
A Cost/Benefit and Flexibility Evaluation Framework for Additive Technologies in Strategic Factory Planning

Abstract
:1. Introduction
2. Related Works
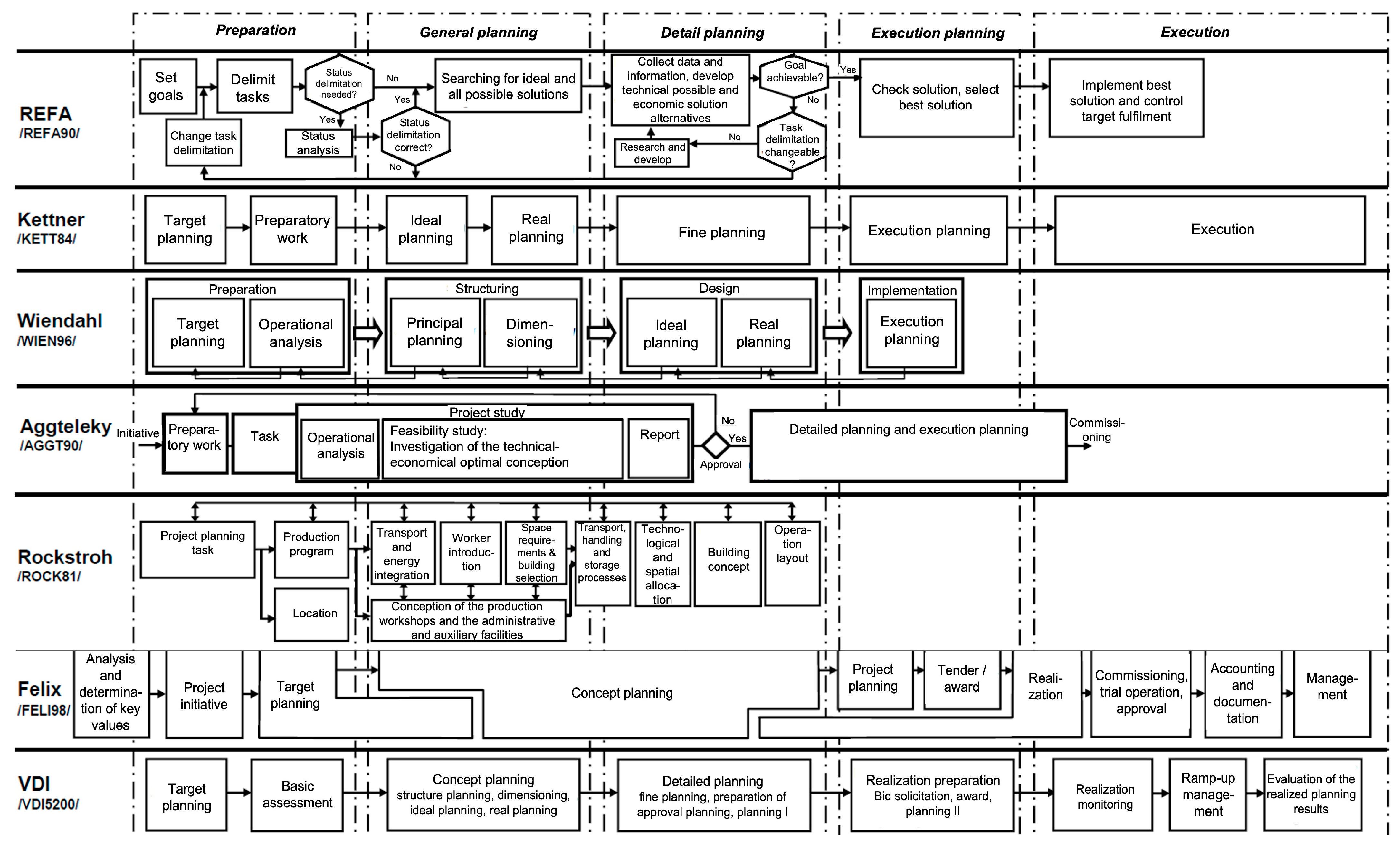
2.1. Relevant Research on Factory Planning
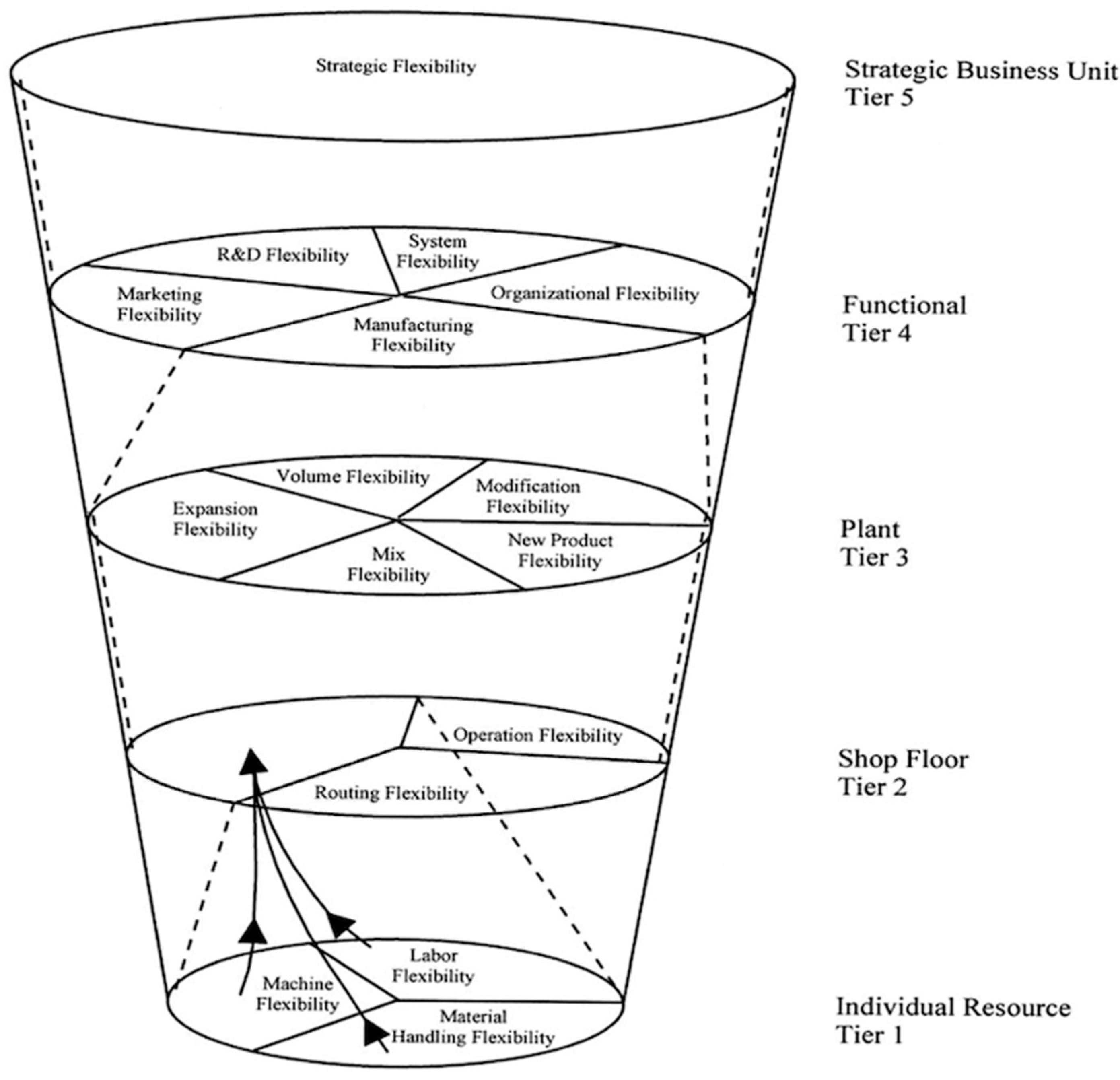
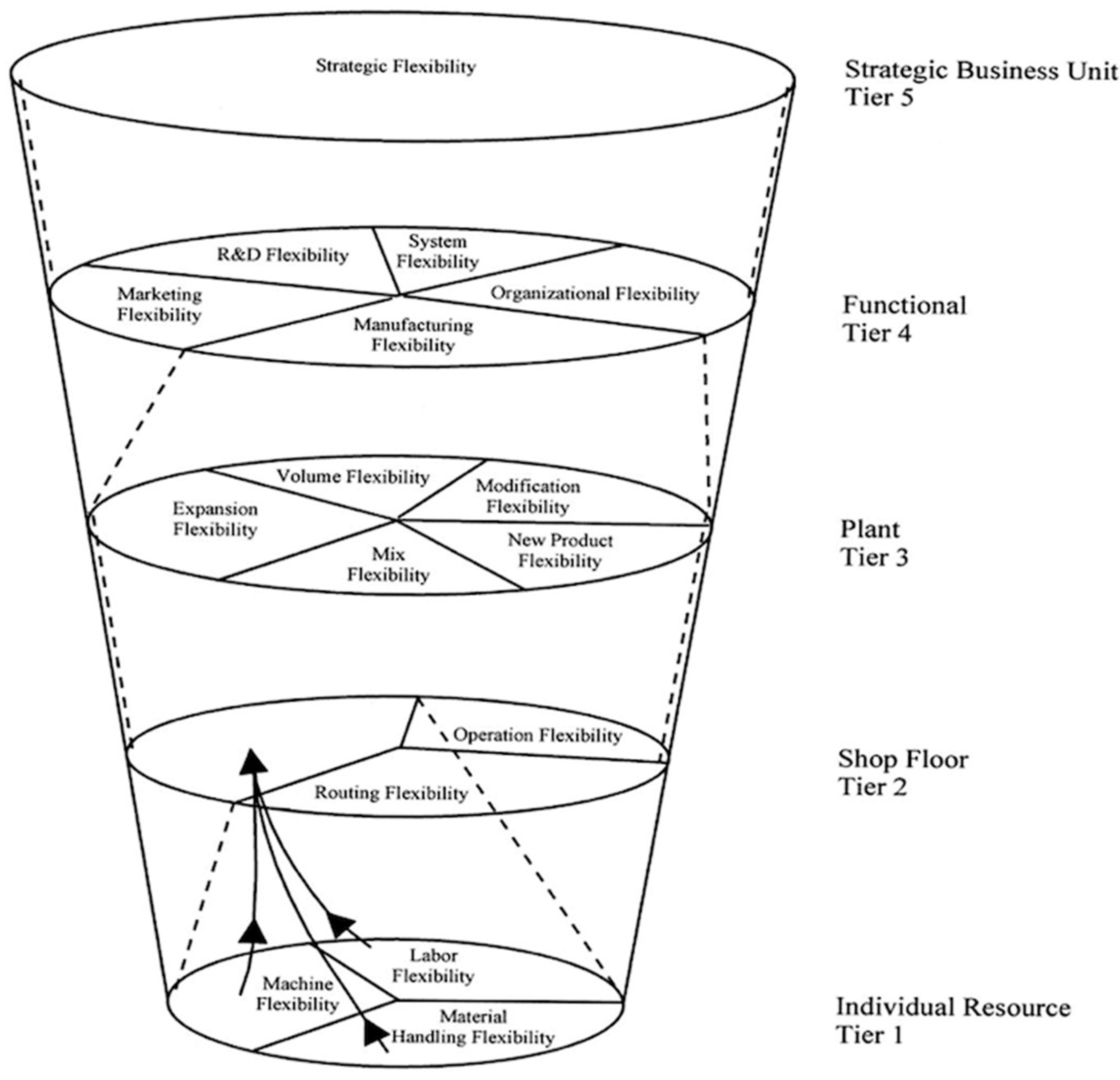
2.2. Relevant Research on Manufacturing Flexibility
2.3. Further Research on Additive Manufacturing
