Abstract
Blank is the foundation for manufacturing enterprise production. The change of blank dimension is the fundamental purpose of product processing, and blank dimension change process dramatically affects the cost and energy consumption of blank production and use process. Therefore, the blank dimension design is of great significance for the sustainable development of enterprises. Based on the management concept of the business compass, combined with the enterprise development plan and production situation, this article established a blank dimension optimization design model, which can design the blank dimension according to enterprise demand. The model took the energy consumption and cost of the blank production and used process as the optimization objectives, and was solved by the gray wolf algorithm. The model was verified by analyzing the machining process of a fixture cavity. By comparison with standard square blank dimensions, the research results showed that the optimized square blank dimension can meet the objective of saving energy and reducing costs, it can also fully coordinate economy and resource consumption.
1. Introduction
With the rapid economic development, energy consumption is also increasing. According to statistics, about 70% of energy consumption comes from industry; industrial development faces many challenges, such as high energy consumption, low energy efficiency, and prominent environmental problems [1,2]. Economy is developing from rapid growth to high quality, and the manufacturing industry is also developing in a green and sustainable direction, it has the characteristics of low energy consumption and strong innovation ability [3]. Product design can determine more than 80% of product performance and its impact on the ecological environment, blank dimension design has become the key to effectively avoiding environmental pollution and saving resources. The blank dimension is the link between the production and use process of blank, and has an important impact on the whole process energy consumption and cost [4,5]. Therefore, blank dimension design can play an important role in energy saving and cost saving.
In view of the importance of blank dimension optimization design, many scholars have studied it from different aspects. In order to find the optimal blank dimension and trajectories of variable holder force, Uchida et al. used the method of sequential approximation optimization (SAO) of radial basis function (RBF) networks [6]. Chen et al. proposed a new two-layer manufacturing process based on hot forming and diffusion bonding technology, planned a basic technical approach for blank optimization, and used ABAQUS software to numerically simulate the forming process [7]. Liu et al. used quasi-equipotential field and response surface analysis to analyze the preforms of three-dimensional complex forgings. The inverse fitting method was used to extract the equipotential surface and the line surface smoothing treatment to realize the forming optimization of the blank [8]. Based on iterative numerical simulation, Gharehchahi et al. proposed a new algorithm that can correct the boundary shape of the blank in multiple iterations [9]. Giuliano et al. used a finite element method to find values that make the final distribution of product thickness as uniform as possible, which resulted in blanks of variable thickness [10]. Wang et al. proposed a blank dimension optimization technique based on laser scanning. By fitting the blank point cloud and the CAD model, the machining allowance problem of each machining surface of the blank part was solved, and the method has been verified in the blank optimization of an aircraft part [11]. Zhang et al. proposed a preform develop method integrating automatic mesh adjustment and finite element. This method can help to design the blank geometry based on some typical process conditions [12].
Some scholars optimized the parameters of the blank use process to meet the processing needs of energy saving, environmental protection, improving processing quality, etc. Cai et al. proposed a set of methods and criteria for lean manufacturing, green energy saving, and sustainable development of product production [13,14]. To reduce the energy consumption of high-speed dry cutting gear hobbling, Ni et al. set up a model with processing energy consumption and processing quality as optimization objectives, solved the model with the improved gray wolf optimization (MOGWO) algorithm, and used the approximate ideal solution ranking method (TOPSIS) to optimize the process [15]. Dong et al. proposed a cloud model mutation-based multi-objective lion colony optimization (CMOLSO) method to solve the two NP-hard problems of the flow shop scheduling and the job shop scheduling problem in industrial production. The concepts of cloud model and cloud generation were introduced into the algorithm [16]. Wei et al. proposed a multi-objective optimization method based on a fitness shared genetic algorithm (FSGA). The optimization model considered the two objectives of the arc welding process, energy consumption, and thermal efficiency, and compared it with the traditional GA algorithm [17]. Albertelli et al. developed a new model for estimating the energy consumed by machine tool machining, taking into account the energy absorbed by different machine components as a function of cutting parameters [18]. Lu et al. established a multi-objective and multi-channel turning model, and proposed a new multi-objective backtracking search algorithm [19]. Lv et al. created a multi-objective optimization model of grinding energy consumption and carbon emission. Combined with AHP and critical methods, the improved genetic algorithm was used to optimize the solution results [20]. Zhang et al. used process parameters such as pre-expansion pressure, hydraulic pressure, blank holder force, blank holder fillet radius to create a multi-objective optimization model, and other process parameters for the wrinkling and cracking defects of the hydroforming of the bottom of the integral storage tank, and used NSGA-III to determine the optimal parameter [21]. Zhan et al. set up a multi-objective optimization model of milling parameters, aiming at carbon emissions, cost, and time in the milling process, and proposed an improved non-dominated sorting gravitational search algorithm to solve the problem [22]. Feng et al. proposed a systematic method that integrated an energy model, experimental design, and multi-objective optimization model based on energy consumption and cutting parameters [23]. Li et al. established an optimization model with machining surface roughness, material removal rate and machining energy consumption as optimization objectives and cutting parameters as variables. They considered tool wear during machining and proposed an improved teaching-based optimization (TLBO) intelligent optimization algorithm [24].
Many experts have studied the blank production and use process, respectively, and put forward some methods for blank dimension optimization design and parameters optimization. Traditional blank production enterprise carries out the blank optimization design according to its own production situation, the blank user enterprise selects the appropriate blank from the standard blank according to the parts and the enterprise’s production situation [25]. In these blank dimension design methods, the designers design blank dimension according to the production enterprise’s conditions, which can ensure the optimal energy consumption and cost in the blank production stage. In the blank use stage, the enterprise production personnel can optimize the parameters according to the enterprise’s own conditions; it can ensure the best energy consumption and cost in the blank use stage. However, single stage optimality does not guarantee overall optimality.
In order to fill the gap of blank dimension design, this article customized the blank dimension design according to the enterprise production needs. The design process was guided by the business compass model, the process elements of blank production and blank use were considered as a whole, energy consumption, and cost objective functions were established, and the gray wolf algorithm was used to optimize the solution. The effectiveness of this method was demonstrated by a case study.
2. Business Compass and Blank Dimension Design
The blank dimension design is a complex process closely related to the enterprise’s management, operation, and technical level. Therefore, we combine the concept of business compass to analyze the blank dimension design of the enterprise operation process.
2.1. Business Compass Analysis
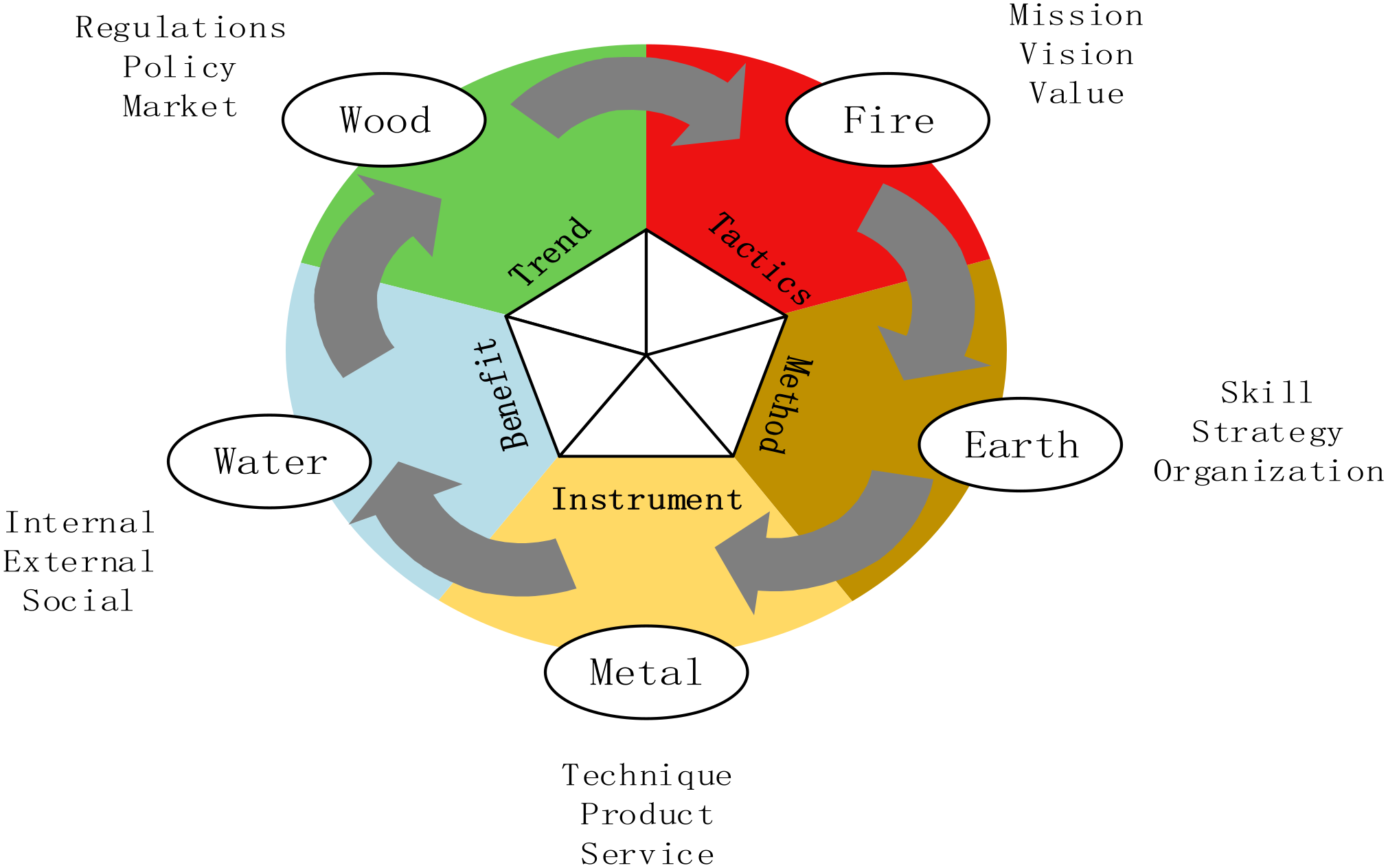
The business compass is a new type of enterprise organization management and operation mode, and it is the guiding ideology of the top-level structure design of the enterprise. Based on the management theory and the “five elements” philosophical system in ancient China, the “five-dimensional” system in the management compass is summarized [26]. The five elements theory is the primary way to understand the world. The “five elements”—“wood, fire, earth, metal, and water”—is a primitive systematic theory in ancient China. The five elements theory is the core of Chinese Taoist culture. It believes that everything in the universe is composed of the movement and cyclic changes of the five basic elements of wood, fire, earth, gold, and water [27]. The “five dimensions” in the business compass, as shown in Figure 1, namely “trend, tactics, method, instrument, and benefit”, are the five elements of business operations and can guide business development. The trends of operating the compass, including national laws and regulations, local policies, industrial development, changes in market demand, etc., affect the future development direction of enterprises. The tactics of the business compass is the development plan and path formulated by the enterprise according to the external development trend. The method of business compass is the development method and strategy formulated by the enterprise according to the development plan and the current production conditions. The instrument is the direct carrier of enterprise production and guarantees to transform enterprise development strategy into actual results. The benefit is the enterprise’s distribution method and reward and punishment system, and a sound distribution system can fully stimulate employees’ enthusiasm [28].
