1. Introduction
The traditional shipbuilding industry (TSI) has long been a crucial pillar of the global economy, providing essential services for the construction, repair, and maintenance of large vessels. It serves as a strategic sector, supporting vital areas such as transportation, sea trade, fishing, and maritime tourism [
1]. However, in recent years, this industry has encountered numerous challenges when it comes to enhancing the efficiency and performance of its production processes [
2]. The manufacturing process involved in the TSI is intricate, demanding seamless coordination among various departments and specialties. Regrettably, the lack of efficiency in the manufacturing cycle persists as a significant issue within the industry. These challenges encompass errors in production planning [
3], inadequate interdepartmental coordination, delays in material delivery, and underutilization of cutting-edge technologies in the process. Consequently, these inefficiencies lead to escalated production costs, diminished productivity, and prolonged project completion [
4].
Meanwhile, the management structure in the TSI predominantly retains its family-oriented nature, with a significant portion of the workforce hailing from large family units [
5]. Moreover, the technology employed in the construction and repair of wooden ships draws heavily from ancestral knowledge and long-standing expertise acquired over generations [
6,
7]. The TSI, specializing in wooden ship production, operates within a traditional framework where tools and production techniques remain simplistic [
8]. The reliance on manual hammers for nail fastening exemplifies the traditional approach, which not only consumes excessive energy but also poses safety risks [
9,
10]. Consequently, this approach leads to challenges in material flow alignment with work process planning [
11], resulting in substantial nonvalue-added (NVA) activities and suboptimal efficiency in the ship production process [
12]. Additionally, the subpar production line balance further accentuates this condition. Several indicators of an inadequate production line include the absence of well-defined work standards influenced by rudimentary work methods, tools, and technology [
13,
14,
15].
In addition to internal challenges, the TSI is confronted with external pressures to embrace sustainable and environmentally friendly practices. The rising demand for energy-efficient and ecoconscious ships in recent years necessitates the optimization of manufacturing cycles within these industries [
16,
17,
18]. This optimization is vital to enhance production efficiency, minimize environmental impact, and sustain competitiveness in an ever-competitive global market [
19,
20].
Several studies have been conducted to identify and address the challenges associated with enhancing the manufacturing cycle efficiency in the TSI. For instance, [
21,
22] conducted studies that shed light on various challenges faced by the industry, including prolonged lead times, excessive material wastage, inefficient production layouts, and suboptimal workforce management. These findings underline the significance of implementing appropriate strategies and approaches to overcome these challenges and enhance the performance of the production processes. One of the proposed strategies is the integration of efficient management systems, such as Lean Manufacturing and Total Quality Management [
23,
24,
25]. Meanwhile, research shows how the application of lean principles can result in significant increases in lead times and productivity in shipyards. In this case, emphasizing value mapping and eliminating waste are important in achieving increased efficiency [
22,
23,
24,
25,
26,
27,
28].
The research presented above underscores the imperative to delve into the incorporation of streamlined management systems within the TSI. Despite the implementation of broad management systems, like Lean Manufacturing or Total Quality Management in diverse manufacturing sectors, research voids persist concerning their tailored implementation and adaptation in the conventional shipbuilding setting. Hence, it becomes imperative to discern the most efficient and pertinent management practices that can optimize the manufacturing cycle within this industry.
Project Time Deployment (PTD) and Project Cost Deployment (PCD) are two further lean manufacturing techniques that minimize losses by reducing production lead times in Engineer-to-Order (ETO) settings and estimating the effects of prospective (lean) enhancement projects [
29,
30,
31,
32]. The lean indicator known as Overall Task Effectiveness (OTE) can assist the analyst in defining target task timeframes and in locating hidden losses that are responsible for the majority of the observed time spent on manual assembly tasks [
33].