3. Problem Definition and Solution Process
4. Proposed Flexibility Quantification Model
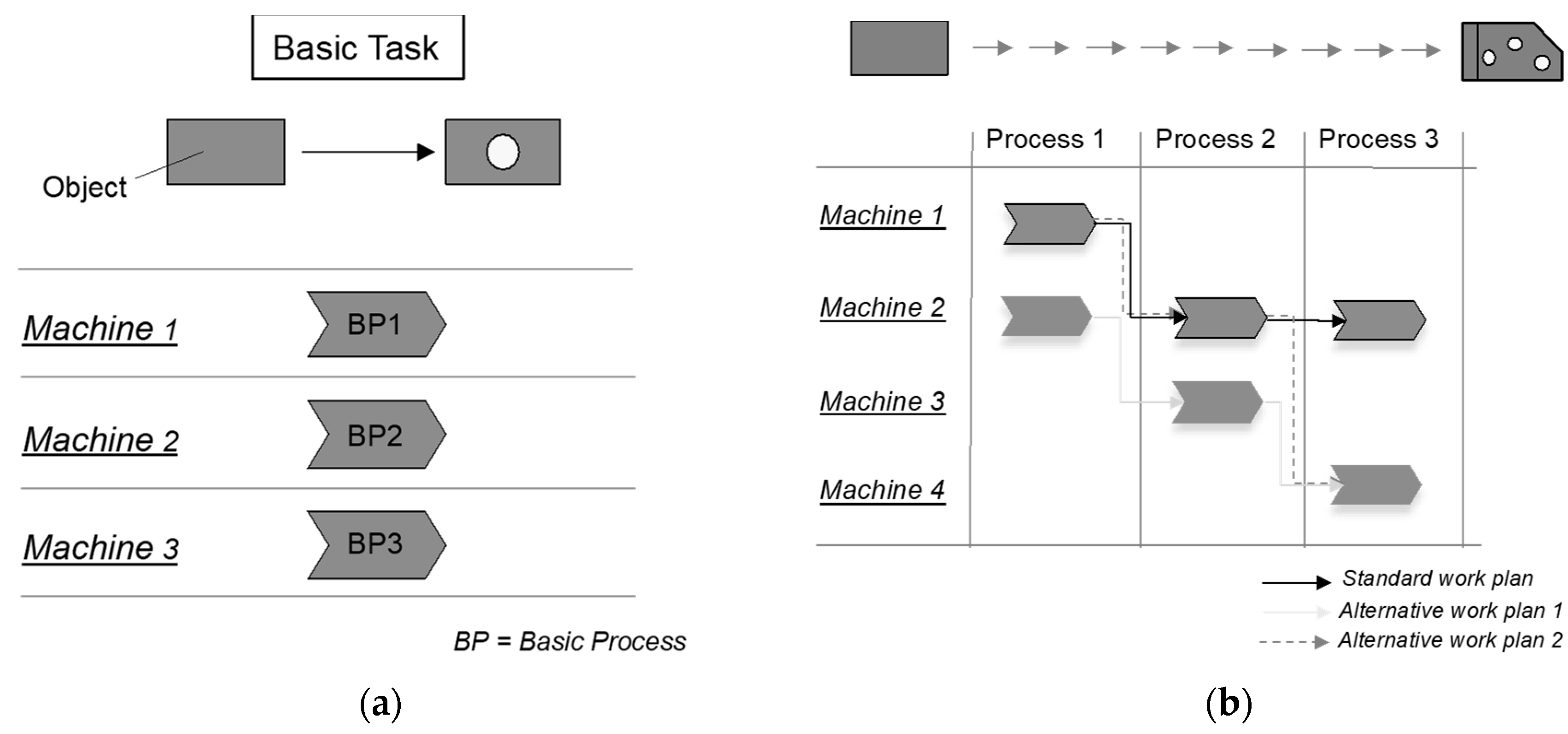
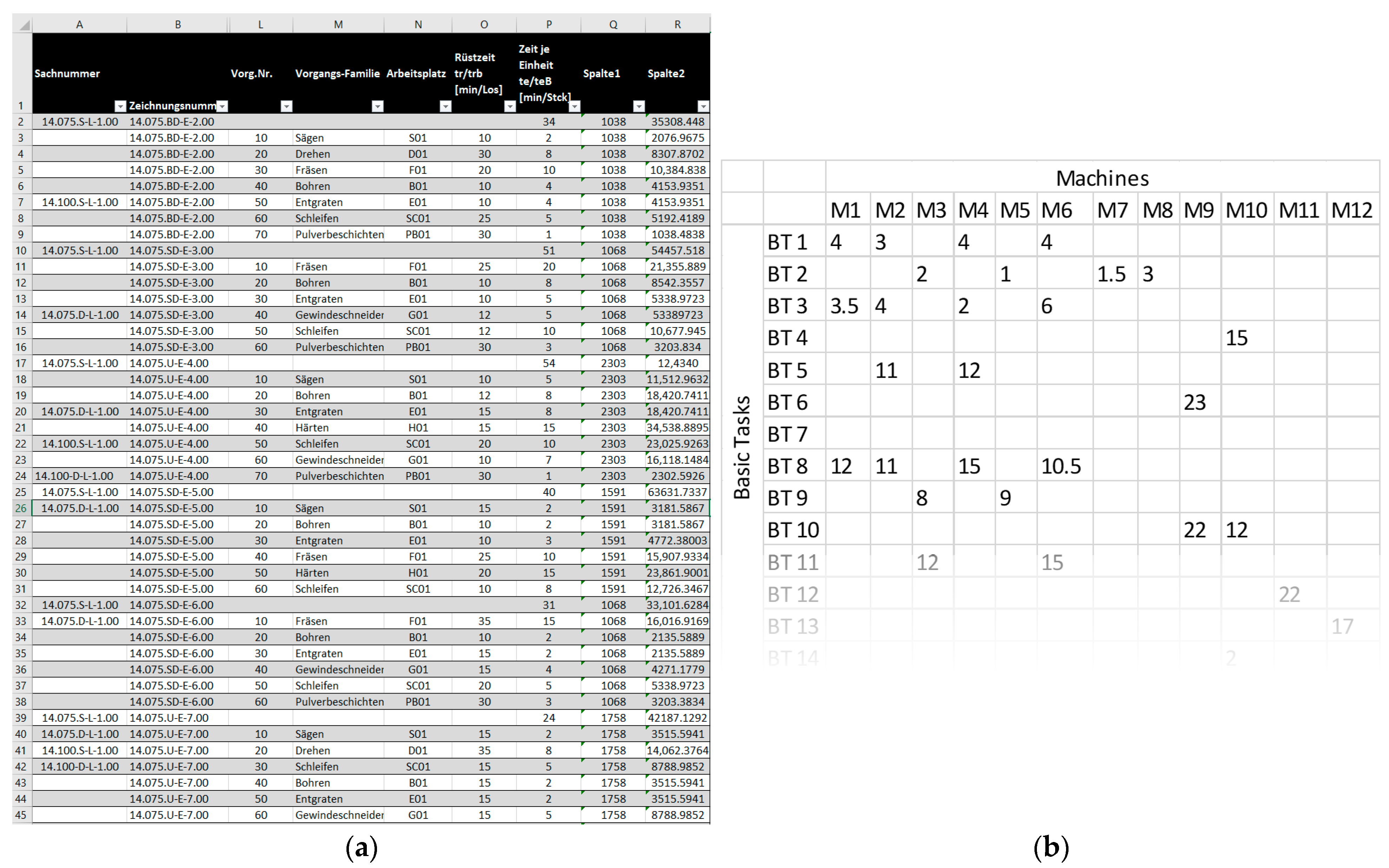
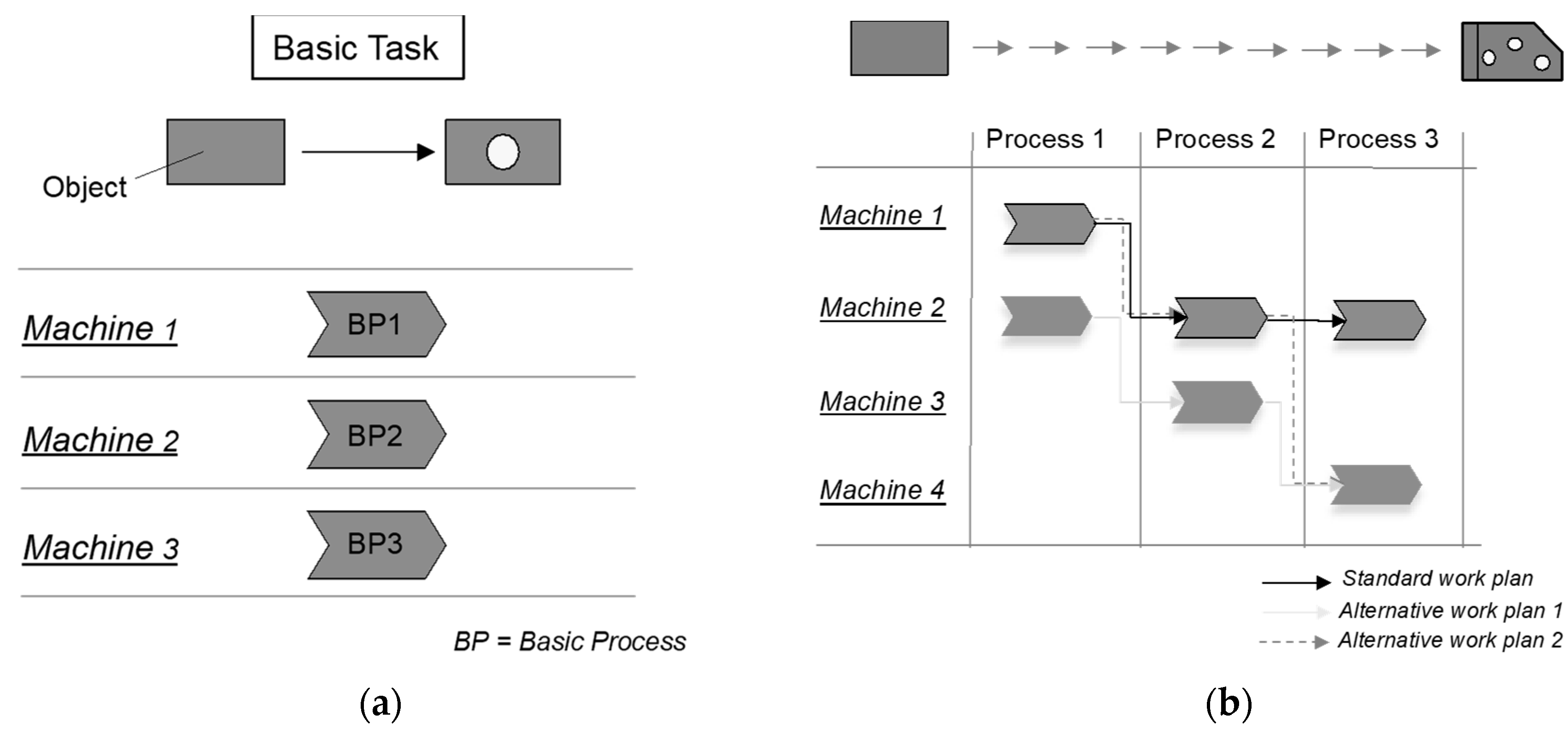
4.1. Basic Task Logic
4.2. Proposed Basic Mathematical Model
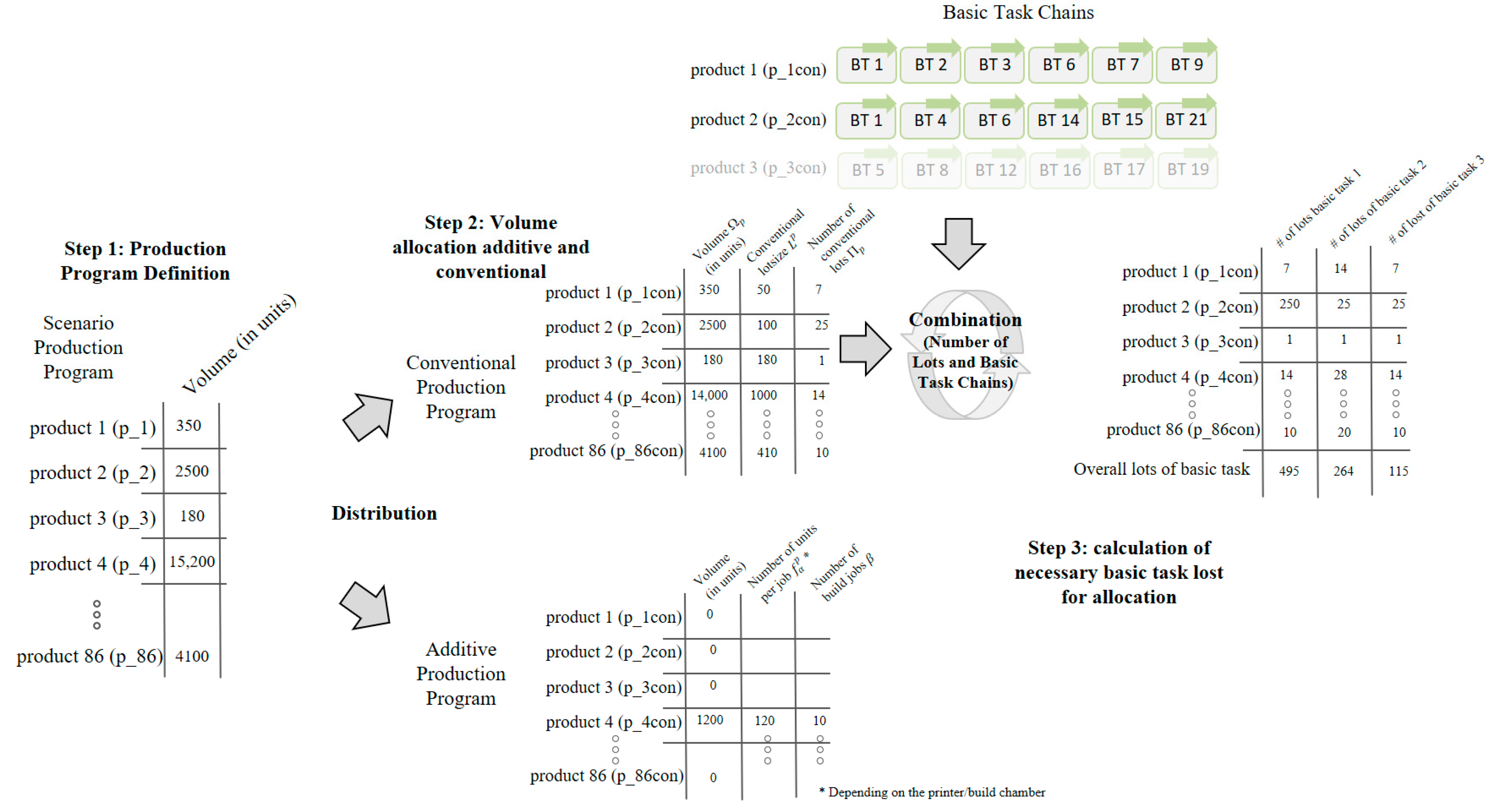
4.2.1. Reformulation of the Production Program
4.2.2. Capacity Restriction of Conventional and Additive Resources
4.2.3. Integration of Post-Processing Processes
