The MPS process defines production plans for product families or products regarding fluctuating demands [
11]. The results of demand planning and forecasting influence the MPS as it aims to balance the demand and available capacities. In return, the resulting plans determine purchased parts for the MRP and the production volume for the lot sizing. In the literature for the MPS, various mathematical optimization models can be found, most of which are used in linear programming, integer linear programming, and mixed-integer linear programming [
12]. Basic MPS models consider a single-period single-stage case [
13]. However, there are many extensions as practical examples; there are usually many different stages, with planning horizons spanning from a few months up to one year. Therefore, multi-period multi-stage models are considered contributions. Additionally, the insertion of capacity restrictions is the state of the art for MPS models. In this scenario, to allow demand to be met, the number of stored products needs to be determined [
14]. Different models consider further additional adjustments for uncertainties, such as quality issues, rework, and uncertain demand. An example of this can be found in Taşkın and Ünal (2009) [
15]. They describe an MPS model applied within the glass industry. They come up against the problem of inconsistent product qualities and downgrade substitution to meet demand. The reworking of rejects is integrated into the MPS by Inderfurth, Lindner and Rachaniotis (2005) [
16]. At present, many models focus on existing uncertainties in tactical and operational planning, though at the forefront are those focusing on demand. Researchers can broadly be split into two groups: those who consider non-cost-based objective functions like flow time, job tardiness, job earliness and schedule makespan [
17], and those who consider combined cost-based and non-cost-based objective functions [
18,
19]. Among the latter group, some recent studies [
20,
21] indicate that smoothed series of production volumes, through the minimization of (i) ‘total variations in production volumes’; (ii) the total cost; and (iii) other objectives; are sought by production managers. Driven by the complexity of the automotive industry, Mansouri, Golmohammadi, and Miller (2019), in their paper, first examine how the throughput of complex job shop systems can be forecasted based on problem characteristics and different MPS methods [
22]. Next, they analyse how different MPS approaches balance the relationship between problem characteristics and throughput. A mixed-effects model based on operational characteristics and the MPS development method was established to obtain these objectives and predict the system’s throughput. The analyses are based on a real case study taken from the automotive industry and two complex job shop systems in the literature. The experimental results indicate that the throughput of job shop systems can be predicted with a high level of accuracy. Golmohammadi (2013) developed a neural network model focused on detailed scheduling for analysis of job shop scheduling. Instead of a simulation model, which is a costly and complex approach for scheduling, the output of the model proposed by the author helps managers estimate the throughput based on historical data with a trained neural network model [
23]. The main shortcoming of the research is that the prediction results may not be accurate due to the training data set potentially not comprising new problem characteristics. The paper by Guillaume, Thierry and Zieliński (2017) focuses on the tactical level by examining the MPS and MRP planning processes; specifically, they work on the CLSP (for the MPS process) and MLCLSP (for the MRP process), both with back-ordering, with uncertain cumulative demand [
24]. An essential difficulty for the production planning systems is the issue of tactical production and capacity planning under uncertainty in demand. In the paper, the authors cover (i) the MPS (CLSP) under small uncertainty in the cumulative demand; (ii) the MRP (MLCLSP) problems under uncertainty in the cumulative demand. The model of uncertainty in the cumulative demand enables us to take into account simultaneously the imprecision on order quantities and dates. For both problems, linear programming models, including back-ordering and the cumulative demand, have been presented. Efficient methods for evaluating the impact of uncertainty on production plans and linear programming for computing optimal robust production plans for MPS and MRP problems in the cumulative demand are proposed. The authors prove that the computational complexity of optimization processes, with the min-max criterion, is not significantly increased when introducing uncertainty in the cumulative demand, compared with the deterministic counterparts–they remain polynomial solvable. Therefore, they can be applied in the industrial context, namely in the manufacturing planning tools using linear programming solvers. Sahin, Powell Robinson and Gao (2008) explored the MPS problem in a MTO environment [
