4.1. Distribution of Strengths of Magnetic Fields and Electric Fields in TM110 and TM010 Modes
Microwaves can be confined and resonated in a hollow metal box. The most familiar example is a domestic microwave oven. The microwaves oscillated from a magnetron are diffusely reflected in the metal box, and an electromagnetic field in which various resonance states are mixed is formed. The heating method in the mixed resonance field is called “multi-mode microwave heating” or “multi-mode heating”.
In contrast, the method by which a specific resonance state of microwaves is formed and is used for heating is called “single-mode microwave heating” or “single-mode heating”. A feature of single-mode heating is that microwave heating is performed in a state of maximum electric field strength (minimum magnetic field strength) or maximum magnetic field strength (minimum electric field) by exploiting the relationship between the sample position and mode state. In single-mode heating, an object is therefore heated in an environment in which the electric field and magnetic field are separated.
Equations (3) and (4) describe metals being heated in an electric field and magnetic field, respectively. It is efficient to use induction heating (Equation (4)) to heat a metal. To heat with high efficiency, heated material is placed in a position where the magnetic field strength is a maximum.
Although Equation (3) indicates that an electric field can also heat metal, discharge from the metal occurs by the following mechanism: The surface potential of the metal increases because of the increase in the electric potential inside a metal placed in an electric field. When the generated potential exceeds a certain value on the metal surface, a discharge occurs because of dielectric breakdown between the metal and the air.
To heat a metal without causing a discharge, it is necessary to place the metal where the electric field strength is a minimum, i.e., where the magnetic field strength is a maximum. Furthermore, because most electronic parts are molded with an organic substance (dielectric matter) such as epoxy, the electronic parts are not heated by microwaves at the position where the magnetic field is a maximum. By exploiting this principle, it is possible to connect electronic components with solder.
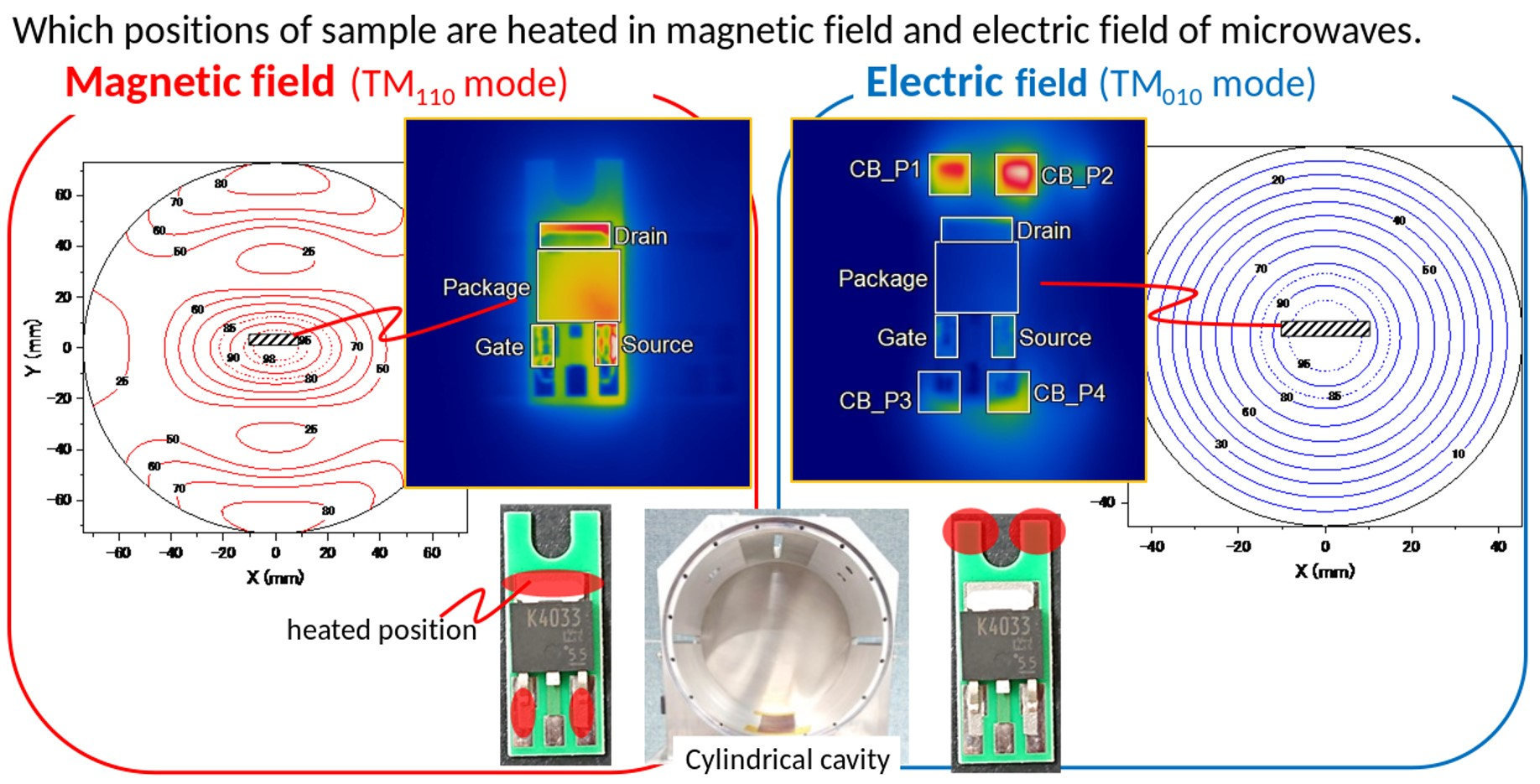
Figure 2 shows a simulation of the distributions of the magnetic field (2a) and electric field (2b) produced by the TM
110 microwave resonator to provide estimates of the strengths of the magnetic and electric fields at the positions of the samples.
