
New Equipment for Determining Friction Parameters in External Conditions: Measurements for the Design



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
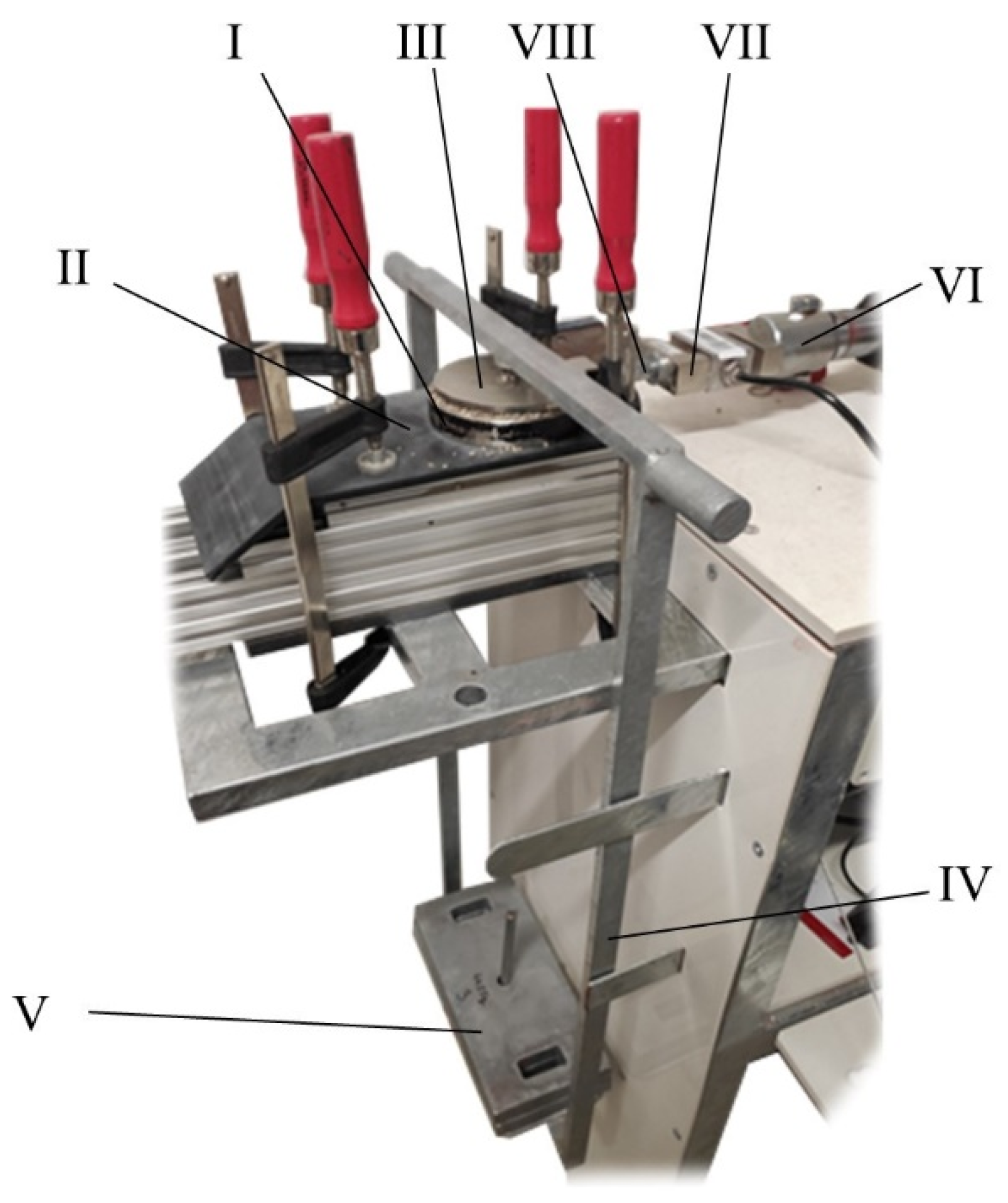
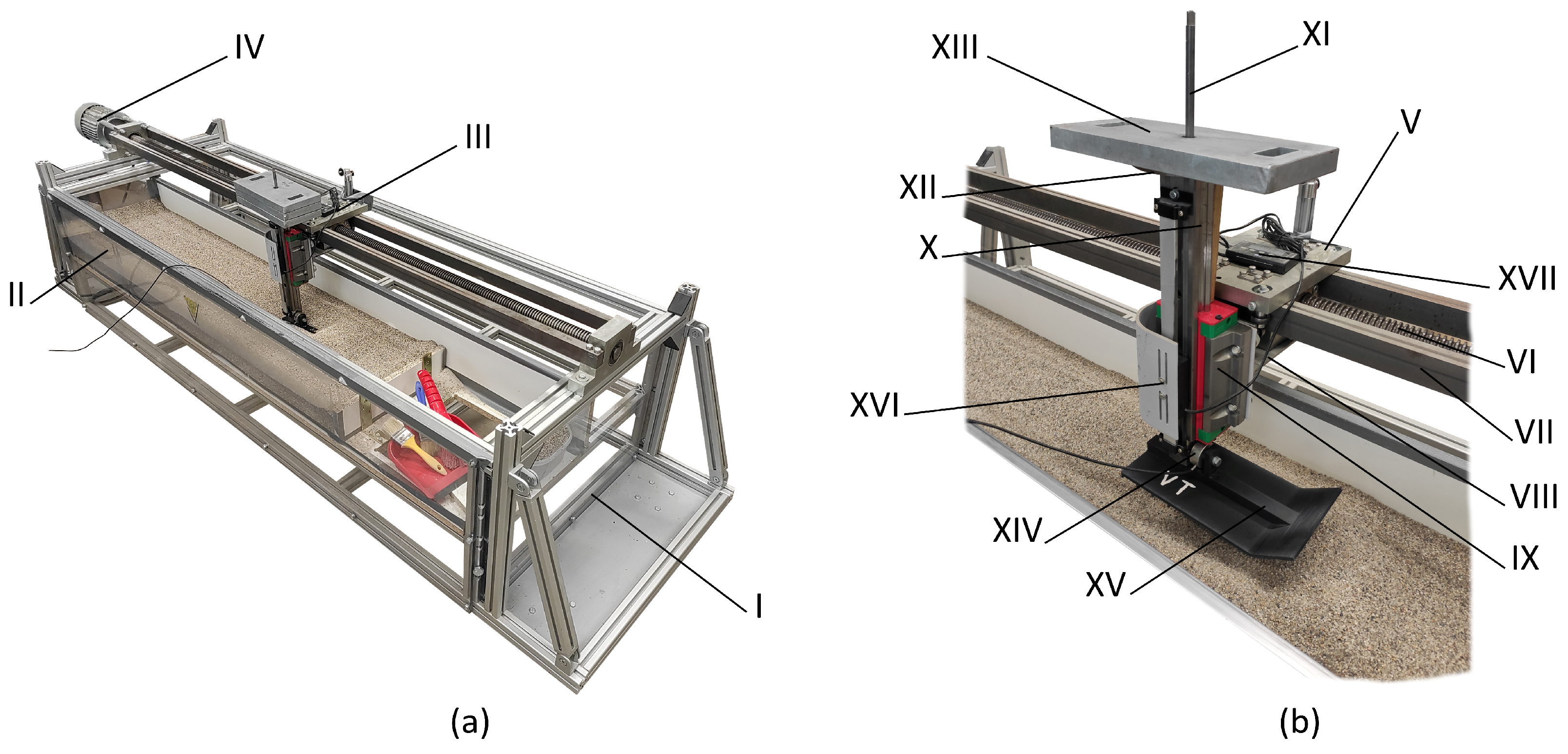
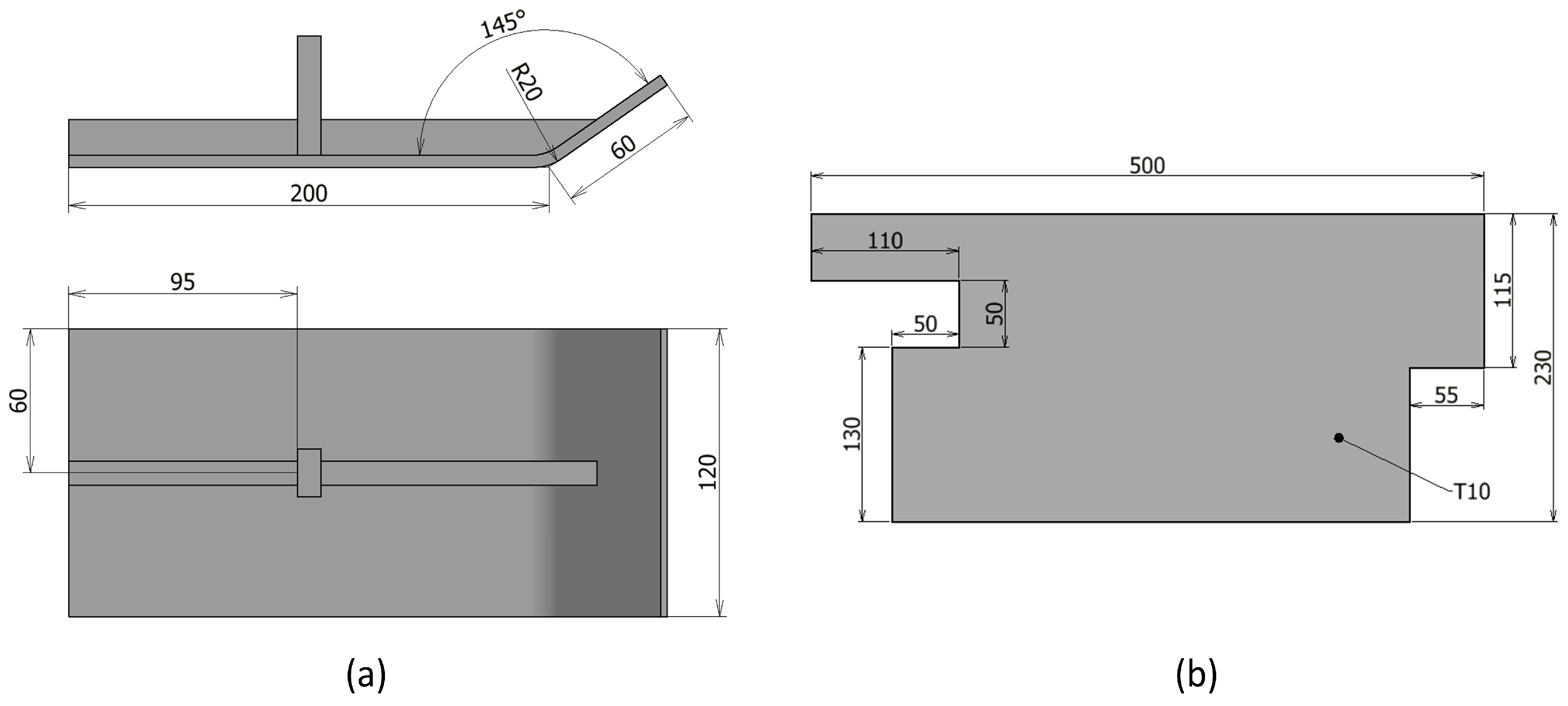
2.2. Devices
2.3. Methods
3. Discussion and Results
3.1. Characterization of Soil Using Standardized Methods
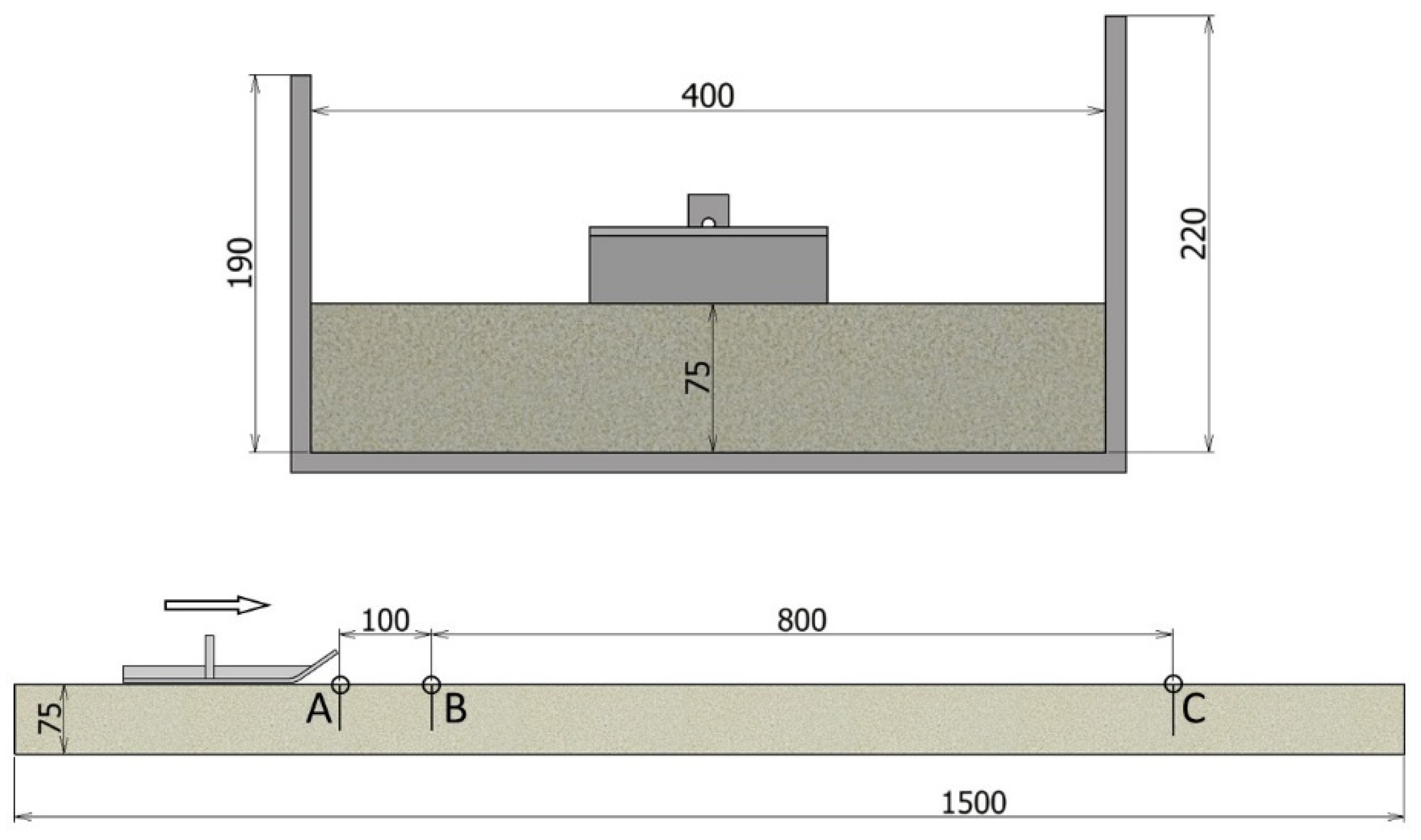
3.2. Basic Parameters of Experimental Measurements of Dynamic Friction Parameters
3.3. Calibration of a Strain Gauge for Measuring Shear Parameters
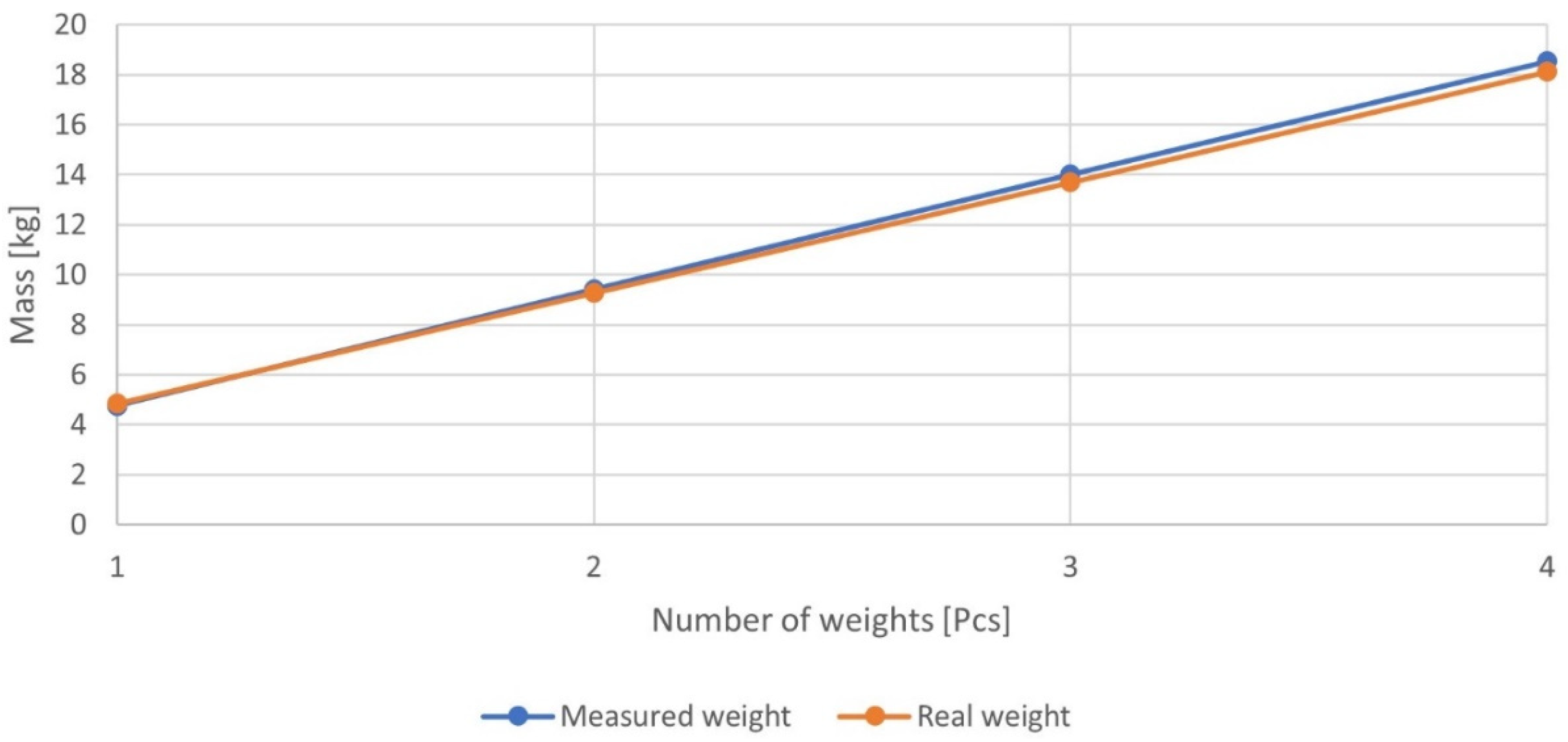
3.4. Measurement of Weighted, Static, and Dynamic Normal Loads
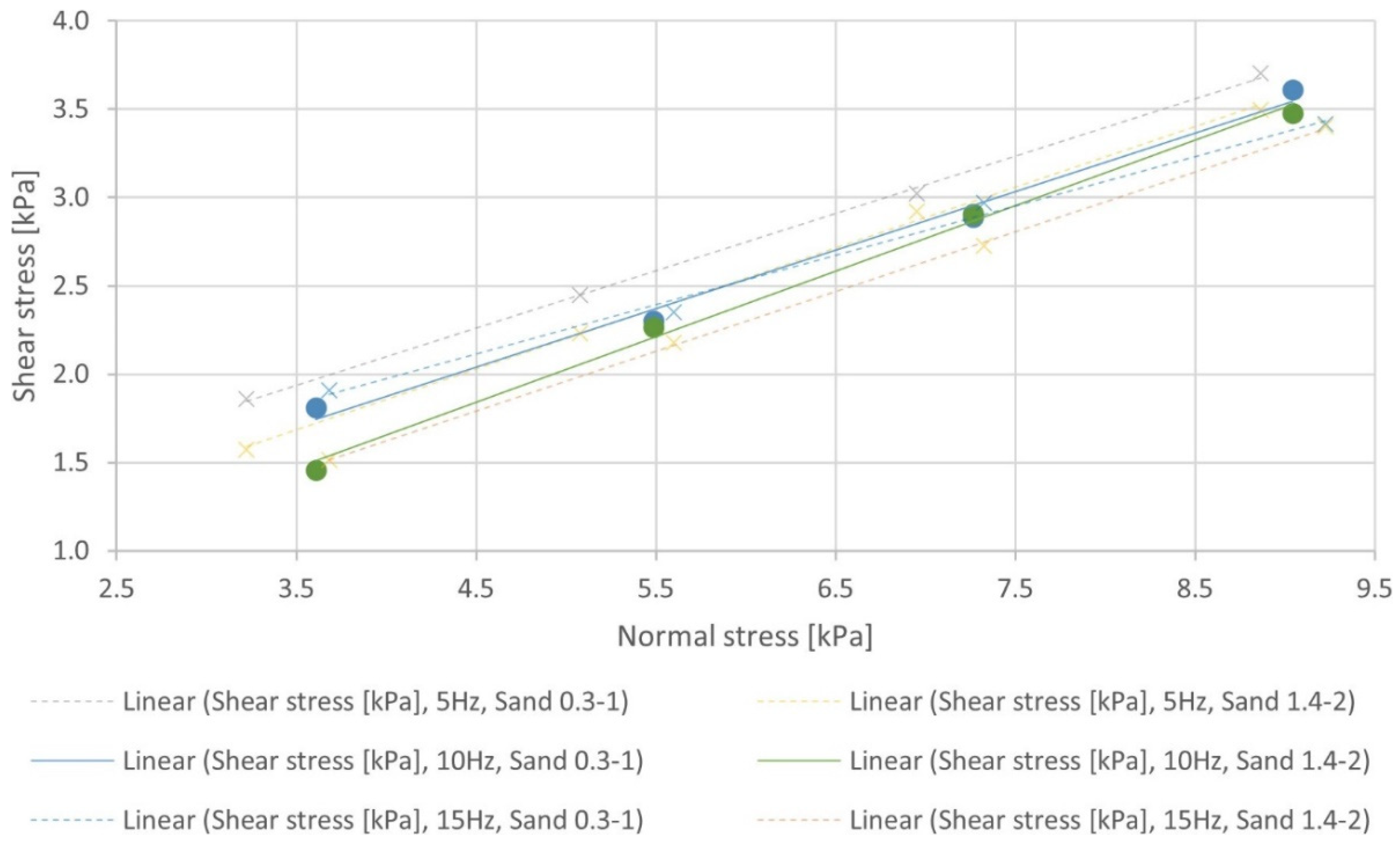
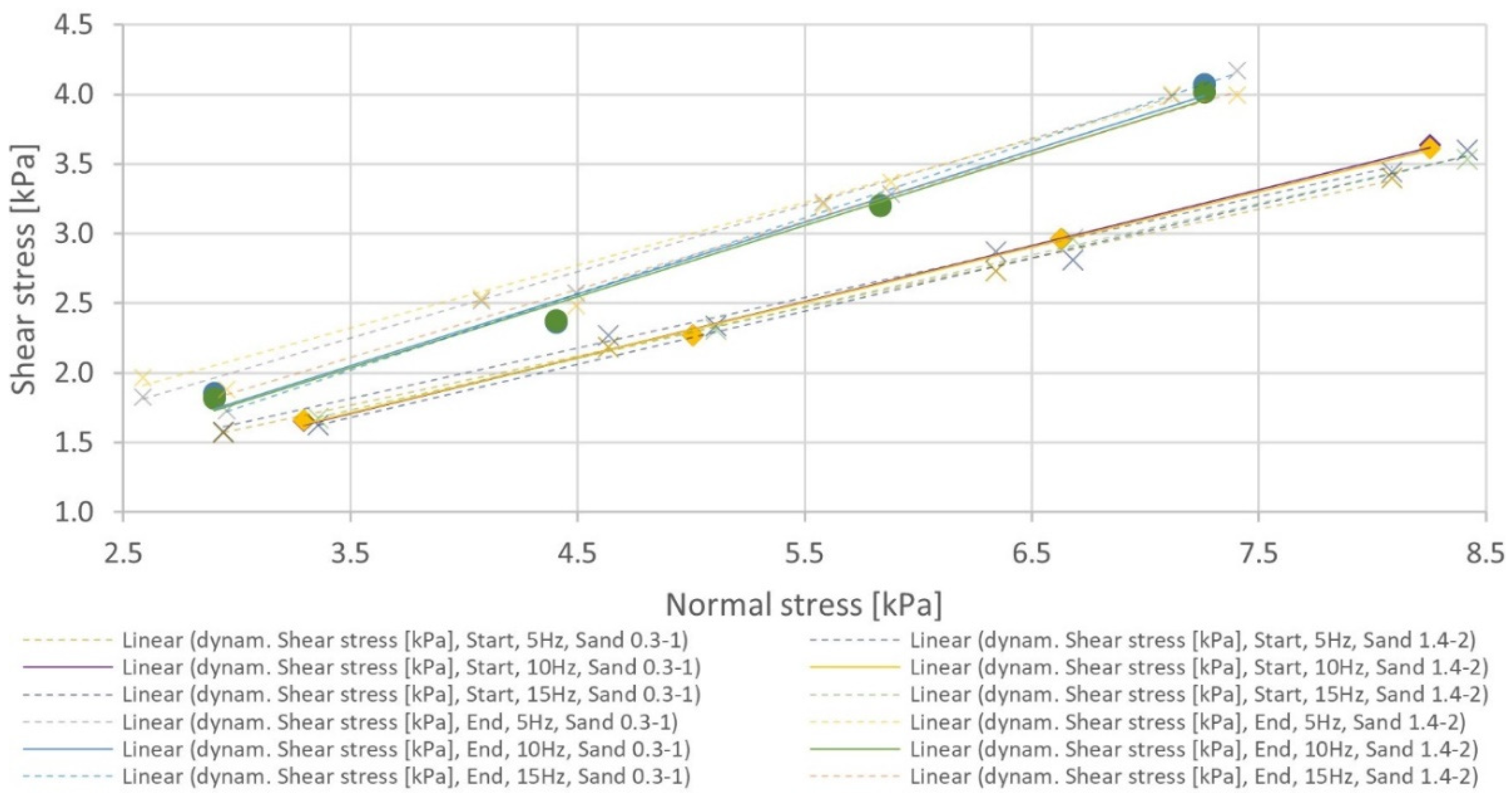
3.5. Determination of Shear Parameters of Soils on a Validation Stand
3.6. Comparison and Evaluation of Measured Data and Experiments
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| Symbols | ||
| vt | theoretical velocity | (m·s−1) |
| nm | measured revolutions of the lead screw | (s−1) |
| p | pitch of the lead screw | (m) |
