
Air and O2-Assisted Catalytic VACNT Growth Optimization for Uniformity and Throughput

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. H2O-Assisted VACNT Growth
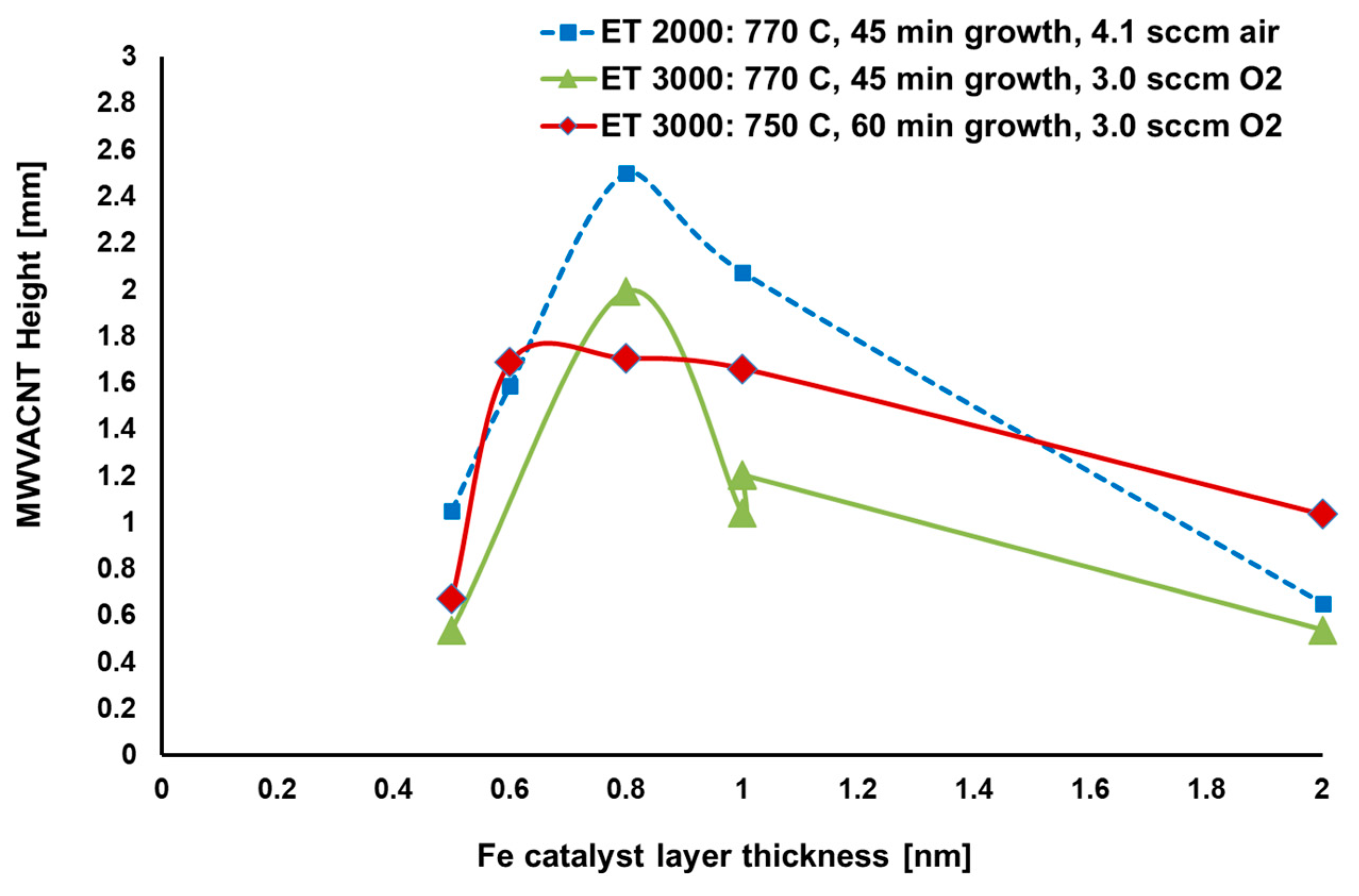
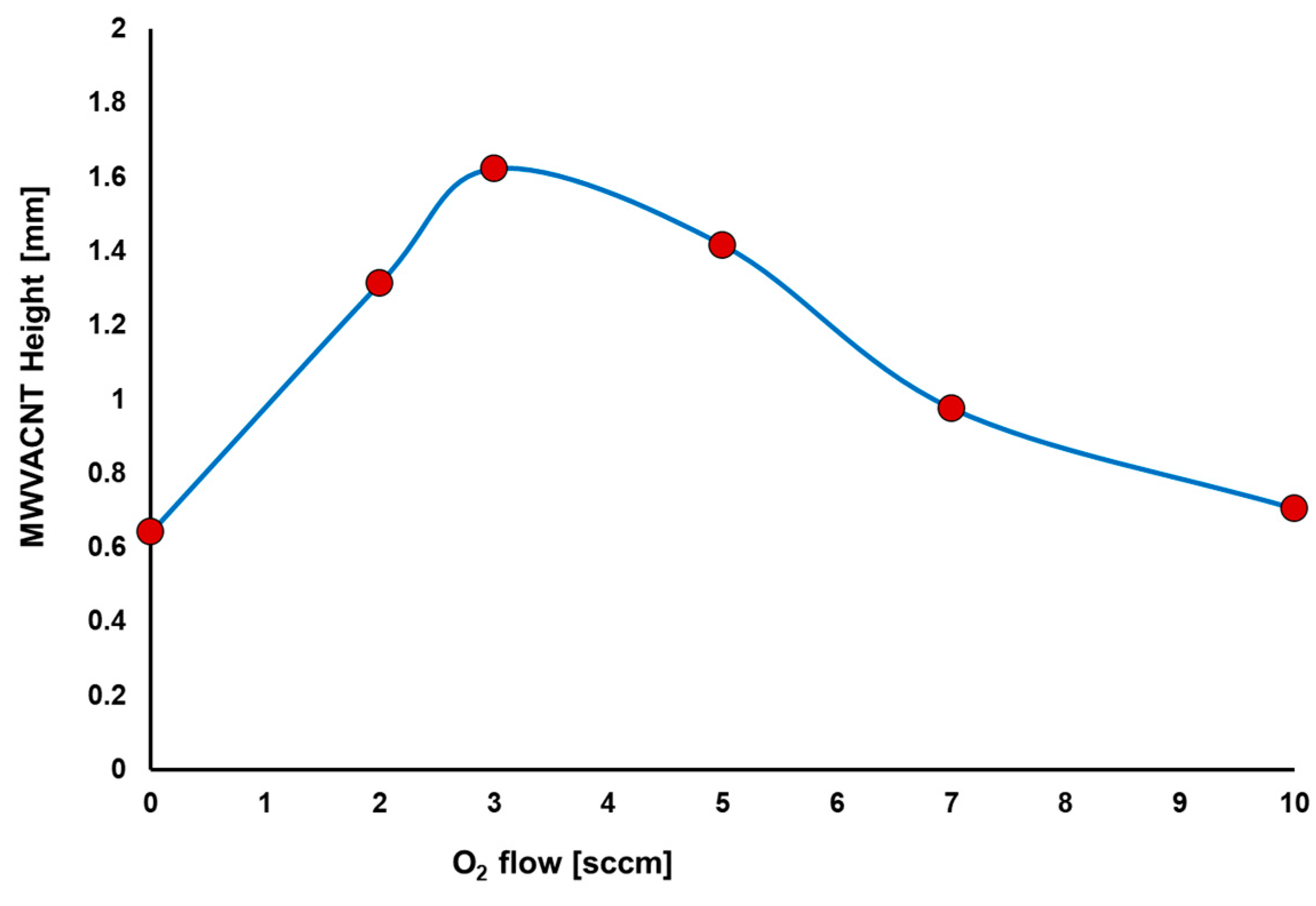
3.2. Air and O2-Assisted VACNT Growth
3.3. VACNT-FAB Growth Process Optimization
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Hata, K.; Futaba Don, N.; Mizuno, K.; Namai, T.; Yumura, M.; Iijima, S. Water-Assisted Highly Efficient Synthesis of Impurity-Free Single-Walled Carbon Nanotubes. Science 2004, 306, 1362–1364. [Google Scholar] [CrossRef]
- Kumar, M.; Ando, Y. Chemical Vapor Deposition of Carbon Nanotubes: A Review on Growth Mechanism and Mass Production. J. Nanosci. Nanotechnol. 2010, 10, 3739–3758. [Google Scholar] [CrossRef] [PubMed]
- Liu, Q.; Shi, X.; Jiang, Q.; Li, R.; Zhong, S.; Zhang, R. Growth Mechanism and Kinetics of Vertically Aligned Carbon Nanotube Arrays. EcoMat 2021, 3, e12118. [Google Scholar] [CrossRef]
- Brukh, R.; Mitra, S. Mechanism of Carbon Nanotube Growth by CVD. Chem. Phys. Lett. 2006, 424, 126–132. [Google Scholar] [CrossRef]
- Cho, W.; Schulz, M.; Shanov, V. Growth and characterization of vertically aligned centimeter long CNT arrays. Carbon 2014, 72, 264–273. [Google Scholar] [CrossRef]
- Sugime, H.; Sato, T.; Nakagawa, R.; Hayashi, T.; Inoue, Y.; Noda, S. Ultra-long carbon nanotube forest via in situ supplements of iron and aluminum vapor sources. Carbon 2021, 172, 772–780. [Google Scholar] [CrossRef]
- Odunmbaku, O.; Boi, F.S.; Guo, J.; Lan, M.; He, Y.; Yu, T.; Wang, S.; Xiang, G. Chlorine-assisted synthesis of Fe3C-filled mm-long vertically aligned arrays of multiwall carbon nanotubes. Mater. Res. Express 2019, 6, 015040. [Google Scholar] [CrossRef]
- Zhu, Z.; Cui, C.; Bai, Y.; Gao, J.; Jiang, Y.; Li, B.; Wang, Y.; Zhang, Q.; Qian, W.; Wei, F. Advances in Precise Structure Control and Assembly toward the Carbon Nanotube Industry. Adv. Funct. Mater. 2022, 32, 2109401. [Google Scholar] [CrossRef]