The field strengths in the contour maps were standardized so that the highest and lowest values are 100 and 0, respectively. The highest strength of the magnetic field is in the center of the cavity (
Figure 2a, X = 0 mm, Y = 0 mm), whereas the highest strengths of the electric field are at X = 0 mm and Y = ±36.6 mm (
Figure 2b).
The sample to be heated consisted of a transistor and a substrate. The dimensions of the sample were W × D × H = 7.5 × 19 × 3 mm. The black dashed lines in
Figure 2a,b indicate the sizes of the samples placed in the center of the cavities. The position of the solder paste was 1 mm in the Y direction from the center of the cavity because the thickness of the substrate was 1 mm. The field strengths of the magnetic field and electric field at a distance of 1 mm in the Y direction were 95–100 and 0–5, respectively. The field strengths of the magnetic field and electric field at the position where the transistor was to be placed at Y = 2–3 mm where 95–97.5 and 5–10, respectively.
Figure 2c,d show the distributions of the strengths of the magnetic and electric fields produced by the TM
010 microwave resonator, which was used to compare magnetic field heating. These figures facilitated determination of the strengths of the electromagnetic fields at the positions of the samples. The maximum strength of the magnetic field was at a position on the circumference at a distance of 37 mm from the center of the cavity. The maximum strength of the electric field was in the center (X = 0 mm, Y = 0 mm) of the cavity.
The field strengths of the magnetic field and electric field at a distance of 1 mm in the Y direction were 0–45 and 92.5–100, respectively. A sample placed at the center of the cavity was therefore exposed to a strong electric field.
4.2. Soldering of a Transistor by Magnetic Field Heating
The samples were heated by microwave irradiation using the TM
110 magnetic field.
Figure 3 shows that the appearance of the sample before microwave irradiation (
Figure 3a), an infrared camera image of the sample during microwave heating (3b), and the temperature of the sample (upper) and power of the radiation (bottom) as a function of time (3c).
A video of the thermo and optical images during microwave heating can be found in the
Supplementary Data (Video S1). The positions of the calculated temperature (package, gate, source, and drain) are indicated by the rectangles outlined by red dashed lines in the photograph (
Figure 3a). To calculate temperatures, the emissivity at each position of the package, gate, source, and drain were set to 0.65, 0.44, 0.44, and 0.44, respectively. Temperatures were highest within the rectangles outlined by solid white lines in
Figure 3b.
Figure 3c shows the temporal variation in the temperature at each position and the microwave power (incident and reflected). The heating temperature was controlled by manually controlling the incident microwave power. The heating was performed within the time required for removal of the oxide layer of the solder by the flux and for soldering, approximately 1 min and 30 s, respectively. The microwave power was input at 40–50 W for the flux activation. For the melting of solder paste, the power was increased to 150 W, and the temperature of the joint increased to 220 °C. The profiles of power versus time for incident and reflected radiation indicate that microwave energy was efficiently confined in the cavity because the reflected power was small.
During microwave heating, the temperatures of the positions of the source and package were highest and lowest, respectively. In the magnetic field, the solder paste was therefore selectively heated. The position of the source was heated the most.