The literature review presented herein underscores the imperative for a holistic approach to optimizing the TSI. Integrating efficient management systems, utilizing advanced technology, and adopting sustainable practices emerge as pivotal strategies to enhance the manufacturing cycle efficiency and elevate production process performance [
34,
35]. However, further research is warranted to delve into the practical implementation of these strategies within the context of typical, traditional shipbuilding operations. Moreover, longitudinal studies examining the long-term ramifications of optimization endeavors and the scalability of the proposed solutions would yield profound insights into optimizing the manufacturing cycle within the TSI.
With the aforementioned research gap in mind, the primary objective of this article is to address the existing knowledge deficit and present fresh perspectives on optimizing the TSI through heightened manufacturing cycle efficiency. By delving deeper into the integration of management systems, the application of advanced technology, and the implementation of sustainable strategies, it is anticipated that this article will make a valuable contribution toward the development of a more efficient, sustainable, and competitive TSI.
The utilization of the Manufacturing Cycle Efficiency (MCE) method in the TSI holds paramount importance for enhancing the efficiency and performance of the production process [
36]. The MCE method serves as a valuable tool for measuring the efficiency of the entire manufacturing cycle [
37]. Through a comprehensive analysis of each production step encompassing waste identification, bottleneck recognition, and interruption assessment, the MCE method facilitates workflow optimization, reduction in lead times, and increased productivity [
38,
39]. Notably, studies conducted by [
40] demonstrate the efficacy of MCE in identifying nonvalue-added activities and curtailing production process duration. Similarly, research conducted by [
41] reveals the role of MCE in waste reduction and efficiency enhancement within shipyards. By adopting a holistic approach to manufacturing cycle analysis, these studies enable the identification of areas where time and resources are squandered, thereby facilitating the implementation of measures to bolster efficiency. Furthermore, investigations by [
42,
43,
44] indicate that the MCE method can be leveraged to improve shipyard layouts by scrutinizing material flow and production activities and identifying areas requiring layout modifications or enhancements to optimize workflow and mitigate conflicts. The application of the MCE method also yields benefits in the identification of quality issues and bolsters the effectiveness of quality management. Research by [
45,
46,
47] underscores the significance of comprehending the production process as a whole and employing the MCE method to pinpoint key causes of quality problems, subsequently enabling necessary improvements.
Through a comprehensive analysis of the manufacturing cycle encompassing waste, bottlenecks, and disruptions, the MCE method proves instrumental in augmenting efficiency, minimizing lead times, enhancing quality, and optimizing overall production management. The application of the MCE method empowers shipyards to attain superior production process performance, bolster competitiveness, and yield substantial advantages for the TSI.
This article aims to make a significant research contribution toward optimizing the TSI and enhancing the performance of its production processes. Firstly, it will meticulously identify and analyze the primary challenges encountered by the industry in terms of manufacturing cycle efficiency. Secondly, it will present an array of strategies and steps that the TSI can adopt to enhance the efficiency of its manufacturing cycle. Thirdly, it will expound upon the manifold benefits derived from optimizing the manufacturing cycle within the TSI. Fourthly, this article will offer insights into recent technological advancements and industry practices that can be applied effectively within the traditional shipbuilding context. Fifthly, it will emphasize the pivotal role of sustainability aspects [
48] in optimizing the TSI. By providing practical guidance and novel insights, this article endeavors to empower the TSI in its pursuit of improved manufacturing cycle efficiency and enhanced production process performance.
As a result, the paper presents a method of improving the efficiency of production processes in the TSI, aiding in addressing prevailing challenges and fostering sustainable and innovative development in the future.
2. Materials and Methods
The type of research used is descriptive research. Descriptive research is performed by examining job analysis and activities on an object. Initial preparations were made to complete this research by conducting a study of the literature, namely, by collecting relevant material, compiling an analytical framework and a settlement model, collecting secondary data, and preparing the primary data requirements in survey activities for the TSI. In this descriptive study, data collection was obtained from observations, library research, and field research in the form of interviews with sources who had confirmed they knew the information needed by researchers or by direct observation of the actual situation within the company. The selected respondents are stakeholders who have a stake in the implementation and who have in-depth knowledge about the production process in the TSI. The conditions of the existing production process will be analyzed, and recommendations for improvement are sought to increase the productivity of the production system and reduce waste in the production process.