| Xexp | parameters measured in the experiment | (-) |
| Xkal | parameters measured on the calibrated devices | (-) |
| xs | statistical evaluation method | (-) |
| x | particle size distribution | (mm) |
| Q3_10 | particle size in 10% of the cumulative curve | (%) |
| Q3_50 | particle size in 50% of the cumulative curve | (%) |
| Q3_90 | particle size in 90% of the cumulative curve | (%) |
| ρv | volume weight | (kg·m−3) |
| ρs | bulk density | (kg·m−3) |
| φe | angle of external friction | (°) |
| Ψs | angle of repose | (°) |
| S | decrease | (%) |
| S1 | area of contact between the tool and the bulk material when starting the tool | (m2) |
| S2 | area of the tool after the run-up distance | (m2) |
| Sx | area of the tool at the end of the path | (m2) |
| hx | drop of the tool after the run-up distance | (m) |
| Abbreviations | ||
| PLA | polylactide fibres | |
| FFF | fused filament fabrication | |
| BSC | Bulk Solid Center | |
| VŠB TU-Ostrava | VSB—Technical University of Ostrava | |
References
- Deng, T.; Garg, V.; Pereira Diaz, L.; Markl, D.; Brown, C.; Florence, A.; Bradley, M.S.A. Comparative studies of powder flow predictions using milligrams of powder for identifying powder flow issues. Int. J. Pharm. 2022, 628, 122309. [Google Scholar] [CrossRef]
- Kumar, P.; Subbarao, P.M.V.; Kala, L.; Vijay, V.K. Influence of physical. mechanical. and thermal properties of biomass pellets from agriculture residue: Pearl millet cob and mix. Bioresour. Technol. Rep. 2022, 20, 101278. [Google Scholar] [CrossRef]
- Anda, R.; Chai, J.; Negami, T. Effect of chemical additives on the consolidation behaviours of mini PVD unit cells from macro to micro. Geotext Geomembr. 2023, 51, 199–208. [Google Scholar] [CrossRef]
- Yu, T.; Zhao, Z.; Li, J. Effect of sintering temperature and sintering additives on the properties of alumina ceramics fabricated by binder jetting. Ceram. Int. 2023, 49, 9948–9955. [Google Scholar] [CrossRef]
- Castellano, J.M.; Gómez, M.; Fernández, M.; Esteban, L.S.; Carrasco, J.E. Study on the effects of raw materials composition and pelletization conditions on the quality and properties of pellets obtained from different woody and non woody biomasses. Fuel 2015, 139, 629–636. [Google Scholar] [CrossRef]