25]. They developed a simulation model to analyse cost and schedule metrics and design specific advanced order commitment policies. They conducted full-factorial experiments to define the main drivers of MPS policy cost and schedule stability. Powell Robinson, Sahin, and Gao (2008) also develop a two-stage rolling schedule environment with a particular focus on the policy related to the schedule flexibility in the non-frozen time intervals [
26]. Sawik (2007) explored the same topic by developing multi-objective, long-term production scheduling in an MTO environment and a lexicographic approach with a hierarchy of integer programming formulations [
27]. The goal was to assign customer orders with different due dates to minimize tardiness and maximize the input and output inventory. The same topic is explored by Nedaei and Mahlooji (2014), who developed a multi-objective MPS and rolling schedule policies in a two-stage MTO environment [
28]. Finally, very recent articles address MPS and MTO problems in connection with Industry 4.0. Indeed, Yin, Stecke and Li (2018) explained that due to the relevance of the mass-customization trend and due to the difficulties companies are experiencing with the current manufacturing systems, Industry 4.0 technologies can enable and facilitate a MTO environment as a typical strategy of customization [
29]. Gu and Koren (2022) stated that internet of things, cyber physical systems, machine learning and deep learning technologies should be integrated to develop a mass-individualisation MTO [
30]. Mladineo et al. (2022) stated that companies need to advance their product configurators to satisfy customer needs and to keep the whole process economical and efficient. In this regard, data integration is defined as a fundamental requirement for MTO, especially in the context of horizontal and vertical integration of the value chain [
9]. Kundu, Rossini and Portioli-Staudacher (2018) discussed the importance of Industry 4.0 technologies in workload control for MTO companies. They stated that the first condition is to implement production automation to improve flexibility, then they highlighted the importance of cyber physical systems as a representation of physical components. To this end, sensors are considered one of the core technologies to enable cyber physical systems. Finally, they emphasised the importance of a proper communication network within the factory to improve data sharing between manufacturing processes and production orders [
31]. Lee et al. (2019) implemented an MTO strategy in the context of Industry 4.0. They developed a product configuration system to match customer demands and manufacturer orders [
32]. Rahman, Janardhanan and Nielsen (2019) focused on real-time order acceptance and scheduling as key concepts of MTO in an Industry 4.0 environment. They developed a real time system capable of accepting orders and scheduling decisions through a hybrid genetic algorithm and particle swarm optimization model [
33]. Micieta et al. (2019) designed an innovative approach to products segmentation in an MTO environment based on Industry 4.0 concepts. This approach allowed companies to reduce work in progress lead time and increase efficiency [
34]. Woschanka, Dallasega and Kapeller (2020) aimed to enhance logistics performance in a MTO environment by using real data and analysing several planning granularity levels. The approach has been validated through a discrete event simulation model [
35].
2.2. The Main Characteristics of the Proposed Approach
The Cooperative Supply Chain (Coop SC) framework is a prototype capable of supporting a decision-making process through adequate, modern, and flexible tools, capable of hosting algorithms from third parties [
37]. CoopSC includes an RCCP engine to optimize multi-site contexts using a modified multi-agent architecture by adopting three different levels of supervision: demand, production sites, and resources.