- Shchegolkov, A.V.; Komarov, F.F.; Lipkin, M.S.; Milchanin, O.V.; Parfimovich, I.D.; Shchegolkov, A.V.; Semenkova, A.V.; Velichko, A.V.; Chebotov, K.D.; Nokhaeva, V.A. Synthesis and Study of Cathode Materials Based on Carbon Nanotubes for Lithium-Ion Batteries. Inorg. Mater. Appl. Res. 2021, 12, 1281–1287. [Google Scholar] [CrossRef]
- Shchegolkov, A.V.; Shchegolkov, A.V. Synthesis of Carbon Nanotubes Using Microwave Radiation: Technology, Properties, and Structure. Russ. J. Gen. Chem. 2022, 92, 1168–1172. [Google Scholar] [CrossRef]
- Strobl, K.R.F. Water-assisted catalytic VAMWCNT growth optimization for speed and height. Progress 2022. [Google Scholar]
- Sugime, H.; Sato, T.; Nakagawa, R.; Cepek, C.; Noda, S. Gd-enhanced growth of multi-millimeter-tall forests of single-wall carbon nanotubes. ACS Nano 2019, 13, 13208–13216. [Google Scholar] [CrossRef] [PubMed]
- Barrett, L.K.; Barton, D.J.; Noyce, S.G.; Allred, D.D.; Vanfleet, R.R.; Davis, R.C. High-aspect-ratio metal microfabrication by nickel electroplating of patterned carbon nanotube forests. J. Microelectromechanical Syst. 2015, 24, 1331–1337. [Google Scholar] [CrossRef]
- Fazio, W.C.; Lund, J.M.; Wood, T.S.; Jensen, B.D.; Davis, R.C.; Vanfleet, R.R. Material properties of carbon-infiltrated carbon nanotube-templated structures for microfabrication of compliant mechanisms. In Proceedings of the ASME International Mechanical Engineering Congress and Exposition, Denver, CO, USA, 11–17 November 2011; pp. 481–490. [Google Scholar]
- Hanna, B.H.; Fazio, W.C.; Tanner, J.D.; Lund, J.M.; Wood, T.S.; Davis, R.C.; Vanfleet, R.R.; Jensen, B.D. Mechanical property measurement of carbon infiltrated carbon nanotube structures for compliant micromechanisms. J. Microelectromechanical Syst. 2014, 23, 1330–1339. [Google Scholar] [CrossRef]
