Abstract
To effectively resolve the inherent conflict between dust control and ice prevention on truck roads during North Surface Coal Mine winters, initially, via monomer preference experiments, the optimal monomers for wetting, moisturizing, and condensing functions were identified as sodium dodecylbenzene sulfonate (B), glycerol (N), and polyacrylamide (R). In parallel, through compound synergistic experiments, the constituent elements of an anti-freezing agent were determined, referred to as F. Subsequently, a four-factor three-level orthogonal test was conducted employing the monomers B, N, R, and the anti-freezing agent F. This evaluation focused on four principal control parameters: penetration rate, evaporation resistance, viscosity, and freezing point. The results led to the identification of the optimal antifreeze and dust suppressant formulation, designated as B2N3R1F3. Within the North Open-Pit Coal Mine, the self-developed dust suppressant was applied to the field test section. Multiple parameters were examined for 6 consecutive days, encompassing the water content of the pavement geotechnical soil, the concentrations of total dust and exhaled dust, and the particle size distribution of dust within this road section. The field test results show that: the average water content of the road surface within the dust suppressant test section measured at 12%; the dust reduction efficiency of total dust and exhaled dust is 93% and 91%; the proportion of dust particles with a size exceeding 500 μm increased by 54.6%. These comprehensive findings provide a empirical framework for the effective resolution of the practical challenge of simultaneously managing dust control and frost protection on truck roads within surface coal mines.
1. Introduction
Road dust emissions resulting from the movement of trucks represent the predominant source of particulate pollution within open-pit mining operations, contributing significantly to the overall dust load, accounting for a substantial portion, often between 70% and 90% [1]. This dust exhibits unique characteristics owing to the mechanisms involved, including tire-induced particle release, centrifugal dispersion, and negative pressure-induced airflow. Consequently, road dust displays high mobility and a pronounced degree of dispersion into the surrounding environment [2,3]. The ingress of dust into the interior of transport equipment not only compromises its operational efficiency but also necessitates more frequent maintenance cycles. Furthermore, the elevated dust concentration has adverse consequences, not only diminishing road surface visibility but also escalating health risks, including pneumoconiosis and cancer, particularly concerning the well-being of truck drivers [4,5].
In the context of north open-pit coal mines, conventional dust suppression techniques involving regular sprinkling are utilized. However, the prevalent gravel road surfaces in these mining areas exhibit rapid moisture evaporation, rendering the effectiveness of such dust control measures limited and of short duration. This issue is further exacerbated during frigid and arid winter conditions characteristic of northern regions, where temperatures can plummet to as low as −39 °C. Sprinkling under such conditions leads to severe icing on the roads, posing a substantial risk to transportation trucks in terms of slippage and rollovers. This situation not only endangers mine safety during winter production but also significantly hampers overall mining efficiency.
In the 1950s, Canada and other countries [6] employed calcium lignosulfonate salts and other surfactants in the formulation of a chemical dust suppressant featuring wetting properties. Field trials demonstrated that this chemical dust suppressant exhibited superior effectiveness and durability in controlling road dust. Subsequently, numerous scholars embarked on comprehensive investigations into chemical dust suppressants for road applications. Jin Hu and his colleagues [7] introduced surfactants, wetting agents, and trisodium methyl silicate as supplementary components for soybean isolate protein-based dust suppression. The examination of this protein-based auxiliary dust suppressant, through viscosity and wind erosion resistance testing, revealed enhanced dust and sand fixation capabilities, along with a beneficial impact on transportation pavement reinforcement. Concurrently, to address the challenges posed by the harsh winter climate prevalent in northern China, Jin Longzhe et al. [8] developed an antifreeze dust suppressant centered around active ingredients such as CaCl and other chlorides. This formulation demonstrated excellent solubility and antifreeze performance. However, it is worth noting that chlorine-based solutions [9] exhibit superior performance on the metallic components located beneath transportation trucks. Nevertheless, it is imperative to acknowledge that these chlorine salt solutions possess pronounced corrosive properties, which, over the long term, can compromise the service life of the trucks and result in substantial economic losses. In response to the critical demand for efficient dust control on open-pit mine roads during winter, there is a pressing need to address the environmental hazards linked to chlorine-containing antifreeze and dust suppression agents. Recognizing this, it is imperative to dedicate immediate attention to the research and development of non-chlorine-based, environmentally friendly antifreeze and dust suppression solutions. With the objective of enhancing road dust suppression effectiveness while considering the necessity of preventing road freezing in surface coal mines during winter, this study utilizes wetting agents, humectants, coagulants, and antifreeze agents as key raw materials. It employs various methodologies, including the optimization of four functional monomers, potentiation experiments for antifreeze compounds, and orthogonal experiments. The aim is to develop an antifreeze and dust suppression agent tailored for the road dust control of truck routes within northern Chinese surface coal mines. This endeavor holds considerable practical significance in addressing the challenge of road dust pollution originating from trucks in surface mines, especially within the context of the extreme low-temperature environment.
2. Data and Methods
2.1. Truck Pavement Dust Sample Collection
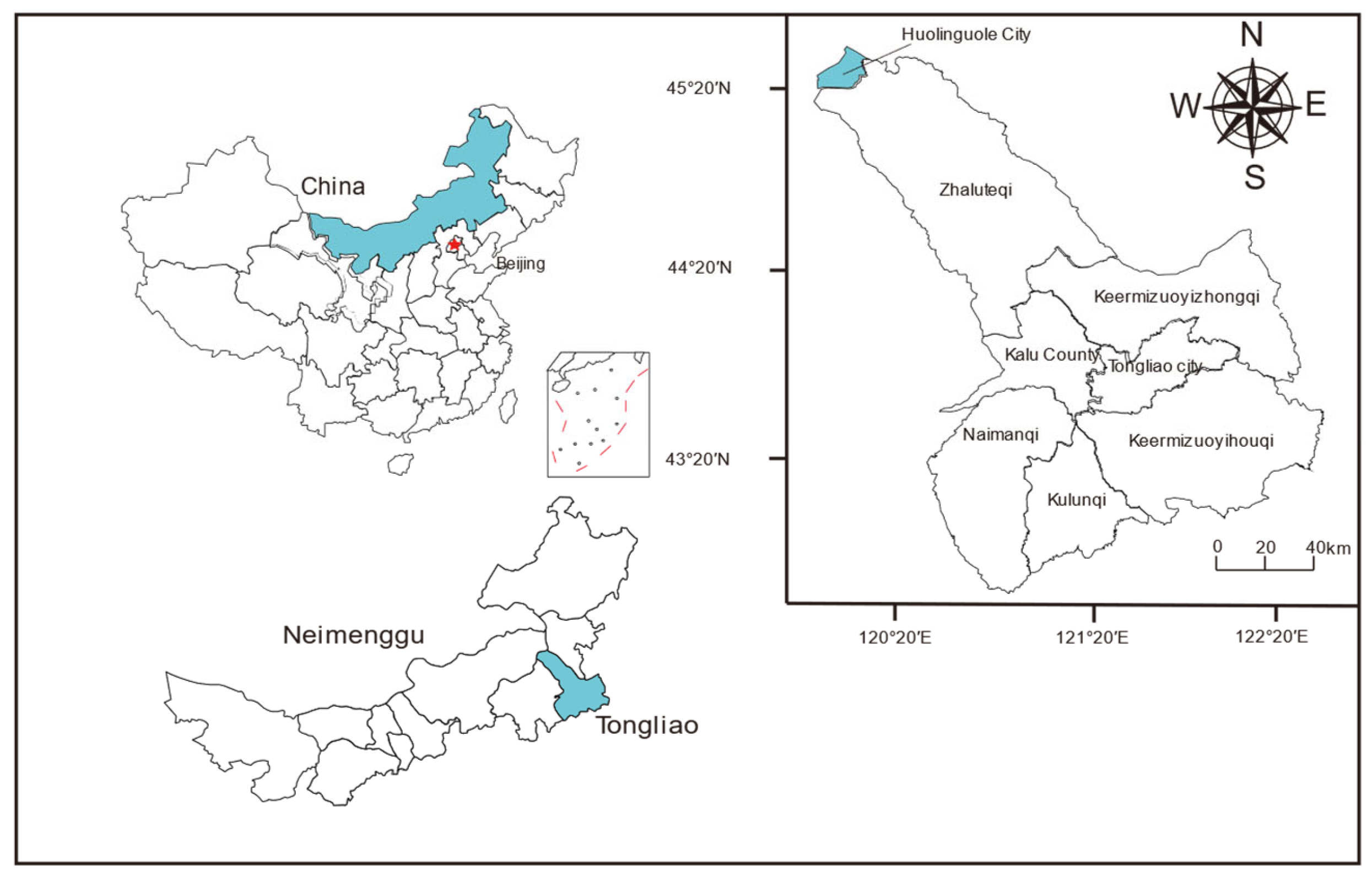
The Hollinhe Coalfield, situated in Tongliao City within the Inner Mongolia Autonomous Region, stands as one of China’s top five open-pit coal mines. To conduct a comprehensive study, a total of 15 samples of road dust were collected from trucks operating on the northern side of the coal conveyor systems within this coal mine, specifically at the No. 4, No. 6, and self-provisioned power plant areas. Truck road dust was collected using brushes, and each sampling point was repeated five times and placed in sealed bags (PTFE) for backup. The sampling location and subsequent on-site dust suppression testing are depicted in Figure 1, pinpointed in the ranges 45°16′–45°46″ N, 118°17′46″–119°46′12″ E. The dust samples were subjected to aliquot mixing before undergoing analysis.
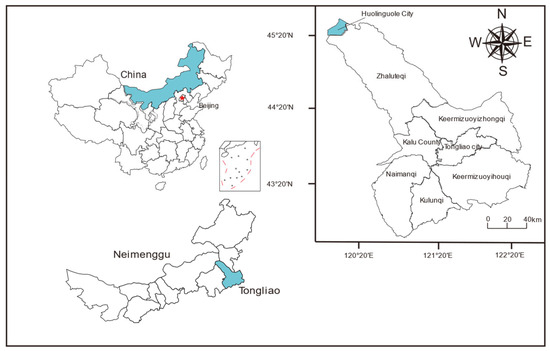
Figure 1.
Research area and dust sampling location.
2.2. Road Dust Characterization
Fundamental physical and chemical properties of dust represent crucial parameters for conducting dust pollution control [10], which mainly includes the hydrophobicity of the dust, the moisture content of the dust, and the dust particle size.
2.2.1. Road Dust FT-IR (Fourier Transform Infrared) Analysis
Dust samples were subjected to analysis using a GXIV5.0.1 Fourier Transform Infrared Spectrometer (FTIR) manufactured by Perkin Elmer, Waltham, MA, USA, in the wave number range of 4000–400 cm−1. The absorption peaks observed in the infrared spectra were utilized to deduce the characteristic functional groups present in the dust. This information was crucial in determining the hydrophilicity of the dust.
2.2.2. Road Dust Scanning Electron Microscope (SEM) Analysis
The procedure involved sieving the samples through a 100-mesh screen and subsequently subjecting them to a 24 h oven drying at 105 °C. This process was carried out using a TESCAN MIRA LMS high-resolution field emission scanning electron microscope. Following this, the samples underwent vacuum gold plating using an ion sputtering method before being placed in the sample chamber for testing and analysis.
2.2.3. Overall Road Dust Characterization
The contact angle (θ) of distilled water on the dust, as measured with SCI3000 contact angle meter, was found to be 83.4°. This value falls within the range of 60° to 90°, indicating that the substance is challenging to wet effectively. Additionally, the average water content of the dust was only 0.92%, significantly lower than the critical threshold of 4% required to effectively inhibit pavement dust formation [11]. With regard to the particle size of the dust, determined with the LAP-300 laser particle sizer, its particle size testing range is 0.1~600 μm, accuracy error D50 < 1%. Dust particle sizes ranged from 1.98 to 262.38 µm, with a substantial portion (66.84%) falling within the range of 22.80 to 101.46 μm. This indicates that the truck road dust consists of extremely small particles that are highly susceptible to settling when disturbed by car tires. Considerable climate data spanning nearly a decade reveal that the Hollinhe area experiences exceptionally cold winters, with temperatures plummeting to as low as −39 °C. This extreme cold makes it highly likely for water applied to mine roads to freeze. In light of these findings from the characterization of truck road dust samples in the North Open-Pit Mine, it was evident that the proposed dust suppressant must fulfill multiple functions concurrently, including wetting, moisturizing, preventing ice formation, and resisting freezing [12,13].
2.3. Monomer Optimization Test
To identify the excellent components for a dust suppressant tailored to address the pressing issues of elevated dust concentration on the transportation pavements within the northern surface coal mine, several key factors must be considered. These include the wettability, water content, and particle size distribution of the truck pavement dust, along with the pertinent meteorological conditions during winter in the mining area. In order to effectively solve the real challenges posed by high dust concentration, limited moisture retention, subpar binding capabilities, and insufficient resistance to freezing, the proposal entails the selection of surfactants, coagulants, wetting agents, and antifreeze compounds as fundamental building blocks for the dust suppressant.