- Yu, H.; Dong, X.R.; Kang, S.M.; Yu, W.; Wang, Z.F.; Mu, J.Y.; Cui, X.W.; Li, J.H.; Yin, F.X.; Shin, K.S. Effect of the pre-homogenization on the precipitation behaviors. mechanical and corrosion properties of as-extruded MgY binary alloys. Mater. Charact. 2021, 178, 111307. [Google Scholar] [CrossRef]
- Merkus, H.G. Particle Size Measurements: Fundamentals, Practice, Quality; Springer: New York, NY, USA, 2009; pp. 73–117. ISBN 978-1-4020-9015-8. [Google Scholar]
- Sahoo, R. Degradation characteristics of steel making materials during handling. Powder Technol. 2007, 176, 77–87. [Google Scholar] [CrossRef]
- Kang, X.; Sun, H.M.; Luo, H.; Dai, T.; Chen, R.P. A Portable Bender Element-Double Cone Penetration Testing Equipment for Measuring Stiffness and Shear Strength of In-Situ Soft Soil Deposits. KSCE J. Civ. Eng. 2020, 24, 3546–3560. [Google Scholar] [CrossRef]
- Roy, A.K.; Camping, J.D. Development of a portable shear test fixture for low modulus porous (foam) materials. Exp. Mech. 2003, 43, 39–44. [Google Scholar] [CrossRef]
