
Influence of the Machining Process on the Thrust Force and Mechanical Characteristics for the Direct Drive System



Abstract
:1. Introduction
2. Analysis of the Cutting Force and the Dynamic Characteristics of the Direct Drive System
2.1. Analysis of the Cutting Force in the Milling Process
2.2. Analysis of Dynamic Characteristic of the Direct Drive System
3. Analysis of the Dynamic Electromechanical Couplings in the Direct Drive System Considering the Cutting Force
3.1. Effects of the Cutting Force on the Thrust Force Considering the Air-Gap Fluctuation
3.2. Effects of the Cutting Force on the Thrust Force Considering the Feedback Control
3.3. Analysis of the Thrust Force Characteristics under the Action of the Cutting Force
4. Experiments
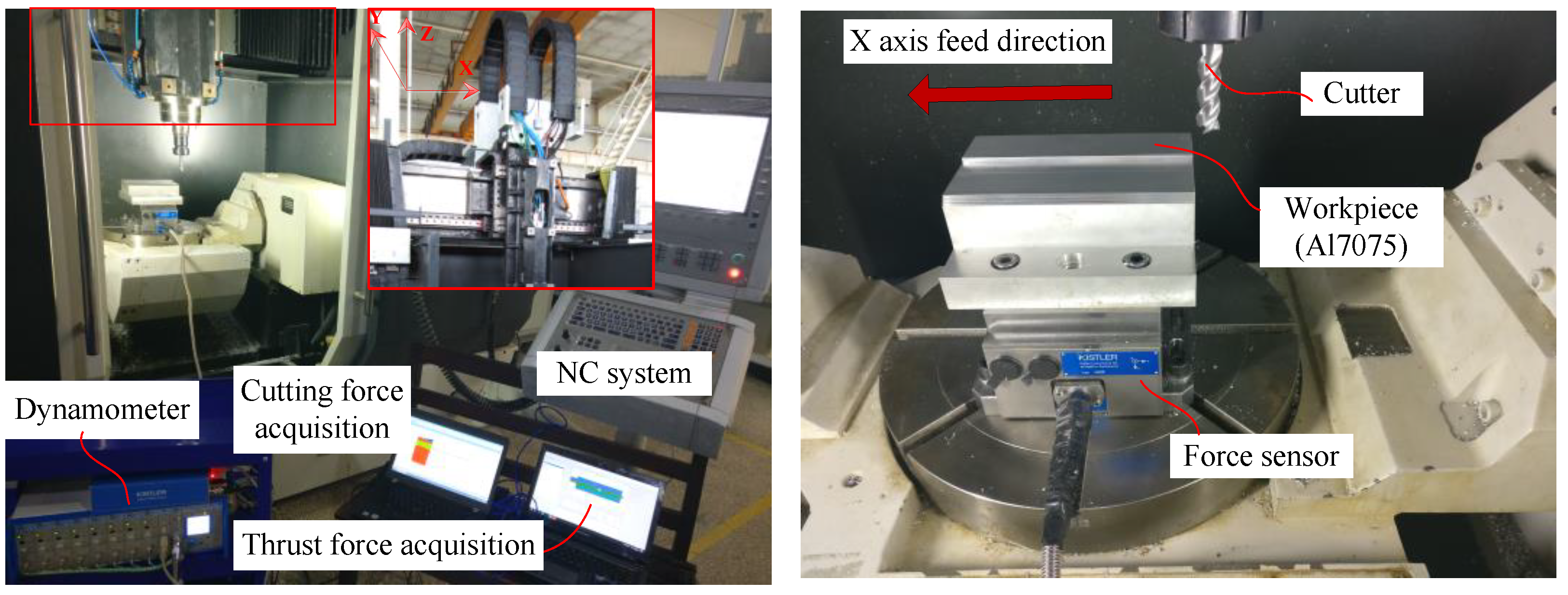
4.1. Experimental Setup
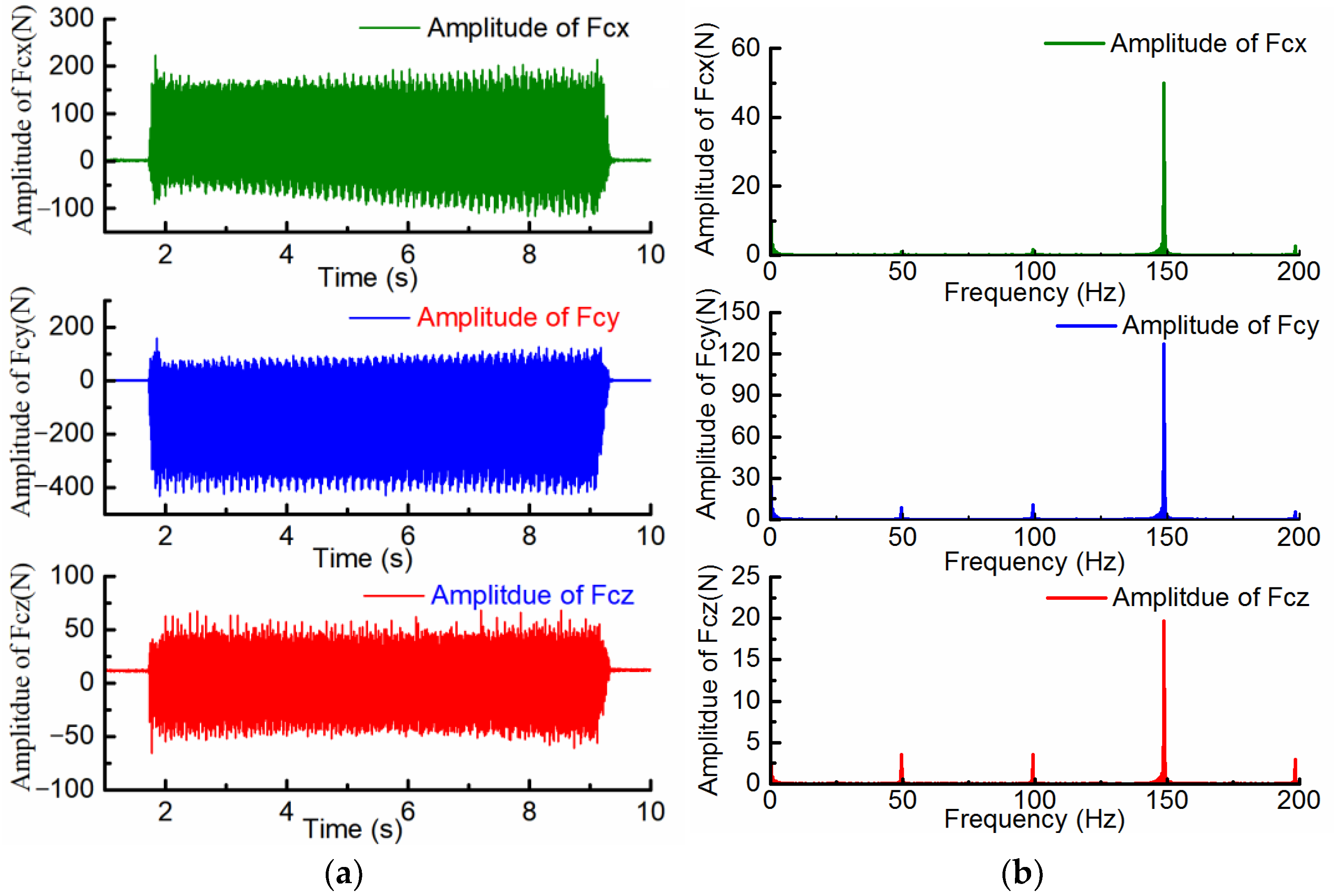
4.2. The Result of the Cutting Force
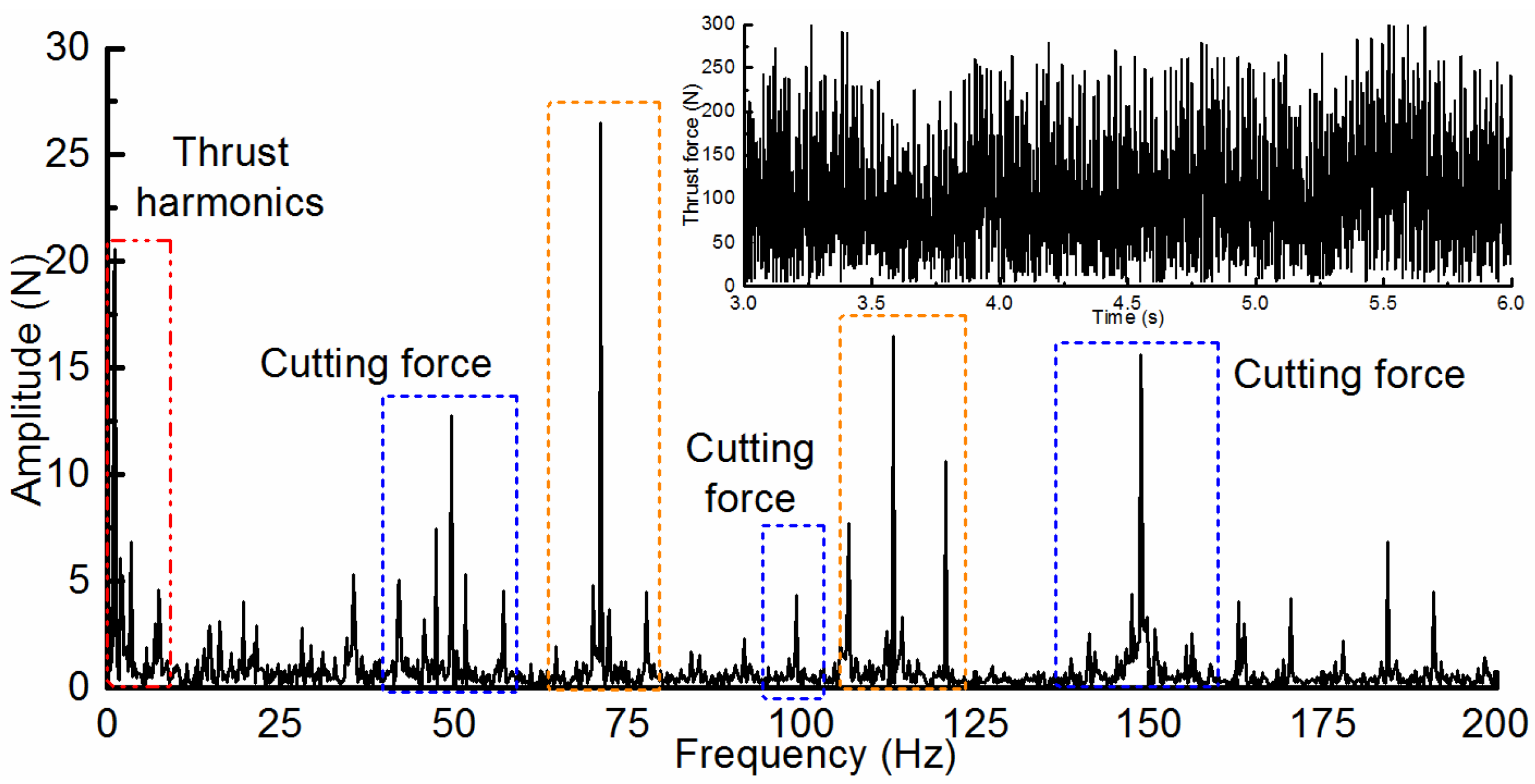
4.3. The Result of the Thrust Force in PMLM
4.4. The Result of the Dynamic Precision of the Direct-Driven Feed System
5. Discussions
- (1)
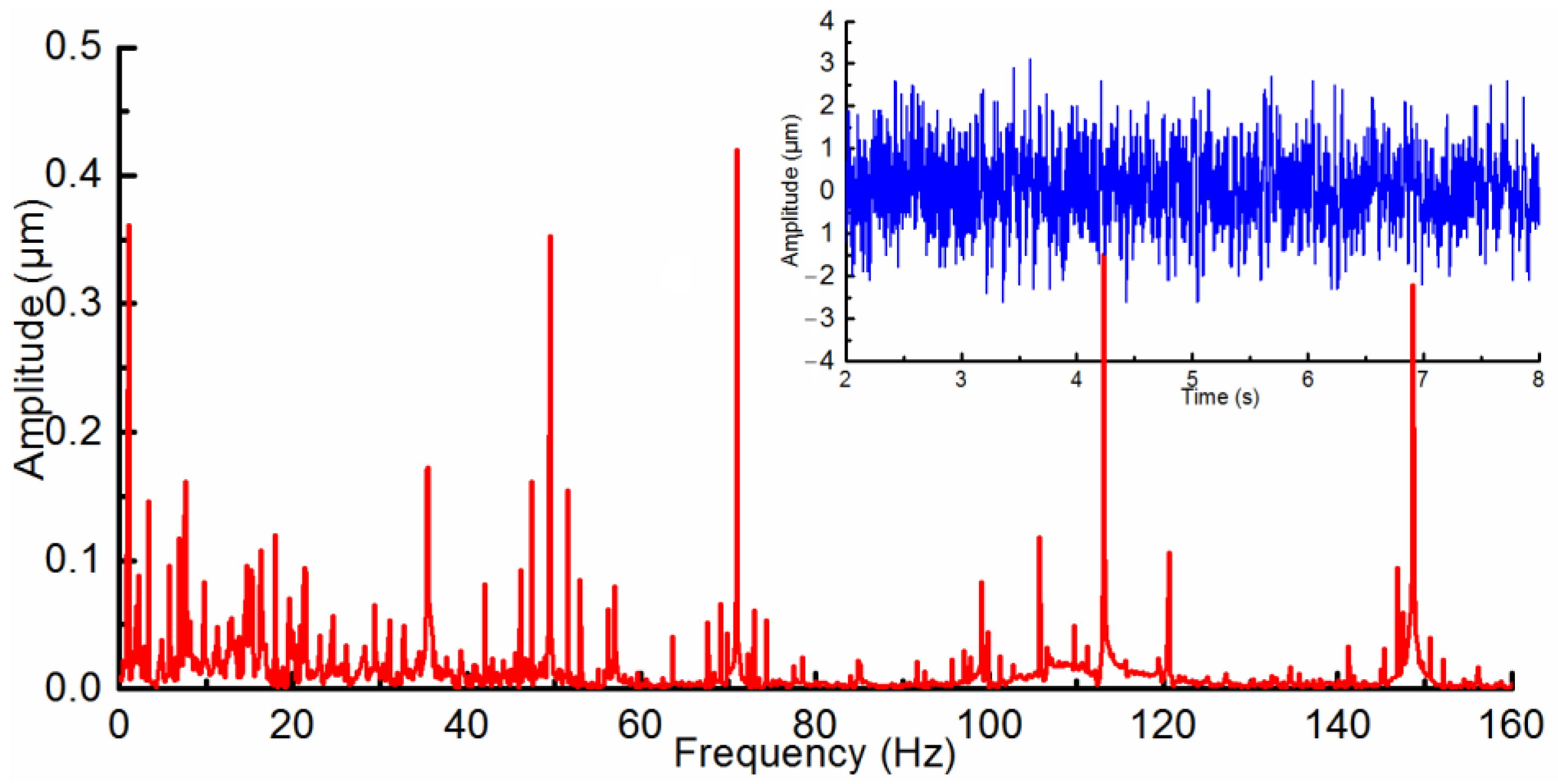
- It can be seen from Figure 5 and Figure 7 that there are a large number of thrust harmonics and displacement fluctuations caused by other unknown factors. The modal analysis of the machine tool is carried out, and the modal distribution within 200Hz is shown in Table 7. It can be obtained from Table 7, Figure 5 and Figure 7 that several mechanical vibration modes (such as 36.32 Hz, 50.92 Hz, 72.42 Hz, and 113.65 Hz) are excited during the machining process, which aggravates electromechanical couplings, leading to much more thrust harmonics and displacement fluctuations.