2.3.1. Determination of Surfactants
Surfactants have hydrophilic and lipophilic groups in their chemical structure, which increase the hydrophilicity and reduce the surface tension of dust particles so that the road dust is fully wetted and the solvent dust suppression ability is improved [14]. For the monomer preference experiments, four materials—sodium dodecylbenzene sulfonate (SDBS), sodium dodecyl sulfate (SDS), cetyltrimethylammonium bromide (CTAB), and cocamidopropyl betaine (CAPB)—were carefully chosen. Solutions of varying mass concentrations, ranging from 0.01% to 3.00% for each material, were prepared and tested using the JK99C automatic tensiometer and the SCI3000 contact angle measurement instrument. Determined with testing, the surfactant with the best wettability is labeled B.
2.3.2. Determination of Humectants
Humectants have the capacity to establish a protective moisture film on the surface of dust suppression targets, reducing the rate of water evaporation from dust particles [15]. This, in turn, prolongs the effective duration of dust suppressants. For the monomer preference experiments in this context, three materials—propanetriol, sodium polyacrylate, and triethanolamine—were chosen. Solutions with mass concentrations of 1.0%, 2.0%, 3.0%, 4.0%, 5.0%, and 6.0% for each material were prepared and set aside. The anti-evaporation properties of these solutions were assessed using a blast-drying oven. Determined with testing, the humectant with the best moisturizing performance is labeled N.
2.3.3. Determination of Coagulants
Coagulants serve the purpose of causing fine dust particles to aggregate into larger clusters, thus enhancing the settling rate of these particles [16,17]. This, in turn, allows the dust suppressant to act more swiftly in reducing dust levels. For the monomer preference experiments, four materials—polyacrylamide (PAM), carboxymethyl cellulose (CMC), sodium carboxymethyl cellulose (CMC—Na), and soluble starch—were chosen. Solutions with mass concentrations of 0.01%, 0.03%, 0.05%, 0.07%, 0.10%, 0.30%, and 0.50% for each material were prepared and held ready. DNJ-8S viscometer instruments were used to ascertain the viscosity values of these solutions. Determined with testing, the coagulant with the best bondability is labeled R.
2.3.4. Determination of Antifreeze Compounding Solution Components
These experiments involve evaluating the performance of various combinations of ethylene glycol, potassium acetate, and potassium formate as components of the antifreeze solution [18]. Ten different solutions are prepared at different concentrations using three antifreeze components. Subsequently, these solutions are uniformly applied to equal portions of dust samples placed in trays. The trays are then positioned within a high- and low-temperature test chamber maintained at −50 °C, and after 24 h, any observed melting or anti-icing effects are carefully documented. This process allows for the identification of the most effective antifreeze components for the intended purpose.
2.4. Orthogonal Test
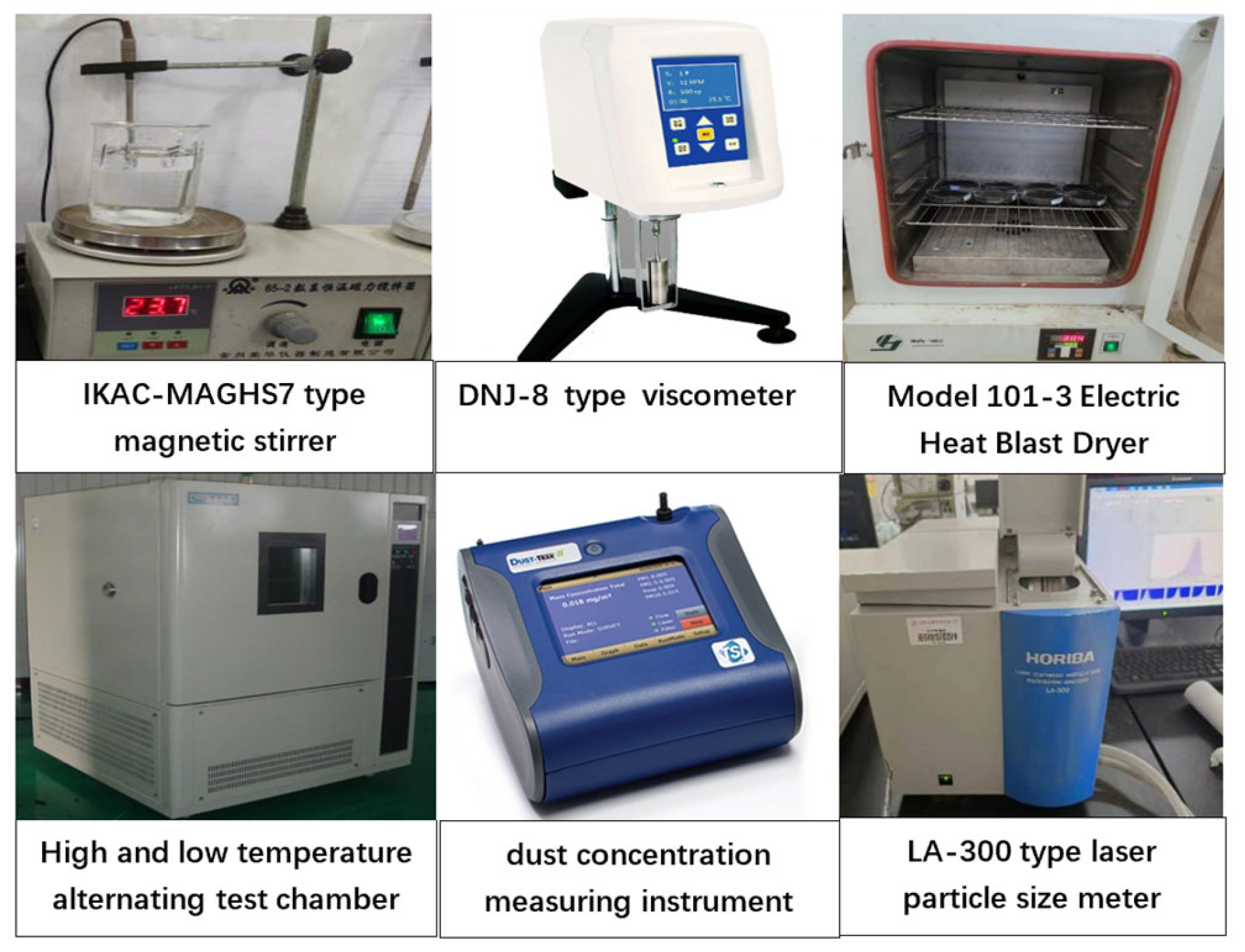
2.4.1. Main Instruments
In addition to standard laboratory equipment such as beakers, volumetric flasks, and pipette guns, this set of experiments relies on specialized scientific instruments. The key experimental apparatus includes a magnetic stirrer (specifically, the IKAC-MAGHS7 model), an Intelligent Digital Viscometer (DNJ-8 type), an Electric Blast-Drying Oven (101-3 type), a High- and Low-Temperature Alternating Test Chamber (DN-GDW), a Direct-reading Dust Concentration Determination Instrument (CCZ1000), and others, as illustrated in Figure 2.
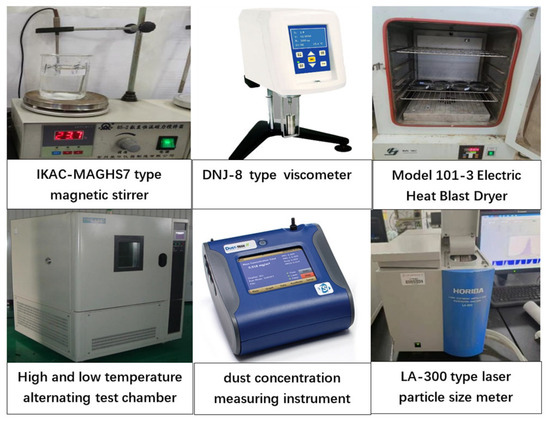
Figure 2.
Diagram of experimental apparatus.
2.4.2. Orthogonal Test Design
In order to prevent the dust suppressant constituent raw materials from reacting with each other and reducing the overall dust reduction capacity of the dust suppressant, a four-factor, three-level orthogonal test with B, N, R, and F is required to determine the order of influence of each factor on the effect of the dust suppressant. The orthogonal test factor level table was shown in Table 1, 9 groups of tests were designed, and the orthogonal test design was shown in Table 2.

Table 1.
Orthogonal test factor levels.
Table 2.
Orthogonal test table.
2.5. Measurement of Orthogonal Test Control Indexes
In a controlled laboratory environment, the assessment of dust suppressant performance relies on four key measurement indices: viscosity, penetration rate, resistance to evaporation, and freezing point, as detailed in reference [19]. The determination of these four measurement indices is described as follows:
2.5.1. Determination of Penetration Rate
A uniform quantity of dust sample was introduced into individual test tubes, followed by gentle tapping of the tubes to settle the dust. The initial scale or height of the dust sample was meticulously recorded, and the test tubes were securely positioned in a vertical orientation within the test tube rack. Subsequently, 5 mL of the dust suppressant solution was slowly dispensed into each test tube using a pipette gun. The depth of solution penetration into the dust sample, along with the time taken for this penetration, was noted after a consistent duration. This process enabled the determination of the liquid penetration rate. For each test tube, this procedure was repeated three times, and the resulting measurements were averaged to establish the final outcome.
2.5.2. Determination of Evaporation Resistance
Dust samples weighing 20 g were put into a Petri dish. Subsequently, 5 mL of the dust suppressant solution was sprayed onto the dust samples and the weight data both before and after the spraying process were meticulously record. Following this, the Petri dish, with its contents, was subjected to a blast-drying oven set at 40 °C. After a 2 h drying period, the weight of the Petri dish was recorded once again. The evaporation rate for each dust suppressant formulation in this process was calculated using the humectant evaporation Formula (1). This analysis allowed us to discern the extent of each factor’s contribution to humectancy.
In the above formula, E represent the evaporation of dust, g/m2; W1, W2 represents the weight before and after evaporation, respectively, g; and S represents the evaporation area of the dust carrier, m2.
2.5.3. Viscosity Determination
For each formulation of the dust suppressant solution listed in the orthogonal table, a corresponding beaker was positioned within a temperature-controlled water tank to maintain a constant temperature. Once the temperature stabilized at 25 °C, the viscosity of each solution was assessed using a DNJ-8S viscometer. The viscosity measurement for each formula was performed six times, and the resulting average value was considered the final result.
2.5.4. Determination of Freezing Point
According to the orthogonal table, each formula solution was prepared and put into labeled bottles, mailed to Xi’an Guolian Quality Inspection Technology Co., Ltd. (Xi’an, China) for precise detection of the freezing point of the solution, and statistically analyzed to arrive at the optimum freezing point of the formula.
2.6. Field Test
2.6.1. The Best Dilution Ratio of Dust Suppressant
To effectively manage the cost of dust suppressant utilization in field tests, it is crucial to make a well-considered determination of the dilution ratio. In pursuit of this goal, an orthogonal formula was employed and diluted in various ratios, specifically 1:1, 1:2, 1:3, 1:4, and 1:5. Subsequently, these different dilution ratios were placed within test tubes and subjected to the conditions of a high- and low-temperature alternating test chamber. The temperature was incrementally adjusted starting from 0 °C, with regular observations made to monitor the thawing state and ascertain the freezing point of the dust suppressant solution at each respective dilution ratio.