4.2.4. Overall Cost Function
4.3. Necessary Input Data
- Number and type of machines;
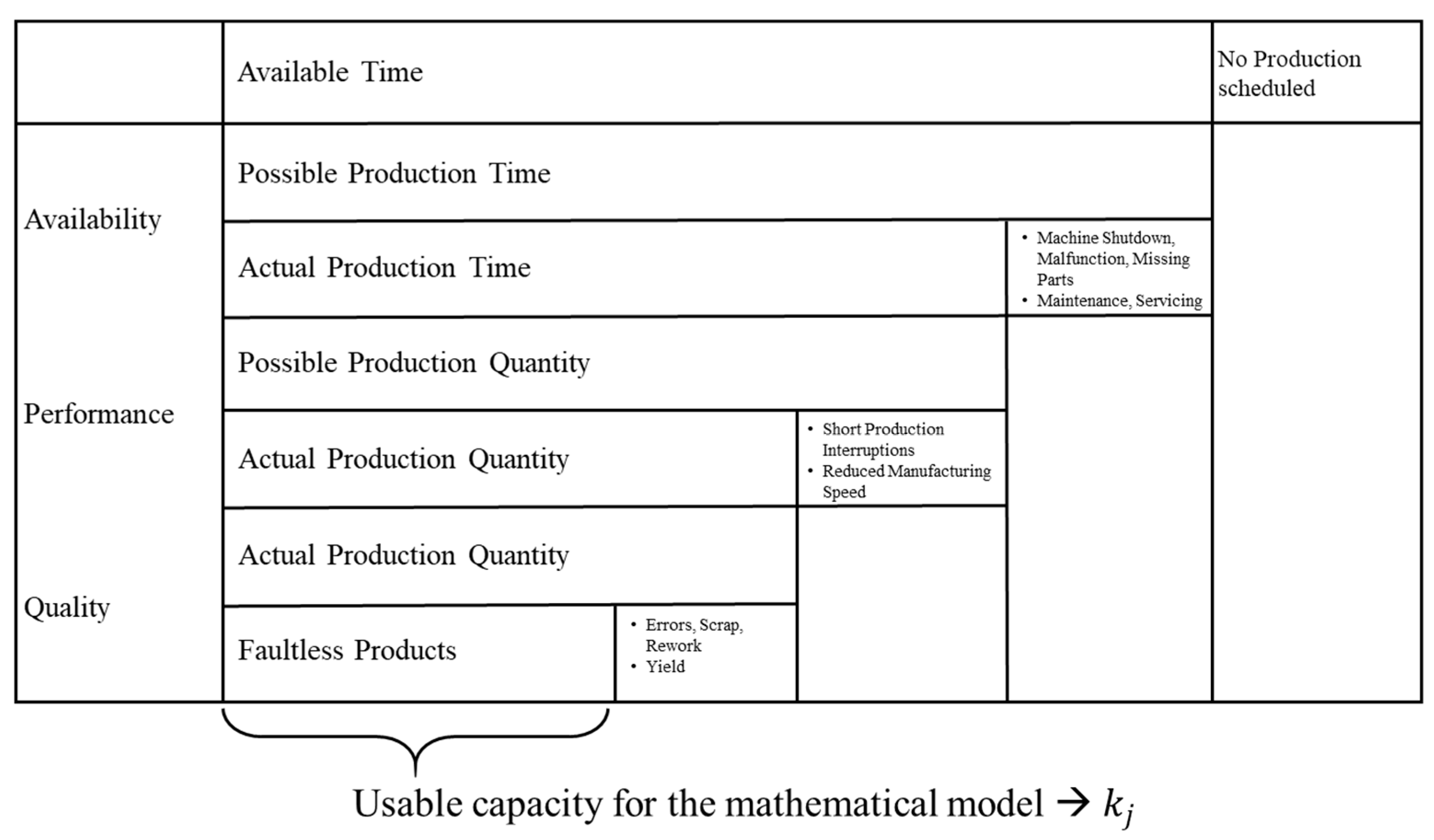
- Available capacity for each machine;
- Bill of materials (BoM);
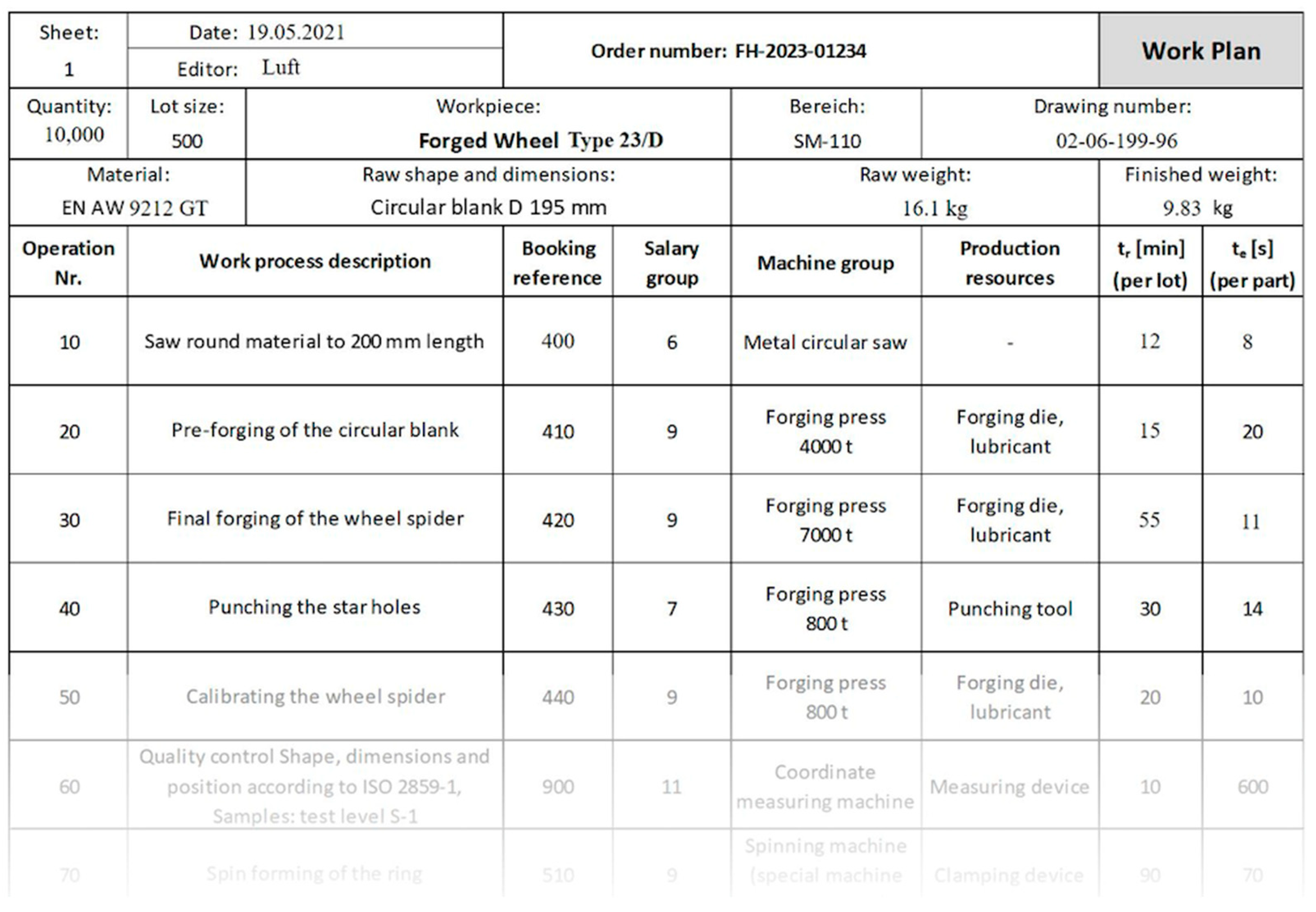
- Work plans and alternative work plans for every product (including processing times);
- Information/process plans for the conventional post-processing of additively manufactured parts;
- Standard lot sizes for all products for the conventional manufacturing process;
- Potentially available option for the flexibilization of the production system.
- Number of different products;
- Maximum anticipated production volume for every product;
- Minimum anticipated production volume for every product;
- Anticipated rate of substitution between all relevant products (relevant for the mix-analysis);
- Timespan that is to be analyzed.