- Aikins, K.A.; Ucgul, M.; Barr, J.B.; Jensen, T.A.; Antille, D.L.; Desbiolles, J.M.A. Determination of discrete element model parameters for a cohesive soil and validation through narrow point opener performance analysis. Soil Tillage Res. 2021, 213, 105123. [Google Scholar] [CrossRef]
- Garciano, L.O.; Upadhyaya, S.K.; Jones, R.A. Measurement of soil parameters useful in predicting tractive ability of off-road vehicles using an instrumented portable device. J. Terramechanics 2010, 47, 295–305. [Google Scholar] [CrossRef]
- Wang, Y.; Fan, Z.; Zhou, X.; Zeng, C.; Xu, P.; Xie, X.; Wang, X.; Zhang, M.; Su, Z.; Huang, Q. Friction properties of bulk isotropic pyrocarbon materials based on different composite microstructures. J. Mater. Res. Technol. 2022, 21, 4079–4092. [Google Scholar] [CrossRef]
- Li, R.; Chen, O.; Ji, L.; Peng, X.; Huang, G. Based on internal friction theory: Investigating of Fe-based bulk amorphous alloys on mechanical properties with different Si content. J. Non-Cryst. Solids 2021, 563, 120813. [Google Scholar] [CrossRef]
- Zegzulka, J. The angle of internal friction as a measure of work loss in granular material flow. Powder Technol. 2013, 233, 347–353. [Google Scholar] [CrossRef]
