999% purity), the injector temperature was 350 °C and the detector was at 350 °C, the column oven was maintained at 80 °C for 1 min firstly and then utilized the temperature programmed system from 80 to 240 °C at a rate of 40 °C min−1 and maintained at 240 °C for 2 min.
Samples of aqueous phase were analyzed by a liquid chromatograph (American Thermo Scientific, Austin, TX, USA, Ultimate 3000) equipped with a UV detector at a wavelength of 210 nm and an Aminex HPX-87H carbohydrate analysis column (300 mm × 7.8 mm, Bio-Rad, Hercules, CA, USA) using an external standard method. The temperature of oven was set to be at40 °C. The 0.005 M sulfuric acid with a flow rate of 0.6 Ml/min was our mobile phase.
The moisture content of samples was analyzed by Karl Fischer micro-moisture tester (Beijing Pioneer Wei-Feng Technology, Beijing, China, ZDJ-3S). Its titrant is a Karl Fischer reagent (Tianjin Concord Technology, Tianjin, China, KFR-1202).
4. Conclusions
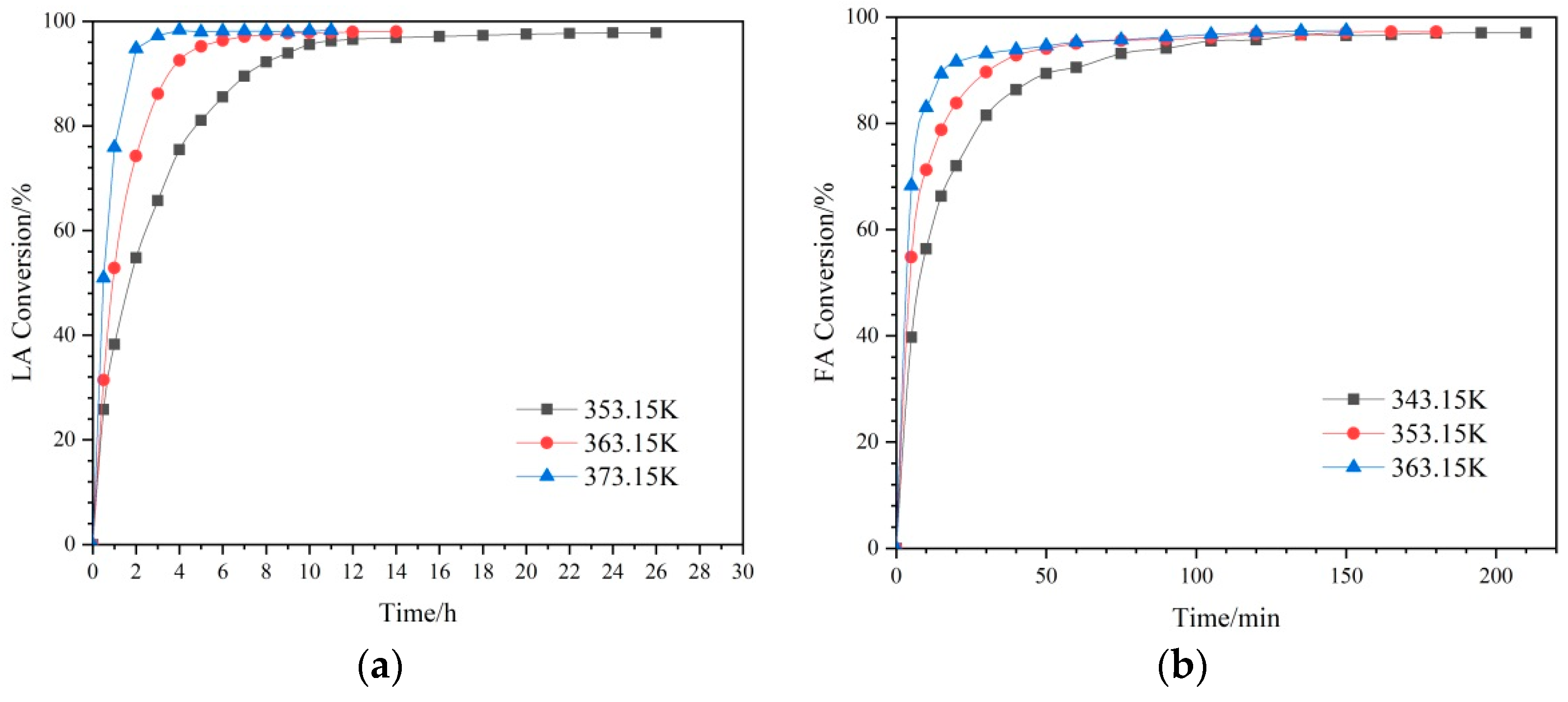
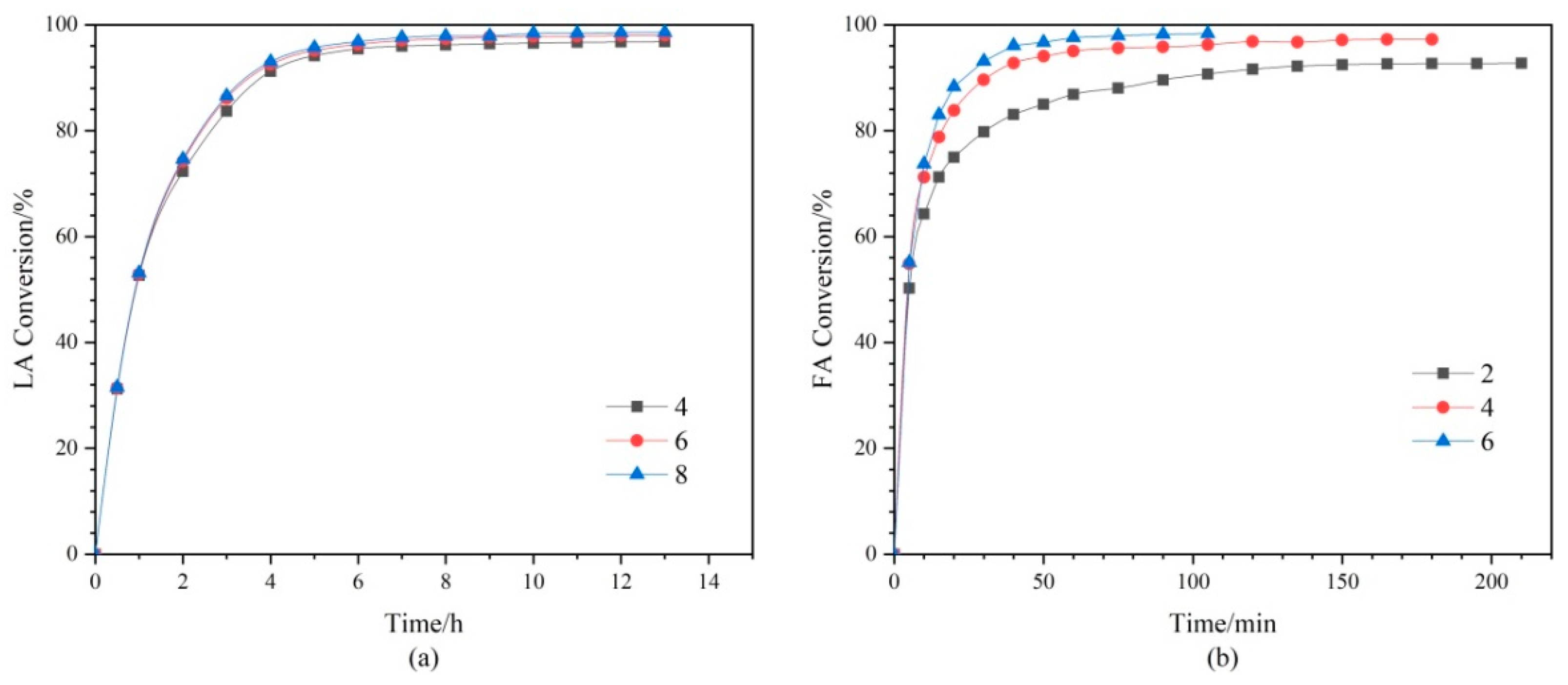
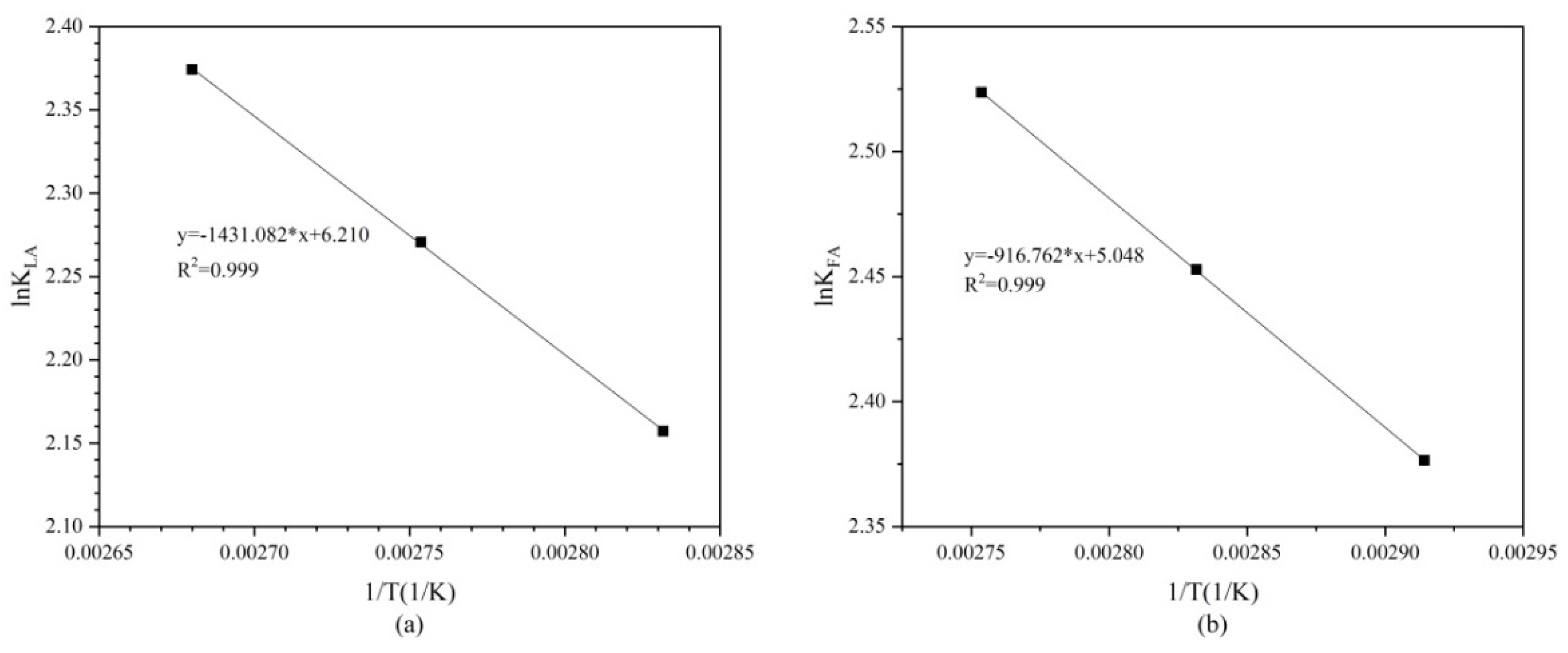
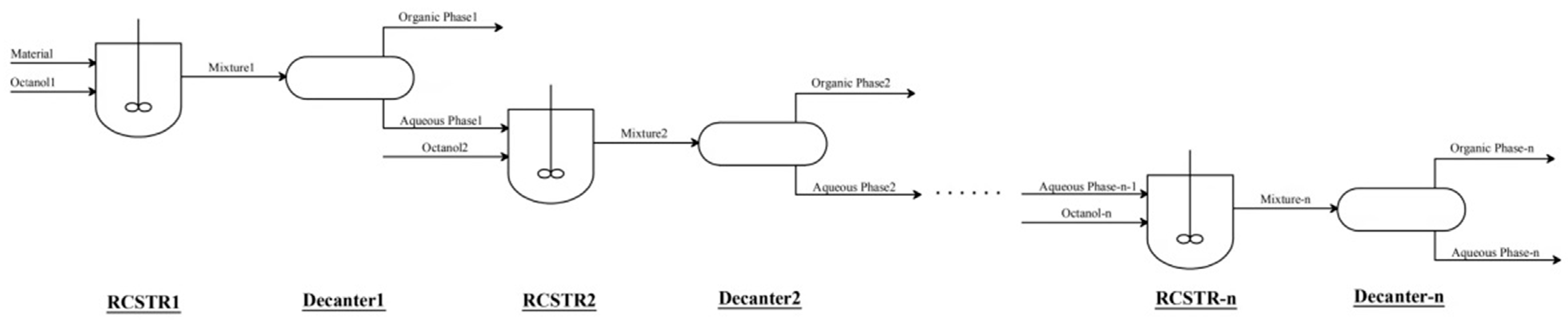
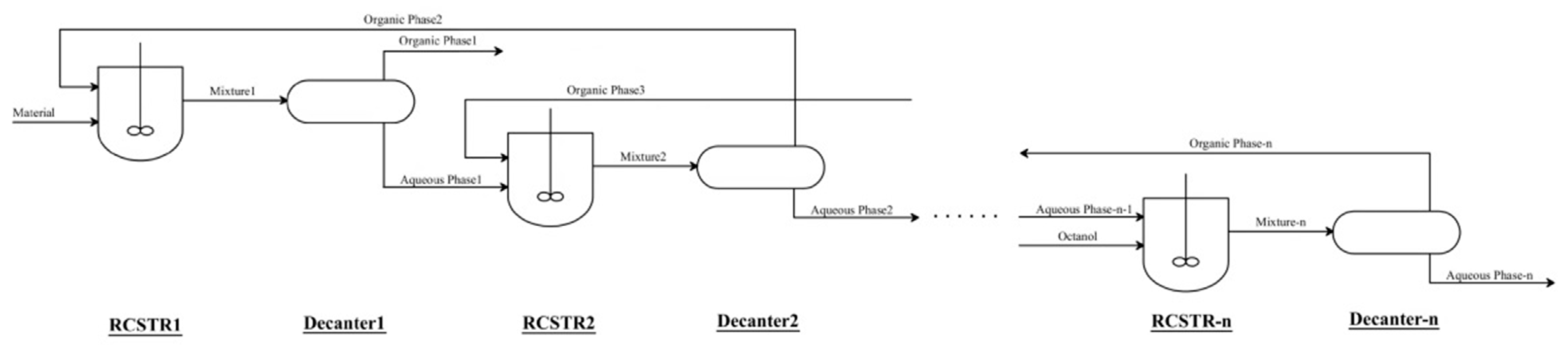
This work reports a comprehensive study on the reactive extraction of formic acid and levulinic acid, which derived from the deep hydrolysis of cellulose. First, the kinetics of formic acid and levulinic acid esterification reaction were explored, and the pre-reference factors and activation energy data of the two reactions were obtained, which provided basic data for subsequent simulation optimization. In addition, the liquid-liquid equilibrium data of the corresponding acid ester system was studied, and the corresponding thermodynamic parameters were obtained. Then, the process of reactive extraction was experimentally investigated in the current work by exploring the influence of different factors on the experiment. It is found that increasing the temperature and the amount of catalyst not only increases the yields of formic acid and levulinic acid but also shorten the time to reach equilibrium. In the end, the multi-stage crosscurrent reactive extraction and the multi-stage countercurrent reactive extraction were compared, and the optimization results of the multi-stage extraction for the reactive extraction process were obtained by Aspen Plus. Finally, multi-stage countercurrent reactive extraction is selected as the recovery method. In summary, reactive extraction can achieve the purpose of separating formic acid and levulinic acid from the system. The final yields of formic acid and levulinic acid can reach 99.1% and 99.9%, respectively.
The experimental data show that the reaction extraction method using n-octanol as the extractant can ignore the shortcoming that formic acid and water have similar boiling points, and realize the recovery of formic acid and levulinic acid in an environmentally friendly manner. At the same time, this method can also be extended to other systems for recovering carboxylic acids from aqueous solutions. In conclusion, the use of n-octanol for reactive extraction is a promising technique.





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}