
Prediction of the Consumption of Raw Materials and Fuels for the Blast Furnace
 , and
, and {kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
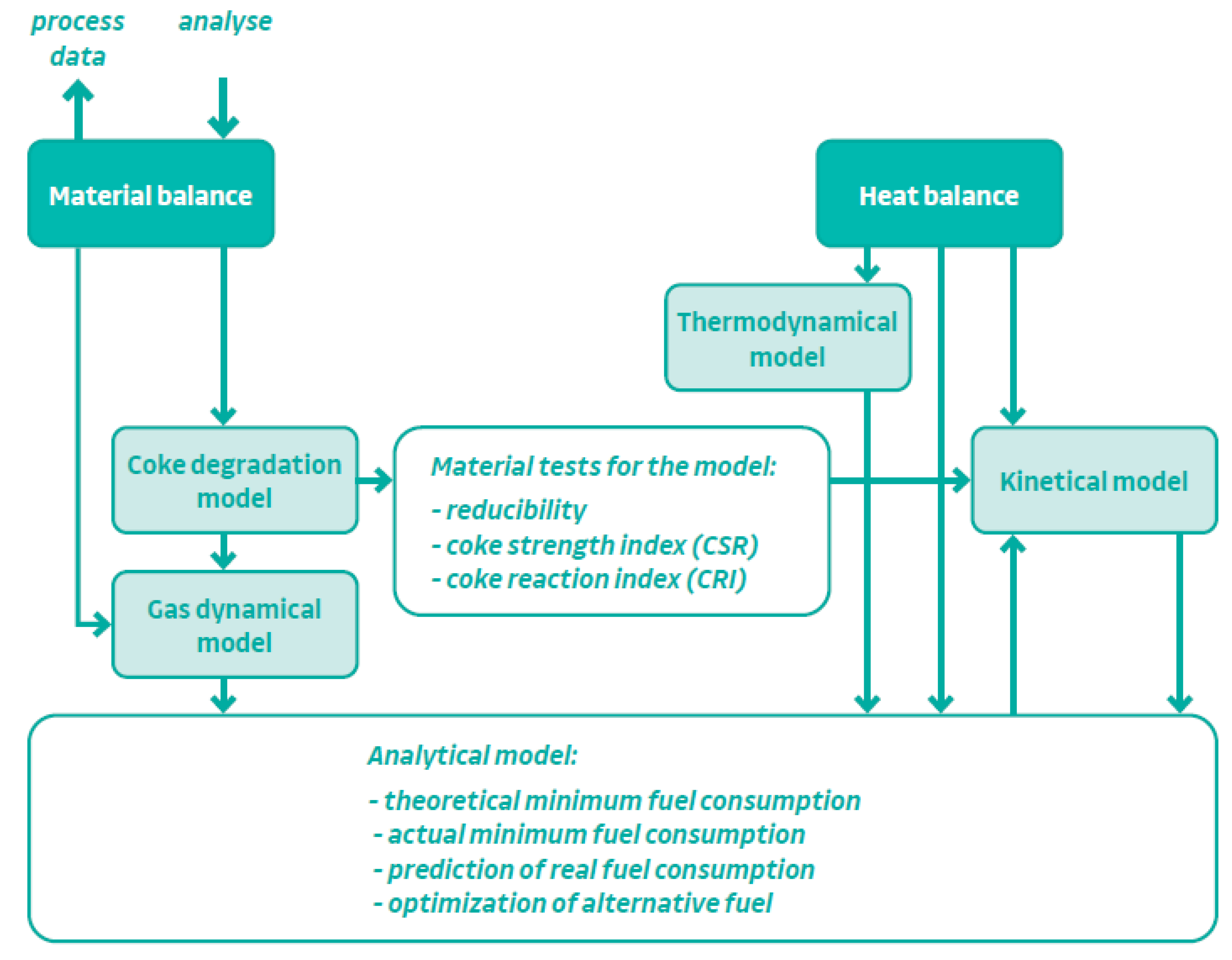
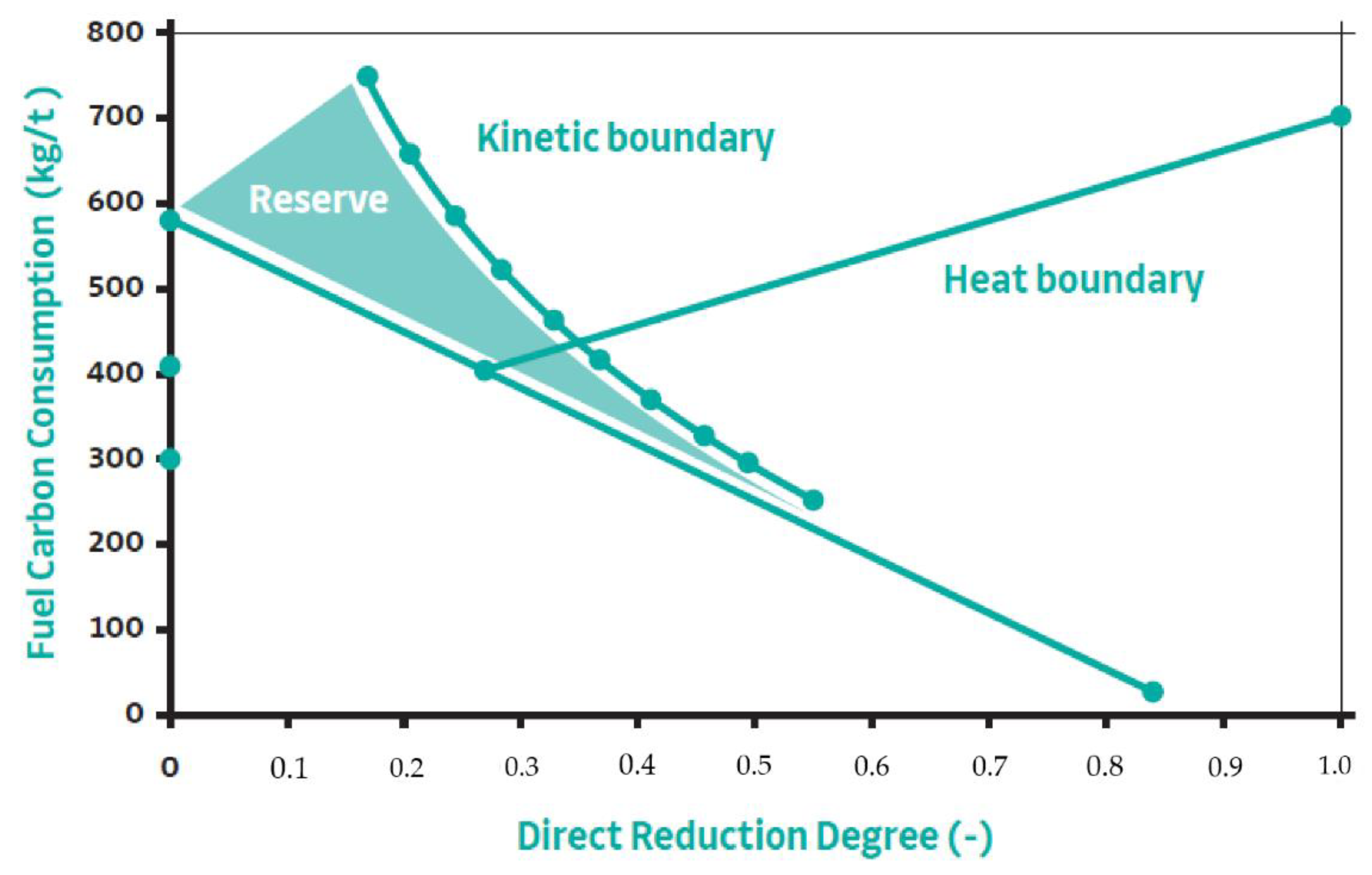