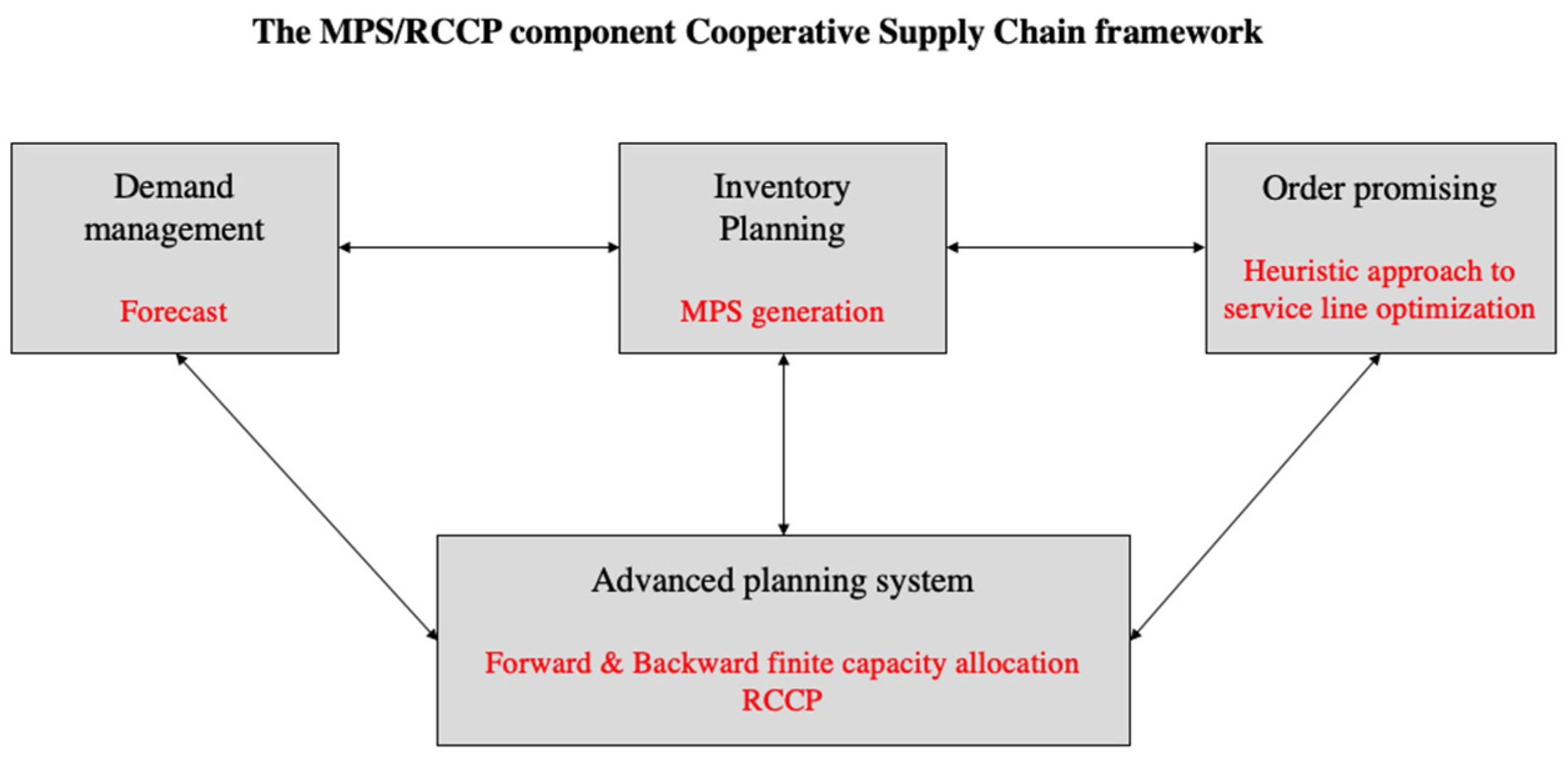
Starting from the highest planning levels (
Figure 1), the Demand Management and Inventory Management modules generate medium and long-term forecasts for macro-families and/or product types related to a CO. The Inventory Management is a collection of inventory planning tools and applications that can optimize the mix and quantity of planned inventory. They provide a validation of the input required to satisfy the CO for a set of KPI. The MPS component is, therefore, able to provide decision-making support for the resolution of typical business constraints, generated by conflicts between the company needs and the constraints of a multi-plant/multi-supplier context. The requests, processed by CoopSC, can be defined manually or imported by an external forecasting module [