- Zegzulka, J.; Gelnar, D.; Jezerska, L.; Ramirez-Gomez, A.; Necas, J.; Rozbroj, J. Internal Friction Angle of Metal Powders. Metals 2018, 8, 255. [Google Scholar] [CrossRef]
- Kyburz, M.L.; Sovilla, B.; Gaume, J.; Ancey, C. Decoupling the Role of Inertia. Friction. and Cohesion in Dense Granular Avalanche Pressure Build-up on Obstacles. J. Geophys. Res.-Earth 2020, 125, e2019JF005192. [Google Scholar] [CrossRef]
- Yoneyama, T.; Kitade, M.; Osada, K. Investigation on the ski-snow interaction in a carved turn based on the actual measurement. Procedia Eng. 2010, 2, 2901–2906. [Google Scholar] [CrossRef]
- Federolf, P.; Roos, M.; Lüthi, A.; Dual, J. Finite element simulation of the ski–snow interaction of an alpine ski in a carved turn. Sport Eng. 2010, 12, 123–133. [Google Scholar] [CrossRef]
- CSN EN ISO 14688-1; Geotechnical investigation and Testing-Identification and Classification of Soil-Part 1: Identification and Description. The Czech Office for Standards, Metrology and Testing: Prague, Czech Republic, 2018.