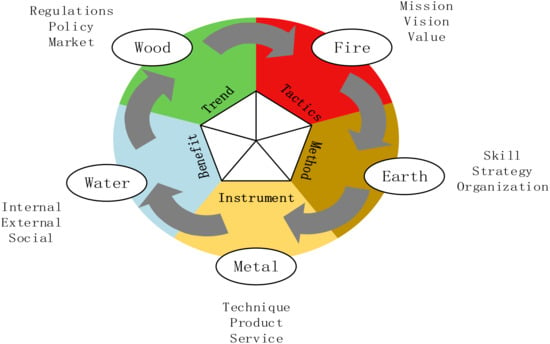
Figure 1.
Business compass diagram.
2.2. Blank Dimension Design and Business Compass
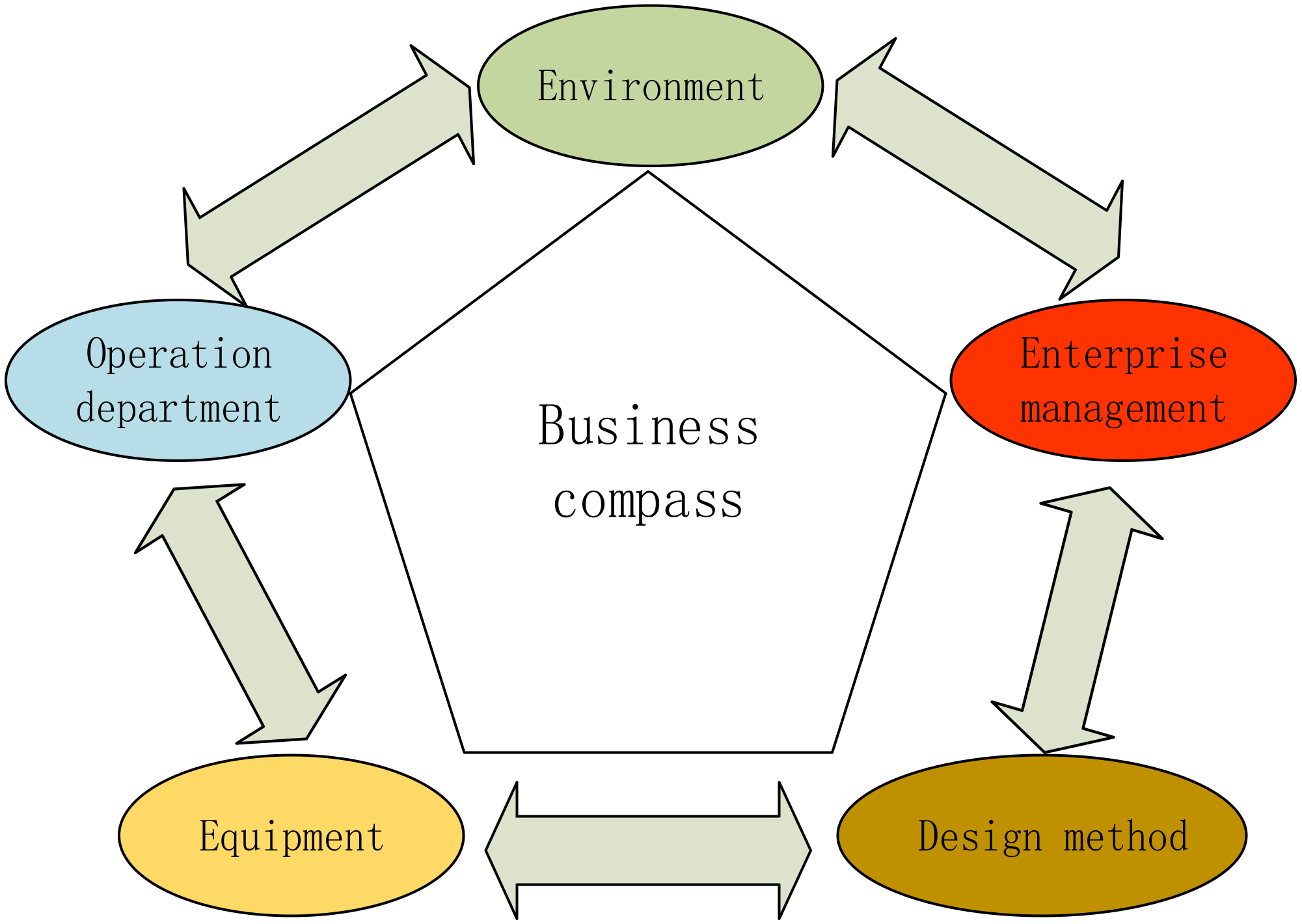
Blank is the basis for the workpiece production and is the production object that is first produced and used for further processing according to the requirements of the workpiece. The dimensional design of the blank affects the processing flow of the product, such as processing plan, processing technology, processing equipment, parameter settings, etc. In addition, the blank dimension design determines a company’s operation process and significantly impacts the company’s development direction, overall planning, product production, and product development. The blank dimension design can combine with the idea of operating a compass, as shown in Figure 2. Compared with the “five dimensions” of the business compass, “trend, tactics, method, instrument, and benefit”, the five dimensions of blank dimension design are environment, enterprise management, design method, equipment, and operation department. The environment refers to external conditions such as national laws and regulations, regional policies, and development trends. Enterprise management is the management system proposed by enterprises for the external environment. The blank dimension design method is the condition to solve the problem and is the way, step, and means to achieve the design purpose. A device is a vehicle that turns a design into a product. Operations can sell products for benefits and distribute benefits.
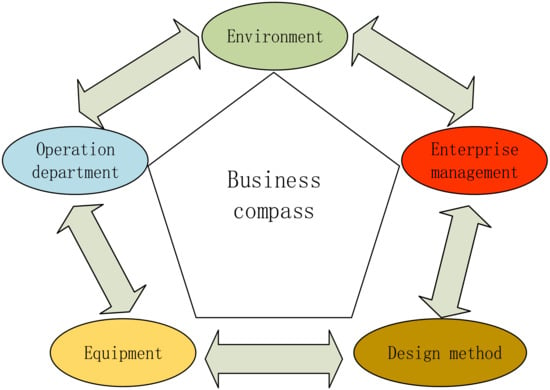
Figure 2.
Blank dimension design in business compass.
3. Multi-Objective Function Construction Considering Blank Dimension
Blank dimension is not only an important factor to determine the production and use stage of blank process objectives, but also an important condition to affect the enterprise management process. Traditional enterprise production often only considers economics, resulting in waste of resources and environmental damage. The production of modern enterprises takes resources and the environment into consideration. Therefore, with cost and energy consumption as the optimization goals, the relevant function calculation process is as follows [29,30,31].
3.1. Energy Consumption Function
According to the blank production and processing process, the energy consumption is divided into the blank production stage and blank milling energy consumption. The production of blanks must go through the mining and transportation of raw materials (iron ore and coal), blast furnace ironmaking, steelmaking, rolling, and other processes. The stage where the energy consumption of the blank production stage has a huge influence on the total energy consumption starts from the rolling process, other processes have little effect on the dimension of the blanks. Therefore, the energy consumption of the blank production process only considers the rolling energy consumption. The total energy consumption can be expressed as follows:
where is the rolling energy consumption of blank and is the milling energy consumption of blank.
The blank rolling energy consumption can be expressed as follow:
where is rolling pass, and , , , , are the rolling torque, rolling speed, rolling time, roll working diameter, rolling energy consumption of pass, respectively.
The rolling pass is expressed as follows:
where is the overall elongation coefficient, is cross-sectional area of red blank, is the finished and hot cross-sectional area, and is average elongation coefficient.
The energy consumption of machine tool milling process consists of the following parts: the milling energy consumption of the machine tool, the no-load energy consumption , the additional load energy consumption , the feed system energy consumption , and the auxiliary system energy consumption . Therefore, the energy consumed during machine milling can be expressed as:
The energy consumption of servo feed system and auxiliary system is little affected by milling parameters. The energy consumption of servo feed system and auxiliary system is little affected by milling parameters and can be expressed by constant K.
