
Optimization Method of Jet Pump Process Parameters and Experimental Study on Optimal Parameter Combinations
Abstract
:1. Introduction
2. Optimization Method for Negative-Pressure Jetting (Jet Pump) Process Parameters
2.1. The Basic Characteristics and Parameters of a Jet Pump [22]
- (1)
- Dimensionless pressure ratio P:
- (2)
- Dimensionless volume flow ratio M:
2.2. Basic Characteristic Equation and Efficiency Equation of Jet Pumps
2.3. Process Parameter Optimization Design Method
2.3.1. Calculation of the Minimum Lifting Pressure Ratio
- (1)
- Loss of hydraulic pressure in the power fluid
- (2)
- Flowback fluid pressure loss
- (3)
- Minimum lifting pressure ratio
2.3.2. Optimal Parameter Calculation [24]
- (1)
- Ideal Pump Efficiency and Optimal Parameters
- (2)
- Optimal Parameters under Actual Operating Conditions
2.3.3. Structural Parameter Calculation [24,25]
- (1)
- Nozzle diameter:
- (2)
- Throat diameter:
- (3)
- Pipe length:
- (4)
- Laryngeal mouth distance:
3. Experimental Setup and Procedures
3.1. Experimental Apparatus
3.2. Experimental Procedures
- (1)
- Prototype Installation: Following the optimization of the experimental results for the jet pump parameters, a parameter combination for the power nozzle, throat, and nozzle throat distance, suitable for general operating conditions, was chosen. In the experiment, 1 mm thick metal gaskets were employed to adjust the nozzle throat distance. These selected jet pump components were then installed onto the negative-pressure sand-flushing tool. Subsequently, a forward nozzle was chosen and installed based on the actual experimental displacement limit.
- (2)
- Tool and Pipeline Installation Preparation: The tool was connected to the high-pressure and return pipelines using dedicated connectors. The tool was securely fastened with suspension ropes and lowered into the simulated wellbore.
- (3)
- Wellbore Preparation: Quartz sand (30–50 mesh) was prepared and introduced into the bottom of the simulated wellbore, creating a bed with a height of approximately 2 m. Clear water was injected into the wellbore through the water supply pipeline to maintain a consistent liquid level. This step prevents air suction and maintains suction efficiency during prototype operation. The return pipeline was connected to the recovery tank.
- (4)
- Data Line Connection: Connectors for pressure gauges and flowmeters were installed at appropriate positions on the pumping pipeline. The other ends of the pressure gauges and flowmeters were linked to a junction box, which was in turn connected to the computer host. This setup facilitated the real-time monitoring and recording of pressure and flow changes on the computer screen.
- (5)
- Fixation of High-Pressure Pipeline: For safety reasons, flat lifting straps were securely installed and locked onto the jet pump pipeline to prevent the risk of fluid spray caused by unstable pipeline connections.
- (6)
- Pump Startup: The pump was gradually initiated to reach the designed test displacement. Once the flow rate and pressure stabilized, the increase in the pump displacement was continued until the pressure reached 25 MPa (a typical design value). The corresponding flow rate and pressure were recorded, the decrease in the liquid level in the wellbore was observed, and the water supply pipeline displacement was adjusted to maintain a stable liquid level.
- (7)
- Ground personnel responsible for the hoist confirmed the stability of the operating parameters before the tool was lowered. When the tool was approximately 30 cm above the sand surface, the bed became fluidized and suspended. Changes in the operating parameters were observed, and the lowering of the tool was continued slowly to avoid potential issues, such as the blockage of internal flow passages due to an excessively thick slurry caused by a rapid descent.