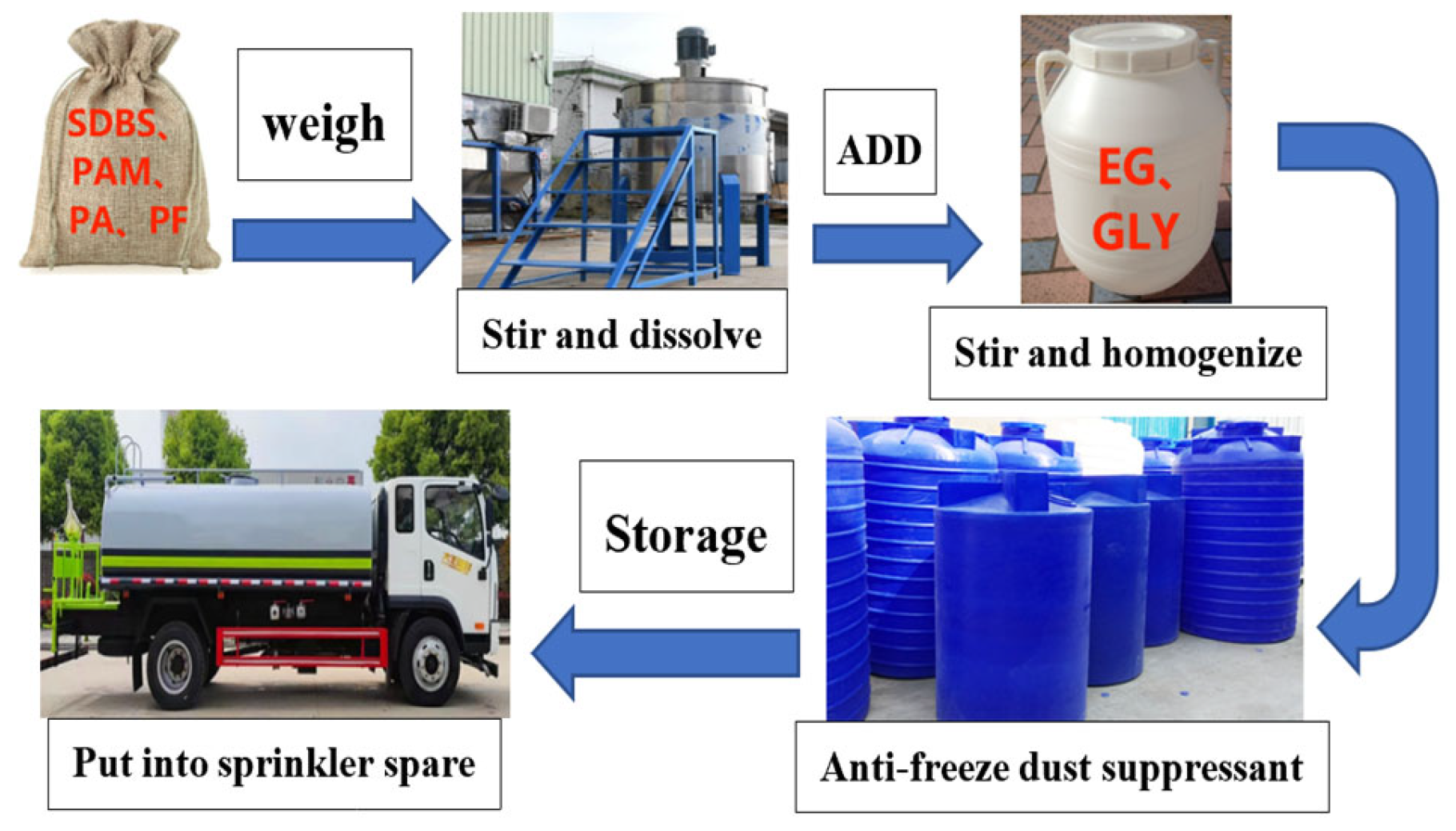
2.6.2. Antifreeze and Dust Suppressant Preparation Process
The winter dust suppressant formulation comprises specific concentrations of polyacrylamide, sodium dodecylbenzene sulfonate (SDBS), glycerol, potassium formate, potassium acetate, ethylene glycol, and water. The preparation of this dust suppressant involves two distinct processes: the batching process and the compounding process. Among the ingredients, polyacrylamide (PAM), SDBS, potassium formate, and potassium acetate were in powder form and require dissolution in water before the compounding phase. The compounding process employs a sequential batch procedure, wherein pre-prepared solutions of PAM, SDBS, potassium formate, potassium acetate, glycerol, and ethylene glycol are mixed and homogenized with water in accordance with specific proportions as established during the batching process. This systematic approach results in the production of the desired dust suppressant product. For a visual representation of the overall process flow, please refer to Figure 3 below.
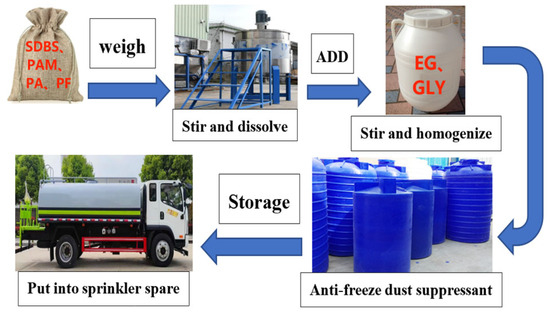
Figure 3.
Process flow of winter dust suppressant preparation.
2.6.3. Field Test of Anti-Freezing Dust Suppressant
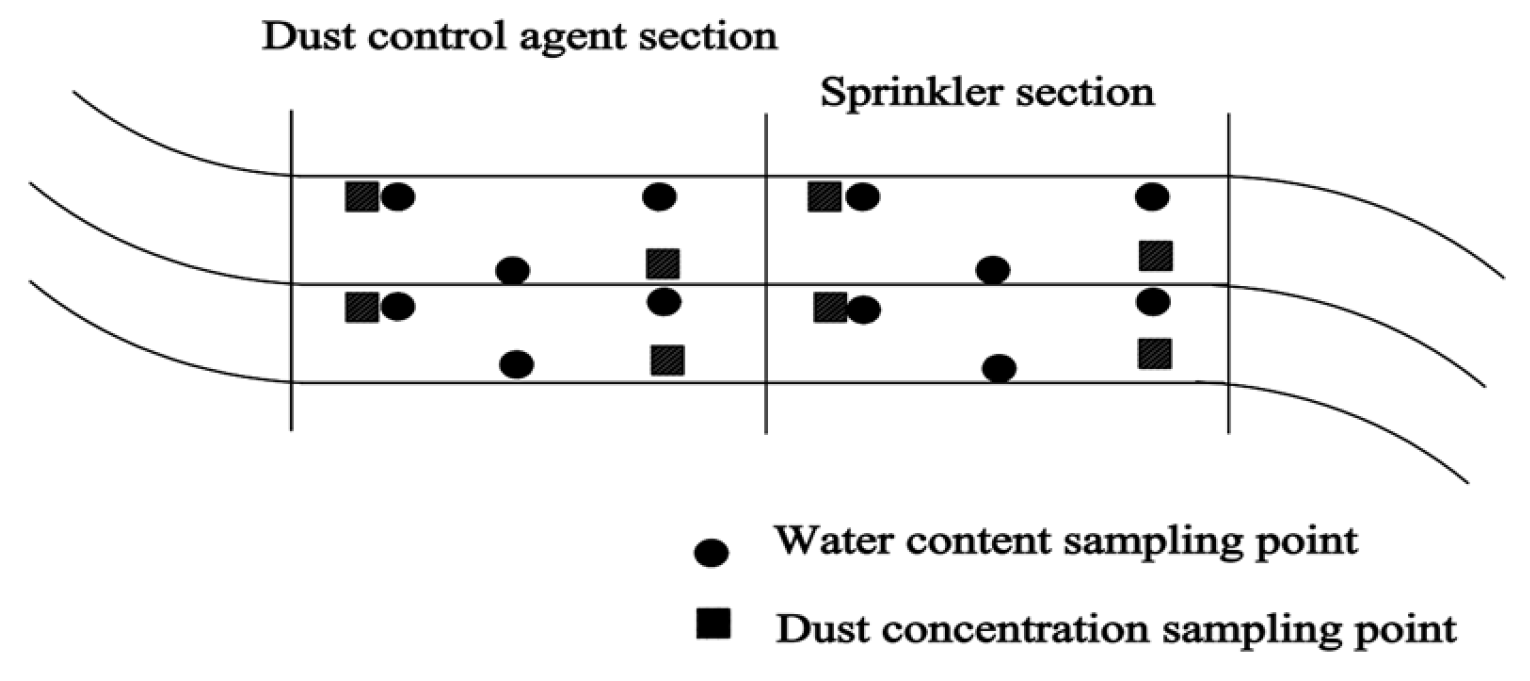
For the field test of the anti-freezing dust suppressant in the North Open-Pit Coal Mine’s self-provided power plant coal transmission system, two specific locations were selected: the primary crushing station platform and the northern section of the ramp. These locations each encompass road sections that were 30 m wide and 500 m long. These road sections were designated for the application of the anti-freezing dust suppressant. To ensure the accuracy of the test, traffic flow data for the road sections were collected, revealing an approximate truck traffic frequency of about 40 times per hour on the test sections. The test section layout was depicted in Figure 4, with two dust testing points established along each road section.
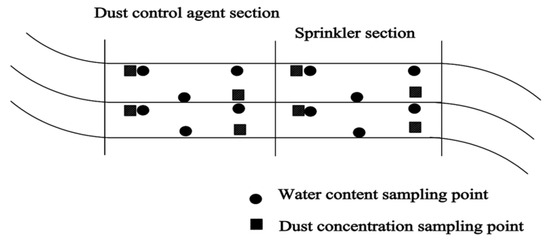
Figure 4.
Schematic diagram of test section planning.
On 7 December 2022, at 8:00 a.m., the field test commenced. On the morning of 7 December, an independent research and development anti-freezing dust suppressant was applied to the designated road sections. Subsequently, no further applications were made, and the spray volume was controlled at 1.8 L per square meter. For the road sections intended for daily sprinkling, the dust suppressant was applied at intervals of 2–4 h. The quantity of dust suppressant sprayed during each application remained consistent with the initial application on the anti-freezing road sections. Over the course of six consecutive days, both in the morning (8–10 a.m.) and in the afternoon (3–5 p.m.), dust concentration on the road surface and respiratory dust concentration were measured using the CCZ1000 direct-reading dust concentration meter on each road section. Simultaneously, soil samples were collected from the road surface of each section. These samples were subjected to analysis for water content, particle size distribution using the LA-300 laser particle sizer, and observations were made regarding the freezing condition of the road surface on each road section throughout the test.
3. Results and Discussion
3.1. Road Dust Characterization Results
3.1.1. Road Dust FT-IR (Fourier Transform Infrared) Analysis
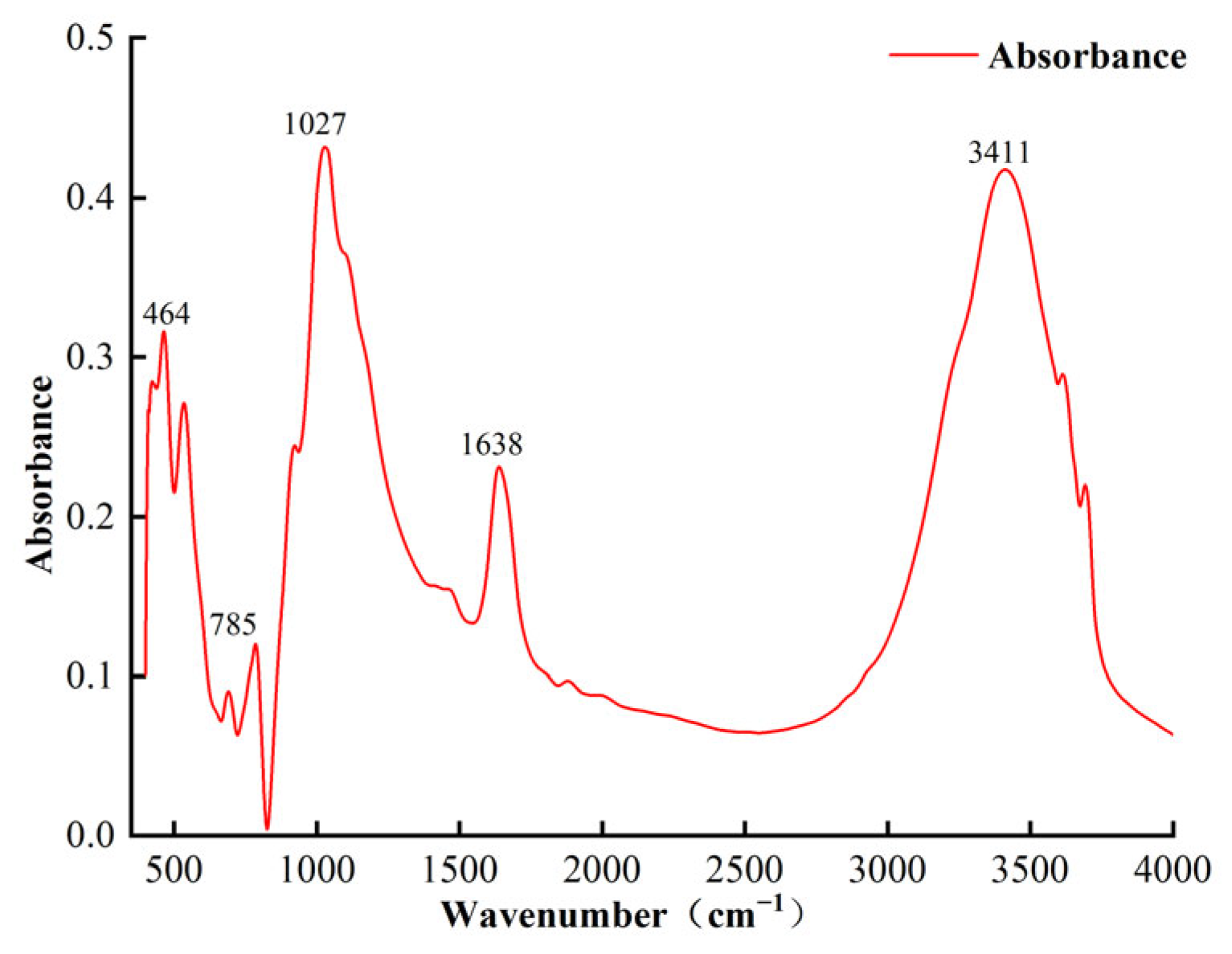
The infrared spectra of the road dust samples are shown in Figure 5. Notably, the spectra revealed absorption peaks around 3411 cm−1 and 1027 cm−1, attributed to alkenes, alkynes, or aromatic compounds, leading to unsaturated C-H stretching vibrations and R-O stretching vibrations of aromatic ethers, respectively. The presence of aromatic hydrocarbon compounds and olefins in the road dust indicated a certain level of hydrophobicity.