There were two metal parts in the samples, the solder paste and the outer lead. The solder paste was heated more than the outer lead. We hypothesized that this difference was due to surface area differences. The solder paste consisted of small solder particles (approximately 35 μm in diameter, type 4) and was larger than the area of the outer lead. For induction heating, the heat generated by eddy currents depends on the surface area of the metal because of the relationship between skin depth and power dissipation [
12]. The solder paste with its large metallic surface area was heated more than the outer lead with its small metallic surface area.
4.3. Soldering of a Transistor by Electric Field Heating
By using the TM
010 mode cavity, the sample was heated by microwave irradiation in an electric field.
Figure 4 shows the appearance of the sample before microwave irradiation (4a), a thermo camera image (4b) of sample during microwave heating, and the temperature profile (4c). In addition, a video of the thermo and optical image during microwave heating is available as
Supplementary Data (Video S2). To calculate temperatures, emissivity at each position where package, gate, source, drain, and circuit board (CB) was set as 0.65, 0.44, 0.44, 0.44, and 0.61, respectively.
When inputting 15 W of microwave power, two positions (CB_P1 and CB_P2) on the circuit board were selectively heated without heating at the target positions (gate, source, and drain). Microwave irradiation was stopped at 15 s because of selective heating at the two positions. For electric field heating, we hypothesized that a cause of the overheating was the presence of the copper foil exiting as a heat spreader inside of the circuit board. With microwave heating, electromagnetic wave energy is concentrated on the edge of the conductive material, and abnormal heating is often observed. In microwave heating using TM010, it is impossible to inject microwave energy at the target positions due to the concentration of the microwave energy on the edge of the metal. Consequently, it is difficult to raise the temperature of the solder paste to the melting point.
4.4. Observation of Cross Section of the Sample
Figure 5a shows the appearance of the sample in which the transistor was bonded to the substrate by magnetic field heating, and
Figure 5b,c shows a cross section of the junction. The numbers in
Figure 5a indicate the positions where the cross section was observed. The fillet could be confirmed at the joint of the drain (
Figure 5b, position 1) and the gate (
Figure 5c, position 2). There were almost no bubbles inside the fillet. The outer lead and the substrate were therefore joined well.
Figure 6 and
Figure 7 show that SEM images and EDS mapping images of the sample confirming the alloy phase of the solder joints at the position 1 and 2 in
Figure 5. The solder spread between the lead frame and the pad, and no voids were observed in the solder (
Figure 6b and
Figure 7b). In EDS mapping images (
Figure 6c and
Figure 7c) of tin (Sn), it was confirmed that layers with low concentration of tin (the part indicated by the white arrows) above and below the solder layer. EDS mapping images of copper (Cu) are shown in
Figure 6d and
Figure 7d. Layers of low concentration of Cu were formed at the interface among the lead frame, pad, and solder, as indicated by the white arrows. The coincidence of the locations of the layers with low concentrations of Sn and Cu indicated the formation of a Sn–Cu alloy phase at the interfaces.
4.5. Evaluation of Transistor Characteristics
To investigate the effects of microwave heating on the transistor, we examined the output and transfer characteristics of the transistor (
Figure 8). The measurements were performed by probing to the terminal of the adapter board. The output characteristics of the sample after microwave heating (
Figure 8a) revealed a drain current of 33 mA at a gate voltage of 2.25 V. The drain current obtained from the transistor before microwave heating was 21 mA. Microwave heating therefore caused the drain current to increase. We hypothesized that this effect was caused by the fact that the heat received by the lead frame during microwave heating was transferred to the transistor, and the semiconductor in the transistor was annealed.
The transfer characteristics (
Figure 8b) did not differ between before and after microwave heating. The semiconductor characteristics obtained from the transfer curve had a gate voltage threshold of about 2.5 V, which did not differ from the manufacturer’s recommended value.
A MOSFET was repeatedly prepared by heating with a magnetic field, and its performance was evaluated. There was no significant effect of microwave heating on the performance of the MOSFET (
Table 1).
4.6. Comparison of Shear Strength between Microwave Heating and Conventional Reflow
To compare between the microwave and conventional reflow, a difference of shear strength was evaluated.
A heating condition for the conventional reflow was carried as follows: the sample was heated in an electric furnace at 140 °C for 3 min for flux activation, and then heated at 260 °C for 2 min for soldering. Although it was heated with the same heating profile as the microwave heating, the solder paste was not melted.
Good bonding was confirmed from the optical images (
Figure 9).
Shear strengths were 68.559 and 64.598 kgf for the microwave and conventional reflow samples, respectively (a direction of a load for the shear test is indicated in
Figure 9). There was no significant difference in shear strength due to differences in heating methods.


 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}