3.3. Experimental Results and Analysis
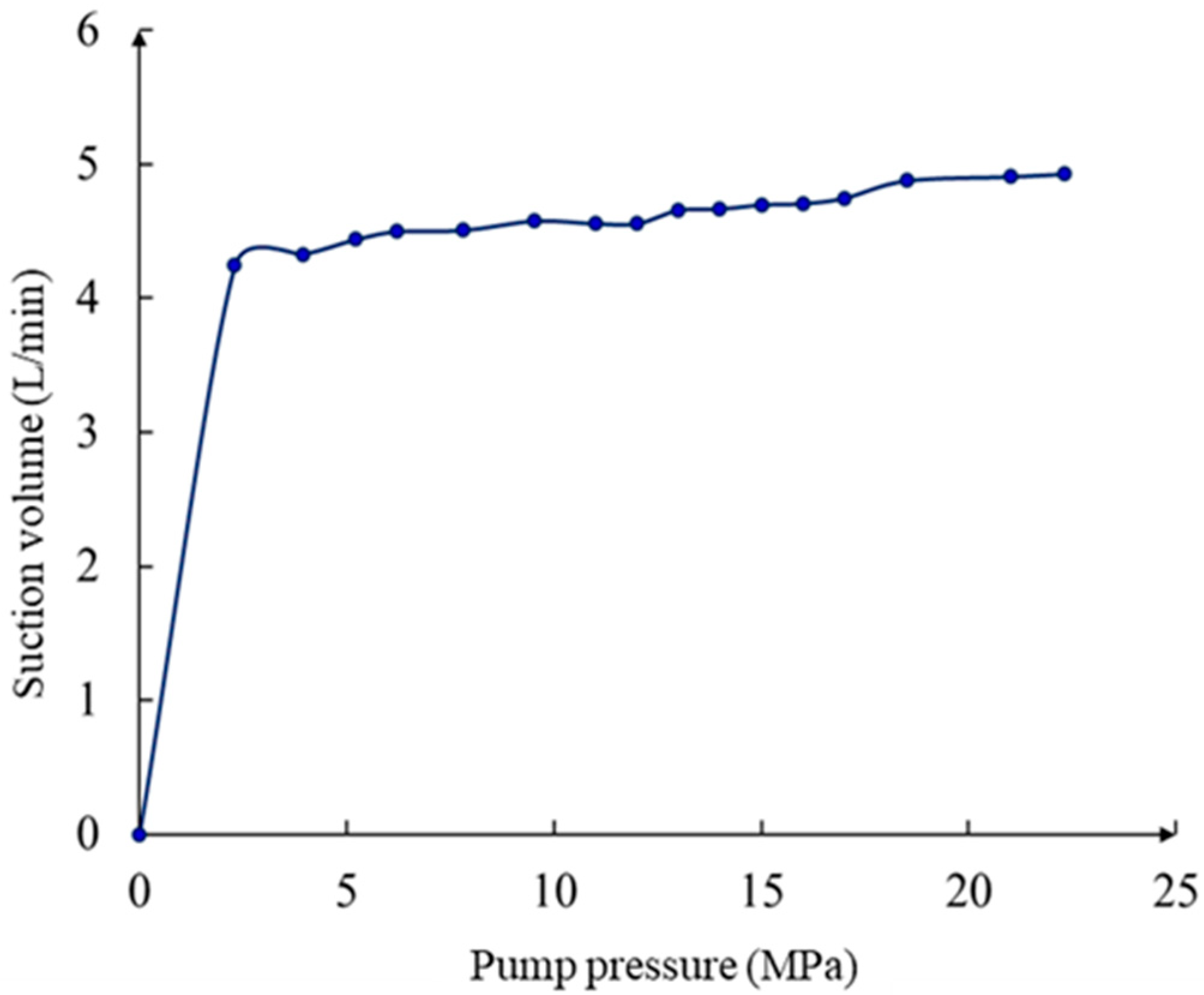
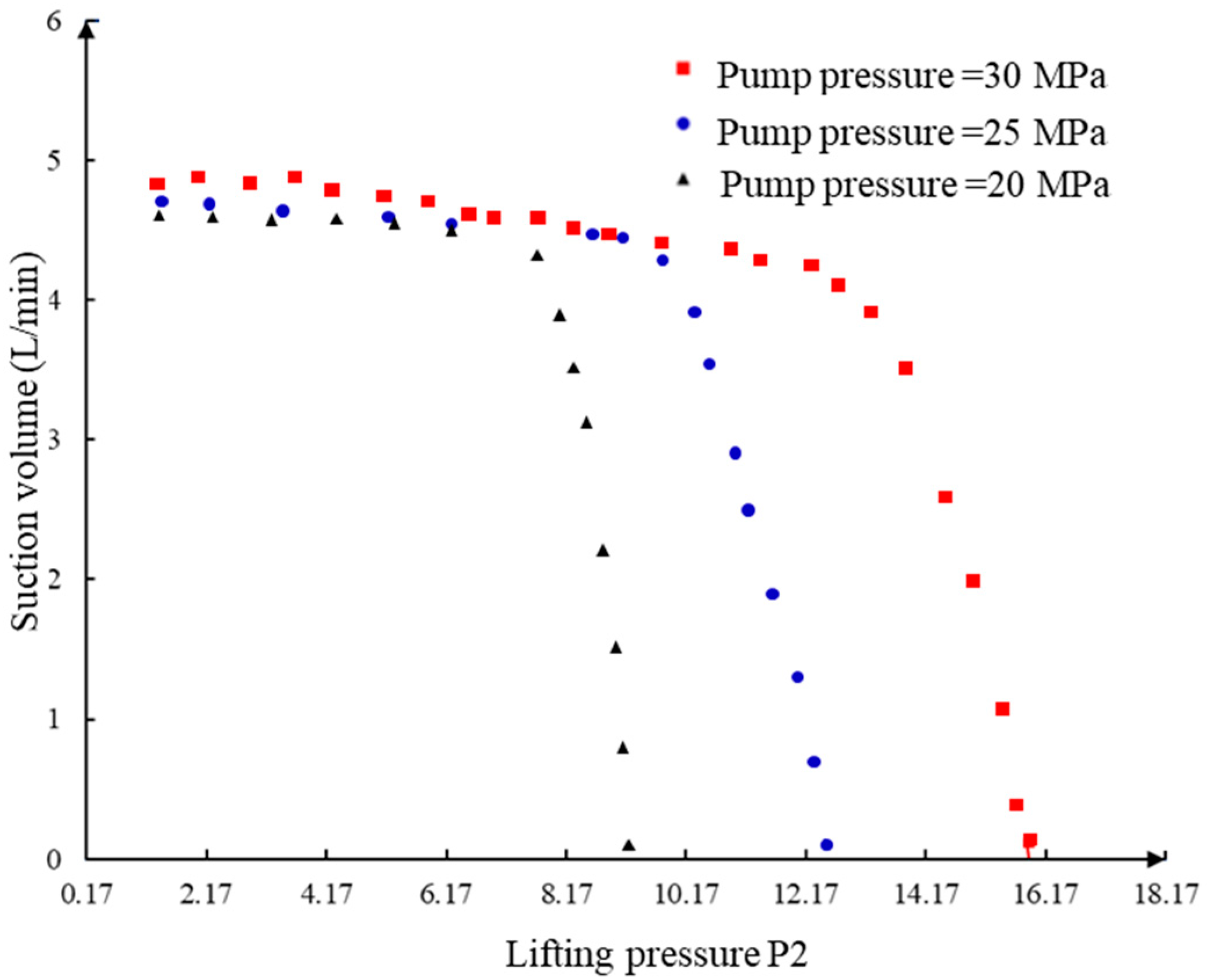
3.3.1. The Influence of Pump Pressure on the Performance of Jet Pumps
3.3.2. The Influence of Nozzle Throat Distance on the Performance of Jet Pumps
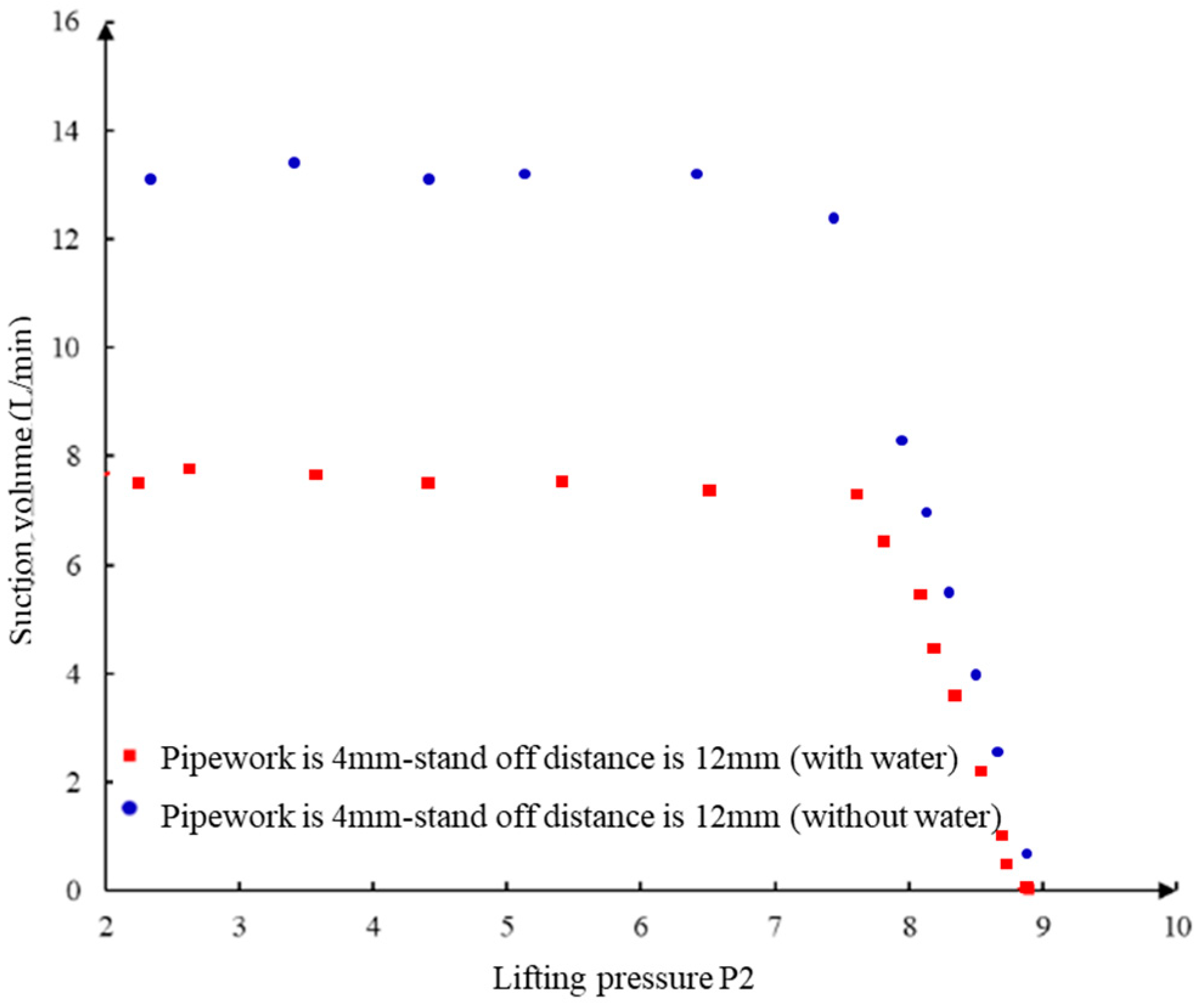
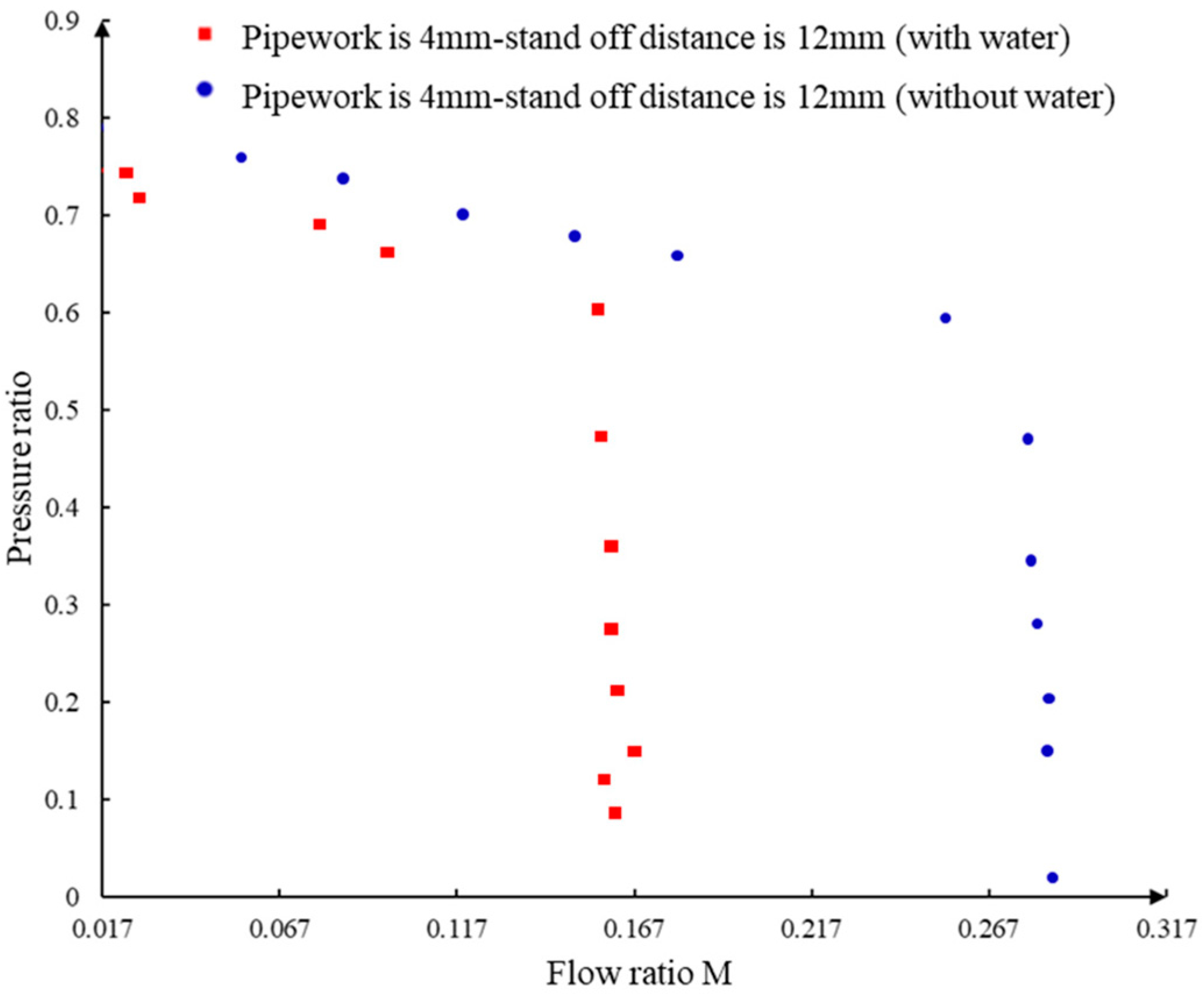
3.3.3. The Impact of Hydraulic Pressure on the Operational Performance of a Jet Pump
3.3.4. The Impact of Nozzle Area Ratio on the Operational Performance of a Jet Pump
4. Experimental Evaluation of Sand Jetting Capability of Negative-Pressure Sand Jetting Tool
Experimental Results of Wellbore Simulation Test
5. Conclusions
- This paper presents a design methodology aimed at achieving the optimal pump efficiency while ensuring the minimum required lifting pressure ratio. It calculates the optimal structural parameters for a jet pump. The characteristic and efficiency equations of the jet pump, derived from the principle of energy conservation, illustrate the interrelationships among the area ratio, pressure ratio, flow rate ratio, and density. It is our contention that optimizing pump efficiency is the ideal approach for jet pump design. However, the parameter optimization method based on the P-M curve has inherent limitations, necessitating the development of an engineering design evaluation method focused on maximizing suction force.