- Strobl, K.; GainEy, S.; Kesich, M.; Brogan, J.; Kumar, A. Fluid Reactor and Fluid Reactor Component Manufacturing; World International Property Organization: Geneva, Switzerland, 2021; Volume 046394, pp. 1–96. [Google Scholar]
- Strobl, K.; Rajab, F. Long-Lifetime, Superhydrophobic, Free-standing Carbon Infiltrated Vertically Aligned Carbon Nanotube Structures. Surf. Interfaces 2022, 33, 102248. [Google Scholar] [CrossRef]
- Li, X.; Zhang, X.; Ci, L.; Shah, R.; Wolfe, C.; Kar, S.; Talapatra, S.; Ajayan, P.M. Air-assisted growth of ultra-long carbon nanotube bundles. Nanotechnology 2008, 19, 455609. [Google Scholar] [CrossRef]
- Zhang, G.; Mann, D.; Zhang, L.; Javey, A.; Li, Y.; Yenilmez, E.; Wang, Q.; McVittie, J.P.; Nishi, Y.; Gibbons, J. Ultra-high-yield growth of vertical single-walled carbon nanotubes: Hidden roles of hydrogen and oxygen. Proc. Natl. Acad. Sci. USA 2005, 102, 16141–16145. [Google Scholar] [CrossRef]
- Sato, T.; Sugime, H.; Noda, S. CO2-assisted growth of millimeter-tall single-wall carbon nanotube arrays and its advantage against H2O for large-scale and uniform synthesis. Carbon 2018, 136, 143–149. [Google Scholar] [CrossRef]
- Li, M.; Yasui, K.; Sugime, H.; Noda, S. Enhanced CO2-assisted growth of single-wall carbon nanotube arrays using Fe/AlOx catalyst annealed without CO2. Carbon 2021, 185, 264–271. [Google Scholar] [CrossRef]
- Pint, C.L.; Pheasant, S.T.; Parra-Vasquez, A.N.G.; Horton, C.; Xu, Y.; Hauge, R.H. Investigation of Optimal Parameters for Oxide-Assisted Growth of Vertically Aligned Single-Walled Carbon Nanotubes. J. Phys. Chem. C 2009, 113, 4125–4133. [Google Scholar] [CrossRef]
- Tang, Y.H.; Zheng, Y.F.; Lee, C.S.; Wang, N.; Lee, S.T.; Sham, T.K. Carbon monoxide-assisted growth of carbon nanotubes. Chem. Phys. Lett. 2001, 342, 259–264. [Google Scholar] [CrossRef]
- Li, Y.; Xu, G.; Zhang, H.; Li, T.; Yao, Y.; Li, Q.; Dai, Z. Alcohol-assisted rapid growth of vertically aligned carbon nanotube arrays. Carbon 2015, 91, 45–55. [Google Scholar] [CrossRef]