- Torresani, E.; Carrillo, M.; Haines, C.; Martin, D.; Olevsky, E. Fabrication of powder components with internal channels by spark plasma sintering and additive manufacturing. J. Eur. Ceram. Soc. 2023, 43, 1117–1126. [Google Scholar] [CrossRef]
- Lifton, J.J.; Tan, Z.J.; Goh, G.A.; Mutiargo, M. On the uncertainty of porosity measurements of additively manufactured metal parts. Measurement 2022, 188, 110616. [Google Scholar] [CrossRef]
- Kalman, H.A.; Portnikov, D. Analyzing bulk density and void fraction: A. the effect of archimedes number. Powder Technol. 2021, 381, 477–487. [Google Scholar] [CrossRef]
- Zegzulka, J.; Gelnar, D.; Jezerska, L.; Prokes, R.; Rozbroj, J. Characterization and flowability methods for metal powders. Sci. Rep. 2020, 10, 21004. [Google Scholar] [CrossRef] [PubMed]
- Zidek, M.; Rozbroj, J.; Zegzulka, J.; Necas, J.; Marschalko, M.A. Validation System of Traction and Pressing Tools. Czech Republic. Patent 306578. Granted 01.02.2017. Registered 29.09.2016. 2017. Available online: https://isdv.upv.gov.cz/doc/FullFiles/Patents/FullDocuments/306/306578.pdf (accessed on 21 April 2023).