- The jet pump can achieve the suction of solids under relatively low pump pressure conditions. With an increasing pump pressure, the suction capacity of the jet pump remains relatively constant, while the lifting capacity increases.
- The jet pump can effectively suction solids at relatively low pump pressure conditions. As the pump pressure increases, the suction capacity of the jet pump remains stable, while its lifting capacity improves.
- The presence of dynamic fluid within the formation significantly impacts the sand suction capability of the jet pump. When exposed to dynamic fluid pressure, the jet pump’s suction capacity increases significantly, while its lifting capacity remains relatively constant.
- Through a blend of experimental and theoretical methods, we gained valuable insights into how process parameters, sand-flushing capabilities, and the overall efficiency of jet pumps interact. Nonetheless, it is crucial to recognize the limitations of our approach. While the combination of experiments and theory offered comprehensive insights, our study mainly concentrated on a specific range of parameter variations. A more comprehensive understanding of jet pump behavior and the revelation of nuanced relationships could be achieved by exploring a wider spectrum of parameter combinations.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Dong, P.; Lang, Z.; Xu, X. The Fully Coupled Fluid-solid Analysis for the Reservoir Rock Deformations Due to Oil Withdrawal. J. Geomech. 2000, 6, 5. [Google Scholar]
- Gao, G.W.; Li, L.P.; Song, X.J. A new technique for the real-time monitoring of the sand producing in heavy oil wells. J. Xi’an Shiyou Univ. Nat. Sci. Ed. 2010. Available online: https://www.researchgate.net/publication/290279923_A_new_technique_for_the_realtime_monitoring_of_the_sand_producing_in_heavy_oil_wells (accessed on 27 July 2023).
- Mu, J.F.; Lv, Y.X.; Wei, S.L.; Jiang, Y.Q.; Liu, Y.M. Research and Application on the Technology of Relieving Reservoir Plugging from Ultra-Deep Oil Well. Oilfield Chem. 2010, 27, 149–152. [Google Scholar] [CrossRef]
- Wu, J.; Yuan, D.-Q.; Wang, G.-J. Current situation and prospect of jet pumps. J. Drain. Irrig. Mach. Eng. 2007, 25, 65–68. Available online: https://en.cnki.com.cn/Article_en/CJFDTOTAL-PGJX200702017.htm (accessed on 27 July 2023).
- Walker, C.I.; Bodkin, G.C. Empirical wear relationships for centrifugal slurry pumps-Part1: Side-liners. Wear 2000, 242, 140–146. [Google Scholar] [CrossRef]
- Leontiev, D.S.; Kleshchenko, I.I.; Tsedrik, N.S. Technology of Reduction of Sand Production in Oil Wells. Oil Gas Stud. 2017, 5, 72–74. [Google Scholar] [CrossRef]
- Wen, Y.; Li, H.; Zhu, Y.; Song, Z.; Wang, Y.; Jin, J. Sand Control Technology for Low pressure Lost-Circulation Wells and Application in South Sudan. J. Phys. Conf. Ser. 2022, 2152, 012013. [Google Scholar] [CrossRef]
- Qu, Z.Q.; Su, C.; Wen, Q.Z.; Chang, K. Optimal Design of Parameters of Sand Control by Frac-packing. Spec. Oil Gas Reserv. 2012, 19, 134–137+148. Available online: https://www.semanticscholar.org/paper/Optimal-Design-of-Parameters-of-Sand-Control-by-Kun/162a1969a79ba70a8a131ec9a0808ec482e0efab#citing-papers (accessed on 27 July 2023).