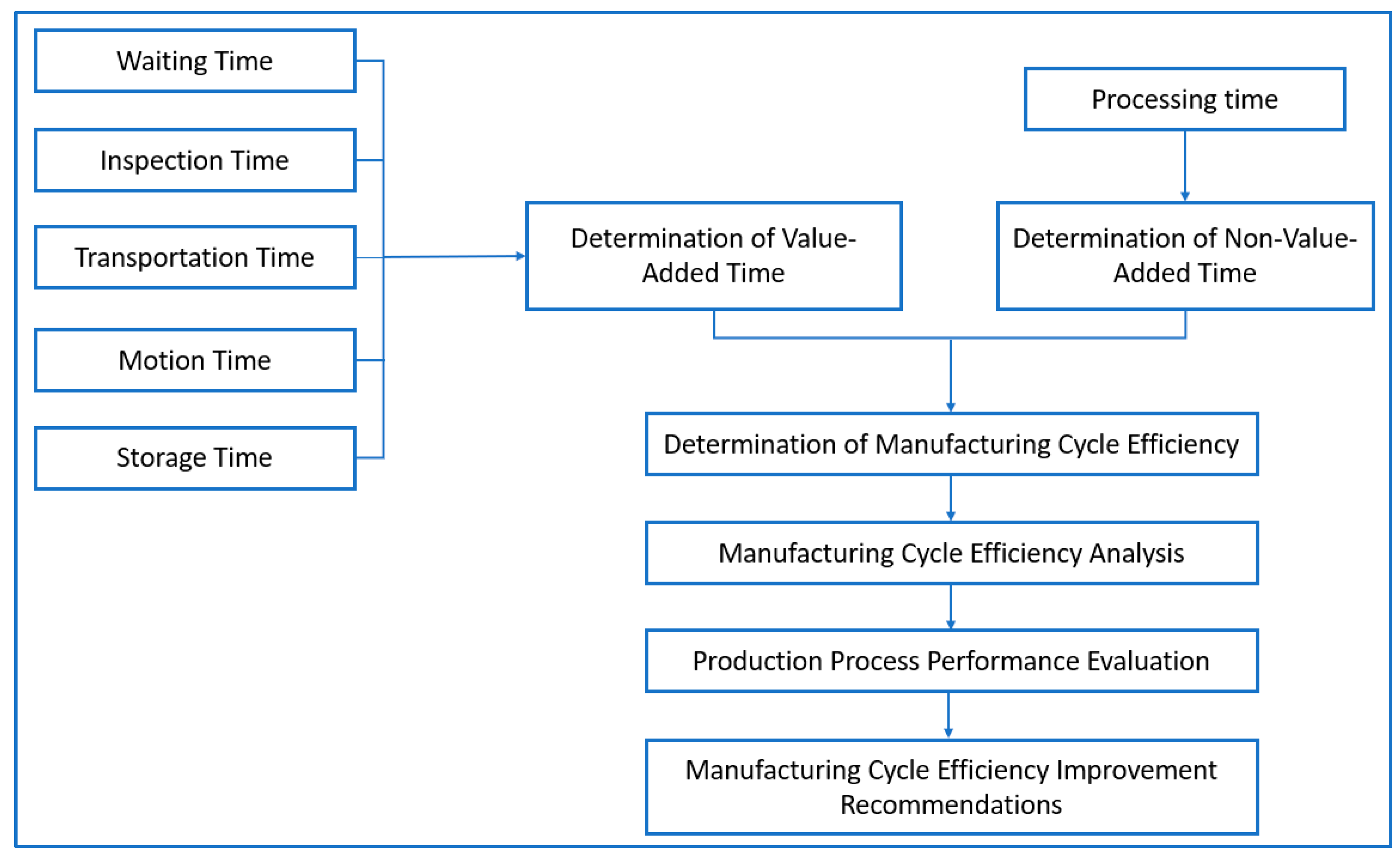
The conceptual framework of research is a relationship or connection between one concept to another concept of the problem to be studied. This conceptual framework is useful for connecting or explaining at length a topic to be discussed. This framework is obtained from the concept of science/theory that is used as the basis for research obtained in the literature review, or, one might say, the research is a summary of the literature review, which is connected by lines according to the variables studied. The conceptual framework is an arrangement of logical constructs arranged in order to explain the variables studied. This framework is formulated to explain the construction of the flow of logic to study empirical reality systematically. The following conceptual framework in this study can be seen in
Figure 1.