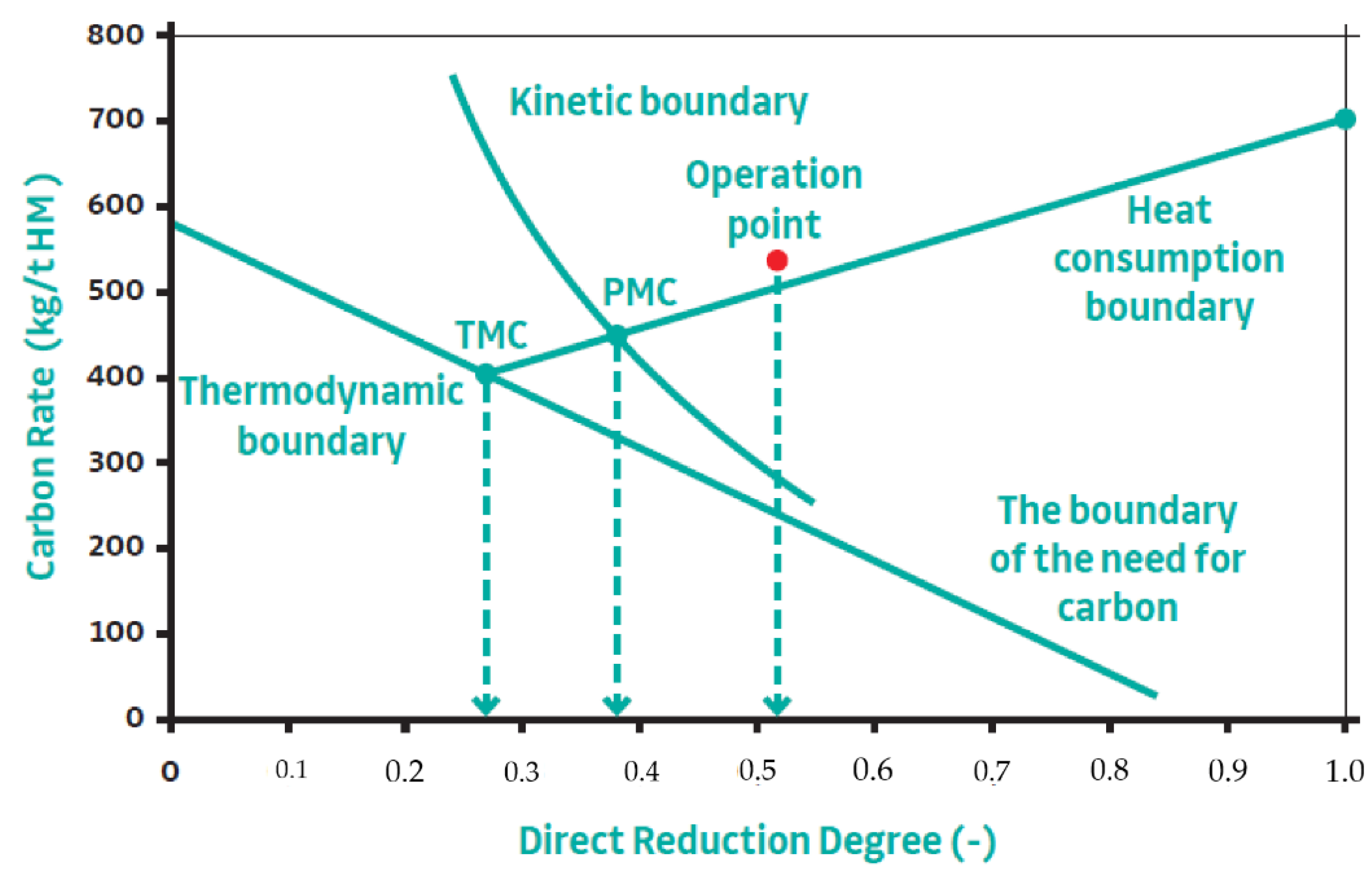
2.1. Method of Predictive Calculation of Specific Carbon Consumption
2.2. Mathematical Model of Coke Degradation in a Blast Furnace
3. Results
3.1. Model Preparation Conditions
- Coke changes its granulometric composition during loading and passing through a blast furnace. The result is a change in the bulk density of the coke and the air void content of the coke layer in the lower part of the furnace.