- Yang, J.; Buettner, K.E.; Dinenna, V.L.; Curtis, J.S. Computational and experimental study of the combined effects of particle aspect ratio and effective diameter on flow behavior. Chem. Eng. Sci. 2022, 255, 117621. [Google Scholar] [CrossRef]
- Salehi, G.; Barletta, D.; Poletto, M.A. Comparison between powder flow property testers. Particuology 2017, 32, 10–20. [Google Scholar] [CrossRef]
- Anton Paar GmbH. Brochure Ultrapyc Series, I15IP006EN-B. 2020. Available online: https://www.labo.de/upload_weka/nwo/003/623/I15IP006EN_B_Brochure_UltrapycSeries__2__3623086.pdf (accessed on 18 July 2003).
- Iqbal, T.; Fitzpatrick, J.J. Effect of storage conditions on the wall friction characteristics of three food powders. J. Food Eng. 2006, 72, 273–280. [Google Scholar] [CrossRef]
- Chen, P.; Yuan, Z.; Shen, X.A.; Zhang, Y. Flow properties of three fuel powders. Particuology 2012, 10, 438–443. [Google Scholar] [CrossRef]
- Teunou, E.; Fitzpatrick, J.; Synnott, E. Characterisation of food powder flowability. J. Food Eng. 1999, 39, 31–37. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value | |||||
|---|---|---|---|---|---|---|
| Sample 1 | Sample 2 | |||||
| Particle size distribution x (mm) | Q3_10 (%) | Q3_50 (%) | Q3_90 (%) | Q3_10 (%) | Q3_50 (%) | Q3_90 (%) |
| 0.45 | 0.66 | 1.13 | 1.47 | 2.01 | 2.45 | |
| Volume weight ρv (kg·m−3) | 2.64 | 2.64 | ||||
| Bulk density ρs (kg·m−3) | 1.49 | 1.51 | ||||
| Angle of external friction φe (°) | 26.74 | 25.4 | ||||
| Angle of repose Ψs (°) | 36.91 | 38.8 | ||||
| Parametr | Frequency on the Inverter | ||
|---|---|---|---|
| 5 Hz | 10 Hz | 15 Hz | |
| Average angular speed | 141.49 | 288.62 | 436.64 |
| on threaded rod (rpm) | |||
| Average linear line | 0.017 | 0.034 | 0.051 |
| speed (m·s−1) | |||
| Parameter | Number of Weights | |||
|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |
| Individually weighted (kg) | 8.95 | 13.37 | 17.8 | 22.22 |
| Weight in the guideway (kg) | 7.58 | 11.85 | 16.19 | 20.47 |
| Decrease S (%) | 15.32 | 11.38 | 9.07 | 7.88 |
| Transport Speed | Beginning | Start | End | |||
|---|---|---|---|---|---|---|
| Sample 1 | Sample 2 | Sample 1 | Sample 2 | Sample 1 | Sample 2 | |
| 5 Hz | 23.89 | 22.53 | 23.68 | 24.26 | 30.29 | 30.45 |
| 10 Hz | 22.28 | 21.57 | 24.18 | 24.11 | 29.22 | 29.05 |
| 15 Hz | 23.67 | 22.41 | 23.50 | 23.65 | 29.46 | 29.18 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zidek, M.; Vanek, F.; Jezerska, L.; Prokes, R.; Gelnar, D. New Equipment for Determining Friction Parameters in External Conditions: Measurements for the Design. Processes 2023, 11, 3348. https://doi.org/10.3390/pr11123348
Zidek M, Vanek F, Jezerska L, Prokes R, Gelnar D. New Equipment for Determining Friction Parameters in External Conditions: Measurements for the Design. Processes. 2023; 11(12):3348. https://doi.org/10.3390/pr11123348
Chicago/Turabian StyleZidek, Martin, Filip Vanek, Lucie Jezerska, Rostislav Prokes, and Daniel Gelnar. 2023. "New Equipment for Determining Friction Parameters in External Conditions: Measurements for the Design" Processes 11, no. 12: 3348. https://doi.org/10.3390/pr11123348
APA StyleZidek, M., Vanek, F., Jezerska, L., Prokes, R., & Gelnar, D. (2023). New Equipment for Determining Friction Parameters in External Conditions: Measurements for the Design. Processes, 11(12), 3348. https://doi.org/10.3390/pr11123348