- (2)
- Thrust spectrum of PMSLM with different conditions is shown in Figure 8. Figure 8a is the thrust spectrum only considering the cutting force and thrust harmonics. Figure 8b is the thrust spectrum considering the main mechanical vibrations of the machine tool. Figure 8c is the thrust spectrum considering the couplings caused by the cutting force.
- (3)
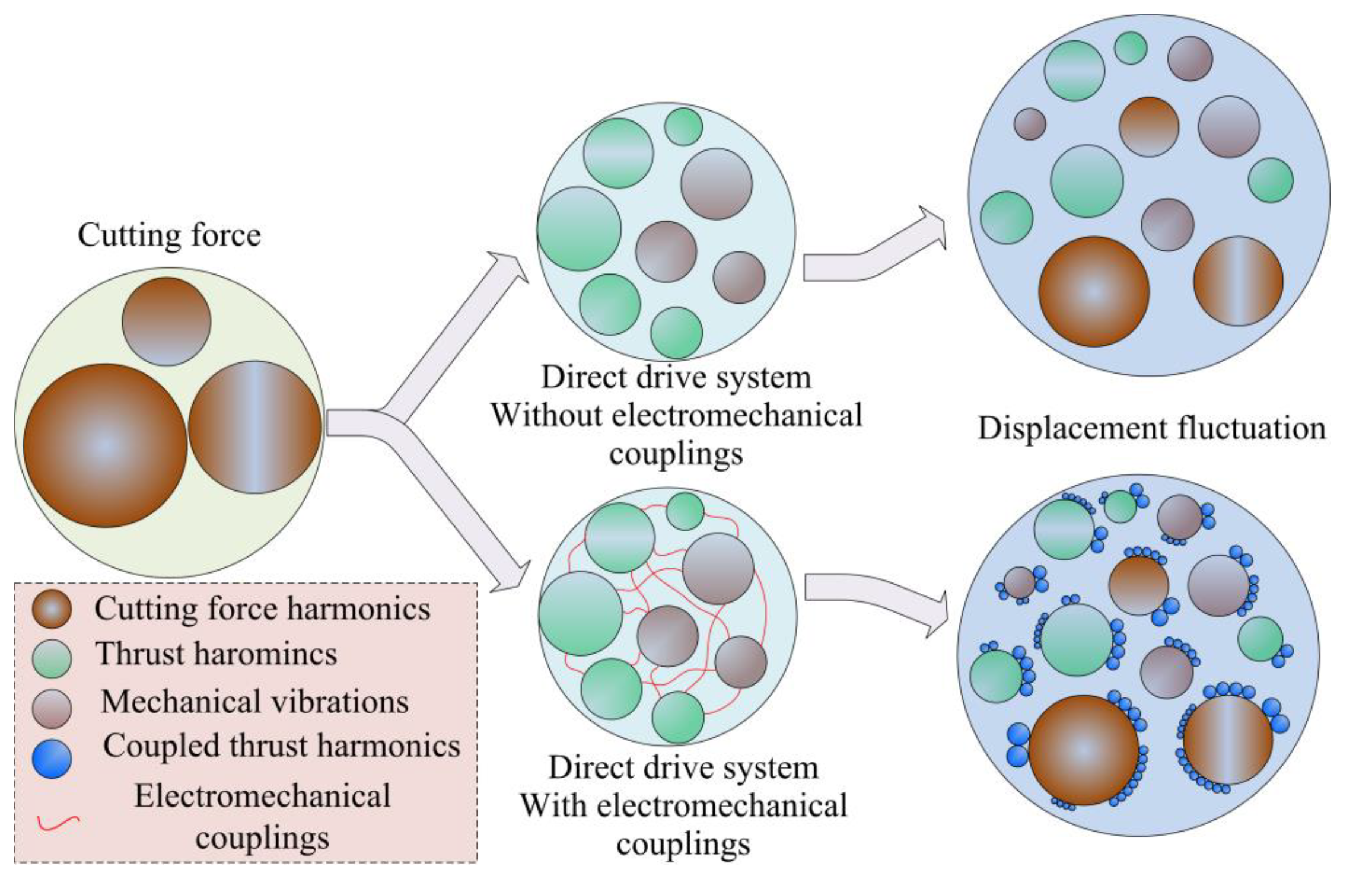
- In the direct drive feed system, there are dynamic electromechanical couplings between the servo system and the mechanical system. The thrust harmonics directly act on the mechanical system, leading to obvious displacement fluctuation. Meanwhile, mechanical vibrations will affect the thrust force characteristics through the air-gap fluctuation and the feedback signal. In the machining process, the electromechanical coupling will deteriorate the influence of the cutting force harmonics on the mechanical system as shown in Figure 9. Lots of paired new thrust harmonics, which are produced by the couplings between the cutting force and original thrust harmonics, will appear on both sides of the adjusted thrust due to the cutting force. The influence of the machining process on the mechanical system will be extended from the discrete frequency point caused by the cutting force to approximate frequency band caused by the thrust force, affecting the dynamic precision of the feed system and the cutting stability of the machine tool.