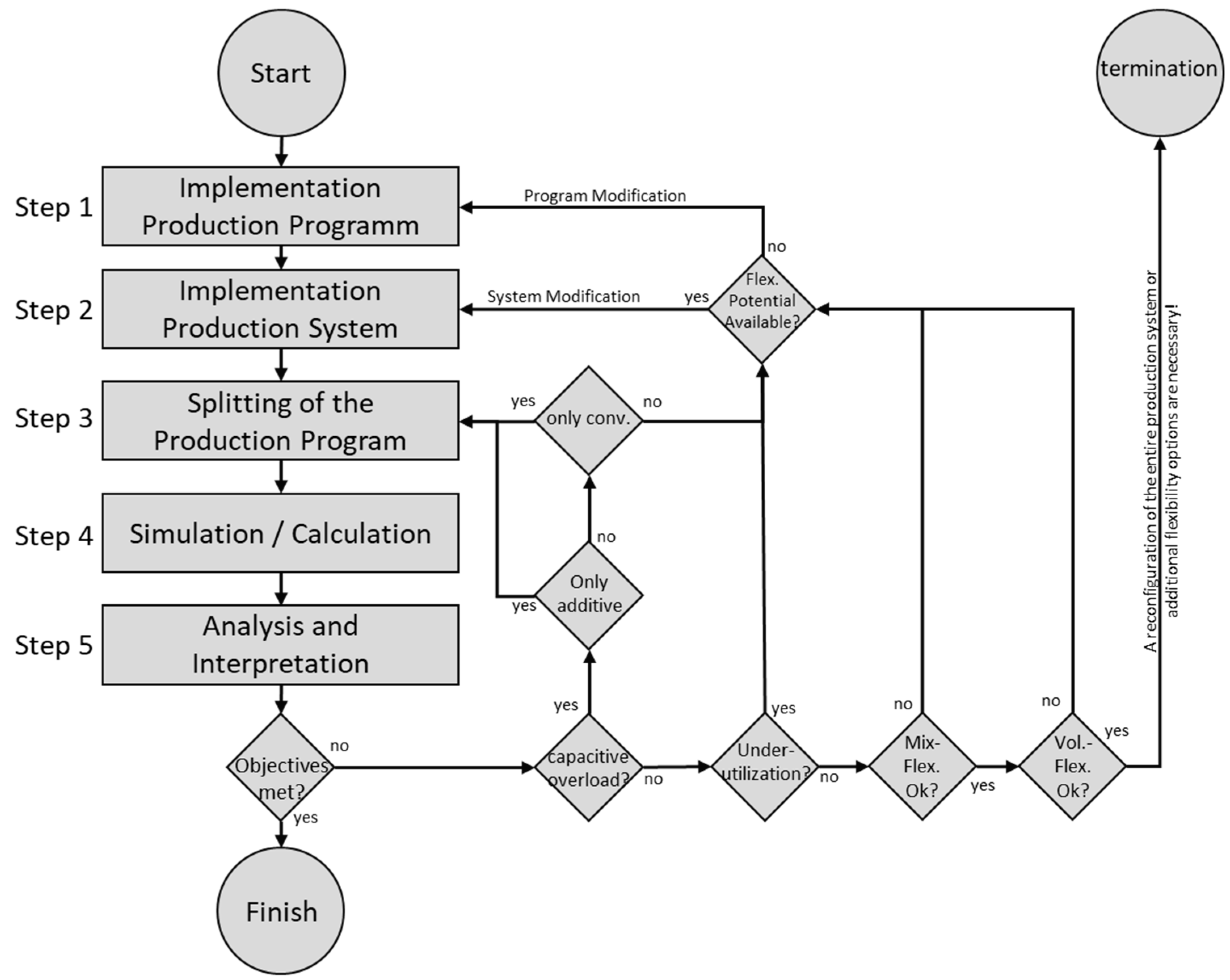
4.4. Proposed Methodology
4.5. Case Study
4.5.1. Case Study Objectives
4.5.2. Background Information
4.5.3. Implementation of the Production Program
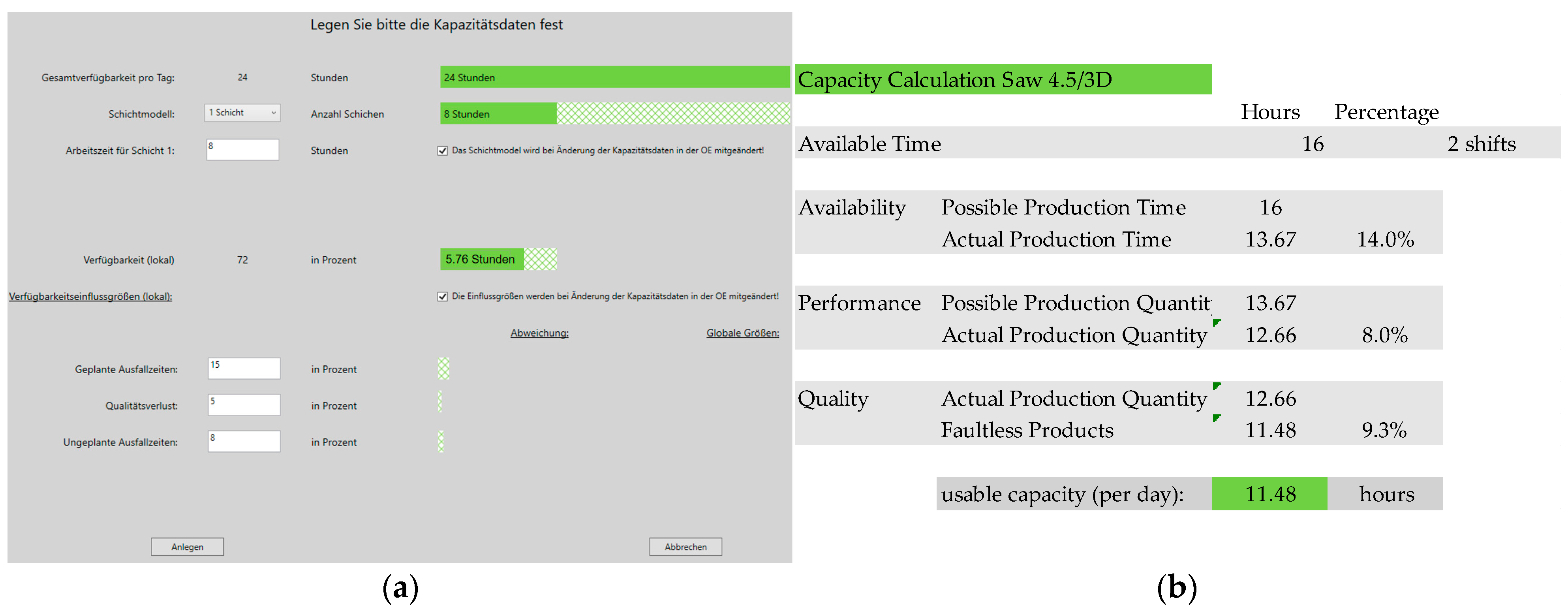
4.5.4. Implementation of the Production System
4.5.5. Splitting of the Production Program
4.5.6. Simulation/Calculation
4.6. Results
4.6.1. Verification of the Mathematical Model
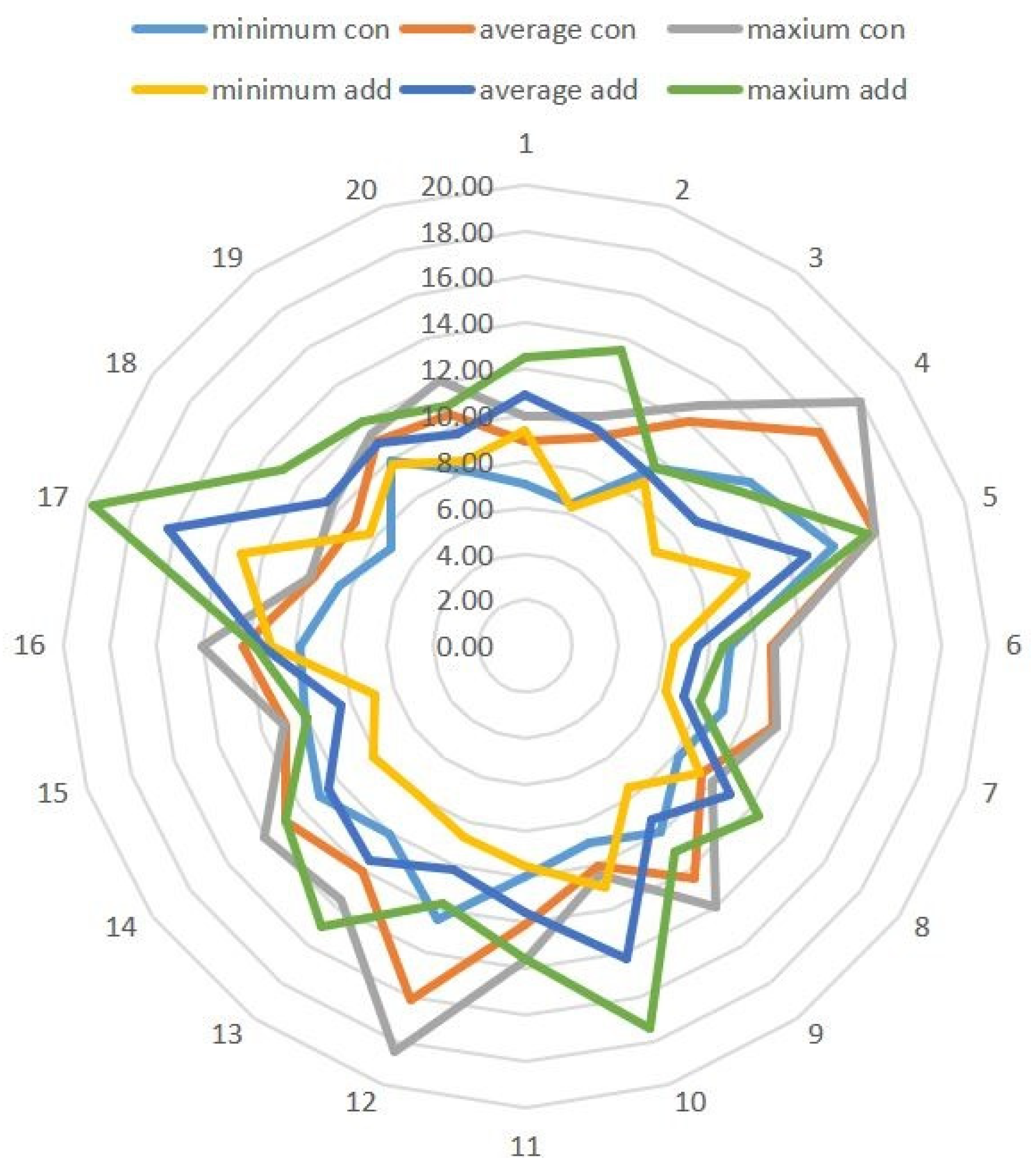
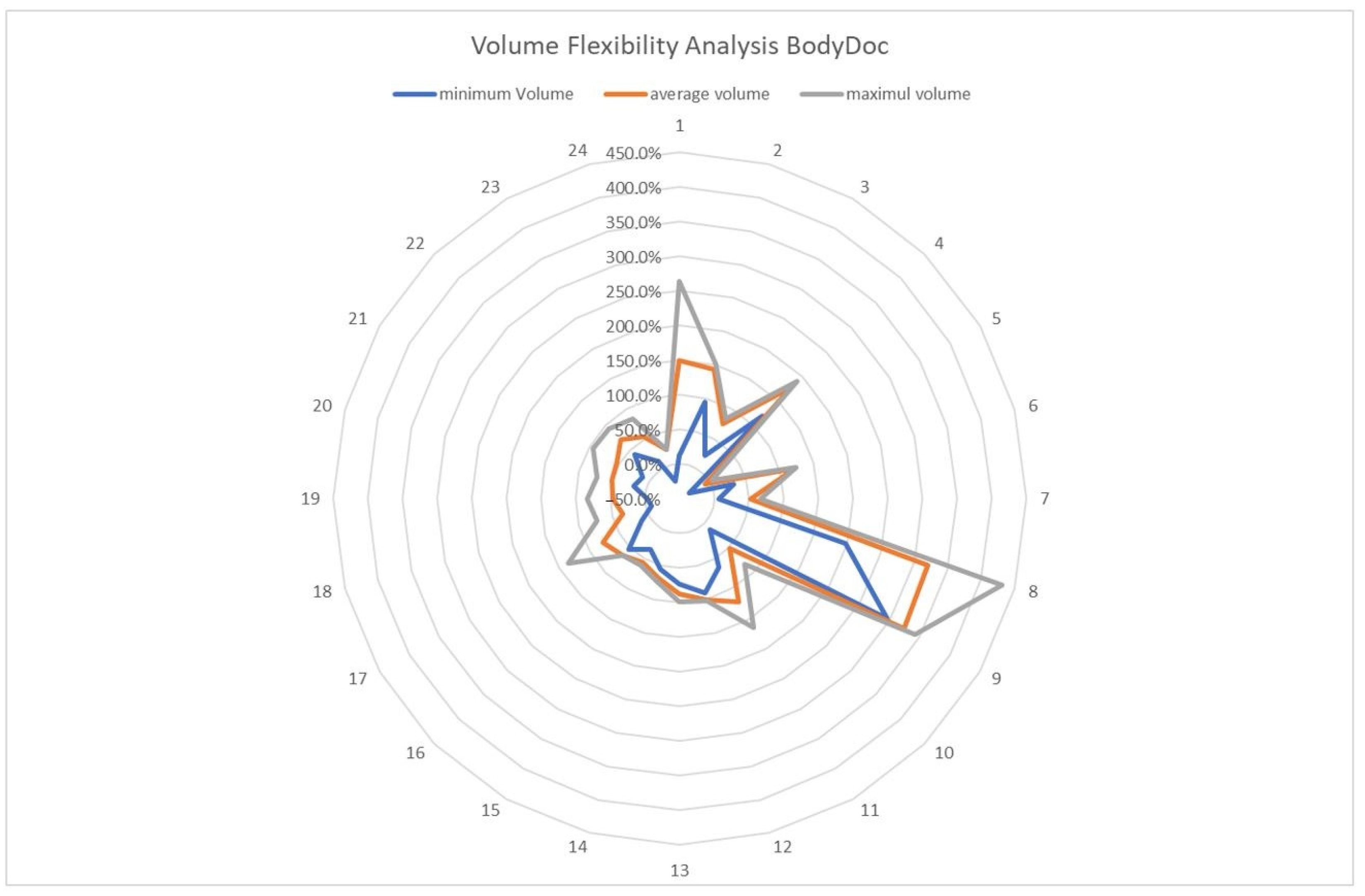
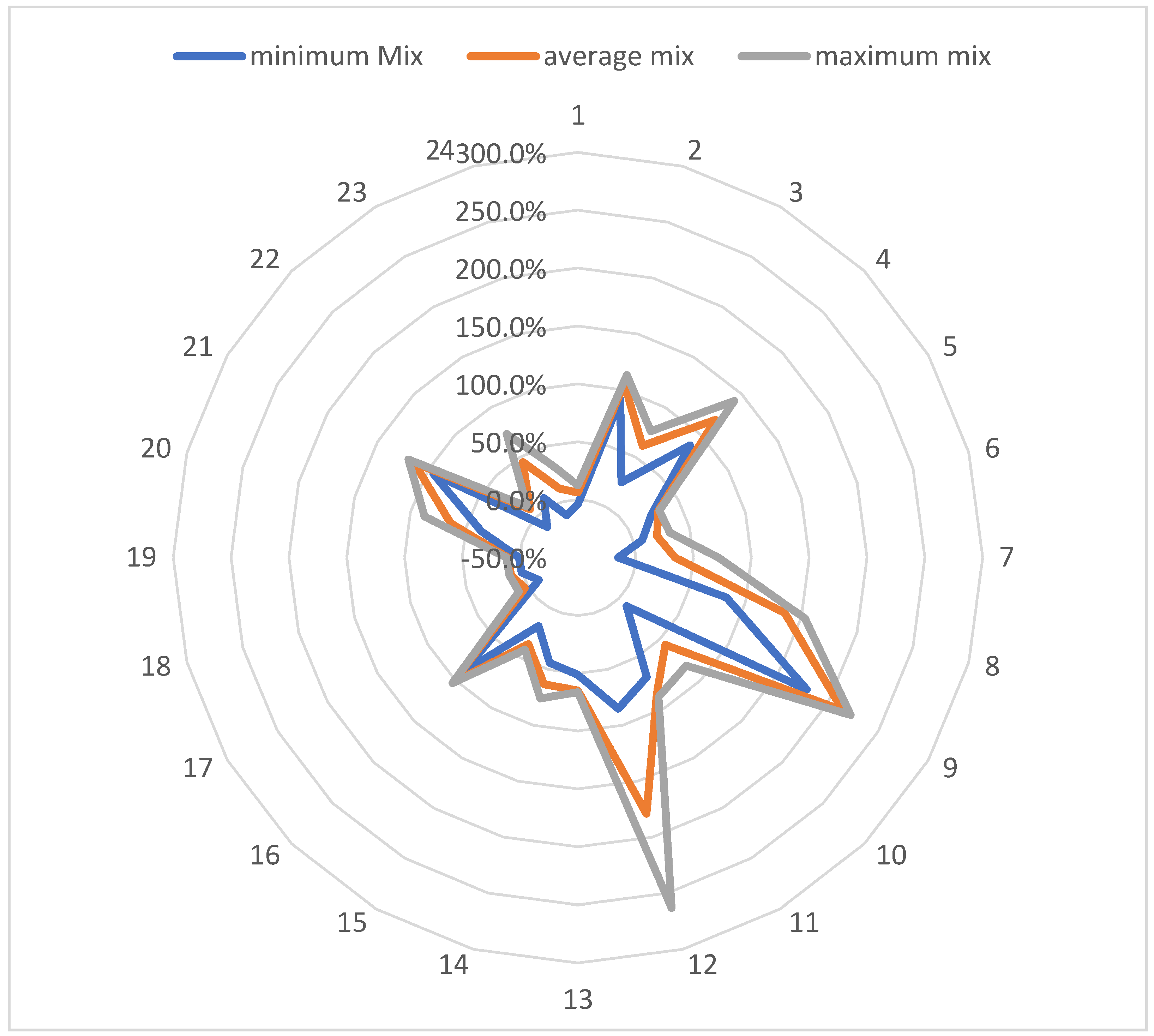
4.6.2. Cost, Volume, and Mix Flexibility
5. Discussion
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Associates, W. Wohlers Report 2022: 3D Printing and Additive Manufacturing Global State of the Industry; Wohlers Associates: Fort Collins, CO, USA, 2022; ISBN 978-0991333295. [Google Scholar]
- Parvanda, R.; Kala, P. Trends, opportunities, and challenges in the integration of the additive manufacturing with Industry 4.0. Prog. Addit. Manuf. 2022, 8, 587–614. [Google Scholar] [CrossRef]
- Tahmasebinia, F.; Jabbari, A.A.; Skrzypkowski, K. The Application of Finite Element Simulation and 3D Printing in Structural Design within Construction Industry 4.0. Appl. Sci. 2023, 13, 3929. [Google Scholar] [CrossRef]
- Abdullah, F.M.; Al-Ahmari, A.M.; Anwar, S. An Integrated Fuzzy DEMATEL and Fuzzy TOPSIS Method for Analyzing Smart Manufacturing Technologies. Processes 2023, 11, 906. [Google Scholar] [CrossRef]
- Gebhardt, A. Understanding Additive Manufacturing: Rapid Prototyping, Rapid Tooling, Rapid Manufacturing; Hanser Publishers: Munich, Germany; Cincinnati, OH, USA, 2012; ISBN 978-1-56990-507-4. [Google Scholar]
- Wacker, J.-D.; Kloska, T.; Linne, H.; Decker, J.; Janes, A.; Huxdorf, O.; Bose, S. Design and Experimental Analysis of an Adhesive Joint for a Hybrid Automotive Wheel. Processes 2023, 11, 819. [Google Scholar] [CrossRef]
- Kausar, A.; Ahmad, I.; Zhao, T.; Aldaghri, O.; Eisa, M.H. Polymer/Graphene Nanocomposites via 3D and 4D Printing—Design and Technical Potential. Processes 2023, 11, 868. [Google Scholar] [CrossRef]
- Attaran, M. The rise of 3-D printing: The advantages of additive manufacturing over traditional manufacturing. Bus. Horiz. 2017, 60, 677–688. [Google Scholar] [CrossRef]
- Nationale Akademie der Wissenschaften Leopoldina; Union der deutschen Akademien der Wissenschaften; Acatech—Deutsche Akademie der Technikwissenschaften. Additive Fertigung: Entwicklungen, Möglichkeiten und Herausforderungen: Stellungnahme; Deutsche Akademie der Naturforscher Leopoldina e.V.—Nationale Akademie der Wissenschaften; Union der deutschen Akademien der Wissenschaften e. V; acatech—Deutsche Akademie der Technikwissenschaften e. V: Halle (Saale)/Mainz/München, Germany, 2020; ISBN 978-3-8047-3636-8. [Google Scholar]
- Sing, S.L.; An, J.; Yeong, W.Y.; Wiria, F.E. Laser and electron-beam powder-bed additive manufacturing of metallic implants: A review on processes, materials and designs. J. Orthop. Res. 2016, 34, 369–385. [Google Scholar] [CrossRef] [PubMed]
- Harun, W.; Manam, N.S.; Kamariah, M.; Sharif, S.; Zulkifly, A.H.; Ahmad, I.; Miura, H. A review of powdered additive manufacturing techniques for Ti-6al-4v biomedical applications. Powder Technol. 2018, 331, 74–97. [Google Scholar] [CrossRef]