The energy consumption of the milling process of the machining center is expressed as follows:
3.2. Cost Function
According to the process of blank production and processing, the cost is divided into blank production cost and blank milling processing cost.
where and are the blank production cost and the milling cost, respectively
The cost of one milling process of a machining center includes cutting cost, tool change cost, and other auxiliary consumption costs, etc. The cost function of machine milling process is:
where is the average cost of processing a workpiece; is labor and overhead costs per unit time; is auxiliary time; is process time; is tool cost; is effective milling time of workpiece; is tool changing time; is part milling length; is feed per tooth; is spindle speed; is machine milling speed; is machine milling width; is number of milling cutter teeth; is machine milling depth; is milling cutter diameter; is tool life; and are the milling cutter life correlation coefficient.
4. Constraints
The constraints to be considered in the blank-design process are as follows:
where and are, respectively, the actual occlusal angle and the maximum occlusal angle.
where and are, respectively, non-equiaxed section rolling ratios and maximum allowable shaft ratios
where and are the maximum and minimum machine tool speeds, respectively.
where and are the fastest and lowest feed rates of the machine, respectively.
where is the effective coefficient of milling machine power and is the maximum power of milling machine.
where is the maximum cutting force.
where is the maximum torque that the spindle can with stand.
where and are the upper and lower limits of tool life, respectively.
5. Case Study
5.1. Problem Background
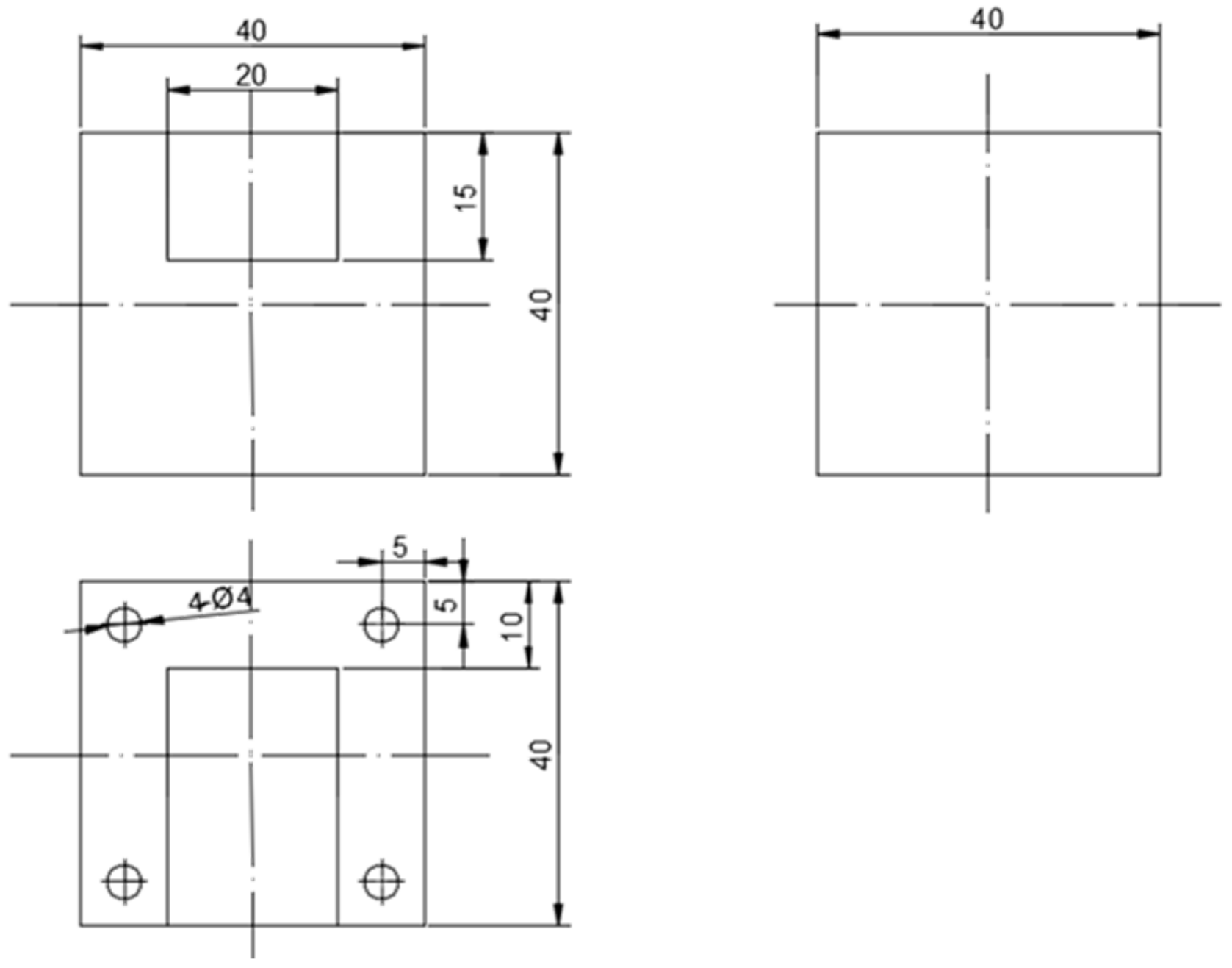
A factory needs to process a fixture cavity, the size is shown in Figure 3, the workpiece material is 45#steel, and the quantity is 100,000 pieces.
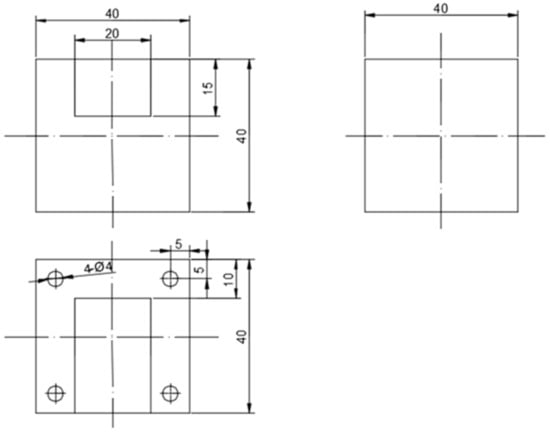
Figure 3.
Workpiece dimensions.
5.2. Analysis of Grey Wolf Optimization Algorithm
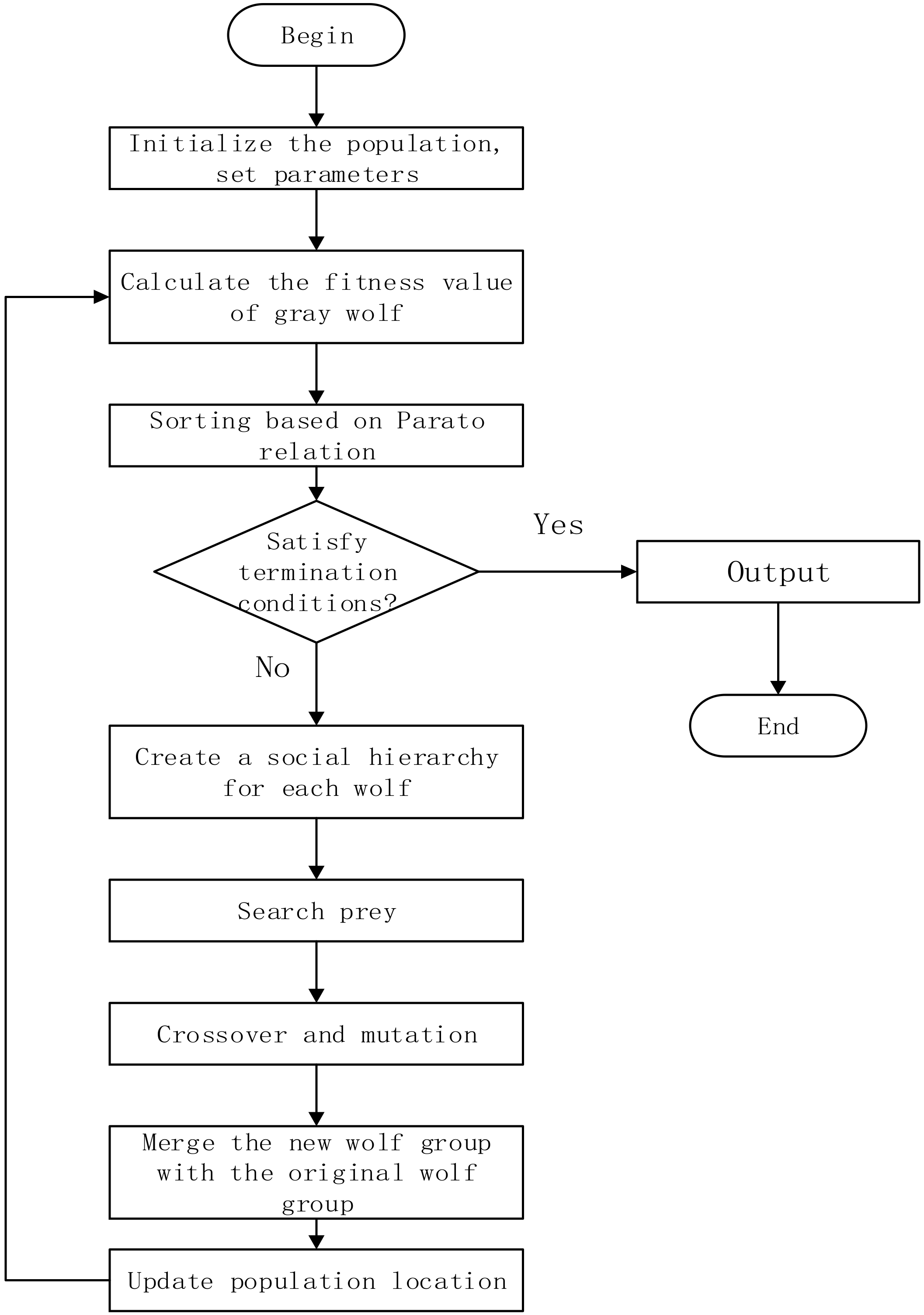
Grey Wolf Optimization Algorithm (GWO) was created by Mirjalili et al. in 2014. It is a kind of swarm intelligence optimization algorithm [32]. Different social classes within the gray wolf population guide the hunting behavior of the wolf group, thus forming a simple and effective optimization algorithm. The algorithm is simple in principle, easy to understand and implement, and has the characteristics of fewer parameters and strong global search ability. Currently, the gray wolf optimization algorithm has been successfully applied in scheduling problems, solving constrained optimization problems, high-dimensional optimization, and path planning problems. However, GWO algorithm also has some problems. Its accuracy is low and convergence speed is slow, so it is easy to find local optimal solution. Therefore, this paper adds crossover and mutation operations in the update process, which can better find the optimal solution [33]. The algorithm flow is shown in Figure 4.