6. Conclusions
- (1)
- The dynamic electromechanical couplings between the servo system and mechanical system in the direct drive feed system will aggravate the effects of the machining process on the thrust force and mechanical characteristics of the feed system. The cutting force harmonics with multi-frequencies will be coupled with the non-linearity of the drive circuit and motor structure through the mechanical vibrations. A large number of new paired thrust harmonics will be produced. The frequencies of these new coupled thrust harmonics are related to the frequencies of the original thrust force harmonics and these of the mechanical vibrations caused by the cutting force harmonics.
- (2)
- The influence of the machining process on the direct drive system will be extended from the discrete frequency point caused by the cutting force to approximate frequency band caused by the thrust force, which will propose higher requirements for the control system. Especially if the frequency of one of the thrust harmonics is close to a certain natural frequency of the machine tool, the resonance will be aroused, affecting the dynamic precision of the feed system and the cutting stability of the machine tool. In order to make full use of the performance advantages of the direct drive feed system in machine tools, it is necessary to consider the influence of the machining process taking account of the electromechanical couplings. Similar problems are more prominent in the feed system driven by the linear motor with a U-shaped bilateral stator.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| L | Length of the motor mover |
| HA | Height of the motor mover |
| hs | Thickness of the winding |
| τ | Pitch of the permanent magnet |
| Elk | Back electromotive force with load of k-phase coil |
| ik | Armature current of k-phase coil |
| La | Self-inductance of a-phase |
| Lc | Self-inductance of c-phase |
| Mac | Mutual inductance between a-phase and c-phase |
| N | Coil turns |
| F0 | Nominal thrust force |
| xm | Mechanical vibration in feed direction caused by the thrust force |
| θmx | Roll vibration caused by the thrust force |
| θmy | Pitch vibration caused by the thrust force |
| θmz | Yaw vibration caused by the thrust force |
| g’ | Actual height of the air-gap considering the pitch |
| xi(s) | Complex form of the command signal |
| Gp(s) | Controller of the position loop |
| Fcx | Cutting force along x axis |
| Fcz | Cutting force along z axis |
| Fcxj | Amplitude of the cutting force along x axis |
| φcxj | Phase of the cutting force along x axis |
| ωcyj | Frequency of the cutting force along y axis |
| Fczj | Amplitude of the cutting force along z axis |
| φczj | Phase of the cutting force along z axis |
| Lmb | Width of the motor mover |
| Ar | Amplitude of the roll vibration |
| Ap | Amplitude of the pitch vibration |
| iqce0 | Amplitude of the regulated current |
| τs | Tooth pitch |
| h | Thickness of the permanent magnet |
| wp | Width of the permanent magnet |
| g | Height of the air-gap |
| Emk | Back electromotive force without load of k-phase coil |
| v | Velocity |
| Lb | Self-inductance of b-phase |
| Mab | Mutual inductance between a-phase and b-phase |
| Mbc | Mutual inductance between b-phase and c-phase |
| l | Width of the coil |
| Fmr | Thrust harmonics |
| xc | Mechanical vibration in feed direction caused by the cutting force |
| θcx | Roll vibration caused by the cutting force |
| θcy | Pitch vibration caused by the cutting force |
| θcz | Yaw vibration caused by the cutting force |
| Lmb | Width of the motor mover. |
| xe(s) | Complex forms of the deviation signal |
| Gv(s) | Controller of the velocity loop |
| Fcx | Cutting force along y axis |
| ws | Width of the slot opening |
| ωcxj | Frequency of the cutting force along x axis |
| Fcyj | Amplitude of the cutting force along y axis |
| φcyj | Phase of the cutting force along y axis |
| ωczj | Frequency of the cutting force along z axis |
| Br | Residual flux density |