38] capable of forecasting the sales and use of the products (appropriately divided into production lots by the Inventory Management level) so that they can be purchased or made in adequate quantities in advance. The production and procurement commitments, which are required by the estimate of future requirements, are simulated according to the capacity of the resources, the planning cycles, and the actual processing bills, and considering the supply and transport constraints (RCCP module). The CoopSC MPS/RCCP component is based on the Service Lanes Planning (SLP) concept [
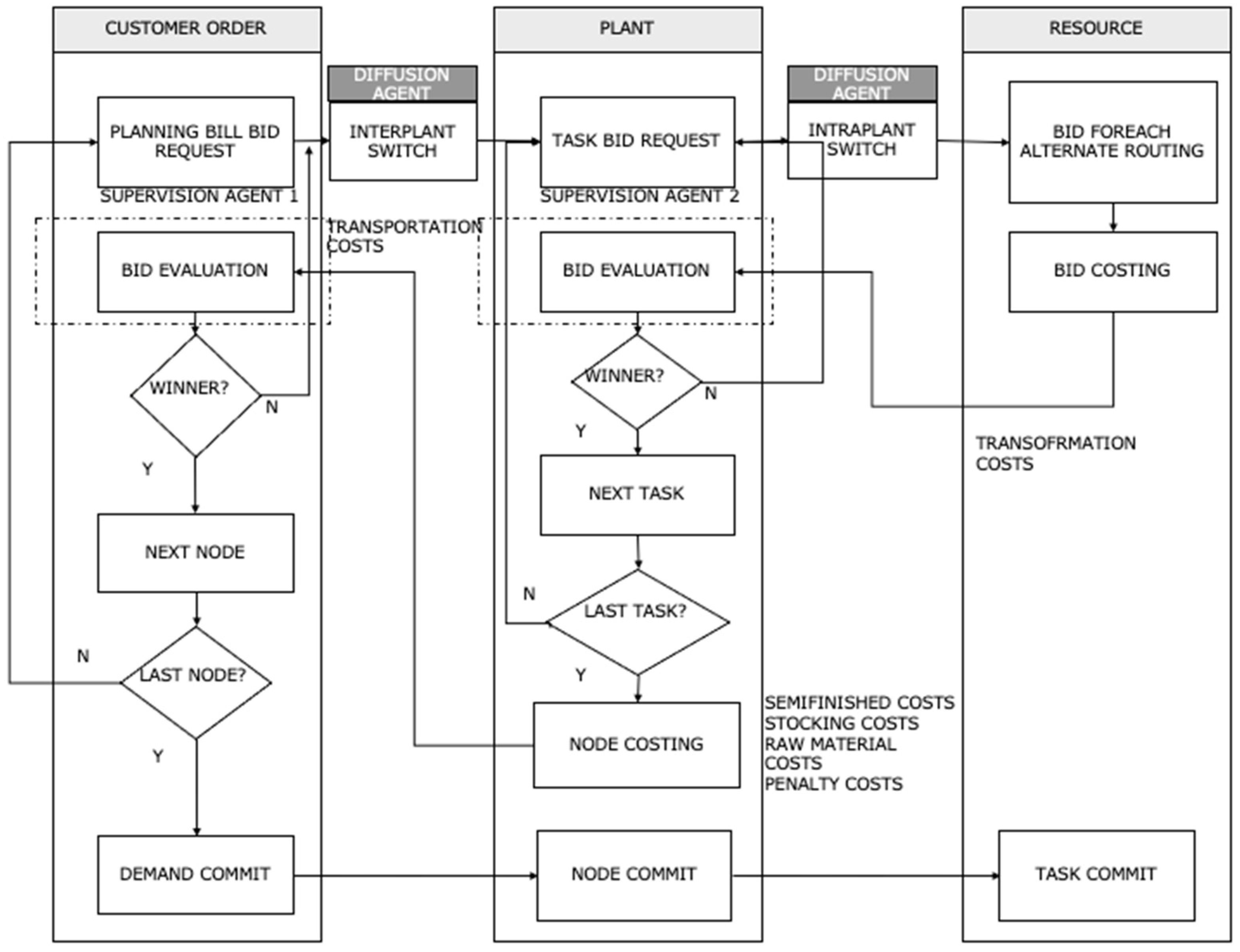
39]. It articulates the evaluation of customer service levels by identifying service lanes based on assignment criteria and heuristics that verify inventory availability and production plans in the processing, production and supply stages. The SLP develops a proposal by considering a multi-constrained context as depicted in
Figure 2, the goal of which is to provide a feasible solution that takes into consideration the available stock, the CO, the production constraints, and the SL.