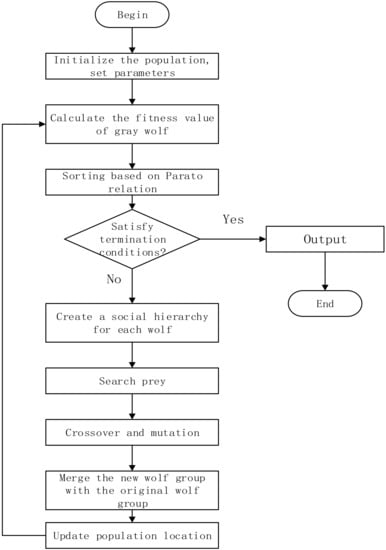
Figure 4.
Grey wolf algorithm flow.
Most wolves live in groups, and the entire population can be divided into four social levels: α wolf is the first level, which plays the role of leading the entire wolf group; β wolf is the second level, which mainly assists the α wolf in decision-making; δ wolf is the third level, carries out reconnaissance missions; and ω wolf is the fourth level, which obeys the command of the first three levels of wolves and is the lowest gray wolf. Wolves hunt according to a hierarchical system, and the gray wolf optimization algorithm is a simulation of this activity [34,35,36].
5.3. The Experimental Process of Business Compass Guidance
The business compass is the top management system of the enterprise, which can coordinate the enterprise’s development plan, existing conditions, interests, etc., and better guide the development. The blank dimension design must consider various factors in blank production and further milling process. Under the guidance of the business compass concept, this paper considered the requirements of enterprises for energy saving and low cost, and made reasonable arrangements for the processing equipment.
The dimension of the square billet before rolling was 140 × 140 mm, and the material was 45 steel. The rough rolling equipment was the continuous rolling mill. The rolling line is divided into the rough rolling mill, intermediate rolling mill, and finishing mill. There are 14 rolling mills in total, the 3 types of rolling mills have 4, 4, and 6 rolling mills, respectively, and the rolling mills were arranged alternately. The experiment used a horizontal machining center, model TH6350. The cutter was a high-speed steel end mill with a diameter of 16, the number of teeth was 3, and main declination was 90°. The relevant specifications of the CNC machining center are shown in Table 1.

Table 1.
Specifications of CNC machining center.
The tool life parameters, the parameters related to the calculation of milling force and the related parameters in the function are shown in Table 2, Table 3 and Table 4.
Table 2.