- Denkena, B.; Krödel, A.; Harmes, J.; Kempf, F.; Griemsmann, T.; Hoff, C.; Hermsdorf, J.; Kaierle, S. Additive manufacturing of metal-bonded grinding tools. Int. J. Adv. Manuf. Technol. 2020, 107, 2387–2395. [Google Scholar] [CrossRef] [Green Version]
- Zhang, L.-C.; Liu, Y.; Li, S.; Hao, Y. Additive Manufacturing of Titanium Alloys by Electron Beam Melting: A Review. Adv. Eng. Mater. 2018, 20, 1700842. [Google Scholar] [CrossRef]
- Revilla-León, M.; Sadeghpour, M.; Özcan, M. A Review of the Applications of Additive Manufacturing Technologies Used to Fabricate Metals in Implant Dentistry. J. Prosthodont. 2020, 29, 579–593. [Google Scholar] [CrossRef]
- Khorasani, M.; Gibson, I.; Ghasemi, A.H.; Hadavi, E.; Rolfe, B. Laser subtractive and laser powder bed fusion of metals: Review of process and production features. Rapid Prototyp. J. 2023, 29, 935–958. [Google Scholar] [CrossRef]
- Ravalji, J.M.; Raval, S.J. Review of quality issues and mitigation strategies for metal powder bed fusion. Rapid Prototyp. J. 2023, 29, 792–817. [Google Scholar] [CrossRef]
- Kunkel, M.H.; Gebhardt, A.; Mpofu, K.; Kallweit, S. Quality assurance in metal powder bed fusion via deep-learning-based image classification. Rapid Prototyp. J. 2019, 26, 259–266. [Google Scholar] [CrossRef]
- Luft, N. Aufgabenbasierte Flexibilitätsbewertung von Produktionssystemen; Verl. Praxiswissen: Dortmund, Germany, 2013; ISBN 978-3-86975-084-2. [Google Scholar]
- Rogalski, S. Entwicklung einer Methodik zur Flexibilitätsbewertung von Produktionssystemen; Universitätsverlag Karlsruhe: Karlsruhe, Germany, 2009; ISBN 978-3-86644-383-9. [Google Scholar]
- Alogla, A.A.; Baumers, M.; Tuck, C.; Elmadih, W. The Impact of Additive Manufacturing on the Flexibility of a Manufacturing Supply Chain. Appl. Sci. 2021, 11, 3707. [Google Scholar] [CrossRef]
- Koste, L.L.; Malhorta, M.K.; Sharma, S. Measuring dimensions of manufacturing flexibility. J. Oper. Manag. 2004, 22, 171–196. [Google Scholar] [CrossRef]
- Wiendahl, H.P.; Reichardt, J.; Nyhuis, P. Handbuch Fabrikplanung: Konzept, Gestaltung und Umsetzung Wandlungsfähiger Produktionsstätten; Hanser: München, Germany, 2009; ISBN 978-3-446-22477-3. [Google Scholar]
- Burggräf, P.; Schuh, G.; Dannapfel, M.; Swist, M.; Esfahani, M.E. Fabrikplanung, 2., Vollständig Neu Bearbeitete und Erweiterte Auflage; Springer Vieweg: Berlin/Heidelberg, Germany, 2021; ISBN 978-3-662-61968-1. [Google Scholar]
- Eyers, D.R.; Potter, A.T.; Gosling, J.; Naim, M.M. The flexibility of industrial additive manufacturing systems. Int. J. Oper. Prod. Manag. 2018, 38, 2313–2343. [Google Scholar] [CrossRef] [Green Version]
- Delic, M.; Eyers, D.R. The effect of additive manufacturing adoption on supply chain flexibility and performance: An empirical analysis from the automotive industry. Int. J. Prod. Econ. 2020, 228, 107689. [Google Scholar] [CrossRef]
- Verboeket, V.; Krikke, H. Additive Manufacturing: A Game Changer in Supply Chain Design. Logistics 2019, 3, 13. [Google Scholar] [CrossRef] [Green Version]
- Mohd Yusuf, S.; Cutler, S.; Gao, N. Review: The Impact of Metal Additive Manufacturing on the Aerospace Industry. Metals 2019, 9, 1286. [Google Scholar] [CrossRef] [Green Version]
- Eyers, D.R.; Potter, A.T. Industrial Additive Manufacturing: A manufacturing systems perspective. Comput. Ind. 2017, 92–93, 208–218. [Google Scholar] [CrossRef]