The CoopSC MPS component provides two analyses:
In the first case, CoopSC MPS can satisfy the SL, but it doesn’t take into account the capacity of resources. In the second case, the tool splits up the proposals defining the allocation rules that make it possible to move the individual planning lots to respect the finished capacity, always according to the service level. Therefore, CoopSC MPS divides the proposal into minimal lots and, by early and tardy times, attempts to change the allocation of the lots to meet the SL and the capacity of resources.
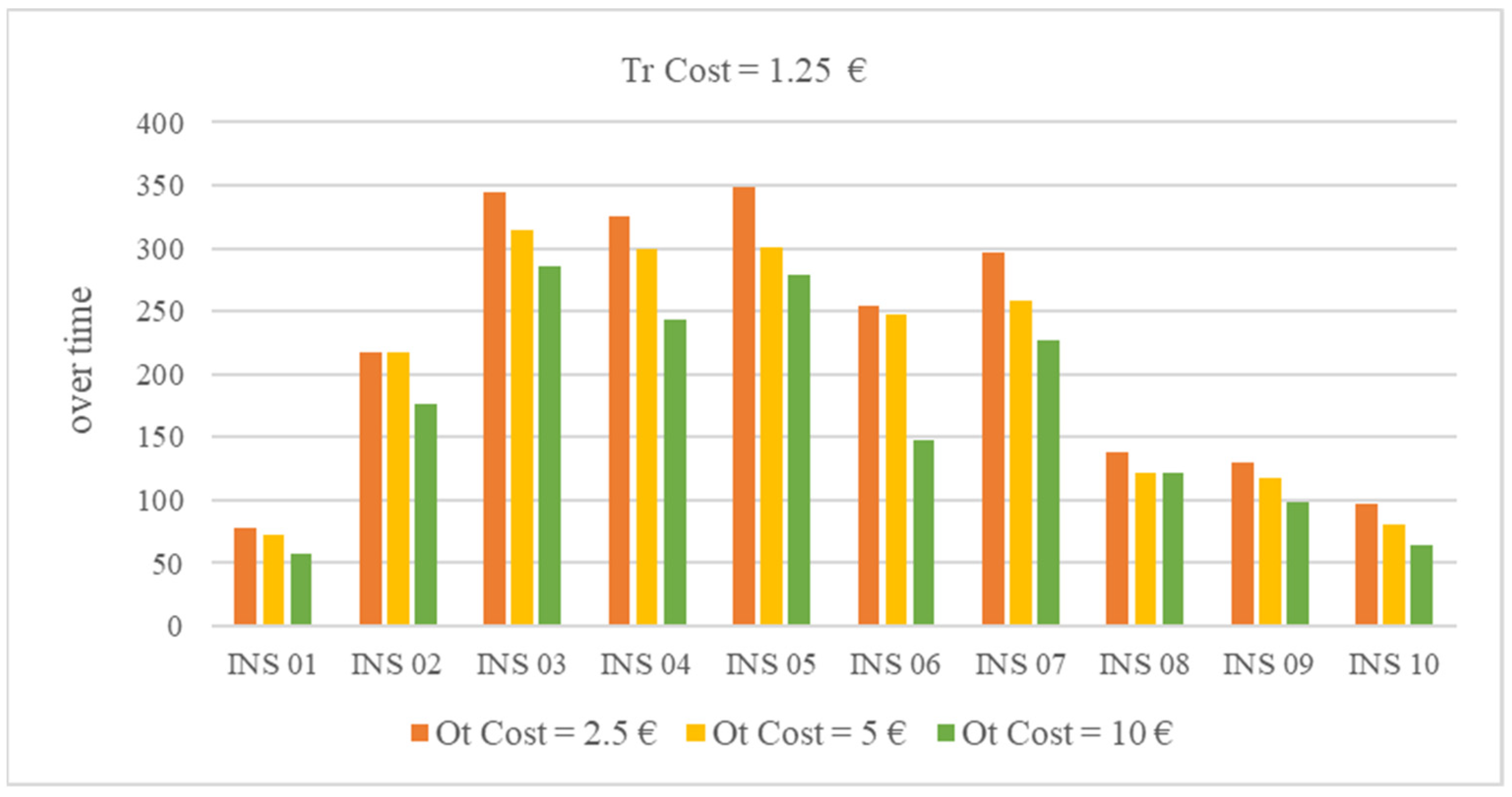
Therefore, the goal of the CoopSC MPS is to minimize capacity overflows by using several levers, or the user can force a proposal to make the allocation feasible. If there is a capacity overflow, the system allocates the CO to the next bucket and executes a new backward assignment of that CO.