Tool life parameters.
Table 3.
Milling force parameter.
Table 4.
The relevant parameters in the objective function.
5.4. Simulation Results
The GWO algorithm was used to simulate and analyze the established energy consumption and cost functions. The population size was set to 100, the maximum number of iterations was 500, the crossover rate was 0.8, and the mutation rate was 0.1. For the gray wolf algorithm, the assumed blank dimension interval was from 40 × 40 mm to 50 × 50 mm.
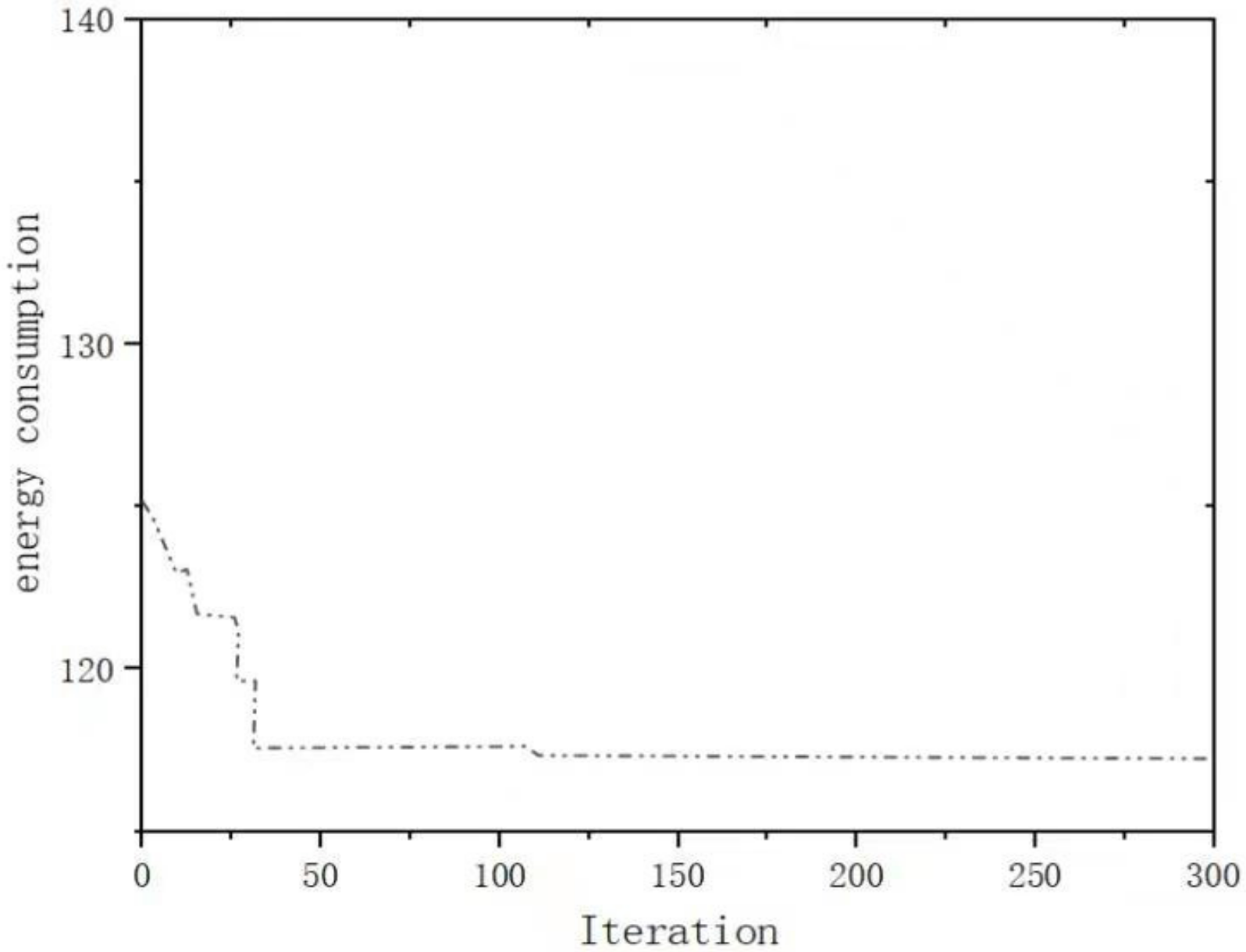
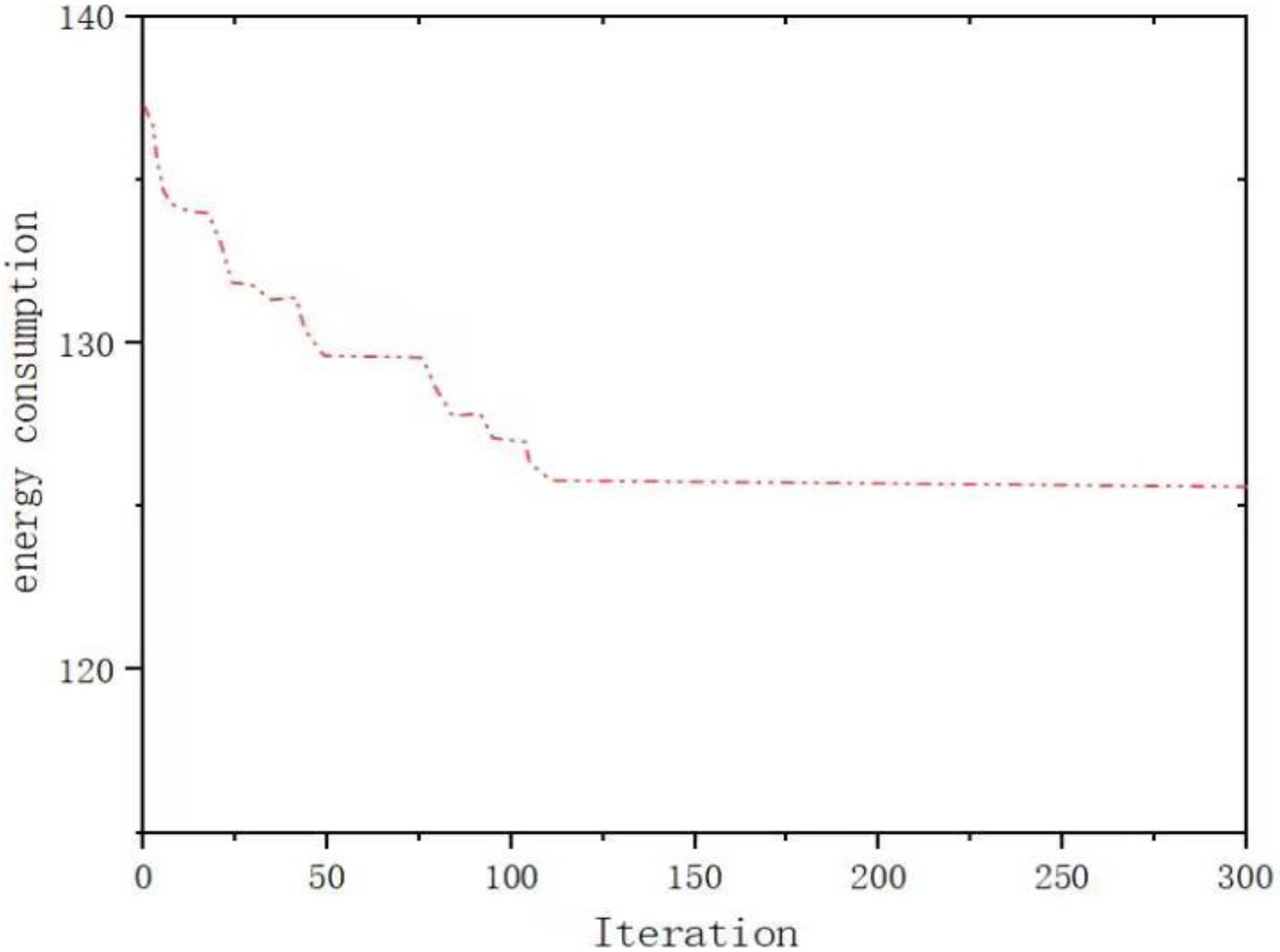
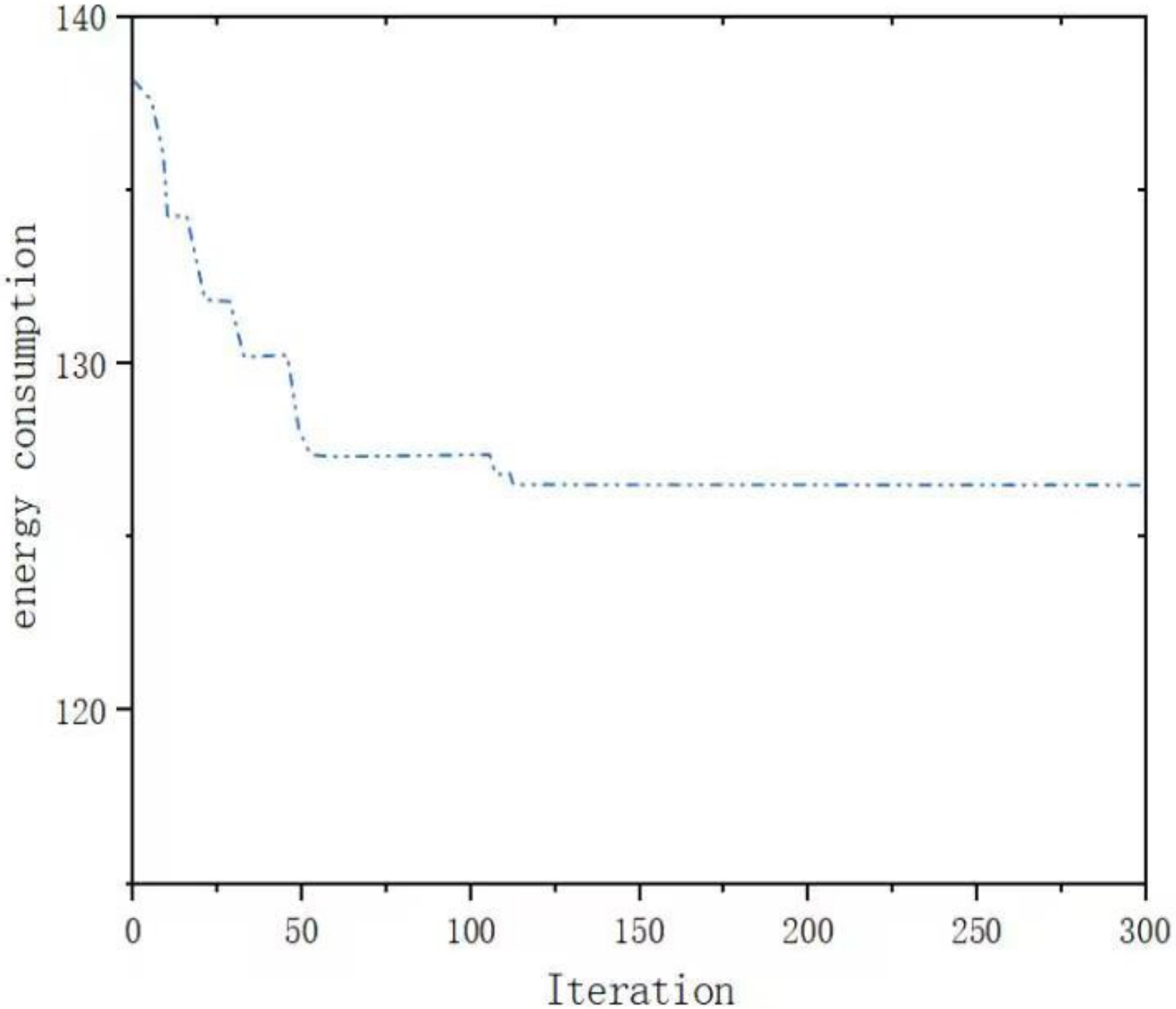
Blank dimension 1 is the optimal designed blank dimension in the selected range, which is calculated according to the machining parameters of the overall lowest energy consumption and cost states. The part dimension is 40 × 40, the traditional design method selects the standard blank closest to the part dimension, the selected standard blank dimensions were 42 × 42 as blank dimension 2 and 45 × 45 as blank dimension 3. The energy consumption iteration diagrams of the three blank dimensions were shown in Figure 5, Figure 6 and Figure 7. Blank dimension 1 is shown in Figure 5, the energy consumption of blank dimension 1 is 117.26, and the optimized blank dimension is 42.62 × 42.62. Blanks 2 and 3 correspond to blanks of dimension 42 × 42 and 45 × 45; the energy consumption is 125.38 and 126.51, respectively. As can be seen from Figure 5, Figure 6 and Figure 7, with the number of iterations increases, the algorithm gradually converges, and the optimal value of energy consumption tends to be stable. Compared with standard dimensions 42 × 42 and 45 × 45, the energy consumption of the optimized square blank dimension is close to 93.5% and 92.7%, respectively.
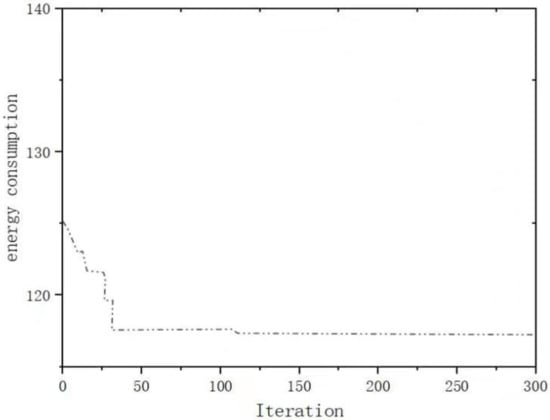
Figure 5.
Energy consumption iterative convergence graph for blank dimension 1.
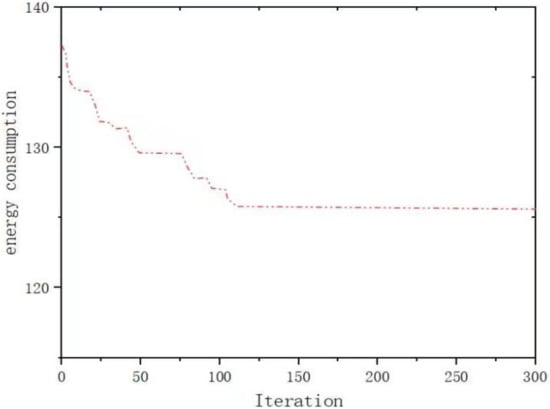
Figure 6.
Energy consumption iterative convergence graph for blank dimension 2.
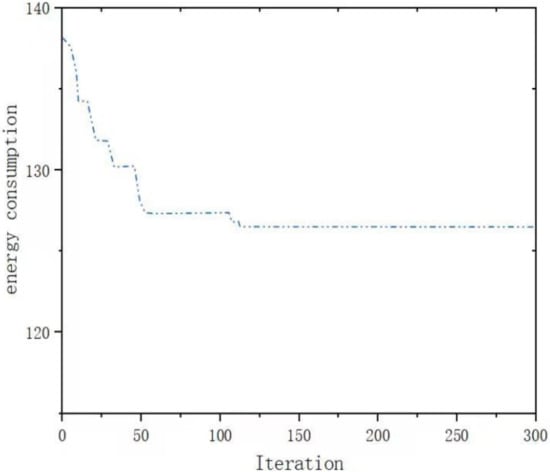
Figure 7.
Energy consumption iterative convergence graph for blank dimension 3.
