1. Introduction
The production and processing of plastic moulding constitutes an important industry, as many traditional materials are replaced by cheap and inexpensive plastic materials. Plastics are characterized by high specific strength, comparable thermal stability with excellent chemical resistance, low cost, and their extremely light weight. Plastic materials are an integral part of the modern lifestyle, and their use has increased significantly over the past three decades. The total production of plastic materials in 2021 was 350.7 million tons. European plastics production reached 57.2 Mt. PP, PVC, and HDPE are the major contributors to the total production of plastics in the world. Due to its versatile application and advantages, the consumption of plastic materials is increasing day by day. In 2021, packaging, and building and construction applications were the two largest global plastics markets (
www.plasticseurope.org, accessed on 2 January 2023) [
1].
This material also has highly beneficial properties in terms of shaping possibilities. By using suitable procedures, it is possible to achieve a huge variability of shapes. In order to maintain consistent quality level, it is possible to apply the Shewhart control chart to ensure the smooth running of the moulding production process.
By definition, statistical process control (SPC) is a highly powerful tool used to reduce the amount of variability to stabilise the process. Statistical process control problem solving can be implemented in any process. Additionally, SPC data can be used to predict future process performance. If the process is stable but operates outside of the required specification limits, the causes for the failures can be identified, removed, and the process thus improved [
2,
3,
4,
5,
6,
7]. Processes will often operate in the in-control state for relatively long periods. However, even if the process is relatively stable for a certain period of time, no process can remain stable forever. Due to some determinable causes, every process will eventually move to an unbalanced state with output parameters outside of the limit requirements. The role of an SPC tool is to specifically identify such causes before their full effect occurs. Subsequent process analysis and corrective measures can prevent non-conforming process outputs from being produced [
7].
From this toolset, the control chart is the most sophisticated approach. The control charts are named after Walter A. Shewhart and are a popular tool implemented within industrial processes, particularly when more than one variable needs to be controlled [
3]. A great advantage of the control chart is it allows for the identification of change points in time series and excess variability of a process. This functionality, along with its applicability in real-time conditions, makes this SPC method highly suitable as an early failure warning prevention system [
5].
The popularity of control charts is primarily attributed to their functionality, as they provide a reliable approach to the increase of productivity and offer diagnostic data in order to evaluate the capability of a process. This can be achieved by implementing pc technology that monitors and analyses these data in real time. Therefore, the careful implementation of control charts can improve the performance of a process by identifying possible failures [
3]. They present a graphical method by which a comparison is made based on the number of samples that represent the investigated system. This is done in order to establish limits that consider the typical process variability [
4].
In practice, two main types of control charts are used, namely variables control charts and attributes control charts. Each one includes two categories, based on whether the standard value is specified or not. The selection of the relevant category should be based on the quality attributes, on the specification of controlled parameters, and on the quality requirements of the given product. Other specifications for the creation of control charts include the sample size of the data provided, the number of sampling units, the specification of control limits, and the central line. Once control charts are constructed, it can be determined whether the process is stable or not [
8].
The research observed so far does not take into account the implementation of Shewhart’s control diagrams for the needs of the production of plastic mouldings. The optimal setting of monitored parameters contributes to the realization of the continuous operation of the production process and to ensuring customer satisfaction. This paper proposes a methodological framework for improving the quality parameters of plastic mouldings. The goal of this paper is to determine the possible implementation of the Shewhart control chart in the practical conditions of an industrial company that had not statistically managed the quality of their output, with an aim to establish possible deformations of the products during the production process. From a strategic point of view, the vision of the company is focused not only on its development, but above all on ensuring its success in the market. The scientific contribution of the presented contribution lies in the constant improvement, innovation and advancement of the company to a higher level both in terms of technology and in terms of quality in order to ensure the requirements of customers in the market are met. In connection with the specific requirements of customers for products, the number of products that are “tailor-made” for each customer is growing significantly. The investigated company is focused on the production of specific products and for this reason it is necessary to control the stability of the production process.
2. Literature Review
Efficient online quality control monitoring using control charts is a strategic aspect of eliminating or reworking scrap to meet demand at the time specified by the production plan. Starting the online monitoring of a quality characteristic by means of a control chart at the beginning of a short production run is often a challenging issue for quality practitioners. In the study of Castagliola et al. (2013), adapted control charts that had typically been implemented with success in long runs to increase the performance of the variable sample size strategy, were investigated for a chart used in a short run [
9]. The statistical performance of the VSS t-chart was compared with that of the fixed-parameter (FP) t-chart for scenarios representing both fixed and unknown shift size, with the latter a frequent situation in short-run manufacturing environments.