| h | Thickness of the permanent magnet |
| ωr0 | Angular frequency of the roll vibration |
| ωp0 | Angular frequency of the pitch vibration |
References
- Altintas, Y.; Verl, A.; Brecher, C.; Uriarte, L.; Pritschow, G. Machine tool feed drives. CIRP Ann.—Manuf. Technol. 2011, 60, 779–796. [Google Scholar] [CrossRef]
- Yang, X.J.; Song, B.F.; Xuan, J.L. Effects of the mechanical vibrations on the thrust force characteristics for the PMLM driven motion system. Mech. Syst. Signal Process. 2022, 175, 109110. [Google Scholar] [CrossRef]
- Wang, W.T.; Zhao, J.W.; Song, J.C.; Dong, F.; Zong, K.F.; Li, G.H. Thrust performance improvement for PMSLM through double-layer reverse skewed coil and WRF-MKH method. IEEE/ASME Trans. Mechatron. 2020, 25, 2950–2960. [Google Scholar] [CrossRef]
- Min, S.G.; Sarlioglu, B. Analytical Prediction and Multiconstrained Nonlinear Optimization of Slotted Linear PM Motors Taking Into Account Two-Dimensional End Effects. IEEE Trans. Ind. Electron. 2020, 67, 2965–2976. [Google Scholar] [CrossRef]
- Zhao, J.W.; Wang, L.J.; Dong, F.; He, Z.Y.; Song, J.C. Robust High Bandwidth Current Regulation for Permanent Magnet Synchronous Linear Motor Drivers by Using Two-Degree-of-Freedom Controller and Thrust Ripple Observer. IEEE Trans. Ind. Electron. 2020, 67, 1804–1812. [Google Scholar] [CrossRef]
- Zhao, W.X.; Yang, A.C.; Ji, J.H.; Chen, Q.; Zhu, J.H. Modified Flux Linkage Observer for Sensorless Direct Thrust Force Control of Linear Vernier Permanent Magnet Motor. IEEE Trans. Power Electron. 2019, 34, 7800–7811. [Google Scholar] [CrossRef]
- Chen, S.Y.; Chiang, H.H.; Liu, T.S.; Chang, C.H. Precision motion control of permanent magnet linear synchronous motors using adaptive fuzzy fractional-order sliding-mode control. IEEE/ASME Trans. Mechatron. 2019, 24, 741–752. [Google Scholar] [CrossRef]
- He, Z.Y.; Dong, F.; Zhao, J.W.; Wang, L.J.; Song, J.C.; Wang, Q.J. Thrust Ripple Reduction in Permanent Magnet Synchronous Linear Motor Based on Tuned Viscoelastic Damper. IEEE Trans. Ind. Electron. 2019, 66, 977–987. [Google Scholar] [CrossRef]
- Yang, R.; Wang, M.Y.; Li, L.Y.; Zenggu, Y.M.; Jiang, J.L. Integrated Uncertainty/Disturbance Compensation with Second-Order Sliding-Mode Observer for PMLSM-Driven Motion Stage. IEEE Trans. Power Electron. 2019, 33, 2597–2607. [Google Scholar] [CrossRef]
- Yang, R.; Wang, M.Y.; Li, L.Y.; Wang, G.L.; Zhong, C.B. Robust Predictive Current Control of PMLSM With Extended State Modeling Based Kalman Filter: For Time-Varying Disturbance Rejection. IEEE Trans. Power Electron. 2020, 35, 2208–2221. [Google Scholar] [CrossRef]
- Wojciechowski, S.; Matuszak, M.; Powałka, B.; Madajewski, M.; Maruda, R.W.; Krolczyk, G.M. Prediction of cutting forces during micro end milling considering chip thickness accumulation. Int. J. Mach. Tools Manuf. 2019, 147, 103466. [Google Scholar] [CrossRef]
- Chen, Y.; Lu, J.; Deng, Q.; Ma, J.; Liao, X. Modeling study of milling force considering tool runout at different types of radial cutting depth. J. Manuf. Process. 2022, 76, 486–503. [Google Scholar] [CrossRef]
- Wan, M.; Wang, Y.T.; Zhang, W.H.; Yang, Y.; Dang, J.W. Prediction of chatter stability for multiple-delay milling system under different cutting force models. Int. J. Mach. Tools Manuf. 2011, 51, 281–295. [Google Scholar] [CrossRef]
- Dang, J.W.; Zhang, W.H.; Yang, Y.; Wan, M. Cutting force modeling for flat end milling including bottom edge cutting effect. Int. J. Mach. Tools Manuf. 2010, 50, 986–997. [Google Scholar] [CrossRef]
- Wang, B.; Liu, Z.; Cai, Y.; Luo, X.; Ma, H.; Song, Q.; Xiong, Z. Advancements in material removal mechanism and surface integrity of high speed metal cutting: A review. Int. J. Mach. Tools Manuf. 2021, 166, 103744. [Google Scholar] [CrossRef]
- Liang, T.; Lu, D.; Yang, X.; Zhang, J.; Ma, X.; Zhao, W. Feed fluctuation of ball screw feed systems and its effects on part surface quality in machine tools. Int. J. Mach. Tools Manuf. 2016, 101, 1–9. [Google Scholar] [CrossRef]