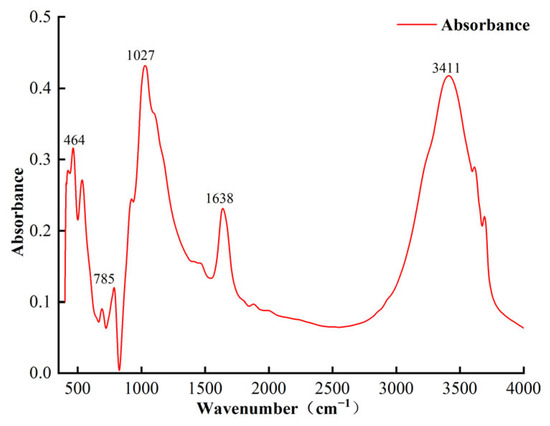
Figure 5.
FTIR spectra of road dust samples.
3.1.2. Road Dust Scanning Electron Microscope (SEM) Analysis
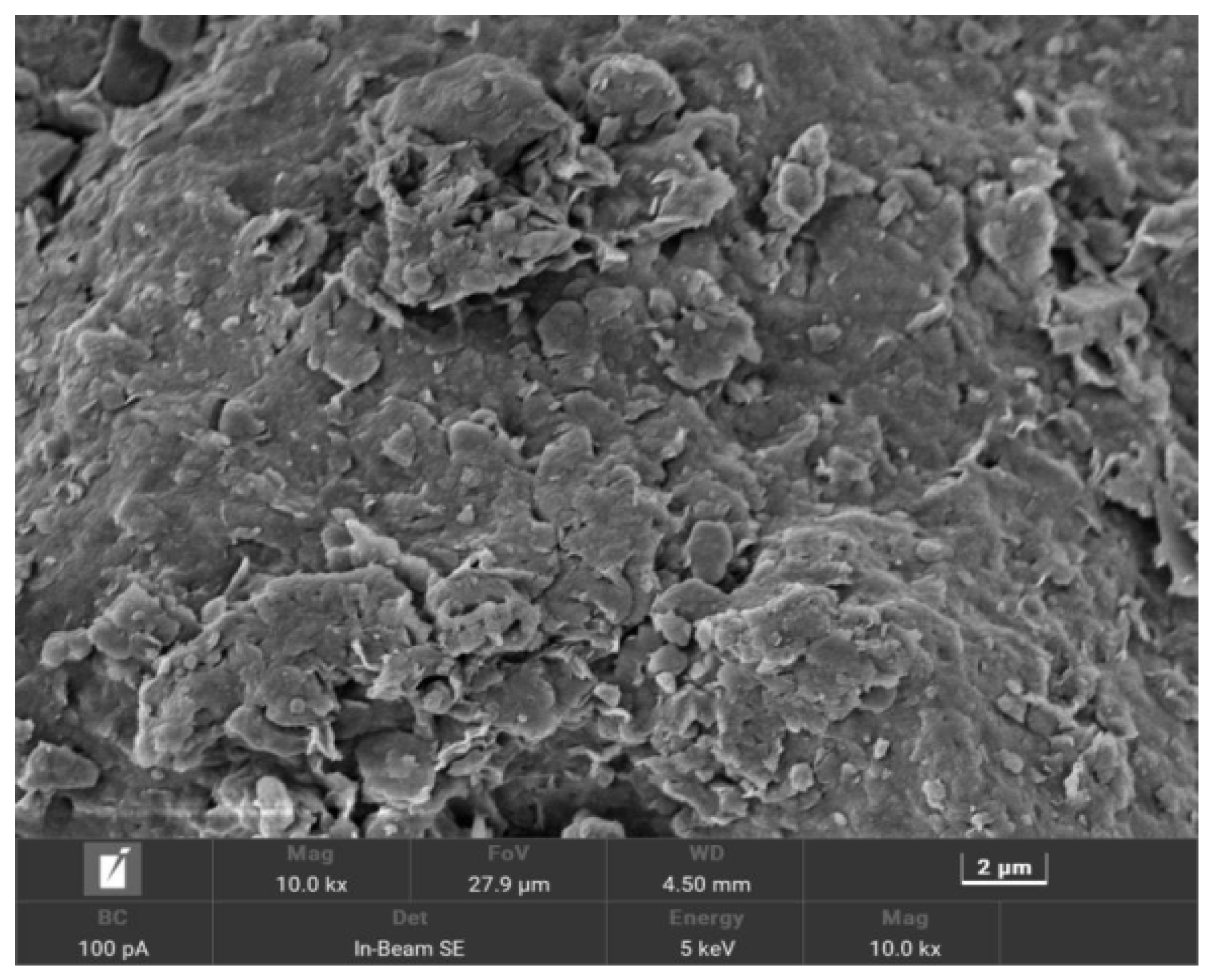
The resulting electron microscope image, magnified at 10,000 times, is presented in Figure 6. It illustrates the surface of the dust particles, revealing a highly irregular topography. The particles exhibit a non-uniform size distribution and are randomly scattered. Their irregular shapes present challenges for effective solution diffusion, making it difficult for the surface of truck pavements to be adequately wetted.
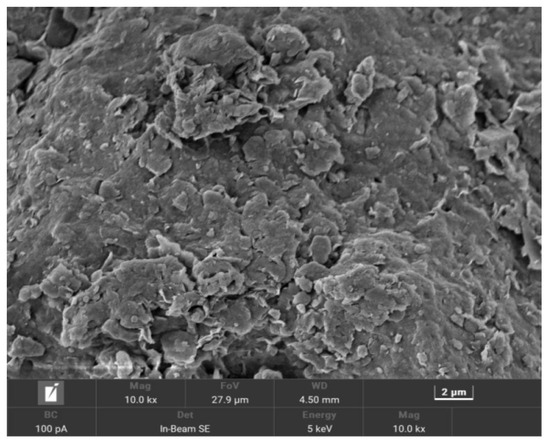
Figure 6.
SEM (10,000×) of road dust samples.
3.2. Monomer Optimization Test Results
3.2.1. Surfactant Monomer Optimization Results
Determination of surfactants aimed to investigate how different concentrations of surfactants influence surface tension and alter the contact angle of dust particles, as depicted in Figure 7.
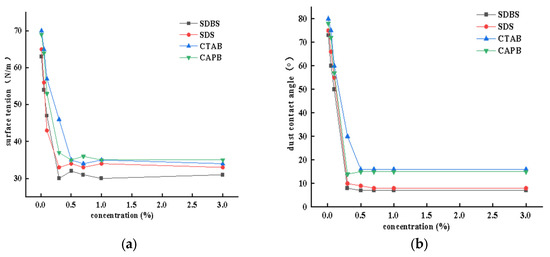
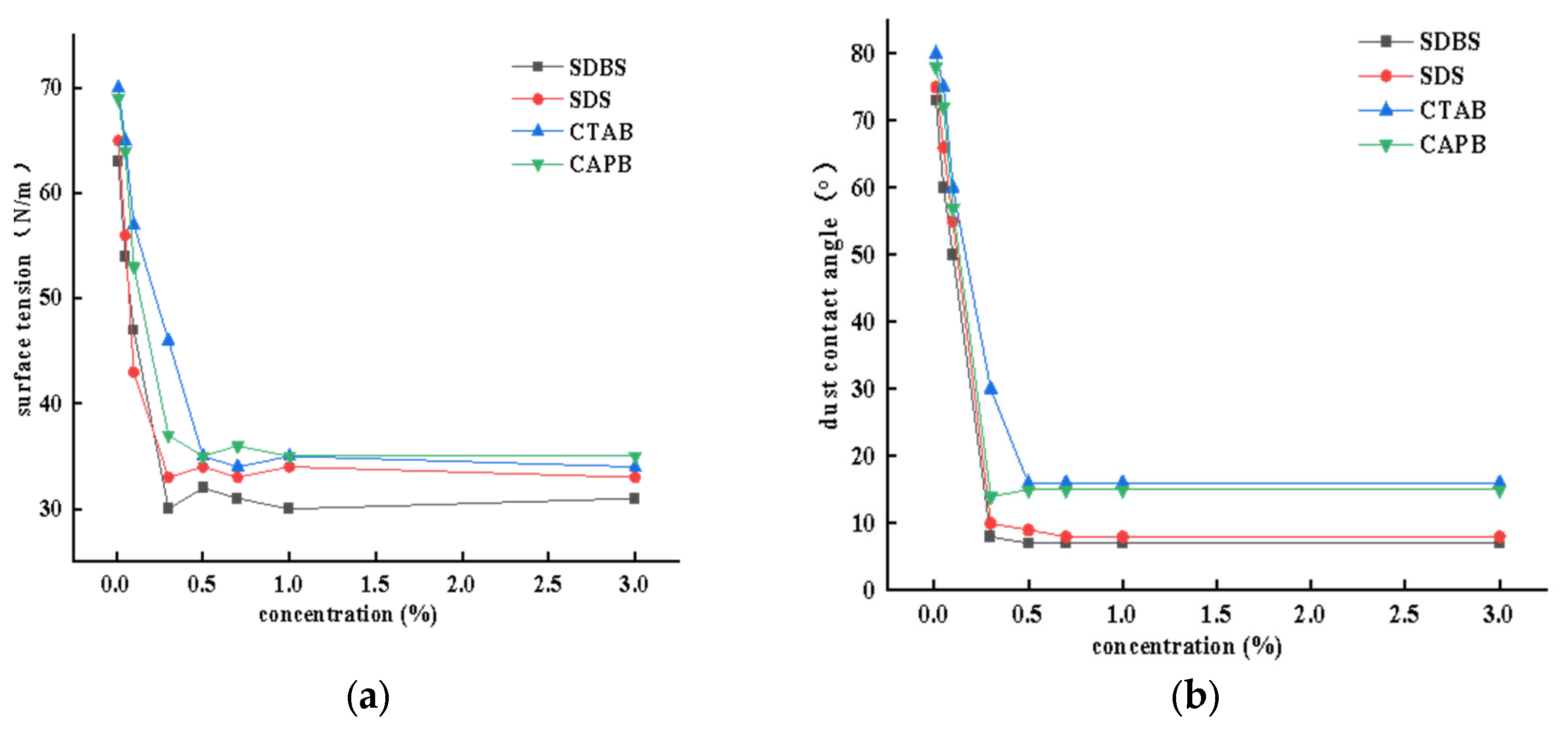
Figure 7.
Results of surfactant determination (a) trend in surface tension; (b) trends in dust contact angle.
As depicted in Figure 7, the surface tension of the four selected surfactants exhibited a notable decrease as their concentration increased. Notably, sodium dodecylbenzene sulfonate reached the lowest surface tension value, registering at 31.02 N/m at a mass concentration of approximately 0.30%. This result underscores the exceptional effectiveness of sodium dodecylbenzene sulfonate in reducing surface tension. Simultaneously, the contact angles of these surfactants in wetting the dust particles exhibited a decline with increasing concentration. Sodium dodecylbenzene sulfonate demonstrated the most remarkable wetting effect, with its contact angle decreasing from 73° to 8°. Conversely, cetyltrimethylammonium bromide had the least wetting effect, with its contact angle dropping from 80° to 17°. The impact of sodium dodecylbenzene sulfonate in reducing the contact angle was the most pronounced. Consequently, sodium dodecylbenzene sulfonate was determined to be the most suitable raw material for the best wetting agent.
3.2.2. Humectant Monomer Optimization Results
The evaporation trends of the three humectants when applied to dust are presented in Figure 8.