Data processing with the tools used according to their respective functions.
At this stage, the waste that often occurs in the production process was weighted. Direct interviews were carried out with the parties involved in the study implementation focused on the production division, which consisted of 5–7 people to carry out the weighting. The results of this identification yielded nonvalue-added time (NVAT).
- b.
Process Activity Mapping
Process Activity Mapping is used to describe the production system (starting from how to order to finished goods as a whole) along with the value stream that exists in the company, so that later, an overview of the information flow and physical flow of the existing system is obtained, identifying where NVA occurs and describing lead times required based on each characteristic of the process that occurs.
- c.
MCE measurement
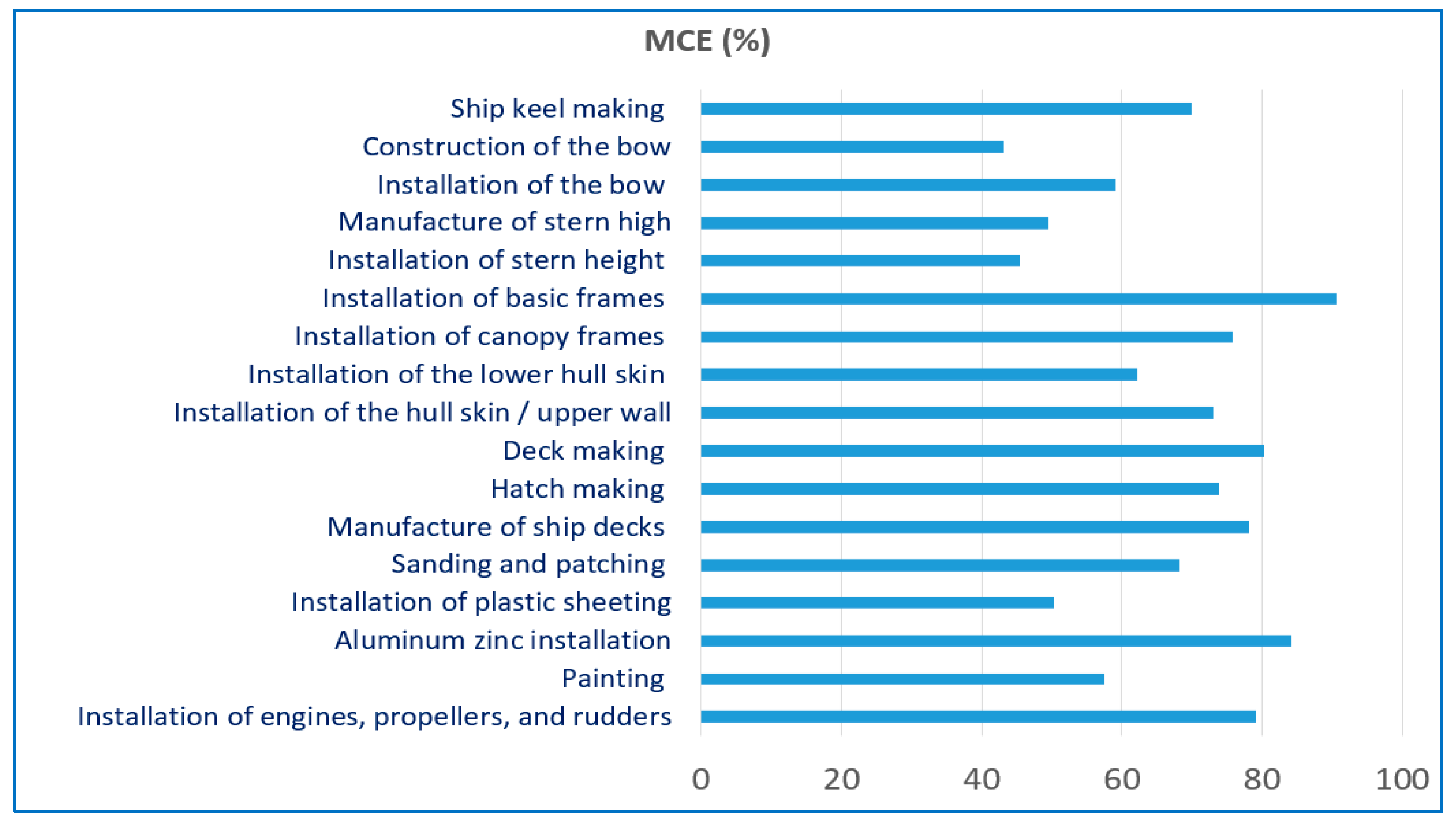
MCE is a metric used to measure the overall efficiency of a production process. MCE describes the extent to which the production process can produce value-added output in one production cycle. The determination of MCE involves calculating the ratio between Value-Added Time (VAT) and Total Cycle Time (TCT). TCT is the time used to convert raw materials into finished products by adding value to the product.
In determining the MCE, the following steps can be followed:
- -
VAT identification: Identification and in-depth analysis of all the steps or operations that add direct value to the product. VAT involves operations that transform raw materials into finished products by giving the product new characteristics, uses, or features.
- -