- Neugebauer, R.; Denkena, B.; Wegener, K. Mechatronic Systems for Machine Tools. CIRP Ann.—Manuf. Technol. 2007, 56, 657–686. [Google Scholar] [CrossRef]
- Ramon, M.; Giacomo, B. Mechatronic Analysis of Machine Tools. Proc. JMechE Part B J. Eng. Manuf. 2006, 220, 345–353. [Google Scholar]
- Weck, M.; Krueger, P.; Brecher, C. Limits for controller settings with electric linear direct drives. Int. J. Mach. Tools Manuf. 2001, 41, 65–88. [Google Scholar] [CrossRef]
- Szolc, T.; Konowrocki, R.; Michajłow, M.; Pręgowska, A. An investigation of the dynamic electromechanical coupling effects in machine drive systems driven by asynchronous motors. Mech. Syst. Signal Process. 2014, 49, 118–134. [Google Scholar] [CrossRef]
- Yang, X.J.; Lu, D.; Liu, H.; Zhao, W.H. Integrated modeling and analysis of the multiple electromechanical couplings for the direct driven feed system in machine tools. Mech. Syst. Signal Process. 2018, 106, 140–157. [Google Scholar] [CrossRef]
- Li, B.; Tian, X.; Zhang, M. Modeling and multi-objective optimization of cutting parameters in the high-speed milling using RSM and improved TLBO algorithm. Int. J. Adv. Manuf. Technol. 2020, 111, 1–13. [Google Scholar] [CrossRef]
- Kundrak, J.; Karpuschewski, B.; P’almai, Z. The energetic characteristics of milling with changing cross-section in the definition of specific cutting force by FEM method. CIRP J. Manuf. Sci. Technol. 2021, 32, 61–69. [Google Scholar] [CrossRef]
- Liu, Y.; Xiong, Z.H.; Liu, Z.Q. Stochastic cutting force modeling and prediction in machining. J. Manuf. Sci. E-Trans. ASME 2020, 142, 1–34. [Google Scholar] [CrossRef]
- Fu, D.; Xu, Y.; Gillon, F.; Gong, J.; Bracikowski, N. Presentation of a novel transverse-flux permanent magnet linear motor and its magnetic field analysis based on Schwarz-christoffel mapping method. IEEE Trans. Magn. 2018, 54, 6000204. [Google Scholar] [CrossRef]
- Zeng, L.; Chen, X.; Li, X.; Jiang, W.; Luo, X. A thrust force analysis method for permanent magnet linear motor using Schwarz-Christoffel mapping and considering slotting effect, end effect, and magnet Shape. IEEE Trans. Mag. 2015, 51, 8107609. [Google Scholar] [CrossRef]
- Yang, X.J.; Lu, D.; Zhao, W.H. Decoupling and effects of the mechanical vibration on the dynamic precision for the direct-driven machine tool. Int. J. Adv. Manuf. Technol. 2018, 95, 3243–3258. [Google Scholar] [CrossRef]
- Yang, X.J.; Lu, D.; Zhang, J.; Zhao, W.H. Investigation on the displacement fluctuation of the linear motor feed system considering the linear encoder vibration. Int. J. Mach. Tools Manuf. 2015, 98, 33–40. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Value |
|---|---|
| Position travel (mm) | 600 |
| Continuous force (N) | 2920 |
| Peak force (N) | 11,500 |
| Force constant (N/A) | 165 |
| Height of the air-gap (mm) | 1.0 |
| Length of mover (mm) | 255 |
| Pitch of permanent magnet (mm) | 22 |
| Tooth pitch (mm) | 13 |
| Acceleration (m/s/s) | 15 |
| Max velocity (m/min) | 90 |
| Name | Value | |
|---|---|---|
| Workpiece | Material | Al7075 |
| Cutter parameters | Tooth number | 3 |
| Diameter (mm) | 16 | |
| Milling parameters | Type | Side milling |
| Feed rate (mm/min) | 1500 | |
| Spindle speed (r/min) | 3000 | |
| ap (mm) | 2 | |
| ac (mm) | 2 |
| Order | Source | Frequency (Hz) | Amplitude(μm) |
|---|---|---|---|
| 1 | End effect | 1.08 | 20.58 |
| 2 | Slotting effect | 1.91 | 6.11 |
| 3 | Drive circuit | 3.42 | 6.84 |
| 4 | Drive circuit | 6.74 | 1.53 |
| 5 | Slotting effect, drive circuit | 7.40 | 4.62 |
| Order | Source | Test Results (Hz) | Theoretical Calculations (Hz) | Deviation (%) |
|---|---|---|---|---|
| 1 | Air-gap Fluctuation | 35.41 | 35.90 | 1.36 |
| 2 | Air-gap Fluctuation | 39.24 | 39.32 | 0.20 |
| 3 | Air-gap Fluctuation | 42.07 | 41.94 | 0.31 |
| 4 | Full-loop Control | 42.07 | 42.18 | 0.26 |
| 5 | Air-gap Fluctuation | 43.24 | 42.74 | 1.17 |
| 6 | Full-loop Control | 42.90 | 42.84 | 0.14 |
| 7 | Air-gap Fluctuation | 44.74 | 43.85 | 2.03 |
| 8 | Air-gap Fluctuation | 45.57 | 45.76 | 0.41 |
| 9 | Full-loop Control | 46.08 | 46.16 | 0.17 |