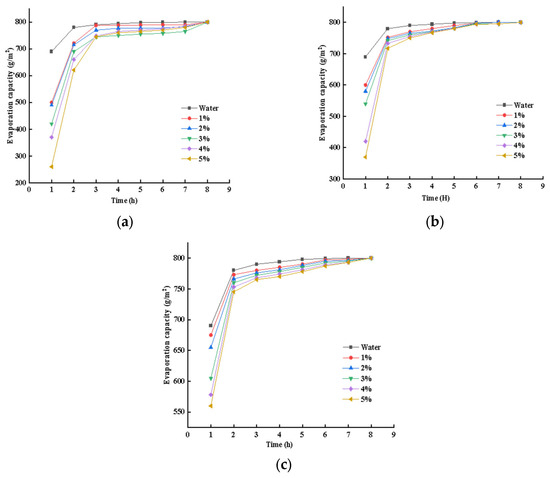
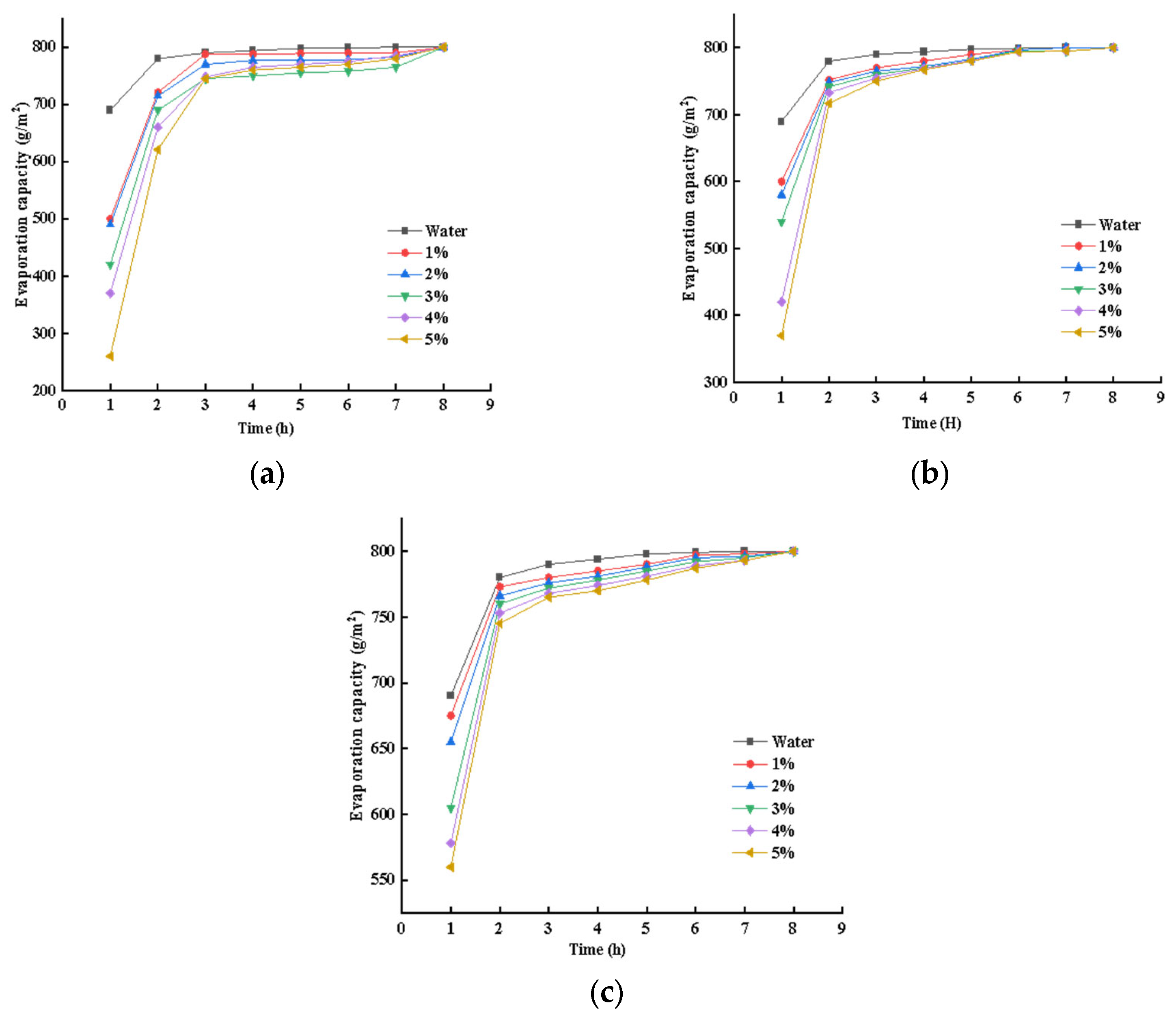
Figure 8.
Changes in evaporation of dust sprayed with (a) glycerin solution, (b) sodium polyacrylate in solution and (c) triethanolamine solution.
Figure 8 reveals varying degrees of evaporation for the three humectants over time, with the strength of their moisturizing effects closely linked to the extent of evaporation. After 2 h of blast drying, glycerol, sodium polyacrylate, and triethanolamine displayed the following minimum evaporation values: 621.03 g, 717.15 g, and 745.13 g, respectively. Their maximum evaporation values were 721.38 g, 752.54 g, and 773.67 g. Between the third and eighth hour of blast drying, the evaporation rates of these three substances tended to stabilize, reaching their peak values. Within this 8 h timeframe, the order of average dust evaporation from least to most was glycerol, sodium polyacrylate, and triethanolamine. Among these three moisturizing agents, glycerol exhibited the lowest evaporation rate, displaying a slower change trend and delivering the most effective moisturizing performance. Consequently, glycerol was recommended as the optimal coagulant for orthogonal testing.
3.2.3. Coagulant Monomer Optimization Results
The viscosity measurement results of the four coagulants are shown in Figure 9.
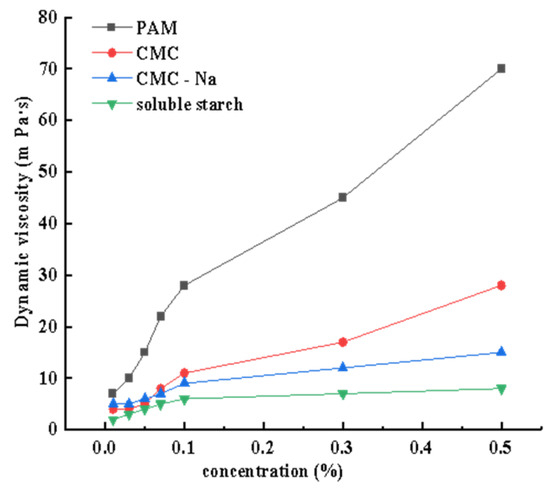
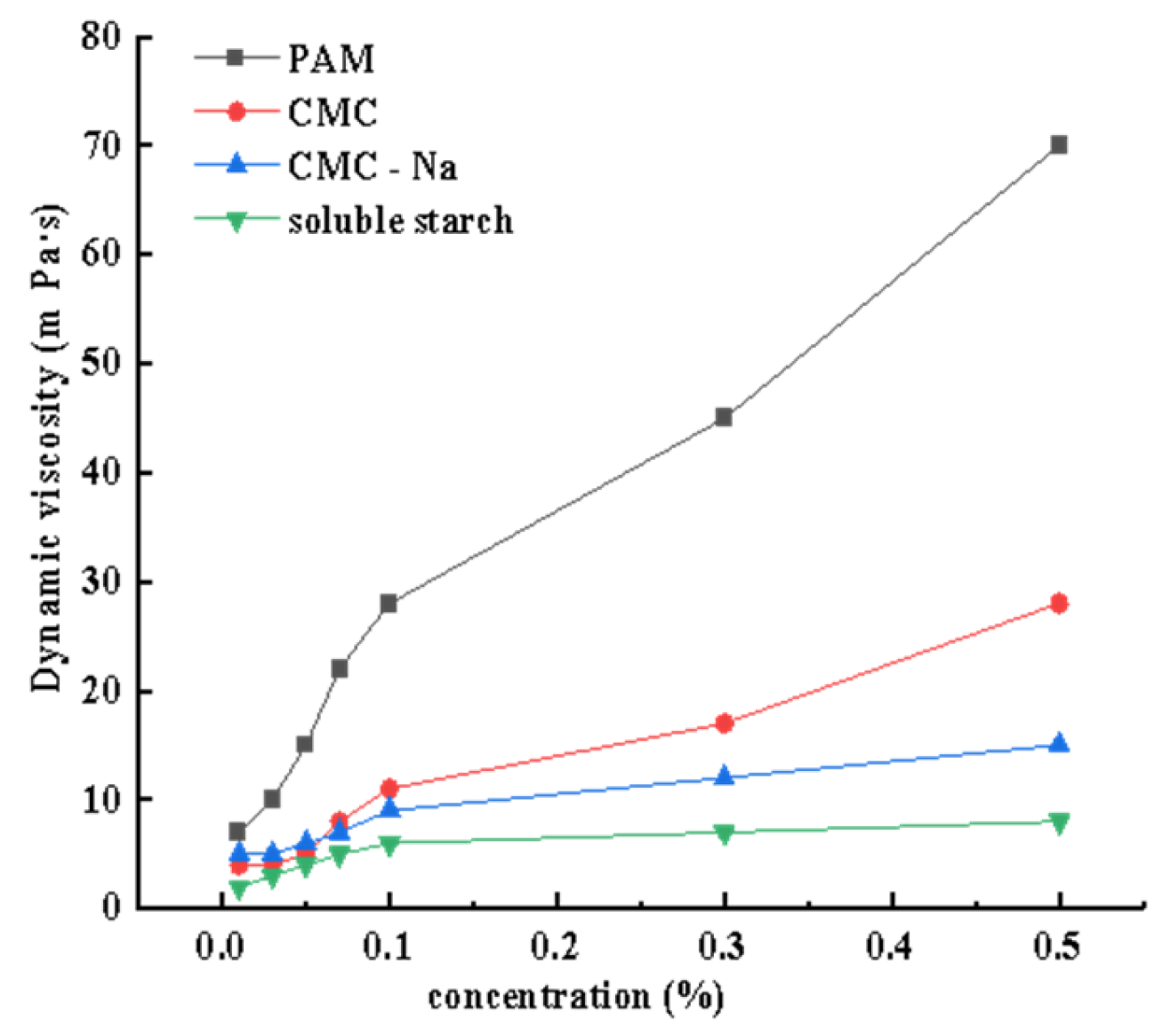
Figure 9.
Changes in the viscosity of the condensate at different concentrations.
In Figure 9, it is evident that the viscosity of the four types of coagulants increases in response to higher solution mass concentrations. Notably, both polyacrylamide and carboxymethyl cellulose solutions exhibited a steep and substantial increase in viscosity as their concentration rose. Among these, polyacrylamide displayed the swiftest rate of viscosity growth. In contrast, the viscosity increase in sodium carboxymethyl cellulose and soluble starch solutions was more gradual and gentler. Consequently, the effectiveness of the four coagulants in promoting bonding can be ranked as follows: polyacrylamide was the most effective, carboxymethyl cellulose comes next, and sodium carboxymethyl cellulose and soluble starch have the least effective bonding properties. Consequently, polyacrylamide was the chosen binder for orthogonal testing.
3.2.4. Antifreeze Compounding Solution Components Optimization Results
The corresponding freezing points of antifreeze compounding solutions of different concentrations are shown in Table 3.
Table 3.
Measurement table of three antifreeze materials.
The results of antifreeze compounding and synergizing experiments showed that the freezing point of most of the compounding solutions reaches below −45 °C. Considering the price and cost of the compounding component monomers and other factors, the fourth group was selected as the best antifreeze component: 30% ethylene glycol, 5% potassium acetate, 10% potassium formate.
3.3. Analysis of Orthogonal Test Results
According to the orthogonal test results, the corresponding K and R values of the four control indexes were shown in Table 4.
Table 4.
Orthogonal test results.
The impact of the four factors on each test indicator can be assessed using the K and R values [20]. Notably, R holds significant correlation with primary and secondary factors, with a larger R value indicating a more pronounced influence of the corresponding factor. Table 4 demonstrates that higher penetration rates result in superior wetting performance, leading to a larger K value, and the optimal formulation is B2N2R3F1. It was evident that R has the most substantial effect on dust penetration rate, with the order of significance being RR > RB > RF > RN. Conversely, smaller evaporation was associated with improved water retention, resulting in a smaller K value. The optimal formulation for this scenario was B2N3R1F2, and it was apparent that B had the most significant impact on dust water content evaporation, with the order of significance being RB > RF > RN > RR. For the coagulation effect, higher viscosity values lead to better results, signified by a larger K value. The ideal formula in this case is B3N3R1F3, and it was evident that N holds the most influence on dust coagulation and sedimentation, with the order of significance being RN > RF > RB > RR. When it comes to antifreeze effects, a lower freezing point in the dust suppressant solution is more desirable, resulting in a smaller K value. The optimal formula is B3N1R1F3, and F has the most significant effect on the road dust suppressant’s antifreeze properties, with the order of significance being RF > RB > RN > RR.
Referring to Table 5, it is evident that factor B played a pivotal role in mitigating evaporation, enhancing viscosity, and lowering the freezing point, with its most pronounced impact being on evaporation resistance, favoring level B2. Factor N significantly contributes to viscosity and anti-evaporation, particularly excelling in influencing the viscosity index, aligning with the optimum level N3. Meanwhile, factor R prominently affects the penetration rate, with the ideal level being R1. Lastly, factor F is instrumental in shaping viscosity, evaporation resistance, and freezing point, with the most notable influence observed in freezing point reduction, favoring level F3. In summation, the most effective formulation for an antifreeze dust suppressant is B2N3R1F3. Additionally, with reference to Table 5, factor F emerges as a key player in controlling viscosity, evaporation resistance, and freezing point, with its most significant impact seen in freezing point modification, favoring level F3. Therefore, the optimal formulation for an antifreeze dust suppressant remains B2N3R1F3, as shown in Table 6.
Table 5.
Range analysis of orthogonal test performance indicators.
Table 6.
Optimal formulations of dust suppressants.
3.4. Analysis of Dust Suppression Mechanisms
Figure 10 illustrates the schematic diagram detailing the fundamental principles behind the dust suppression process using a proprietary antifreeze dust suppressant that we have developed.