- The individual phases of coke degradation take place gradually and follow each other.
- Changes in coke granulometry caused by mechanical stress manifest themselves through fragmentation, breakage, and abrasion of the pieces; these changes are considered gradual.
- The volume by which the original volume of the coke pieces is reduced during the reaction of coke carbon with CO2 is proportional to the proportion of coke used for direct reduction.
- The reaction to the oxidation of coke carbon with CO2 takes place mainly on the surface of the pieces, resulting in a reduction in the apparent volume and size of the pieces. Upon descending the furnace, the reduced pieces approach each other until they touch each other
- The reaction of coke carbon with CO2 inside the pores results in a reduction in the apparent density of coke. The proportion of the reaction inside the pores in the total reaction of coke carbon with CO2 depends on temperature, coke porosity, and the shape of the pores.
- The reaction of coke carbon with CO2 on the surface of the pieces is manifested by the same reduction of the radial dimension of the piece, regardless of the original size.
- To calculate the reduction in the radial dimension, a spherical shape of the pieces and a uniform distribution according to their size in the entire range of granulometric groups are assumed.
- The following equation was derived for the decrease in apparent coke volume by reaction with CO2 (ΔV):
- 10.
- Abrasion of the damaged layers will also result in a further reduction in the radial dimension of the pieces in the individual groups. Similar to the reduction due to the reaction of coke carbon with CO2, the spherical shape of the pieces, their uniform size distribution over the entire range of the individual groups, and the same value of the reduction of the radial dimension of the pieces regardless of the original size are assumed here. Analogous assumptions also apply to the reduction of pieces by abrasion in the top part of the furnace.
- 11.
- The volume fraction of the surface layers of pieces disturbed by the reaction of coke carbon with CO2 depends on the proportion of reaction of coke carbon with CO2 inside the pores, the porosity of the input coke and its character, the reactivity of the coke mass, and increases in the volume fraction of a group by less than 10 mm.
- 12.
- As a result of the reduction in coke strength and the formation of cracks during high-temperature heating, some pieces of coke crack (along the cracks) and group 5 to 15 mm apart from the surface of larger pieces. The degree of high-temperature degradation depends on the temperature and its duration of action.
- 13.
- Iron carburization affects the reduction in the size of coke pieces. The proportion of carbon that is already dissolved in iron in the critical area of the bosh depends on the coke temperature in this part of the furnace.
3.2. Mathematical Model Structure
- Change in granulometry due to fragmentation during loading
- Change in granulometry due to disintegration (breaking) of large pieces in the furnace top and furnace shaft
- Change in granulometry due to abrasion in the furnace shaft
- Change in granulometry due to the reaction of coke carbon with CO2 on the surface of the pieces and carbonization of iron
- Change in granulometry due to coke surface rupture after reaction with CO2
- Change in granulometry due to high-temperature decomposition of coke
- Determination of the interstices of the coke layer based on the resulting granulometric composition of the coke in the saddle