Calculate VAT: Calculate the total time spent on those value-added steps. VAT can be measured in relevant time units, such as minutes or hours.
- -
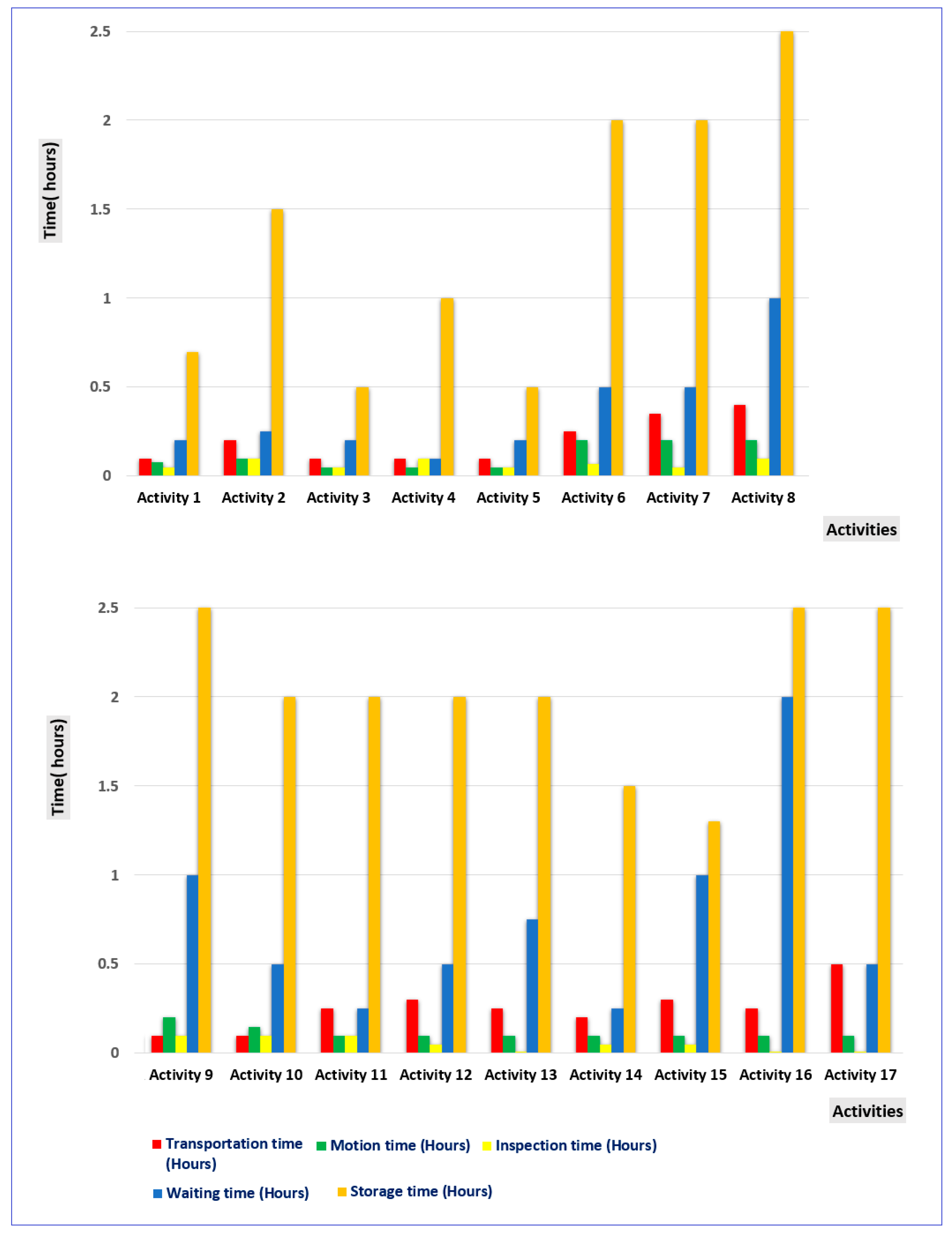
Identification: Identification and analysis of all time elements involved in the production cycle, which consists of processing time (PT), waiting time (WT), transportation time (TT), motion time (MT), inspection time (IT), storage time (ST), and other time that does not provide direct added value.
- -
Calculate TCT: Calculate the total time required from start to finish of the production cycle, including all time elements identified in the previous step. The formula for calculating MCE is shown in the following equation:
A high MCE indicates that the production process experiences little waste and most of the time is used for value-added activities. Conversely, a low MCE indicates significant time wastage in the production cycle. MCE can be used as a tool to identify and reduce unnecessary time wastage in production processes. By increasing MCE, companies can achieve higher efficiencies, reduce production costs, increase productivity, and improve customer satisfaction with faster delivery times.
5. Conclusions
This research on optimizing the traditional shipyard industry and enhancing manufacturing cycle efficiency has provided valuable insights into improving production process performance. Through an analysis of the industry’s challenges, including production planning errors, coordination issues, material delivery delays, and limited technology integration, it is evident that implementing efficient management systems and utilizing tools, such as the Manufacturing Cycle Efficiency (MCE) method, are essential.
By adopting efficient management systems, like Lean Manufacturing and Total Quality Management, shipyards can eliminate nonvalue-added activities, simplify processes, and reduce waiting times. The application of the MCE method enables a comprehensive analysis of production processes, facilitating the identification of waste, bottlenecks, and interruptions, thus optimizing workflows.
Future Research Plans: To further advance the optimization of the traditional shipyard industry, future research should focus on the practical implementation of these recommendations in real-world shipbuilding contexts. Longitudinal studies evaluating the long-term impact of optimization efforts and assessing the scalability of proposed solutions would provide valuable insights.
Furthermore, future research should explore the integration of advanced technologies and innovative practices within the traditional shipbuilding industry. Investigating the use of digitalization, automation, robotics, and data analytics can lead to significant improvements in manufacturing cycle efficiency and overall production process performance.
Additionally, examining the role of sustainability practices, such as ecofriendly materials, energy-efficient processes, and waste reduction strategies, is crucial for the industry’s long-term viability and environmental responsibility. By conducting these future research studies, the traditional shipyard industry can continue to enhance manufacturing cycle efficiency, improve production process performance, and stay competitive in the evolving global maritime sector.












{kind=link}
{kind=link}
{kind=link}