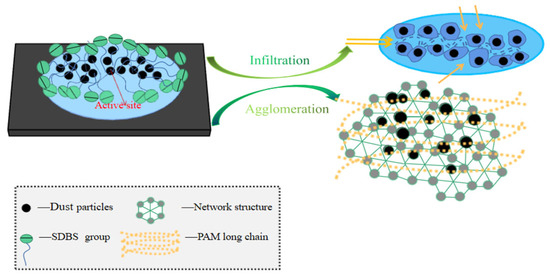
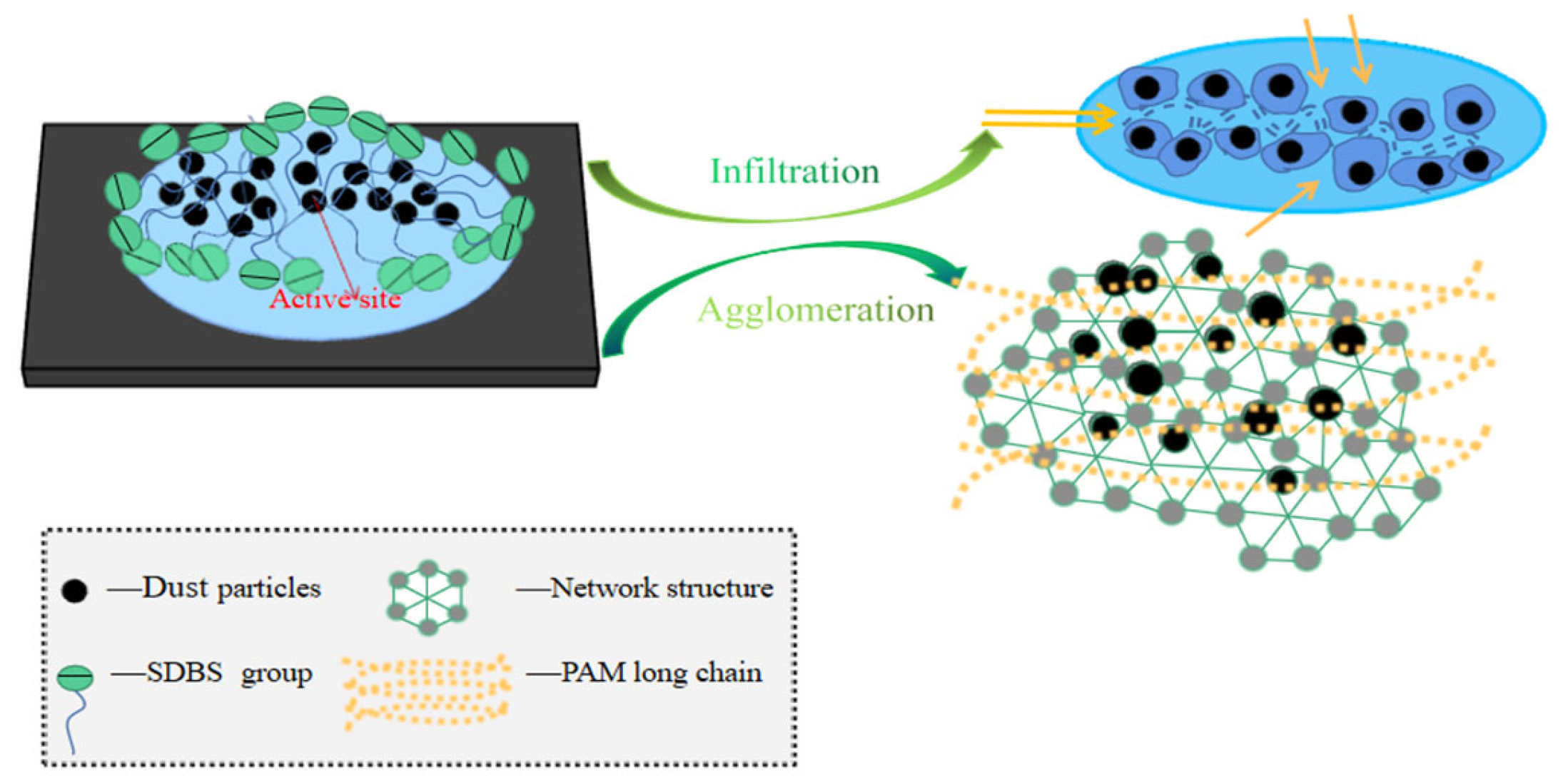
Figure 10.
Dust suppression schematic.
The above figure illustrates the infiltration of a dust suppressant into the road surface. The surfactant SDBS within this dust suppressant serves to decrease the solution’s surface tension, thereby expediting the wetting of road dust. Additionally, the coagulant PAM forms a stable three-dimensional structure, facilitating the aggregation of fine dust particles into a cohesive cement-like layer on the coal dust’s surface. This process effectively curbs dust generation at its source. The extended polymer chains, comprising a combination of SDBS and PAM, establish a network structure that efficiently adsorbs and envelops dust particles. This enhances the binding strength of the dust, leading to reduced crack formation and an overall improvement in the integrity of the road surface’s dust suppression film. Furthermore, the presence of antifreeze aids in lowering the freezing point, increasing compatibility with glycerol, and further reducing the freezing point through interaction with the surfactants.
3.5. Analysis of Field Test Results
3.5.1. Determination of the Best Dilution Ratio Results
Determination of the best dilution ratio results are presented in Figure 11.
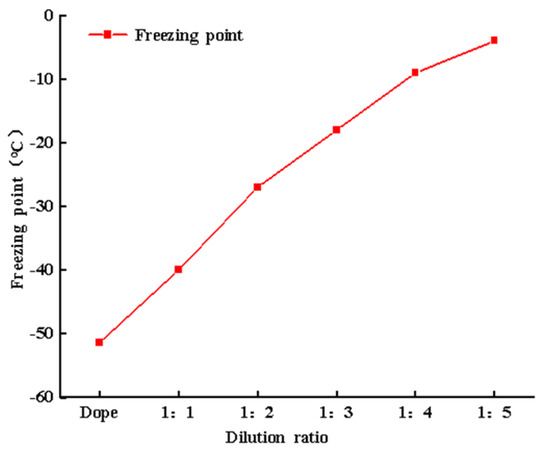
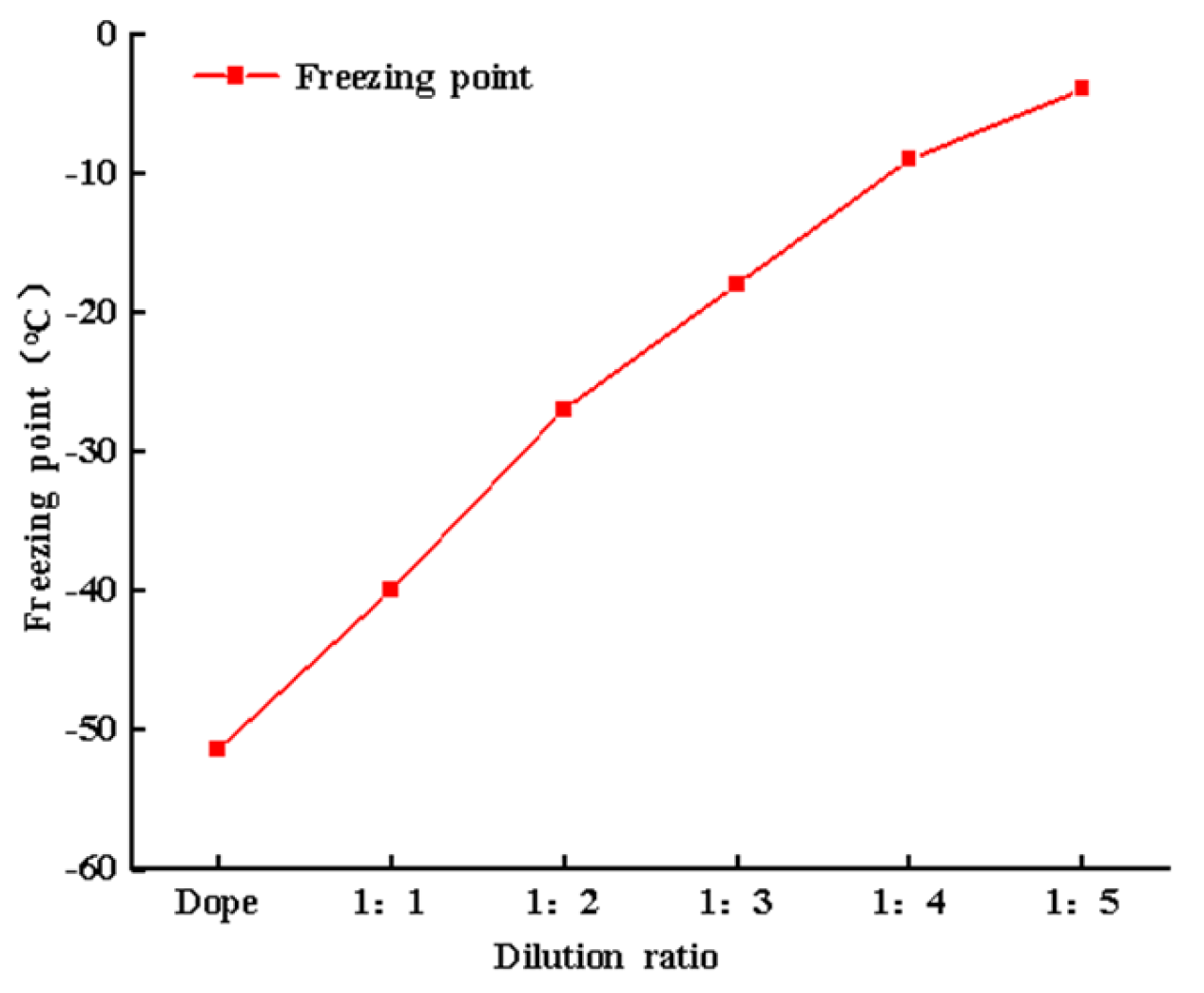
Figure 11.
Dust suppressant frost protection performance graph.
As indicated in Figure 11, there is a noticeable upward trajectory in the freezing point of the dust suppressant solution as the quantity of added water for dilution increases. Analyzing meteorological data for the past ten years in the Holinhe region during the winter months of November through March reveals an average minimum temperature range of −22 °C to −25 °C. Notably, when the dust suppressant is diluted at a ratio of 1:2, the freezing point of the solution reaches −27 °C. This aligns with the requirements for both anti-freezing and dust suppression on truck roads during North Surface Coal Mine winters. Consequently, the optimal dilution ratio for antifreeze and dust suppressant was determined to be 1:2.
3.5.2. Total Dust Concentration and Exhaled Dust Concentration
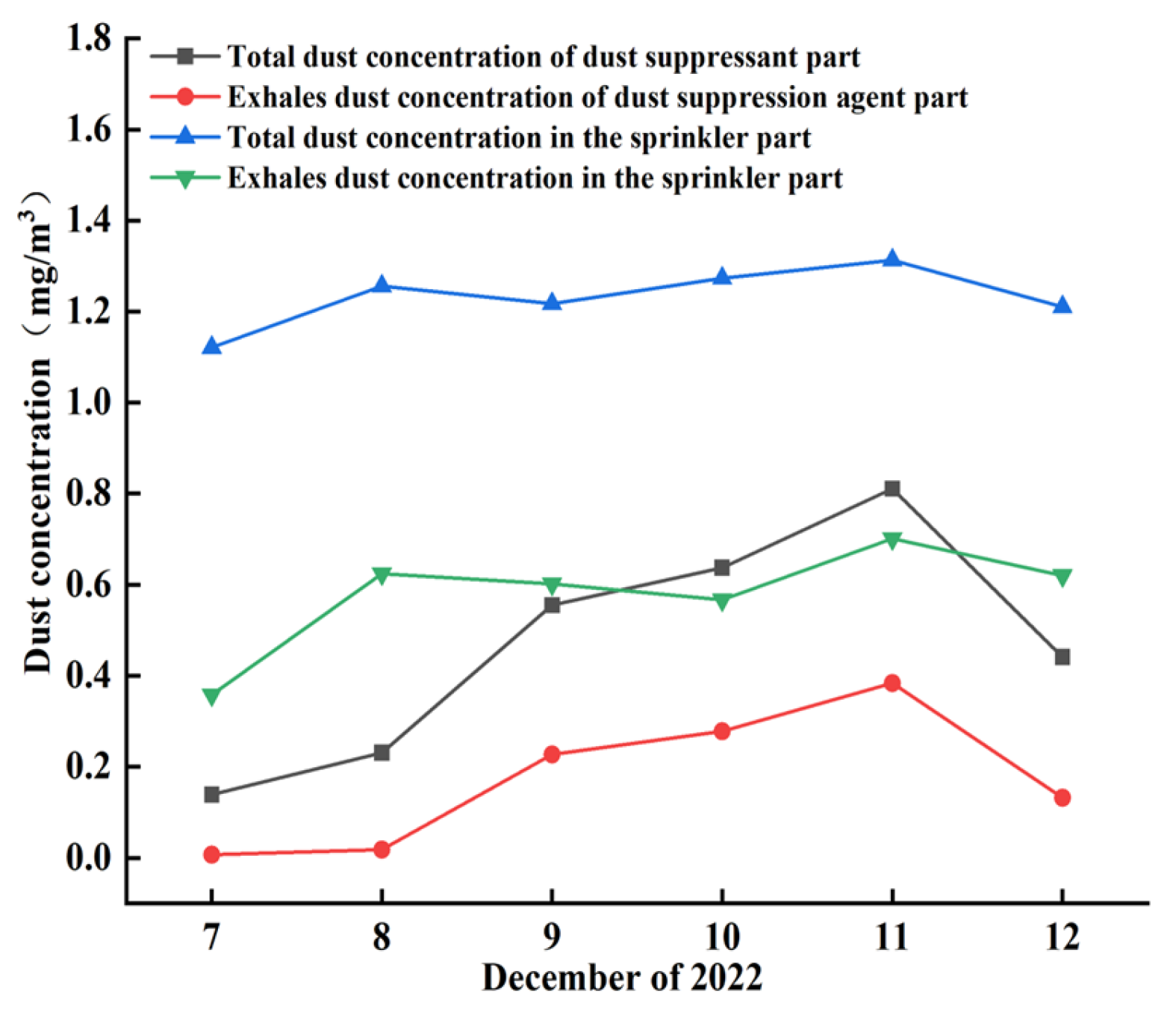
Figure 12 shows the trend of total dust concentration and exhaled dust concentration in the sprinkler section and the dust suppressant section during the field test.