| 10 | Full-loop Control | 47.41 | 47.66 | 0.52 |
| 11 | Full-loop Control | 51.57 | 51.49 | 0.15 |
| 12 | Full-loop Control | 53.07 | 52.99 | 0.15 |
| 13 | Air-gap Fluctuation | 53.07 | 53.4 | 0.62 |
| 14 | Air-gap Fluctuation | 55.07 | 55.31 | 0.43 |
| 15 | Full-loop Control | 57.24 | 56.32 | 1.63 |
| 16 | Air-gap Fluctuation | 56.24 | 56.42 | 0.32 |
| 17 | Full-loop Control | 56.24 | 56.98 | 1.30 |
| 18 | Air-gap Fluctuation | 57.07 | 57.22 | 0.26 |
| 19 | Air-gap Fluctuation | 59.57 | 59.84 | 0.45 |
| 20 | Air-gap Fluctuation | 63.41 | 63.26 | 0.24 |
| Order | Source | Test Results (Hz) | Theoretical Calculations (Hz) | Deviation (%) |
|---|---|---|---|---|
| 1 | Air-gap Fluctuation | 85.23 | 85.55 | 0.37 |
| 2 | Air-gap Fluctuation | 88.90 | 88.97 | 0.08 |
| 3 | Air-gap Fluctuation | 91.73 | 91.59 | 0.15 |
| 4 | Full-loop Control | 91.73 | 91.83 | 0.11 |
| 5 | Air-gap Fluctuation | 92.57 | 92.39 | 0.19 |
| 6 | Full-loop Control | 92.57 | 92.49 | 0.09 |
| 7 | Air-gap Fluctuation | 93.57 | 93.5 | 0.07 |
| 8 | Air-gap Fluctuation | 95.23 | 95.41 | 0.19 |
| 9 | Full-loop Control | 95.56 | 95.81 | 0.26 |
| 10 | Full-loop Control | 97.06 | 97.32 | 0.27 |
| 11 | Full-loop Control | 101.23 | 101.14 | 0.09 |
| 12 | Full-loop Control | 102.73 | 102.65 | 0.08 |
| 13 | Air-gap Fluctuation | 103.23 | 103.05 | 0.17 |
| 14 | Air-gap Fluctuation | 104.73 | 104.96 | 0.22 |
| 15 | Full-loop Control | 105.57 | 105.97 | 0.38 |
| 16 | Air-gap Fluctuation | 106.06 | 106.07 | 0.01 |
| 17 | Full-loop Control | 106.73 | 106.63 | 0.09 |
| 18 | Air-gap Fluctuation | 106.73 | 106.87 | 0.13 |
| 19 | Air-gap Fluctuation | 109.73 | 109.49 | 0.22 |
| 20 | Air-gap Fluctuation | 113.06 | 112.91 | 0.13 |
| Order | Source | Test Results (Hz) | Theoretical Calculations (Hz) | Deviation (%) |
|---|---|---|---|---|
| 1 | Air-gap Fluctuation | 134.89 | 135.05 | 0.12 |
| 2 | Air-gap Fluctuation | 138.72 | 138.47 | 0.18 |
| 3 | Air-gap Fluctuation | 141.39 | 141.09 | 0.21 |
| 4 | Full-loop Control | 141.39 | 141.33 | 0.04 |
| 5 | Air-gap Fluctuation | 142.22 | 141.89 | 0.23 |
| 6 | Full-loop Control | 142.22 | 141.99 | 0.16 |
| 7 | Air-gap Fluctuation | 142.89 | 143.0 | 0.08 |
| 8 | Air-gap Fluctuation | 144.73 | 144.91 | 0.12 |
| 9 | Full-loop Control | 145.39 | 145.31 | 0.06 |
| 10 | Full-loop Control | 146.72 | 146.82 | 0.07 |
| 11 | Full-loop Control | 150.89 | 150.64 | 0.17 |
| 12 | Full-loop Control | 152.22 | 152.15 | 0.05 |
| 13 | Air-gap Fluctuation | 152.22 | 152.55 | 0.22 |
| 14 | Air-gap Fluctuation | 154.55 | 154.46 | 0.06 |
| 15 | Full-loop Control | 155.39 | 155.47 | 0.05 |
| 16 | Air-gap Fluctuation | 155.39 | 155.57 | 0.12 |
| 17 | Full-loop Control | 156.22 | 156.13 | 0.06 |
| 18 | Air-gap Fluctuation | 156.22 | 156.37 | 0.10 |
| 19 | Air-gap Fluctuation | 158.89 | 158.99 | 0.06 |
| 20 | Air-gap Fluctuation | 162.89 | 162.41 | 0.30 |
| Order | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
|---|---|---|---|---|---|---|---|---|
| Frequency (Hz) | 17.03 | 36.32 | 50.92 | 72.42 | 97.54 | 113.65 | 161.13 | 193.28 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, X.; Li, J.; Xuan, J.; Zhao, W. Influence of the Machining Process on the Thrust Force and Mechanical Characteristics for the Direct Drive System. Processes 2023, 11, 17. https://doi.org/10.3390/pr11010017
Yang X, Li J, Xuan J, Zhao W. Influence of the Machining Process on the Thrust Force and Mechanical Characteristics for the Direct Drive System. Processes. 2023; 11(1):17. https://doi.org/10.3390/pr11010017
Chicago/Turabian StyleYang, Xiaojun, Junying Li, Jianlin Xuan, and Wanhua Zhao. 2023. "Influence of the Machining Process on the Thrust Force and Mechanical Characteristics for the Direct Drive System" Processes 11, no. 1: 17. https://doi.org/10.3390/pr11010017
APA StyleYang, X., Li, J., Xuan, J., & Zhao, W. (2023). Influence of the Machining Process on the Thrust Force and Mechanical Characteristics for the Direct Drive System. Processes, 11(1), 17. https://doi.org/10.3390/pr11010017