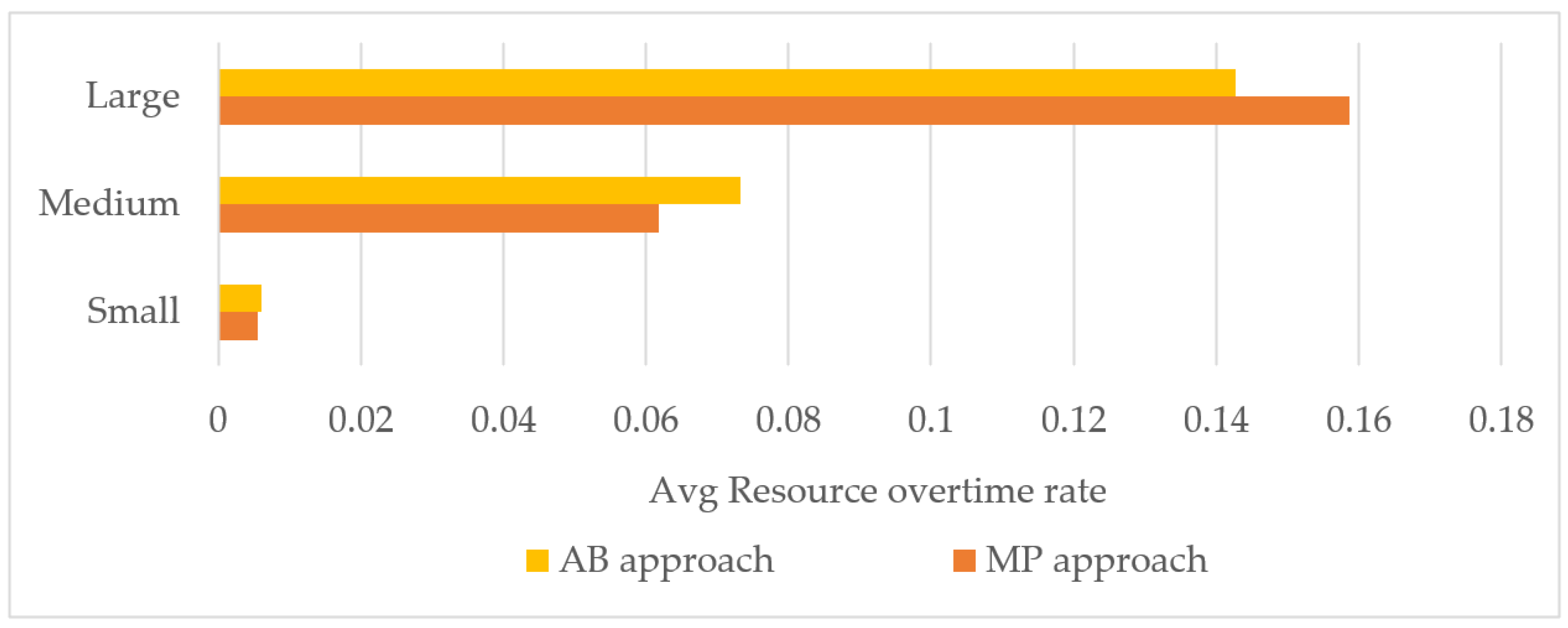
The backward assignment is based on an AB_RCCP heuristics where a set of agents can solve the planning problem by simulating the resources allocation to meet the objective function.
Here, two solution approaches, namely Mathematical Programming (MP_RCCP) and Agent-Based approach (AB_RCCP), have been described in detail in
Section 2 and
Section 3, respectively.


 ,
, 















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}