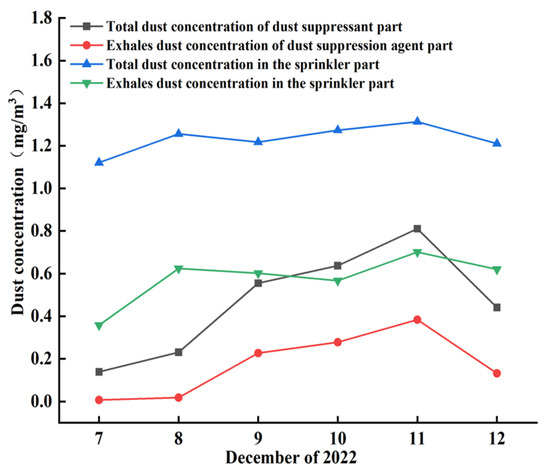
Figure 12.
Variation of dust concentration in the field test section.
From the analysis of Figure 12, several key findings become apparent. During the test period, the average concentration of airborne dust in the section where a dust suppressant was applied through spraying measured at 0.469 mg/m3. This value was significantly lower, approximately 3/8 of the concentration observed in the section treated with a traditional sprinkler system. Additionally, the study revealed that the average concentration of exhaled dust in the area treated with the sprayed dust suppressant was 0.174 mg/m3, representing about 3/10 of the concentration in the sprinkler section. Furthermore, the overall dust suppression efficiency in the dust suppressant section stood at an impressive 92%, a notable 1.4 times higher than that achieved with the sprinkler system. The effectiveness of single sprinkling for dust suppression was observed to last between 2 and 4 h. In contrast, the average duration of dust suppression when employing the sprayed dust suppressant was notably longer, approximately 48 times that of traditional sprinkling. This observation underlines the significantly heightened dust suppression capabilities of the spray-based approach compared to the conventional method of watering for dust control.
3.5.3. Road Water Content and Moisture Return Performance
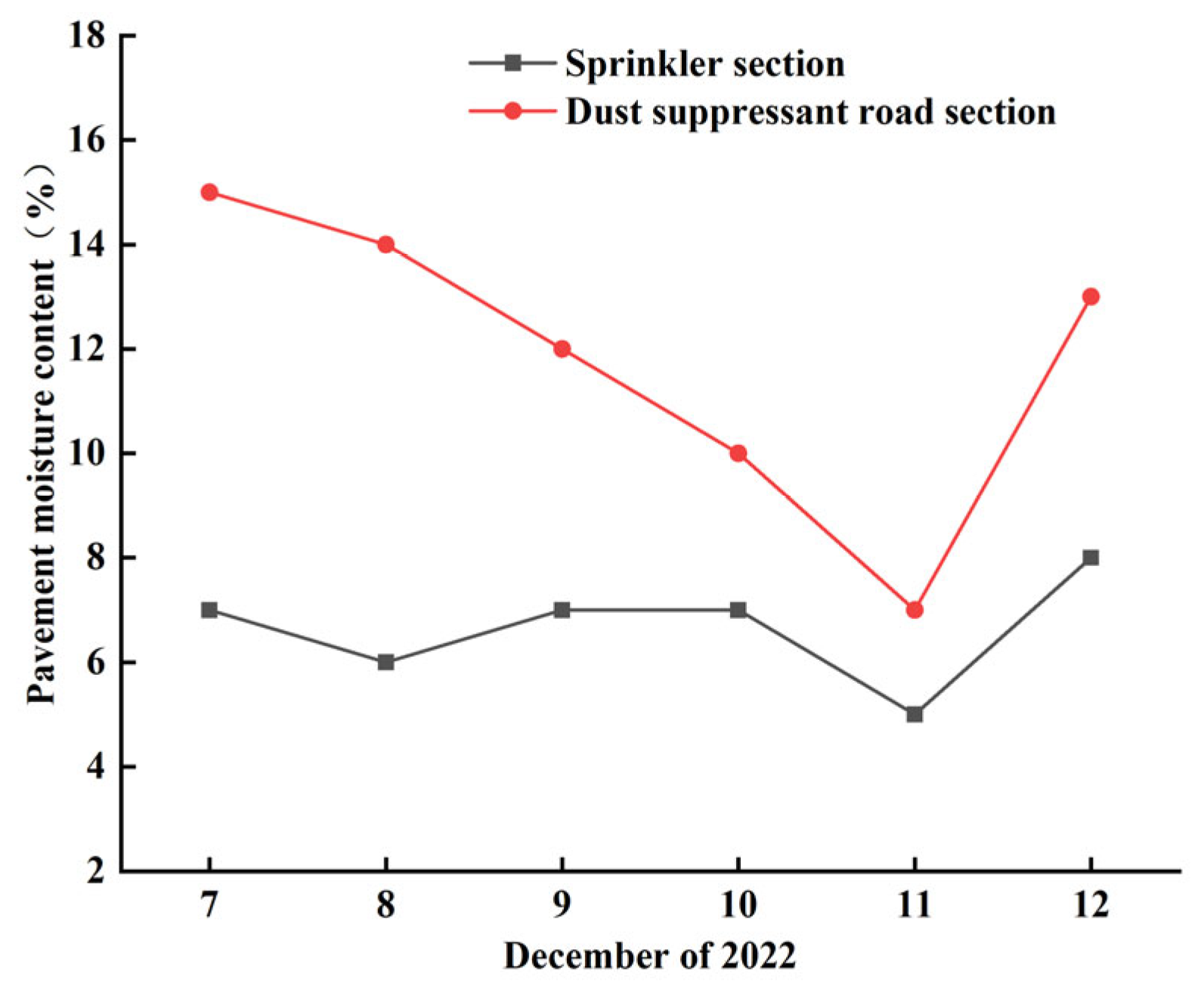
It was sunny from 7 to 11 December in the North Open-Pit, and cloudy on December 12, which increased the humidity of the air. The curve graph in Figure 13 presents the trend of the soil moisture content of the pavement in the water sprinkler section and the dust suppressant-sprayed section during the field test.
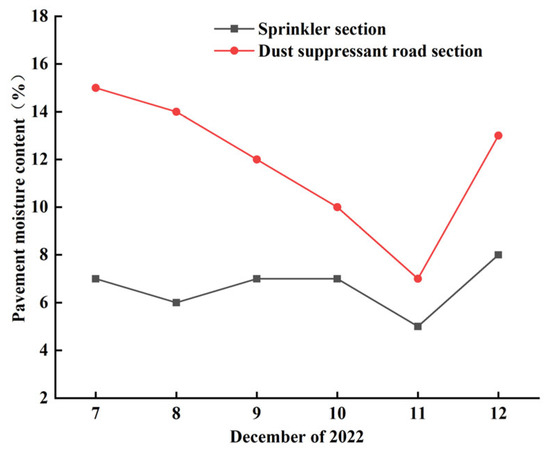
Figure 13.
Variation of water content in field test sections.
The road surface in the dust suppressant spraying section exhibits a remarkable water content, measuring up to 15%. In contrast, the daily sprinkling section’s road surface maintains a water content range of 5% to 8%, which is approximately 2.3 times lower than the former. The initial five days of antifreeze dust suppressant spraying occurred under sunny conditions. However, as time progressed, the dust suppressant pavement gradually lost moisture, resulting in a declining water content. On the sixth day, cloudier weather prevailed, leading to increased air humidity. This atmospheric change significantly raised the water content of the dust suppressant roadway. In contrast, the water content in the cloudy water-sprinkled roadway showed no significant alterations. This variance can be attributed to the fact that the internally developed dust suppressant contains hygroscopic components, including polyacrylamide, which can draw in moisture from the air [21]. This feature allows it to maintain a long-term moisturizing effect. Consequently, the independently developed dust suppressant demonstrated the ability to maintain a soil water content of up to 15%, approximately two times that of traditional methods. The ability to absorb moisture from the air, facilitating long-lasting moisturizing, indicates the excellent moisture retention performance of the dust suppressant. This, in turn, prolongs the effective duration of the dust suppressant’s performance.
3.5.4. Dust Particle Size and Cementing Performance
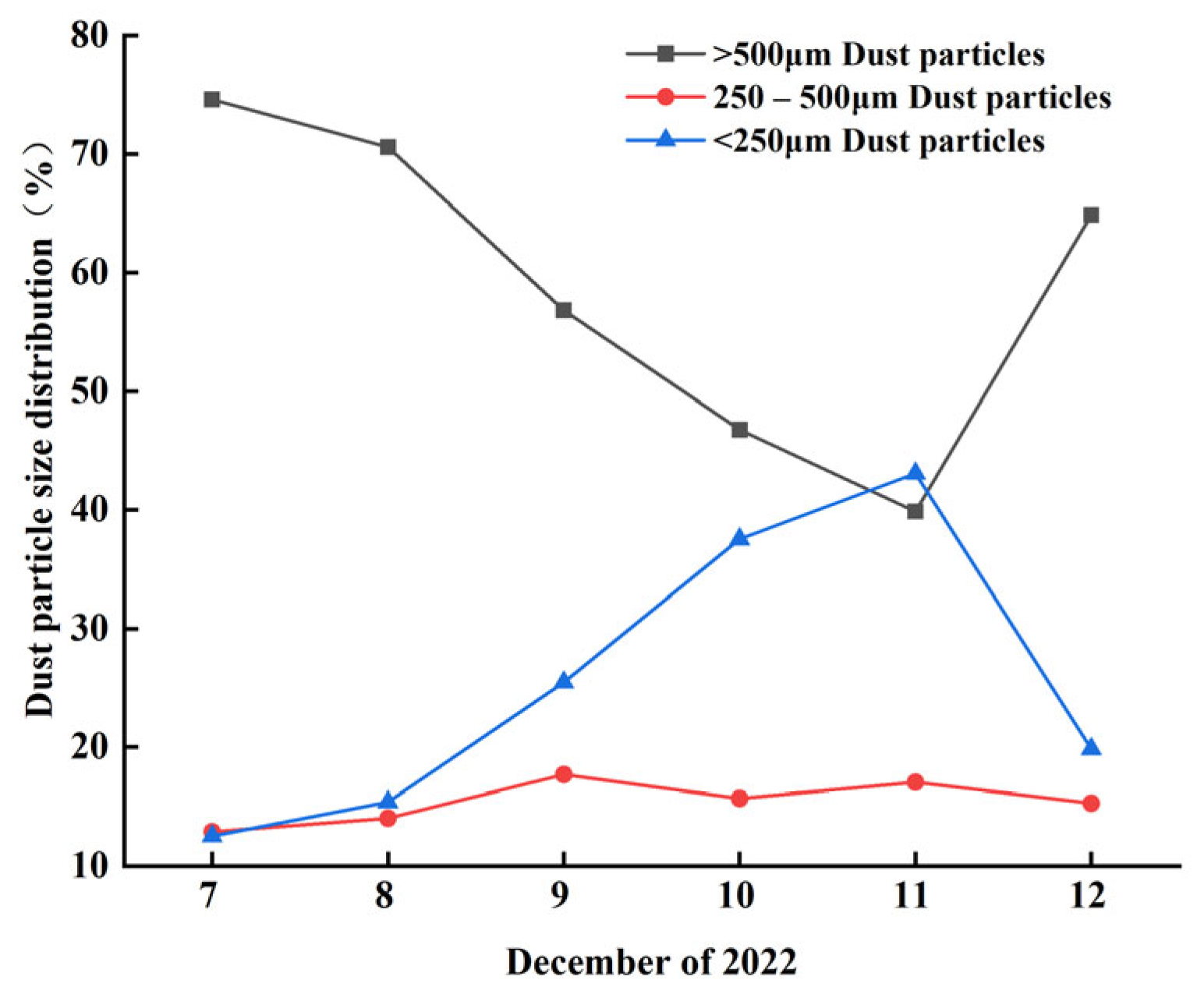
The average proportion of small dust particles less than 250 μm in the daily sprinkler section was 49.15%, and the average proportion of large dust particles larger than 500 μm was 27.09%. The curve diagram in Figure 14 shows the trend of the dust particle size distribution in the dust suppressant-sprayed section during the field test.