In the following year several authors studied the area of control charts, such as Celano et al. (2012), who examined the way in which SPC inspection cost optimization is constrained by the configuration of the manufacturing and the inspection activities [
10]. Their study aimed to evaluating the economic performance of the Shewhart t-chart versus the Shewhart chart with known parameters. The expected economic loss associated with the implementation of the Shewhart t-chart is acceptable with respect to the ideal condition—a control chart with known parameters and where the cost optimization is achieved without a statistical constraint limiting the number of expected false alarms. Additionally, Li and Pu (2012) made an evaluation and computation based on statistical performance measures for the two-sided Shewhart, cumulative sum, and exponentially weighted moving average control charts for short-run production [
11]. Their study compares the efficiency of the three charts and the corresponding Q charts in the cases of known and unknown nominal values of process parameters. Tasias and Nenes (2012) presented a new statistical process control model for the economic optimization of a variable-parameter control chart monitoring a process operation where two assignable causes may occur, one affecting the mean and the other the variance of the process [
12]. Their study used an economic (or an economic/statistical) optimization criterion for the time to the next sampling instance, the size of the next sample, as well as the control limits of the inspection. That is, all design parameters of the control scheme were selected so as to minimize the total expected quality-related costs.
Bersimis et al. (2007), searched the basic procedures for the implementation of multivariate statistical process control via control charting, while also reviewing multivariate extensions for all kinds of univariate control charts, such as multivariate Shewhart-type control charts, etc. [
13]. In addition, the study reviewed unique procedures for the construction of multivariate control charts, based on multivariate statistical techniques and partial least squares.
Consequently, Zhou and Tsung (2011) developed a new multivariate SPC methodology for monitoring location parameters [
14] in order to formulate the charting statistic by incorporating the exponentially weighted moving average control (EWMA) scheme. This control chart possesses some other favourable features: it is fast to compute with a similar computational effort to the MEWMA chart; it is easy to implement; and it is also very efficient in detecting process shifts.
Nenes et al. (2014) investigated a Shewhart control chart in a process with finite production horizon because, when the production horizon is finite, the statistical properties of a control chart are known to be a function of the number of scheduled inspections [
15]. The study orientates to a short run producing a finite batch. In 2014, Chowdhury et al. (2014) also studied a distribution-free Shewhart-type chart according to the Cucconi statistic, called the Shewhart–Cucconi (SC) chart [
16]. Additionally, they proprosed a follow-up diagnostic procedure useful to determine the type of shift that the process may have undergone when the chart signals an out-of-control process. Li (2015) proposed a new nonparametric multivariate phase-II control chart, not dependent on any tuning parameter and considered to be a natural generalisation of the generalised likelihood ratio chart to the nonparametric setting [
17]. The study showed that the proposed control chart performs well across a broad range of settings and compares favourably with existing nonparametric multivariate control charts.
Qiu (2018) gives some perspectives as to the robustness of conventional SPC charts and the strengths and limitations of various nonparametric SPC charts [
18]. Mukherjee and Marozzi (2021) found that most of the charts are not robust when the real process parameters are unknown [
19]. During their study, they proposed Shewhart-type nonparametric monitoring schemes based on specific distance metrics for the surveillance of multivariate and high-dimensional processes.
The literature does not provide sufficient studies of the use of control charts in areas of plastic moulding. Therefore, the goal of this contribution is to use control diagrams to ensure the operation of the production process and to provide important information about the process. The direct use of Shewhart control charts will then contribute to the optimization of economic aspects, as well as to increase the accuracy of the dimensions of the moulding products. In the case of this research, there is a particular emphasis on the width and length of the moulding.
The aim of the paper is to suggest the use of a Shewhart control chart for the statistical management of production quality. The topic is important because the literature does not provide research in the area of moulding. This method seems to be the most proper for such conditions.