- Rafferty, P.; Ennis, J.; Skufca, J.; Craig, S. Enhanced Solids Removal Techniques from Ultra Low Pressure Wells Using Concentric Coiled Tubing Vacuum Technology. In Proceedings of the SPE/ICoTA Coiled Tubing and Well Intervention Conference and Exhibition, The Woodlands, TX, USA, 20–21 March 2007. [Google Scholar] [CrossRef]
- Wang, C.B.; Lin, J.Z.; Shi, X. Numerical Simulation and Experiment on the Turbulent Flow in the Jet Pump. J. Chem. Eng. Chin. Univ. 2006, 20, 175–179. [Google Scholar]
- Wen, J.; Yu, B.; Lu, H.; Cui, T.; Zhu, Z. Large eddy simulation for jet pump flow. Eng. J. Wuhan Univ. 2007, 2, 110–114. [Google Scholar]
- Zhao, Y.; Chen, Y.; Wang, X.; Wang, B.; Xu, Y. Numerical simulation on influence of central nozzle-to-throat clearance on performance of compound jet pump. Water Resour. Hydropower Eng. 2019, 50, 120–126. [Google Scholar] [CrossRef]
- Berlemont, A.; Desjonqueres, P.; Gouesbet, G. Particle lagrangian simulation in turbulent flows. Int. J. Multiph. Flow 1990, 16, 19–34. [Google Scholar] [CrossRef]
- Powell, C.J. Differences in the Characteristic Electron Energy-Loss Spectra of Solid and Liquid Bismuth. Phys. Rev. Lett. 1965, 15, 85854. [Google Scholar] [CrossRef]
- Liu, B.; Hui, X.; Yang, T.; Yin, L.; Guo, W. Experimental Study on Fatigue Behavior of Concentric Coiled Tubing. China Pet. Mach. 2018, 46, 110–115. [Google Scholar] [CrossRef]
- Citrini, D. Study of the Theory of the Jet Pump. Energ. Elettriea 1948, 25, 12. [Google Scholar]
- Fried, S.J.; Bell, P.G.; Sask, D.E.; Ranks, R.D. The selective evaluation and stimulation of horizontal wells using concentric coiled tubing. In Proceedings of the International Conference on Horizontal Well Technology, Calgary, AB, Canada, 18–20 November 1996. [Google Scholar] [CrossRef]
- Falk, K.; Fraser, B. Concentric Coiled Tubing Application for Sand Cleanouts in Horizontal Wells. J. Can. Pet. Technol. 1998, 37, 46–50. [Google Scholar] [CrossRef] [PubMed]
- Gosline, J.E.; Orrien, M.P. The Water Jet Pump. Univ. Calif. Pub. Eng. 1934, 3, 160–200. [Google Scholar]
- Ge, Y.-J.; Ge, Q.; Yang, J. Numerical Simulation and Confirming of Optimal Range on the Nozzle-to-throat Clearance of Liquid-gas Jet Pump. Fluid Mach. 2012, 40, 21–24. Available online: https://kns.cnki.net/kcms2/article/abstract?v=3uoqIhG8C44YLTlOAiTRKgchrJ08w1e7fm4X_1ttJAkWyZi1rsL0-2YN2C7vUCGdFEJ4Fx4egm-zK89lP1oXHX6WJ76J2njY&uniplatform=NZKPT (accessed on 27 July 2023).