- Cao, T.T.; Nguyen, V.C.; Ngo, T.T.T.; Le, T.L.; Nguyen, T.L.; Tran, D.L.; Obraztsova, E.D.; Phan, N.M. Effects of ferrite catalyst concentration and water vapor on growth of vertically aligned carbon nanotube. Adv. Nat. Sci. Nanosci. Nanotechnol. 2014, 5, 045009. [Google Scholar] [CrossRef]
- Li, G.; Chakrabarti, S.; Schulz, M.; Shanov, V. The effect of substrate positions in chemical vapor deposition reactor on the growth of carbon nanotube arrays. Carbon 2010, 48, 2111–2115. [Google Scholar] [CrossRef]
- Li, W.Z.; Wen, J.G.; Ren, Z.F. Effect of temperature on growth and structure of carbon nanotubes by chemical vapor deposition. Appl. Phys. A 2002, 74, 397–402. [Google Scholar] [CrossRef]
- Linklater, D.P.; De Volder, M.; Baulin, V.A.; Werner, M.; Jessl, S.; Golozar, M.; Maggini, L.; Rubanov, S.; Hanssen, E.; Juodkazis, S. High aspect ratio nanostructures kill bacteria via storage and release of mechanical energy. ACS Nano 2018, 12, 6657–6667. [Google Scholar] [CrossRef]
- Rajab, F. Effect of the chemical vapor deposition process on the aspect ratio of vertically aligned carbon nanotubes (VACNTs). MRS Adv. 2022, 28, 1–6. [Google Scholar] [CrossRef]
- Strobl, K.; Gainey, S.; Kumar, A. Fluid Reactors; World International Property Organization: Geneva, Switzerland, 2020; Volume 092816, pp. 1–148. [Google Scholar]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Strobl, K.; Rajab, F. Air and O2-Assisted Catalytic VACNT Growth Optimization for Uniformity and Throughput. Processes 2023, 11, 1585. https://doi.org/10.3390/pr11061585
Strobl K, Rajab F. Air and O2-Assisted Catalytic VACNT Growth Optimization for Uniformity and Throughput. Processes. 2023; 11(6):1585. https://doi.org/10.3390/pr11061585
Chicago/Turabian StyleStrobl, Karlheinz, and Fahd Rajab. 2023. "Air and O2-Assisted Catalytic VACNT Growth Optimization for Uniformity and Throughput" Processes 11, no. 6: 1585. https://doi.org/10.3390/pr11061585