5. Discussion and Conclusions
The investigated product is a license plate holder. As it is a supply element for the automotive industry, high demands are placed on its quality. However, according to Ercole et al. (2021), the results of the production of plastic material can be supported by the production of succinic acid by acid succinogenes immobilized on plastic materials (50% polypropylene) [
26]. The results of the presented study may be helpful as there are still limitations to the current technologies for recycling and processing waste plastics [
27], resulting in significant environmental problems. Other research has shown the potential for solvent-based processing to produce secondary plastic materials from E-waste for cross-industry reuse [
28]. The using of plastics can also be applied to the manufacture of utility objects to help cater to the immediately emerging need for the rapid production of personal protective equipment [
29].
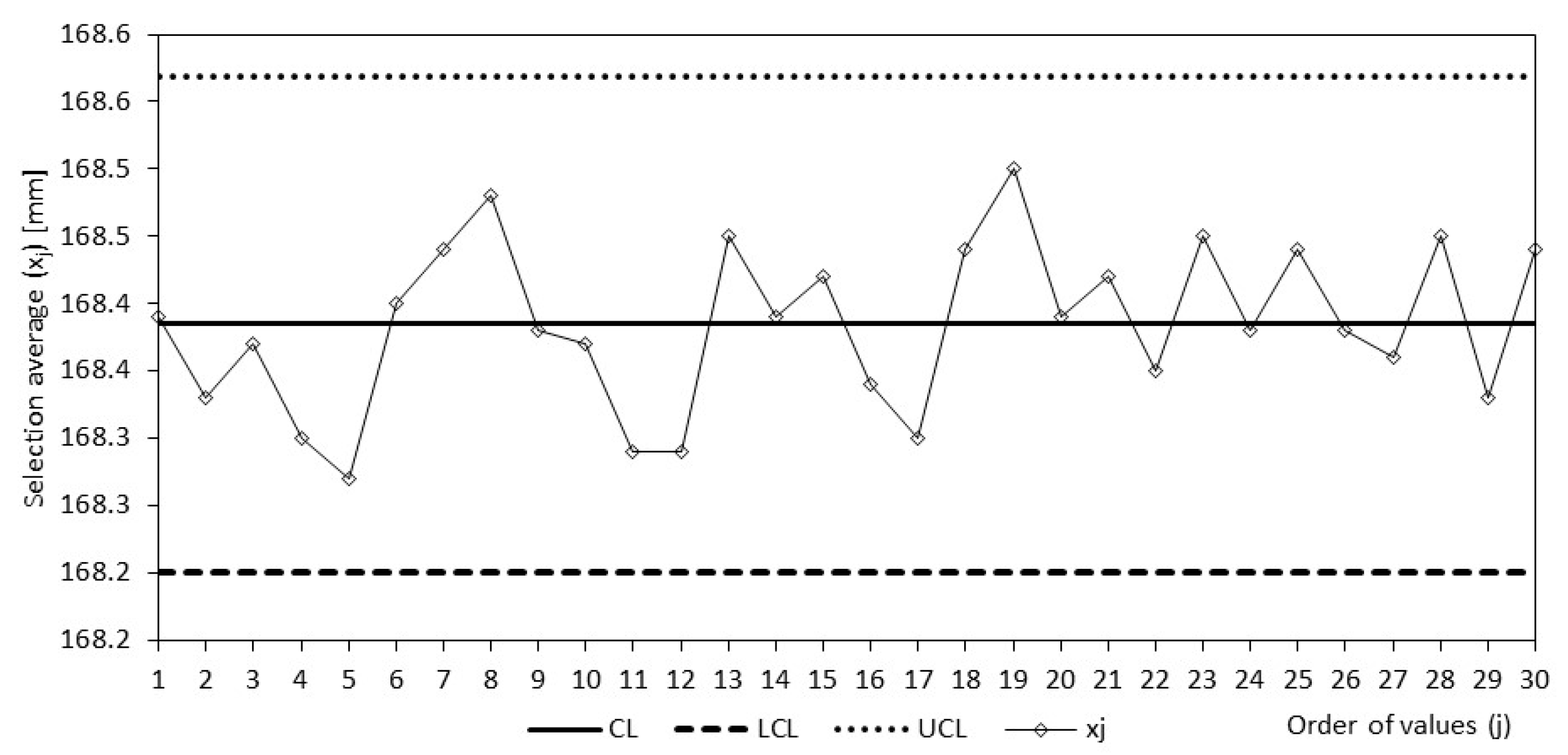
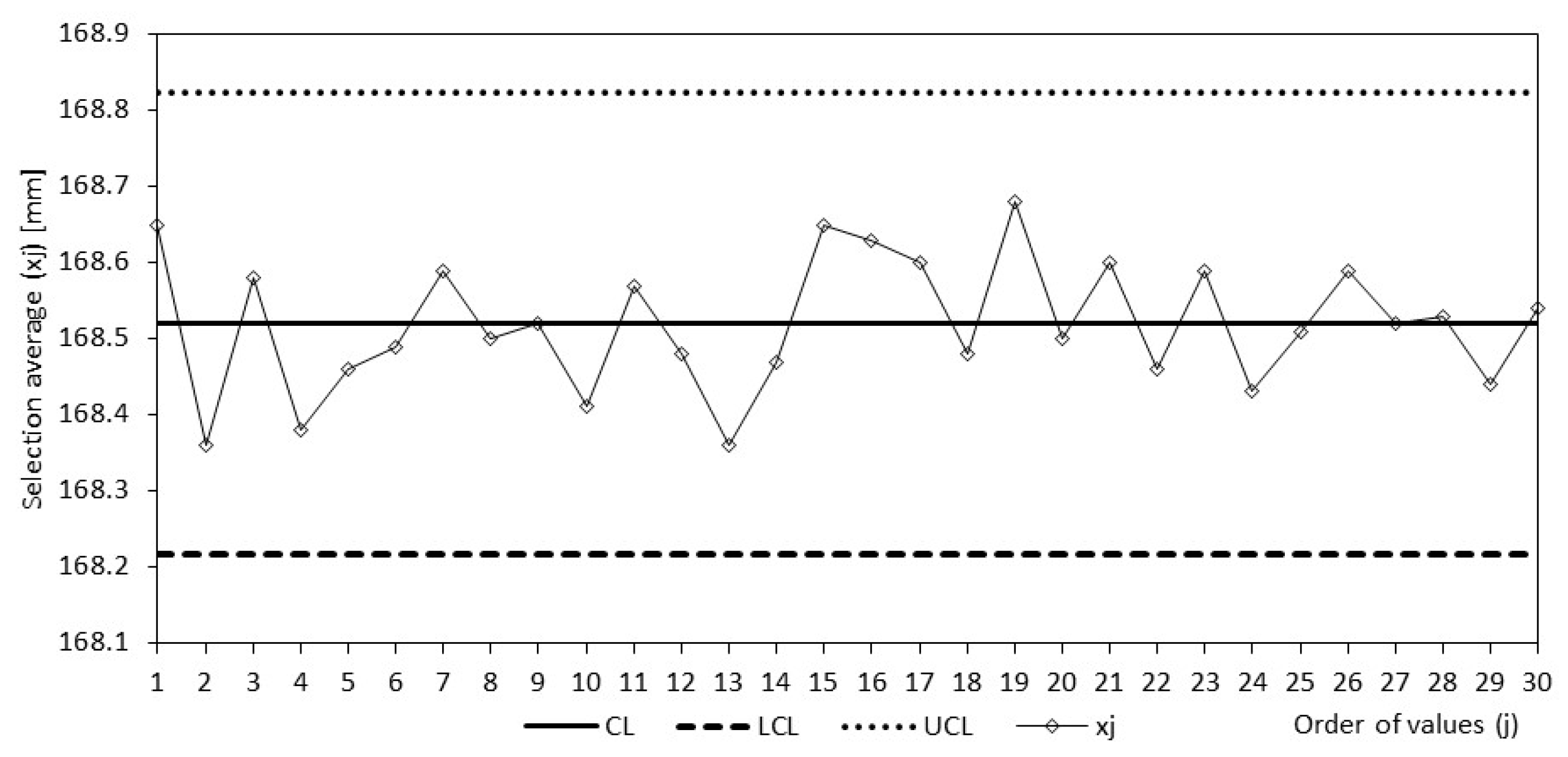
The data used in this paper come from the production of the verification series, but the investigated company subsequently switched to serial production for this product series. In the verification series, three production batches were produced within three days and within one month. The production management identified two critical parameters: the width and length of the product. By implementing Shewhart control diagrams, it was possible to diagnose adverse effects and then take corrective and preventive measures. The purpose of Shewhart’s control diagrams is to obtain information about interventions in the process. Using Shewhart control diagrams, it is possible to achieve and maintain the production process at the required level to ensure the required product parameter compliance. Shewhart control charts indicate problems in the parameter setting of the production process. It is crucial to monitor the variability and maintain the centre values of the respective measurements when setting up the production process. Within the investigated case study scenario, at the beginning of the verification series for parameters “width” and “length”, the findings show that both set parameters did not meet the customer’s requirements. In both cases, measurement errors were evident on the first day of the verification series. This study also confirms that, from the point of view of statistical calculations on the first day of the verification series, the production process needs to be set to specific required parameters. The following measurements show an improvement on the second and third verification days.