- Zhu, J. Application of horizontal wells open hole gravel pack sand-control completion technology. Oil Drill. Prod. Technol. 2010, 32, 106–108+112. [Google Scholar] [CrossRef]
- Lu, H. Injection Technique Theory and Application; Wuhan University Press: Wuhan, China, 2004; pp. 1–53. [Google Scholar]
- Wang, C. The Well Drainage Sand with Jet Pump Research. Ph.D. Thesis, Zhejiang University, Zhejiang, China, 2004. [Google Scholar]
- Lv, Z.; Wang, Y.; Liu, J.; Cao, P. Value of Nozzle Falloff Angle of Jet Pump. J. Jiangsu Univ. Nat. Sci. Ed. 2015, 36, 7. [Google Scholar]
- Tan, J.; Zhu, J.M.; Long, X.P. Numerical analysis of nozzle Length-diameter ratio of liquid jet pump. J. Hydropower Energy 2019, 37, 151–154. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Identifying People | |||||
|---|---|---|---|---|---|
| Gosline and O’Brien | 0 | 0.15 | 0.28 | 0.10 | 0.38 |
| Petrie | 0 | 0.03 | 0.20 | ||
| Cunningham | 0 | 0.10 | 0.30 | ||
| Sanger | 0.036 | 0.14 | 0.102 | 0.102 | |
| Sanger | 0.008 | 0.09 | 0.098 | 0.102 |
| Model | C | Scope of Application | |
|---|---|---|---|
| r/R | Condition | ||
| White | 0.012 | 0.00048–0.066 | 6000 < NRe < 100,000 |
| Mishra and Gupta | 0.0075 | 0.0289–0.15 | 4500 < NRe < 100,000 |
| Correction to | 0.0075 | 0.00154–0.0609 | 0.034 < NRe(r/R)2 < 300 |
| Experimental Group | Dimensions of the Power Nozzle/mm | Diameter of the Throat/mm | Nozzle Throat Distance/mm | Length of the Throat/mm | Dimensions of the Diffuser/mm | Pump Pressure/MPa | Throttling Pressure/MPa |
|---|---|---|---|---|---|---|---|
| 1–1 | 2.2 | 3 | 5 | 30 | 30 | 5–50 | 0–25 |
| 1–2 | 3 | 8 | 30 | 30 | 5–50 | 0–25 | |
| 1–3 | 3 | 11 | 30 | 30 | 5–50 | 0–25 | |
| 1–4 | 2.2 | 3.5 | 5 | 30 | 30 | 5–50 | 0–25 |
| 1–5 | 3.5 | 8 | 30 | 30 | 5–50 | 0–25 | |
| 1–6 | 3.5 | 11 | 30 | 30 | 5–50 | 0–25 | |
| 1–7 | 2.2 | 4 | 5 | 30 | 30 | 5–50 | 0–25 |
| 1–8 | 4 | 8 | 30 | 30 | 5–50 | 0–25 | |
| 1–9 | 4 | 11 | 30 | 30 | 5–50 | 0–25 |
| Number | Displacement (L/min) | Initial Height of Sand Surface (cm) | Decreased Height of Sand Surface (cm) | Duration (s) | Flush Velocity (m3/d) |
|---|---|---|---|---|---|
| 1 | 59.79 | 0 | 69 | 320 | 2.65 |
| 2 | 59.26 | 69 | 104 | 120 | 3.58 |
| 3 | 59 | 116 | 134 | 90 | 2.46 |
| 4 | 59 | 134 | 158 | 190 | 1.55 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jia, X.; Liao, H.; Hu, Q.; He, Y.; Wang, Y.; Niu, W. Optimization Method of Jet Pump Process Parameters and Experimental Study on Optimal Parameter Combinations. Processes 2023, 11, 2841. https://doi.org/10.3390/pr11102841
Jia X, Liao H, Hu Q, He Y, Wang Y, Niu W. Optimization Method of Jet Pump Process Parameters and Experimental Study on Optimal Parameter Combinations. Processes. 2023; 11(10):2841. https://doi.org/10.3390/pr11102841
Chicago/Turabian StyleJia, Xia, Hualin Liao, Qiangfa Hu, Yuhang He, Yifan Wang, and Wenlong Niu. 2023. "Optimization Method of Jet Pump Process Parameters and Experimental Study on Optimal Parameter Combinations" Processes 11, no. 10: 2841. https://doi.org/10.3390/pr11102841