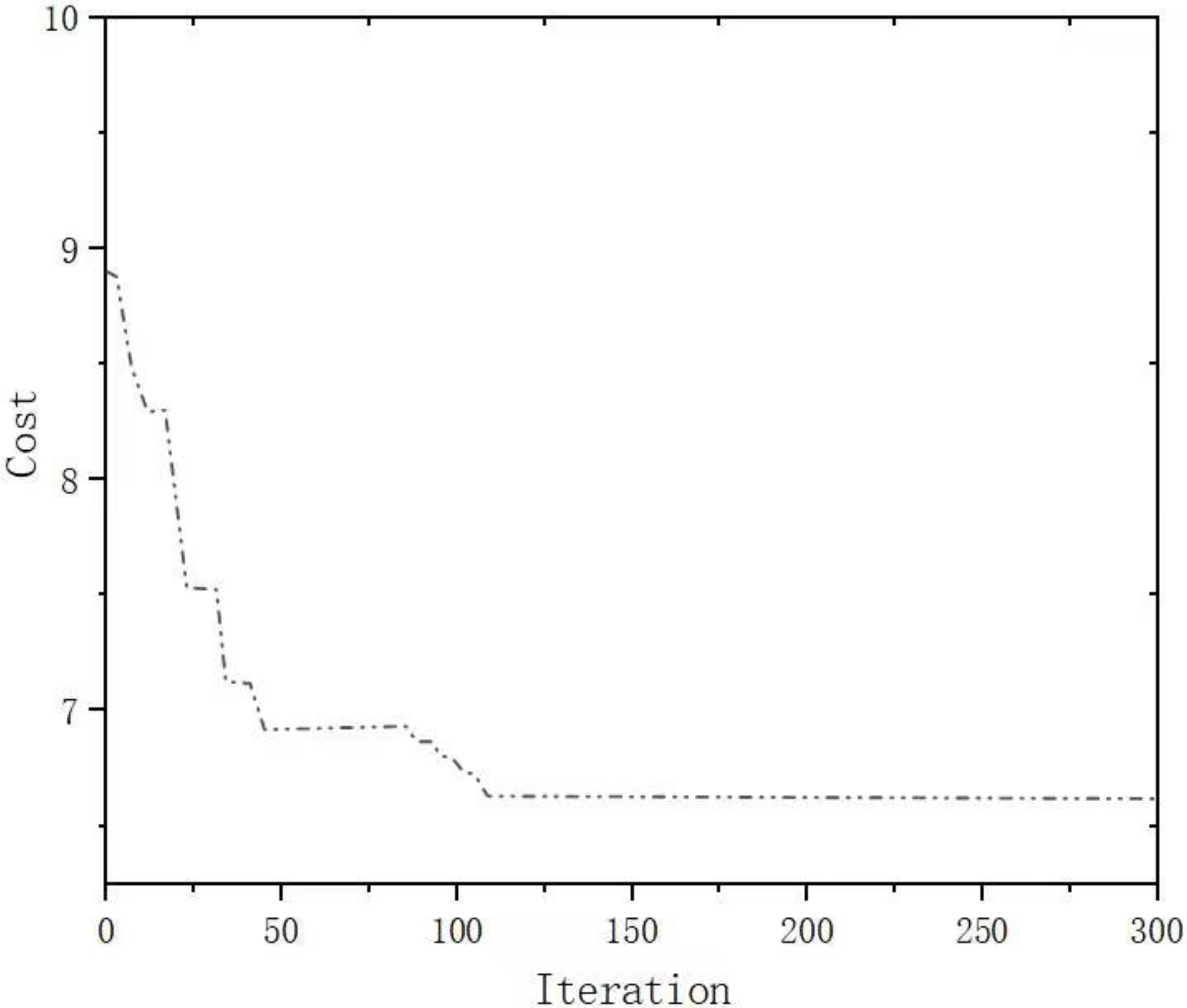
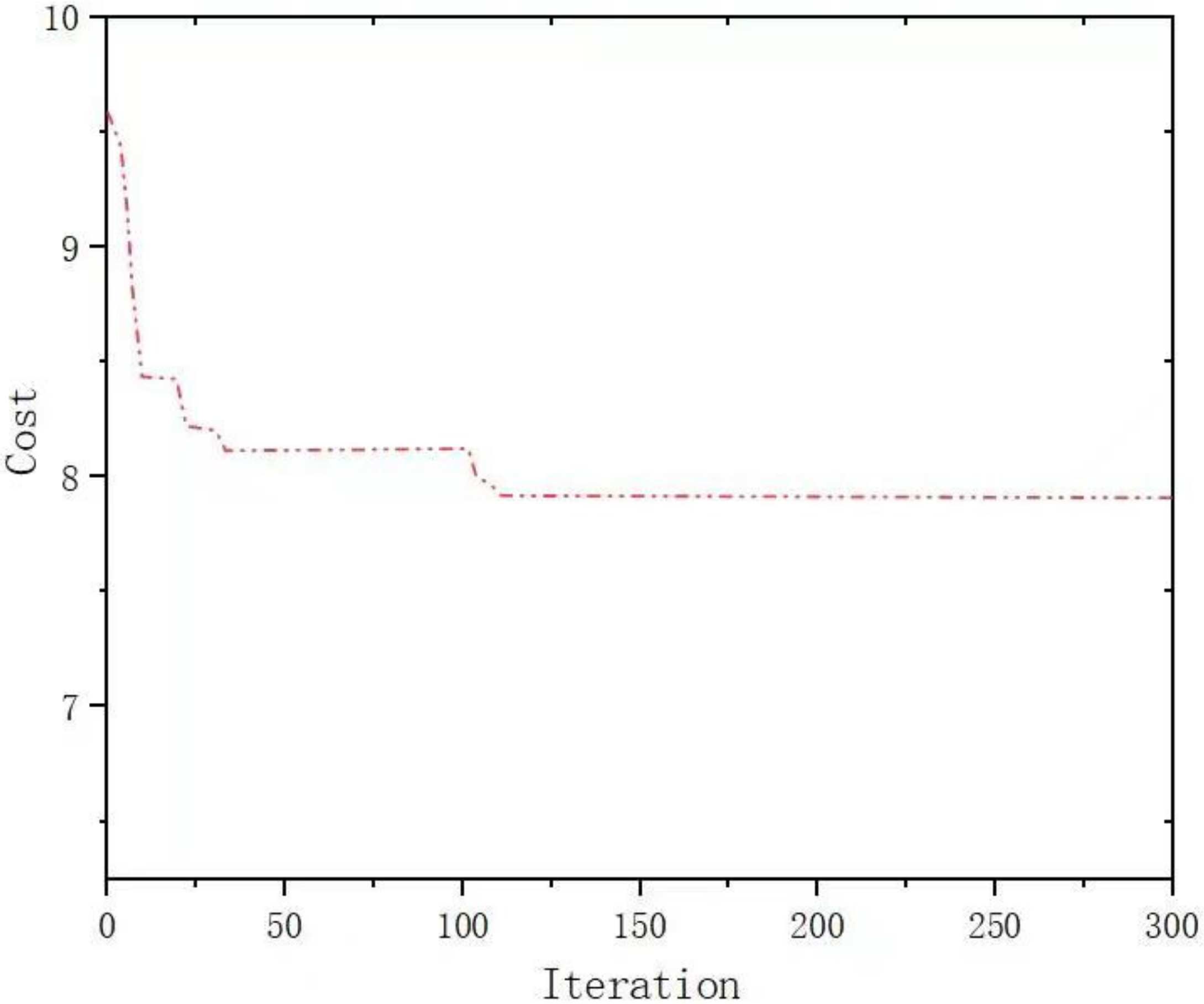
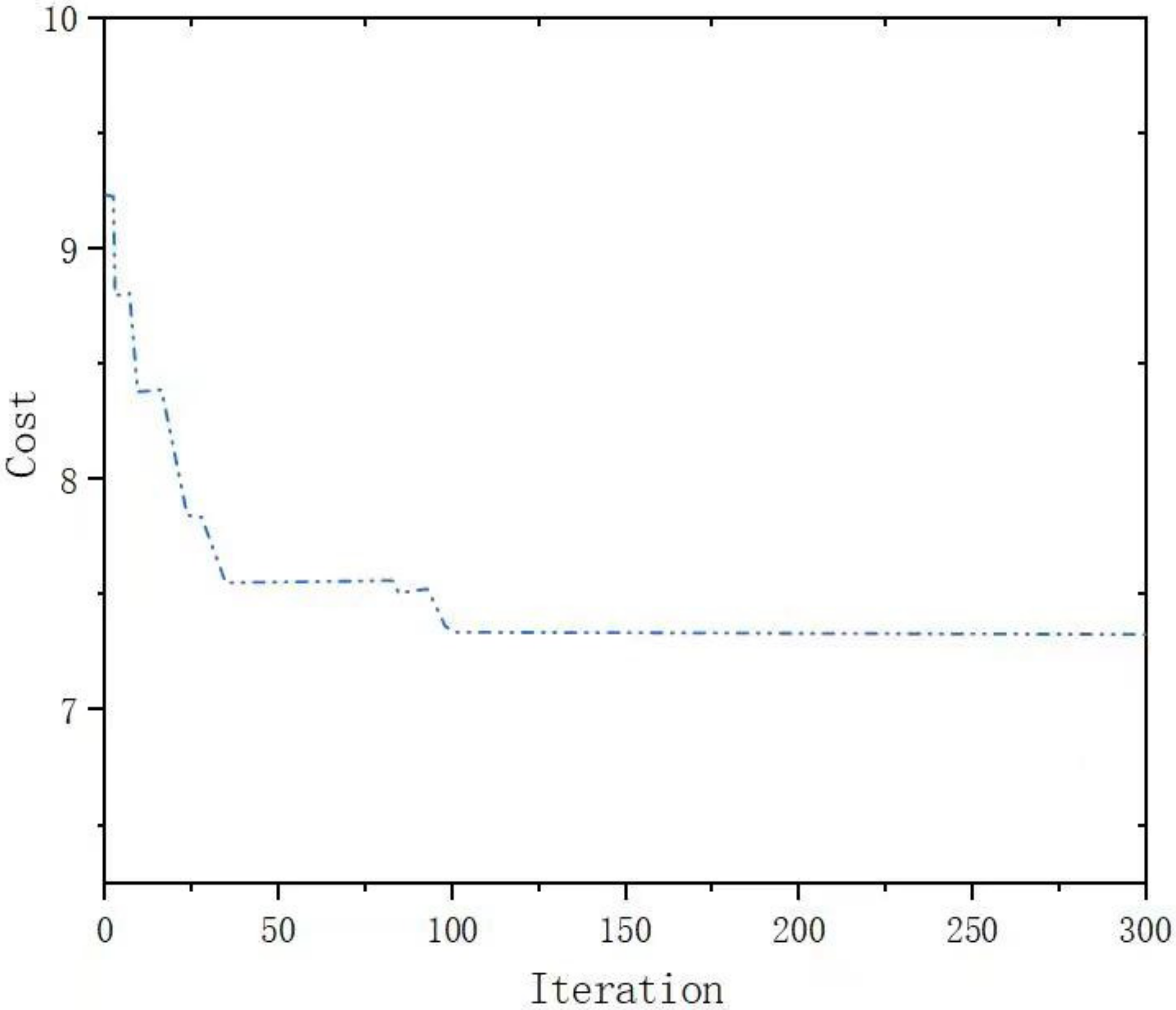
The cost iteration diagrams of blank dimension 1, 2, and 3 are shown in Figure 8, Figure 9 and Figure 10. The cost of blank dimension 1 is 6.62 in Figure 8. The cost of blank dimension 2 and 3 are 7.91 and 7.33, respectively. As can be seen from Figure 8, Figure 9 and Figure 10, as the number of iterations increases, the algorithm slowly converges, and the optimal cost value tends to be stable. The blank dimension 1 cost of product and use process is the lowest, and the algorithm iteration speeds of the three blanks are essentially the same. Compared with standard dimensions 42 × 42 and 45 × 45, the cost of the optimized square blank dimension is close to 83.7% and 90.3%, respectively.