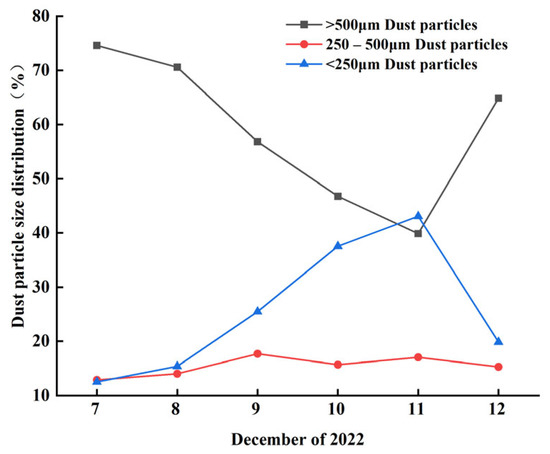
Figure 14.
Changes in dust particle size distribution in dust suppressant section.
In Figure 14, an examination of the test period reveals that the sprayed road section exhibited a noteworthy range of small particles with a particle size less than 250 μm, ranging from 12.52% to 48.68%. Simultaneously, the proportion of larger particles, exceeding 500 μm, ranged from 29.07% to 74.60%. This observation attests to the dust suppressant’s ability to aggregate and finesse dust particles, signifying a substantial reduction in truck-induced pavement dust. Moving on to Figure 15, which showcases the road surface conditions in each test section on the third day of the field test, a conspicuous difference emerges when compared to the water-sprinkled section. The dust suppressant section clearly forms a cohesive surface layer, approximately 3 cm thick. This phenomenon suggests that the dust suppressant not only curbs dust but also exhibits the capacity to consolidate and cement the topmost layer of the road surface simultaneously.

Figure 15.
Sprinkled roadway vs. dust suppressant roadway (a) sprinkler section; (b) dust suppressant section.
3.5.5. Freezing Point and Antifreeze Performance
During the field test, the North Open-Pit Coal Mine experienced extreme temperature conditions, with the highest temperature plummeting to −15 °C and the lowest temperature plunging even further to −26 °C. In Figure 16, a comparison of the antifreeze performance between the sprinkler section and the dust suppressant section on the fourth day of the field test is presented. At this juncture, the temperature in the open-pit mine had plummeted to a bone-chilling −26 °C. The left figure depicts the sprinkler section, revealing a significant issue of road surface freezing in such frigid conditions. In contrast, the right figure illustrates the dust suppressant section on that very same day, and it is evident that this section showed no signs of freezing, even at the same punishing temperature. The sprayed dust suppressant section remained wet and free from freezing, indicating that the dust suppressant solution, when diluted at a ratio of 1:2, effectively copes with the severe winter climate conditions of the North Open-Pit Mine.

Figure 16.
Comparison of frost protection performance of sprinkler section and dust suppressant section (a) sprinkler section; (b) dust suppressant section.
4. Conclusions
Through a series of experiments focused on antifreeze properties and synergistic effects, a compound antifreeze solution, denoted as F, was formulated. This compound was chosen as one of the primary components for subsequent orthogonal testing. Notably, the lowest freezing point achieved by this compound F was an impressive −51.4 °C, effectively safeguarding the road surface against freezing. In the orthogonal testing phase, four monomer materials, B, N, R, and F, were assessed using performance indicators like penetration rate, evaporation resistance, viscosity, and freezing point. The optimal antifreeze dust suppressant formula was determined to be B2N3R1F. Additional research, taking into account meteorological data from the Holling River region over the last decade, confirmed that this formula’s optimal dilution ratio is 1:2, resulting in a corresponding freezing point of −27 °C. The field test results underscored the effectiveness of antifreeze compound F, with its impressively low freezing point of −51.4 °C, in preventing road surface icing. Field test outcomes revealed that after the application of the internally developed dust suppressant, the dust reduction efficiency in the dust suppressant section and the sprinkler section reached 93% and 66%, respectively. Similarly, the respiratory dust reduction efficiency in these sections was 91% and 65%, respectively. Overall, the antifreeze dust suppressant outperformed the sprinkler section by 1.4 times in dust suppression efficiency. Moreover, the average soil moisture content in the dust suppressant section was 1.8 times that of the sprinkler section. Notably, large-size dust particles in the dust suppressant section were three times more concentrated than in the sprinkler section, demonstrating the significant agglomeration and condensation properties of the dust suppressant. The polyacrylamide component in the antifreeze and dust suppressant exhibited impressive moisture-absorbing capabilities. This attribute was the main driver behind the formation of a robust 3 cm cemented layer on the road surface during the field test. It indicates that the antifreeze and dust suppressant possess notable cementing and moisture-retention properties, allowing for long-term road surface moisturization and the effective prevention of dust accumulation at its source. The winter season at the North Pit Mine in Inner Mongolia, China, lasts for six months. During this period, the total cost of using the self-developed antifreeze dust suppressant was RMB 2,250,000, while the total cost of using the commercially available dust suppressant was RMB 4,050,000, and the total cost of using water sprinkler dust suppression was RMB 3,220,000. The economic cost of using the antifreeze dust suppressant was nearly 45% lower than that of using the commercially available dust suppressant, and 39% lower than that of using water sprinkler dust suppression. Therefore, the application of antifreeze dust suppressant has excellent economic benefits. These research findings provide a valuable experimental foundation and technical support for addressing the challenges of antifreeze and dust suppression on mine roads in extreme low-temperature conditions. Such developments hold practical significance for advancing environmentally friendly mining practices in open-pit coal mines.
Author Contributions
Conceptualization, X.Z.; methodology, X.Z.; validation, J.D., Y.Q. and Y.L.; formal analysis, H.W.; investigation, Z.M.; data curation, J.D., Y.Q. and Y.L.; writing—original draft preparation, J.D.; writing—review and editing, B.B. and X.Z.; supervision and project administration, X.Z. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the sub-project of National Key R & D program (2019 YFC180380104); the scientific research project of Liaoning Provincial Education Department (LJ2020JCL031).
Data Availability Statement
All the data in the manuscript are original. The data used to support the findings of this study are available from the corresponding author upon request.
Acknowledgments
The authors gratefully thank the necessary laboratory support provided by the Liaoning Technical University.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Alvaro, G.; Douglas, A.; Christian, H.; Carlos, L.; Marcelo, G. Reducing mine water use in arid areas through the use of a byproduct road dust suppressant. J. Clean. Prod. 2019, 230, 46–54. [Google Scholar]
- Hu, S.Y.; Gao, Y.; Feng, G.R.; Huang, Y.S.; Shao, H.; Liao, Q.; Hu, F. Characteristics of dust distributions and dust control measures around road-header drivers in mining excavation roadways. Particuology 2021, 58, 268–275. [Google Scholar] [CrossRef]
- Zhang, Q.; Zhou, G.; Qian, X.M.; Yuan, M.Q.; Sun, Y.L.; Wang, D. Diffuse pollution characteristics of respirable dust in fully-mechanized mining face under various velocities based on CFD investigation. J. Clean. Prod. 2018, 184, 239–250. [Google Scholar] [CrossRef]
- Wang, M.; Yang, Z.W.; Tai, C.W.; Zhang, F.; Zhang, Q.F.; Shen, K.J.; Guo, C.B. Prediction of road dust concentration in open-pit coal mines based on multivariate mixed model. PLoS ONE 2023, 18, e284851. [Google Scholar] [CrossRef] [PubMed]
- Meng, X.M.; Chen, L.L.; Wang, G.H.; Zhao, R.J. Comprehensive evaluation of occupational-disease-inductive factors in an open-pit coal mine in Inner Mongolia. Inner Mong. Coal Econ. 2020, 5, 54–55. (In Chinese) [Google Scholar]
- Frederick, A.; Vinod, G.; Catherine, M.; MacPhail, C.; Davies, B. A systematic review of the effectiveness of dust control measures adopted to reduce workplace exposure. Environ. Sci. Pollut. Res. Int. 2023, 30, 54407–54428. [Google Scholar]
- Jin, H.; Zhang, Y.S.; Chen, K.; Niu, K.; Wu, G.A.; Wei, X.R.; Wang, H.W. Preparation and Characterization of a Composite Dust Suppressant for Coal Mines. Polymers 2020, 12, 2942. [Google Scholar] [CrossRef]
- Jin, L.Z.; Zhu, J.M.; Ren, Z.G.; Wei, W. Research on antifreezing dust depressor used to the road in open-pit mines. Chin. J. Eng. 2004, 26, 4–6. (In Chinese) [Google Scholar]
- Sajid, H.U.; Kiran, R. Influence of corrosion and surface roughness on wettability of ASTM A36 steels. Constr. Steel Res. 2018, 144, 310–326. [Google Scholar] [CrossRef]
- Huang, Z.; Huang, Y.; Yang, Z.J.; Zhang, J.; Zhang, Y.H.; Gao, Y.K.; Shao, Z.L.; Zhang, L.H. Study on the physicochemical characteristics and dust suppression performance of new type chemical dust suppressant for copper mine pavement. Environ. Sci. Pollut. Res. 2021, 28, 59640–59651. [Google Scholar] [CrossRef]
- Du, C.F.; Cai, S.J.; Jiang, Z.A. Experimental study on controlling road dust raising in the open mine with the YCH dust suppressant. Chin. J. Eng. 2007, 29, 45–48. (In Chinese) [Google Scholar]
- Jin, H.; Zhang, Y.S.; Li, N.; Yang, J.J.; Xi, Y.; Cai, L.; Pan, Z.C. Preparation and performance characterization of a new dust suppressant with a cross-linked network structure for use in open-pit coal mines. Environ. Sci. Pollut. Res. 2021, 29, 7001–7013. [Google Scholar] [CrossRef] [PubMed]
- Zhao, X.L.; Zhao, X.Y.; Han, F.W.; Song, Z.L.; Wang, D.; Fan, J.F.; Jia, Z.Z.; Jiang, G.G. A research on dust suppression mechanism and application technology in mining and loading process of burnt rock open pit coal mines. J. Air Waste Manag. Assoc. 2021, 71, 1568–1584. [Google Scholar] [CrossRef] [PubMed]
- Xu, C.W.; Nie, W.; Peng, H.T.; Zhang, S.B. Numerical simulation study on atomization rule and dust removal effect of surface-active dust suppressants. Environ. Sci. Pollut. Res. 2023, 30, 66730–66744. [Google Scholar] [CrossRef] [PubMed]
- Zheng, Y.; Dou, J.B.; Wang, Y.; Zhu, L.; Yao, G.; Kim, Y.H.; Radke, C.J.; Wu, J.Y. Sustained Release of a Polymeric Wetting Agent from a Silicone-Hydrogel Contact Lens Material. ACS Omega 2022, 7, 29223–29230. [Google Scholar] [CrossRef] [PubMed]
- Xu, L.M.; Wei, H.; Kang, X.Y.; Li, Y.J.; Yang, F.S.; Li, W.X.; Kou, J.X.; Bao, X.Y.; Fu, H. Study of effect and mechanism of flame retardation-bursting liability reduction based on chelating water injection wetting agent in coal seam. Energy Rep. 2022, 8, 4899–4912. [Google Scholar] [CrossRef]
- Wang, X.N.; Yang, J.N.; LI, X. Study on characteristics and microscopic mechanism of composite environment-friendly dust suppressant for urban construction site soil fugitive dust based on response surface methodology optimization. Environ. Sci. Pollut. Res. 2023, 30, 41954–41969. [Google Scholar] [CrossRef]
- Hu, H.; Wang, Y.L.; Wu, L.Y.; Zhang, Y.W.; Wei, W.J.; Li, H.Y. Preparation and Application of Compound Antifreeze Dust Inhibitor. Shandong Chem. Ind. 2018, 47, 22–24. (In Chinese) [Google Scholar]
- Li, M.; Wang, R.J.; Li, G.; Song, X.Z.; Yang, H.Z.; Lai, H.N. Comprehensive chemical dust suppressant performance evaluation and optimization method. Int. J. Environ. Res. Public Health 2022, 19, 5617. [Google Scholar] [CrossRef]
- Shen, Z.Y.; Ao, Z.C.; Wang, Z.M.; Yang, Y.Q. Study on crust-shaped dust suppressant in non-disturbance area of open-pit coal mine—A case study. Int. J. Environ. Res. Public Health 2023, 20, 934. [Google Scholar] [CrossRef]
- Li, M.; Song, X.Z.; Li, G.; Tang, J.; Li, Z. Experimental study on dust suppression effect and performance of new nano-composite dust suppressant. Int. J. Environ. Res. Public Health 2022, 19, 6288. [Google Scholar] [CrossRef]


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).