- Aggteleky, B. Fabrikplanung: Werksentwicklung und Betriebsrationalisierung, 2., Vollständig überarbeitete und Erweiterte Auflage; Carl Hanser Verlag: München, Germany; Wien, Austria, 1990; ISBN 3-446-15800-6. [Google Scholar]
- Wandlungsfähige Produktionssysteme. Heute Die Industrie von Morgen Gestalten; Nyhuis, P., Reinhart, G., Abele, E., Eds.; PZH Produktionstechnisches Zentrum GmbH: Garbsen, Germany, 2008. [Google Scholar]
- Richtlinie, V.D.I. 5200: Fabrikplanung. In Planungsvorgehen; Verein Deutscher Ingenieure: Düsseldorf, Germany, 2009. [Google Scholar]
- Grundig, C. Fabrikplanung. Planungssystematik—Methoden—Anwendungen, 3. Auflage; Hanser Verlag: München, Germany, 2009; ISBN 9783446442153. [Google Scholar]
- Pawellek, G. Ganzheitliche Fabrikplanung; Springer: Berlin/Heidelberg, Germany, 2014; ISBN 978-3-662-43727-8. [Google Scholar]
- Schenk, M.; Wirth, S. Fabrikplanung und Fabrikbetrieb. Methoden für die Wandlungsfähige und Vernetzte Fabrik; Springer: Berlin/Heidelberg, Germany, 2004; ISBN 978-3642054587. [Google Scholar]
- Beller, M. Entwicklung Eines Prozessorientieren Vorgehens zur Fabrikplanung // Entwicklung Eines Prozessorientierten Vorgehensmodells zur Fabrikplanung; Verl. Praxiswissen: Dortmund, Germany, 2010; ISBN 978-3-86975-026-2. [Google Scholar]
- Nöcker, J.C. Zustandsbasierte Fabrikplanung, 1. Auflage; Apprimus-Verl.: Aachen, Germany, 2012; ISBN 978-3-86359-059-8. [Google Scholar]
- REFA. Methodenlehre der Betriebsorganisation, Planung und Gestaltung Komplexer Produktionssysteme, 2. Auflage; Hanser: München, Germany, 1990; ISBN 3446159673. [Google Scholar]
- Kettner, H.; Schmidt, J.; Greim, H.-R. Leitfaden der Systematischen Fabrikplanung: Mit zahlreichen Checklisten; Hanser: München, Germany, 2010; ISBN 9783446138254. [Google Scholar]
- Rockstroh, W. Beitrag zur Projektierung Integrierter Fertigung im Zusammenhang mit der Entwicklung Automatisierter Betriebe; WissZ der TU Dresden: Dresden, Germany, 1981. [Google Scholar]
- Hernández Morales, R. Systematik der Wandlungsfähigkeit in der Fabrikplanung; VDI-Verlag: Düsseldorf, Germany, 2003; ISBN 3193149168. [Google Scholar]
- Kuhn, A.; Klingebiel, K.; Schmidt, A.; Luft, N. Modellgestützes Planen und kollaboratives Experimentieren für robuste Distributionssysteme. In Wissensarbeit—Zwischen Strengen Prozessen und Kreativem Spielraum; Spath, D., Ed.; GITO-Verlag: Berlin, Germany, 2011; pp. 177–198. ISBN 978-3-942183-51-2. [Google Scholar]
- Luft, N.; Wötzel, A.; Kessler, S.; Wagenitz, A.; Schmidt, A. Planung wandlungsfähiger Produktons- und Logistiksysteme. Ind. Manag. 2011, 27, 73–76. [Google Scholar]
- Kuhn, A.; Kessler, S.; Luft, N. Prozessorientierte Planung wandlungsfähiger Produktions- und Logistiksysteme mit wiederverwendbaren Planungsfällen. In Wandlungsfähige Produktionssysteme; Nyhuis, P., Ed.; GITO-Verlag: Berlin, Germany, 2010; pp. 211–235. [Google Scholar]
- Neuhausen, J. Methodik zur Gestaltung Modularer Produktionssysteme für Unternehmen der Serienproduktion; Dissertation, RWTH Aachen: Aachen, Germany, 2001. [Google Scholar]
- Ropohl, G. Allgemeine Technologie: Eine Systemtheorie der Technik: Eine Systemtheorie der Technik, 2nd ed.; Hanser: München, Germany, 1999; ISBN 3-446-19606-4. [Google Scholar]
- Wildemann, H. Die Modulare Fabrik, 5. Auflage; TCW, Transfer-Centrum: München, Germany, 1998. [Google Scholar]
- Wiendahl, H.-P.; Nofem, D.; Klußmann, J.H.; Breitenbach, F. Planung Modularer Fabriken; Hanser: München, Germany, 2005. [Google Scholar]