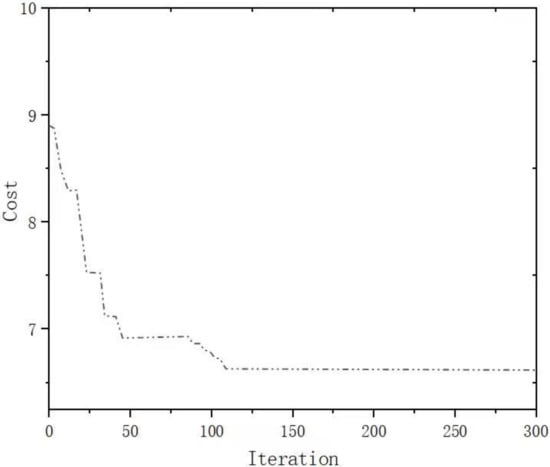
Figure 8.
Cost iteration convergence graph for blank dimension 1.
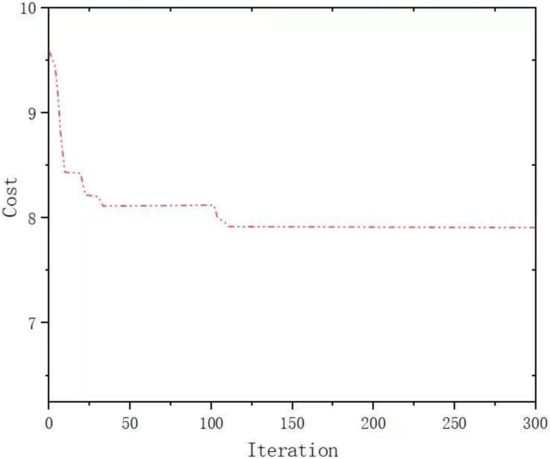
Figure 9.
Cost iteration convergence graph for blank dimension 2.
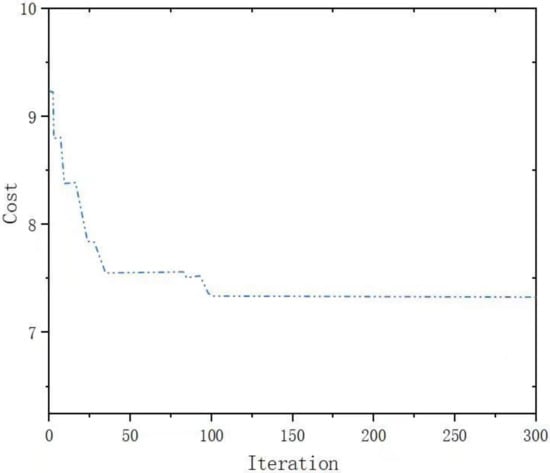
Figure 10.
Cost iteration convergence graph for blank dimension 3.
5.5. Discussion
This paper proposes a blank dimension optimization design method based on the concept of the business compass. Considering the existing conditions of enterprise factors, we took the energy consumption and cost of the rolling stage and milling process as the optimization goal, used the GWO algorithm to solve the model, and the optimal blank dimension was obtained. The best energy consumption is 117.26, the best cost is 6.62, and the blank dimension is 42.62 × 42.62. Compared with the square blanks of common Chinese standard dimensions 42 × 42 and 45 × 45, which are the closest to the part dimension of 40 × 40, the optimized design of the blank dimension can ensure the lowest energy consumption and cost in the production and use of the blank.
This method had been verified in practice through the blank design case of the above-mentioned fixture cavity. The method in this paper can provide some suggestions for the blank dimension design of enterprises. At the same time, it can guide the energy-saving production activities of enterprises.
5.5.1. Theoretical Implication
This research contributes to blank dimension optimization design management practice and technological innovation in several ways. Firstly, this study established and studied the theoretical model between blank dimension optimization design practice, business compass and production process usage objectives. The relationship between the optimal design of the blank dimension and the use objectives for the production process is clear. In addition, there are few studies on the effects of business compass on multi-process objectives. Previous studies have focused on the impact of blank dimension optimization design on blank production stage’s environmental, economic, and organizational performance. However, no theoretical framework can provide the intermediary link of technological innovation in the relationship between blank dimension optimization design and whole business performance.
Secondly, the study considered the two-stage process (blank production and blank use) that were important to consider in the practice of blank dimension optimization design. Process energy consumption and cost were incorporated into this study to discover the impact of blank dimension optimization design practices on business process and process objectives. Previous studies have not paid particular attention to the overall impact of blank dimension optimization design on the blank production process and blank use process of and overall process objectives.
5.5.2. Managerial Implication
This research has important managerial implications for manufacturing companies. Firstly, the organization needs to consider the importance of blank dimension optimization design and actively incorporate blank dimension optimization design into the production management process.
Secondly, this study provides a practical insight for companies to better understand the role of blank dimension optimization design.
Thirdly, government and enterprise managers who are committed to improving product quality, and reducing operating costs and energy consumption can improve these operating performance parameters by optimizing blank dimension design according to production needs. Implementing blank dimension optimization design will help government and business managers to establish cost-effective, product and process-oriented strategies to reduce the detrimental impact of their products and processes on the environment.
Lastly, the research contributes to the implementation of blank dimension optimization design practices and improve technological innovations in organizations to increase operational performance and reduce negative environmental impacts.
5.6. Compared with Previous Works
In the literature research in the first chapter, studies [6,7,8,9,10,11,12] respectively proposed methods for designing the blank dimension based on the blank production process information and verified their validity, but these methods did not consider the information of blank use process. Studies [13,14,15,16,17,18,19,20,21,22,23,24] provided many ideas and methods of energy consumption optimization during blank use process, and these methods effectively achieved the goals, these researches generally selected the standard dimension similar to the product dimension, it was not considered whether the standard blank dimension can ensure the optimal overall energy consumption during blank production and use process. This study is based on the concept of the business compass model, a method of reversely designing the blank dimension was proposed, which is based on the production process and use process lowest objectives emergence moment’s processing parameters. By comparing the blank dimension designed in this study with the selected blank dimensions of total energy consumption and cost objectives in blank production and use process, the designed blank dimension can guarantee at least a 6.5% reduction in energy consumption and a 9.7% reduction in cost throughout the process, and the solving speed was faster.
6. Conclusions
The blank dimension has an important impact on the product processing flow and the enterprise operation. Based on the enterprise management concept of business compass, this paper combined the five dimensions of business compass with the five dimensions of the blank dimension design, and established the blank dimension design method. This method can help the enterprise design the square blank dimension according to the production situation of the enterprise.
The main contributions are as follows:
- Based on the guidance of the business compass model, the business compass model of enterprise is established to correspond with the logic of human, design method, environment, equipment, and enterprise management. From the point of view of management, this paper analyzes and studies the influence of blank dimension optimization on the business process of enterprises, and reflects the importance of blank dimension optimization design;
- Based on the calculation model of energy consumption and cost in the process of blank production and use, a method of blank dimension optimization design is established. Based on the optimal processing parameters of the whole process energy consumption and cost objective, The optimal blank dimension was obtained by inverse method;
- As an advanced calculation method, Grey Wolf Algorithm is chosen to optimize the energy consumption and cost of different blank dimension;
- The empirical study shows that the method can effectively design the most suitable blank dimension, which provides a scientific basis for the improvement of enterprise operation and management and the optimization path of enterprise production process.
Limitations and Future Research Direction
First, the study is limited to the optimal design of the billet; more shapes will be considered in the future blank dimension optimization design. Second, the process objective only considers the energy consumption and the cost objective; more process objectives will be considered in the future. Third, gray wolf algorithm used in the study is an excellent algorithm; we will choose other excellent algorithms to be used in the future.