- Determination of the interstices of the real coke layer in the bosh
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bartusch, H.; Ana María, F.S.; Magnus, F.; Frank, S.; Frank, S. Erhöhung der Energie- und Ressourceneffizienz und Reduzierung der Treibhausgasemissionen in der Eisen, Stahl und Zinkindustrie. Produktion und Energie; KIT Scientific Publishing: Karlsruhe, Germany, 2013; p. 190. ISBN 978-3-86644-857-5. [Google Scholar]
- Danloy, G. Modelling of the blast furnace internal state with MOGADOR. Rev. Métallurgie–CIT 2009, 106, 382–386. [Google Scholar] [CrossRef]
- Jeschar, R.; Bittner, H.G. A theoretical model coupling kinetic of ore reduction and coke gasification in blast furnaces. In Proceedings of the European Ironmaking Congress, Aachen, Germany, 14-17 September 1986; Volume 3, p. PII/1, Verlag Stahleisen. [Google Scholar]
- Tappeiner, T.; Kepplinger, W.L. Modell zur Ermittlung des Reduktionsmittelbedarf bei der Roheisenerzeugung. Stahl Eisen 2010, 5, 43–49. [Google Scholar]
- Lehmann, J. Thermodynamics, precipitation kinetic, coupled models development: Three main axes of research in physical chemistry at ArcelorMittal global r&d Maizieres process. Steel Res. Int. 2010, 81, 772–777. [Google Scholar]
- Kulinich, V.I. Thermodynamic Modeling of Blast-furnace Smelting of Hot Metal. Steel Transl. 2007, 37, 356–361. [Google Scholar] [CrossRef]
- Bernasowski, M.; Ledzki, A.; Stachura, R.; Klimczyk, A. Basic structure of the fuel rate optimization model and its practical use at the blast furnace technology. In Proceedings of the Metal 2014: International Conference on Metallurgy and Materials, Brno, Czech Republic, 21–23 May 2014; ISBN 978-80-87294-54-3. [Google Scholar]
- Li, M.; Wang, X.; Yao, H.; Saxén, H.; Yu, Y. Analysis of particle size distribution of coke on blast furnace belt using object detection. Processes 2022, 10, 1902. [Google Scholar] [CrossRef]
- Gasparini, V.M.; de Castro, L.F.A.; Quintas, A.C.B.; de Souza Moreira, V.E.; Viana, A.O.; Andrade, D.H.B. Thermo-chemical model for blast furnace process control with the prediction of carbon consumption. J. Mater. Res. Technol. 2017, 6, 220–225. [Google Scholar] [CrossRef]
- Roubicek, V.; Bilik, J.; Janik, I. Coke and ferrous raw quality for Ironmaking in the specific conditions of the Czech Rebublic. ICSTI/Ironmak. Conf. Proc. 1998, 57, 1679–1685. [Google Scholar]
- Bol’shakov, V.I.; Murav’eva, I.G.; Semenov, Y.S.; Shuliko, S.T.; Shumel’chik, E.I. Predicting the thermal state of the blast-furnace hearth. Steel Transl. 2009, 39, 402–405. [Google Scholar] [CrossRef]
- Liu, Y.; Shen, Y. Modelling and optimisation of biomass injection in ironmaking blast furnaces. Prog. Energy Combust. Sci. 2021, 87. [Google Scholar] [CrossRef]
- Li, Z.; Qi, Z.; Wang, Z.; Zhang, L.; Liang, D.; Dong, Q. Numerical investigation of coke oven gas (COG) injection into an ironmaking blast furnace (BF). Int. J. Hydrogen Energy 2022, 47, 31109–31128. [Google Scholar] [CrossRef]
- Pustejovska, P.; Tuma, J.; Stanek, V.; Kristal, J.; Jursova, S.; Bilik, J. Using a mathematical model of counter-current flow in a blast furnace to evaluate reducibility of iron-ore-bearing raw materials. Steel Res. Int. 2015, 86, 320–328. [Google Scholar] [CrossRef]
- Shatokha, V. Modeling of the effect of hydrogen injection on blast furnace operation and carbon dioxide emissions. Int. J. Miner. Metall. Mater. 2022, 29, 1851–1861. [Google Scholar] [CrossRef]
- Cardoso, W.; Di Felice, R.; Baptista, R. Mathematical Modelling to Predict Fuel Consumption in a Blast Furnace Using Artificial Neural Networks. In IEMAICLOUD 2021: International Conference on Intelligent Emerging Methods of Artificial Intelligence & Cloud Computing; Springer: Cham, Switzerland, 2021; pp. 1–10. [Google Scholar] [CrossRef]