Statistical analyses show that the set parameters still need to be met in the first two days of the test series. An improvement in the process is observed on the third day of the test series. Based on the setting and fine-tuning of the parameters in the case of the third day of the test series, it can be concluded that the process is well set, which is confirmed by verifying the stability of the process. An essential condition for setting the control charts is to observe the correct chronological arrangement and regular acquisition of measured values.
Due to inaccuracy and mistakes during the measurements, repeated measurements were necessary. The purpose of managing the smooth running of the production process is to regulate, coordinate and control the production process through management tools and statistical quality control. The current turbulent and dynamically developing environment requires, in addition to compliance with delivery dates, the use of ecologically appropriate materials and technologies and compliance with product quality parameters. On the other hand, it is a complex, laborious and demanding tool; collecting the necessary data and evaluating them objectively and effectively is necessary. The implementation of statistical regulation in the management and control of the production process allows the company’s top management to eliminate the consumption of used material and used energy and reduce the total production costs.
Solving tasks in the future must be oriented toward the evaluation of the capability of the production process of the monitored product. The proposal for the following research will be oriented to evaluating the capability through process capability indices for continuous data using the classical method for Cp, Cpk, Pp, and Ppk and with a set minimum limit of 1.33. Another suggestion for process capability assessment is the calculation of Cpmk and Cpm indices.
This specific and realized research has demonstrated, in the form of a case study of the conditions of a real company, that it can offer that company an advantage due to the quality control of the “width” and “length” parameters. The priority of the organization in the long term is toward an effort to comply with the required parameters “width” and “length” determining the quality of manufactured products. In the case of the increasing variability, this result may have a negative impact on the basic parameters of the product. The implementation of Shewhart’s control diagrams contributes to the elimination or removal of the deformation of plastic mouldings, which in turn leads to ensuring the correct functioning of their related production process. The current modern era requires an increase in the quality parameters of individual production processes, which will ultimately have an impact on the competitiveness of the company and an increase in market share.
Shewhart control charts are useful for identifying deviations that indicate non-compliance with quality limits. The proposed methodological framework was subsequently implemented in a real case study of a company focused on the field of automobile production. The research showed the improvement, innovation and advancement to a higher level, not only in terms of technology but also in compliance with quality parameters in order to satisfy the demands of customers on the market.
Realized Shewhart control diagrams present the measurements taken during test batches while setting up the machines and establishing the process itself. The scientific contribution consists in monitoring and investigating the deformation of plastic mouldings with a connection to the method of statistical quality control. The positive scientific contribution of the application of Shewhart’s control diagrams derives from the way it leads to improved quality and higher efficiency. The everyday reality of the company centres around ensuring the continuous operation of the production process, minimizing non-conforming products and eliminating downtime. Applying these three motivations helps to ensure quality, reduce production line times and eliminate waste.
Ultimately, the company must respond flexibly to change and it is in the company’s interest to prosper and increase its market share. It is the application of Shewhart control diagrams that contributes to the elimination of non-conforming products as well as to the elimination of downtime. Through the application of Shewhart control charts, production of non-conforming products was reduced by 10%. It should be emphasized that the result must have a positive effect on the basic parameters of the product. The current modern era requires the streamlining of production processes by applying Shewhart’s control charts, the application of which has begun to represent a major trend in manufacturing companies. The implementation of Shewhart control charts is aimed at increasing productivity as well as eliminating costs incurred.
The calculation of process capability through process capability indices, namely Cp, Cpk, Cpm, Cpmk and Pp, Ppk will be the subject of further studies. The use of more modern and reliable indices will focus on both variability and on the degree to which the optimal value of the observed quality is achieved in order to achieve further improvement of the results.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}