Author Contributions
Conceptualization, Y.X., X.L. and R.W.; methodology, Y.X. and R.W.; software, Y.X.; validation, X.L., R.W. and J.Z.; formal analysis, Y.X. and J.Z.; investigation, Y.X.; writing—original draft preparation, Y.X., H.Z. and J.L.; writing—review and editing, Y.X. and H.Z. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the National Natural Science Foundation of China under Grant (No. 61862051); the Science and Technology Foundation of Guizhou Province under Grant (No. [2019]1299); the Top-notch Talent Program of Guizhou province under Grant (No. KY [2018]080); the program of Qiannan Normal University for Nationalities under Grant (Nos. QNSY2018JS013, QNSYRC201715).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Informed consent was obtained from all subjects involved in the study.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Ma, J.; Chen, R.; Su, H. Driving factors and decoupling analysis on industrial energy consumption in China. J. Stat. Inf. 2021, 36, 70–81. [Google Scholar]
- Wang, J.; Zhao, T.; Zhang, X. Energy and environmental unified efficiency of industrial sub-sectors and its influencing factors in China. Resour. Sci. 2016, 38, 311–320. [Google Scholar]
- Liu, H.; Fan, L.; Shao, Z. Threshold effects of energy consumption, technological innovation, and supply chain management on enterprise performance in China’s manufacturing industry. J. Environ. Manag. 2021, 300, 113687. [Google Scholar] [CrossRef] [PubMed]
- Sun, W.; Xu, X.; Lv, Z.; Mao, H.; Wu, J. Environmental impact assessment of wastewater discharge with multi-pollutants from iron and steel industry. J. Environ. Manag. 2019, 245, 210–215. [Google Scholar] [CrossRef]
- Yumei, H.; Wasim, L.; Ghulam, M.S.; Nadeem, L.; Yasir, A.S.; Arooj, F. Measuring Energy Efficiency and Environmental Performance: A Case of South Asia. Processes 2019, 7, 325. [Google Scholar]
- Kitayama, S.; Natsume, S.; Yamazaki, K. Numerical optimization of blank shape considering flatness and variable blank holder force for cylindrical cup deep drawing. Int. J. Adv. Manuf. Technol. 2016, 85, 2389–2400 . [Google Scholar] [CrossRef]
- Chen, M.H.; Wu, X.; Xie, L. Two-Layer process and optimal blank design for hollow titanium wide-chord fan blades with complex geometries. Rare Met. Mater. Eng. 2019, 48, 1717–1724. [Google Scholar]
- Liu, M.J.; Zhai, J.; Lin, J.; Guan, Y. Preform optimization of complex part based on quasi-equipotential field and response surface methods. J. Netshape Form. Eng. 2017, 9, 33–38. [Google Scholar]
- Gharehchahi, H.; Kazemzadeh, M.J.; Afsari, A. Optimum blank shape design in deep drawing process using a new boundary updating formula. Int. J. Mater. Form. 2021, 14, 1375–1389. [Google Scholar] [CrossRef]
- Giuliano, G.; Polini, W. Optimal design of blank thickness in superplastic AZ31 alloy to decrease forming time and product weight. Int. J. Adv. Manuf. Technol. 2021, 118, 2153–2162. [Google Scholar] [CrossRef]
- Wang, W.; Zhang, Y.; Mu, Z.G. Research on Optimization Design Technology of Part Blank Based on Laser Scanning. Aeronaut. Manuf. Technol. 2019, 62, 92–101. [Google Scholar]
- Zhang, W.; Gao, J.; Cao, J. Blank geometry design for carbon fiber reinforced plastic (CFRP) preforming using finite element analysis (FEA). Procedia Manuf. 2020, 48, 197–203. [Google Scholar] [CrossRef]
- Cai, W.; Lai, K.; Liu, C.; Wei, F.; Ma, M.; Jia, S.; Jiang, Z.; Lv, L. Promoting sustainability of manufacturing industry through the lean energy-saving and emission-reduction strategy. Sci. Total. Environ. 2019, 665, 23–32. [Google Scholar] [CrossRef]
- Cai, W.; Liu, C.; Zhang, C.; Ma, M.; Rao, W.; Li, W.; He, K.; Gao, M. Developing the ecological compensation criterion of industrial solid waste based on energy for sustainable development. Energy 2018, 157, 940–948. [Google Scholar] [CrossRef]
- Ni, H.X.; Yan, C.; Chen, J. Multi-objective optimization and decision-making method of high speed dry gear hobbing processing parameters. China Mech. Eng. 2021, 32, 832–838. [Google Scholar]
- Dong, S.; Jiang, M. A novel multi-objective lion swarm intelligent optimization based on cloud model for manufacturing scheduling problem. J. Phys. Conf. Ser. 2021, 2025, 012030. [Google Scholar] [CrossRef]
- Wei, Y.; Zhang, H.; Jiang, Z.G.; Hon, K.K. Multi-objective optimization of arc welding parameters: The trade-offs between energy and thermal efficiency. J. Clean. Prod. 2016, 140, 1842–1849. [Google Scholar]
- Albertelli, P.; Keshari, A.; Matta, A. Energy oriented multi cutting parameter optimization in face milling. J. Clean. Prod. 2016, 137, 1602–1618. [Google Scholar] [CrossRef]
- Lu, C.; Gao, L.; Li, X.; Chen, P. Energy-efficient multi-pass turning operation using multi-objective backtracking search algorithm. J. Clean. Prod. 2016, 137, 1516–1531. [Google Scholar] [CrossRef] [Green Version]
- Lv, L.X.; Deng, C.H.; Liu, T. Multi-layer and multi-objective optimization model and applications of grinding process plan for cleaner production. China Mech. Eng. 2022, 33, 11. [Google Scholar]
- Zhang, Z.; Xu, F.; Sun, X. Optimization of process parameters during hydroforming of tank bottom using NSGA-III algorithm. Int. J. Adv. Manuf. Technol. 2022, 119, 4043–4055. [Google Scholar] [CrossRef]
- Zhan, X.L.; Zhang, C.Y.; Meng, L.; Hong, H. Low carbon modeling and optimization of milling parameters based on improved gravity search algorithm. China Mech. Eng. 2020, 31, 1481–1491. [Google Scholar]
- Feng, C.; Guo, H.; Zhang, J. A systematic method of optimization of machining parameters considering energy consumption, machining time, and surface roughness with experimental analysis. Int. J. Adv. Manuf. Technol. 2022, 119, 7383–7401. [Google Scholar] [CrossRef]
- Li, B.; Tian, X.; Zhang, M. Modeling and multi-objective optimization method of machine tool energy consumption considering tool wear. Int. J. Precis. Eng. Manuf. Green Technol. 2022, 9, 127–141. [Google Scholar] [CrossRef]
- Tian, G.; Yuan, G.; Aleksandrov, A.; Zhang, T.; Li, Z.; Fathollahi-Fard, A.M.; Ivanov, M. Recycling of spent Lithium-ion Batteries: A comprehensive review for identification of main challenges and future research trends. Sustain. Energy Technol. Assess. 2022, 53, 102447. [Google Scholar] [CrossRef]
- Wang, R.P.; Yi, J. Characteristics and Mission of Management Thinking with Chinese Characteristics Based on the Business Compass Perspective. In Proceedings of the 8th International Symposium on Project Management (ISPM 2020), Beijing, China, 4–5 July 2020. [Google Scholar]
- Wen, H. Chinese Philosophy; Cambridge University Press: Cambridge, UK, 2012. [Google Scholar]
- Wang, R.P. Business Compass; Science Press China: Beijing, China, 2020. [Google Scholar]
- Xiao, Y.M.; Jiang, Z.G.; Gu, Q.; Yan, W.; Wang, R.P. A novel approach to CNC machining center processing parameters optimization considering energy-saving and low-cost. J. Manuf. Syst. 2021, 59, 535–548. [Google Scholar] [CrossRef]
- Xiao, Y.M.; Wang, R.P.; Yan, W.; Ma, L.N. Optimum Design of Blank Dimensions Guided by a Business Compass in the Machining Process. Processes 2021, 9, 1286. [Google Scholar] [CrossRef]
- Xiao, Q.G.; Li, C.B.; Tang, Y.; Li, L. A knowledge-driven method of adaptively optimizing process parameters for energy efficient turning. Energy 2019, 166, 142–156. [Google Scholar] [CrossRef]
- Zhou, B.; Lei, Y. Bi-objective grey wolf optimization algorithm combined Levy flight mechanism for the FMC green scheduling problem. Appl. Soft Comput. 2021, 111, 107717. [Google Scholar] [CrossRef]
- Huang, G.; Cai, Y.; Liu, J. A novel hybrid discrete grey wolf optimizer algorithm for multi-UAV path planning. J. Intell. Robot. Syst. 2021, 103, 1–18. [Google Scholar] [CrossRef]
- Teng, Z.J.; Lv, J.L.; Guo, L.W. An improved hybrid grey wolf optimization algorithm. Soft Comput. 2019, 23, 6617–6631. [Google Scholar] [CrossRef]
- Li, Y.; Lin, X.; Liu, J. An improved gray wolf optimization algorithm to solve engineering problems. Sustainability 2021, 13, 3208. [Google Scholar] [CrossRef]
- Tian, G.; Zhang, C.; Fathollahi-Fard, A.M.; Li, Z.; Zhang, C.; Jiang, Z. An Enhanced Social Engineering Optimizer for Solving an Energy-Efficient Disassembly Line Balancing Problem Based on Bucket Brigades and Cloud Theory. IEEE Trans. Ind.Inform. 2022, 1–11. [Google Scholar] [CrossRef]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).