- Venketesan, J.; Mrunmaya, K.P.; Ubayadullah, M.; Voona, S. Blast Furnace Mathematical Model to Evaluate the Impact of Variations in Process Parameters and its Effect on Fuel Rate & Energy Efficiency. Steel Tech. 2020, 14, 15–19. [Google Scholar]
- Wang, Q.; Liu, Z.; Tang, H.; Guo, Z. Experimental and Numerical Investigations on Charging Carbon Composite Briquettes in a Blast Furnace. Metals 2021, 11, 1669. [Google Scholar] [CrossRef]
- Jiang, D. Predictive Modeling of Blast Furnace Gas Utilization Rate Using Different Data Pre-Processing Methods. Metals 2022, 12, 535. [Google Scholar] [CrossRef]
- Bilík, J.; Schutzenhofer, W.; Hiebler, H. Einsatz der mathematischen modellierung in der reduktionsmetallurgie. Berg Hüttenmännische Mon. 1998, 143, 166–169. [Google Scholar]
- Bilík, J.; Schutzenhofer, W.; Lužný, R. Analytické modely vysokopecního pochodu v současné vysokopecní praxi. Hutnické Listy. LIV 1999, 7–8, 13–16. [Google Scholar]
- Brannbacka, J.; Torrkulla, J.; Saxen, H. Simple simulation model of blast furnace hearth. Ironmak. Steelmak. 2005, 32, 479–486. [Google Scholar] [CrossRef]
- Beppler, E.; Grosspietsch, K.H.; Hermann, W.; Lungen, H.B. Evaluation of coke quality in the past five decades to meet the requirements of the blast furnace operators. Cokemak. Int. 2000, 10, 54–61. [Google Scholar]
- Bilík, J.; Pustejovska, P.; Jursová, S. Modelování, Analýza a Predikce Pochodů Výroby Železa z Hlediska Současných Energetických a Ekologických Požadavků. Monografie; Akademické Nakladatelství CERM: Brno, Germany, 2013; p. 130. ISBN 978-80-7204-854-0. [Google Scholar]
- Kret, J.; Pustejovska, P. Predikce kvality surového železa s využitím expertních systémů. In Mozliwosc Ekonomizacji Produkcji w Wydzalach Wielkich Piecow i Spiekalni w Okrese Restrukturyzacji Hutnictwa; Miedzynarodowa Konferencja Naukowo-Techniczna: Warsaw, Poland, 1996; pp. 5–11. ISBN 83-87745-42-1. [Google Scholar]
- Babich, A.; Dieter, S.; Heinrich Wilhelm, G.; Kostas, M. Ironmaking (Textbook); RWTH Aachen University, Department of Ferrous Metallurgy, Wissenschaftsverlag Mainz in Aachen: Aachen, Germany, 2008; p. 402. ISBN 386-13-099-71. [Google Scholar]
- Gerdees, M.; Chaigneau, R.; Lingiardi, O.; Molenaar, R.; van Opbergen, R.; Sha, Y.; Warren, J. Modern Blast Furnace Ironmaking; Verlag Stahleisen GmbH: Düsseldorf, Germany, 2004; p. 118. ISBN 978-1-60750-040-7. [Google Scholar]
- Hauck, T. Neue Wege fűr die Verbesserte Prozessanfűhrung am Hochofen; BFI Kolloguium: Dűsseldorf, Germany, 2008. [Google Scholar]
- Thybas—Thyssen Blast Furnace Automation System. Firemní materiál Thyssen Krupp Stahl AG, Edition 2008.
- Zaimi, S.A. Blast furnace models development and application in ArcelorMittal group. Rev. Métallurgie–CIT 2009, 3, 105–111. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pustějovská, P.; Bilík, J.; Jursová, S.; Kardas, E.; Konstanciak, A. Prediction of the Consumption of Raw Materials and Fuels for the Blast Furnace. Processes 2023, 11, 79. https://doi.org/10.3390/pr11010079
Pustějovská P, Bilík J, Jursová S, Kardas E, Konstanciak A. Prediction of the Consumption of Raw Materials and Fuels for the Blast Furnace. Processes. 2023; 11(1):79. https://doi.org/10.3390/pr11010079
Chicago/Turabian StylePustějovská, Pavlína, Jiří Bilík, Simona Jursová, Edyta Kardas, and Anna Konstanciak. 2023. "Prediction of the Consumption of Raw Materials and Fuels for the Blast Furnace" Processes 11, no. 1: 79. https://doi.org/10.3390/pr11010079