- Feser, B. Fertigungssegmentierung: Strategiekonforme Organisationsgestaltung in Produktion und Logistik; Deutscher Universitäts-Verlag: Wiesbaden, Germany, 1999; ISBN 978-3-8244-0459-9. [Google Scholar]
- Lopitzsch, J.R. Segmentierte Adaptive Fertigungssteuerung; IFA Hannover, Universität Hannover: Hannover, Germany, 2005. [Google Scholar]
- Schmalenbach, E. Die Betriebswirtschaftslehre an der Schwelle der neuen Wirtschaftsverfassung. Z. Handel. Forsch. 1928, 22, 241–251. [Google Scholar]
- Schmidt, F. Die Anpassung der Betriebe an die Wirtschaftslage. Z. Betr. 1926, 3, 85–106. [Google Scholar]
- Kalveram, W. Elastizität und Betriebsführung. Z. Betr. 1931, 8, 705–711. [Google Scholar]
- Öhlinger, W. Betriebselastizität, Die Anpassung des Industriebetriebs an Sich Verändernde Wirtschaftsverhältnisse; Eigenverlag Publisher: Wien, Austria, 1935. [Google Scholar]
- Tannenbaum, R.; Massiarik, F. Leadership: A frame of reference. Manag. Sci. 1957, 4, 1–20. [Google Scholar] [CrossRef]
- Riebel, P. Die Elastizität des Betirebs; Westdt. Verlag: Köln, Germany, 1954. [Google Scholar]
- Preisnig, K. Das Elastizitätsproblem in der Werksorganisation; Inaugural Dissertation publisher: Nürnberg, Germany, 1957. [Google Scholar]
- Vormbaum, H. Wechsel zwischen den fixen Kosten und dem betriebswirtschaftlichen Elastizitätsstreben. Z. Betr. 1959, 29, 193–205. [Google Scholar]
- Meffert, H. Die Flexibilität in Betriebswirtschaftlichen Entscheidungen; Unveröffentlichte Habilitation: München, Germany, 1968. [Google Scholar]
- Meffert, H. Zum Problem der betriebswirtschaftlichen Flexibilität. Z. Betr. 1969, 39, 779–800. [Google Scholar]
- Meffert, H. Größere Flexibilität als Unternehmenskonzept. Z. Betr. Forsch. 1985, 38, 121–137. [Google Scholar]
- Jacob, H. Flexibilitätsüberlegungen in der Investitionsrechnung. Z. Betr. 1967, 37, 1–34. [Google Scholar]
- Eversheim, W.; Schaefer, F.-W. Flexibilität in der Produktion—Eine Voraussetzung zur Sicherung der Wettbewerbsfähigkeit von Unternehmen. In Handwörterbuch der Produktionswirtschaft; Kern, W., Ed.; Poeschel: Stuttgart, Germany, 1979; Volume 121, pp. 463–470. [Google Scholar]
- Schmigalla, H. Flexibel Automatisierte Fertigungssysteme; Gabler: Wiesbaden, Germany, 1994. [Google Scholar]
- Sethi, A.; Sethi, S. Flexibility in manufacturing: A Survey. Int. J. Flex. Manuf. Syst. 1990, 2, 289–328. [Google Scholar] [CrossRef]
- Shewchuck, J.P.; Moodie, C.L. Definition and Classifikation of Manufacturing FlexibilityTypes and Measures. Int. J. Flex. Manuf. Syst. 1998, 10, 325–349. [Google Scholar] [CrossRef]
- Koste, L.L.; Malhorta, M.K. A theoretical Framework for Analyzing the Dimensions of Manufacturing Flexibility. J. Oper. Manag. 1999, 18, 75–94. [Google Scholar] [CrossRef]
- Tempelmeier, H.; Kuhn, H. Flexible Fertigungssysteme: Entscheidungsunterstützung für Konfiguration und Betrieb; Springer: Berlin/Heidelberg, Germany, 1992; ISBN 3-540-55154-9. [Google Scholar]
- Ali, S.; Seifoddini, H. Simulation intelligence and modeling for manufacturing uncertainties. In Proceedings of the 2006 Winter Simulation Conference, Monterey, CA, USA, 3–6 December 2006; pp. 1920–1928. [Google Scholar]
- Schuh, G.; Gulden, A.; Wemhöner, N.; Kampker, A. Bewertung der Flexibilität von Produktionssystemen: Kennzahlen zur Bewertung der Stückzahl-, Varianten- und Produktänderungsflexibilität auf Linienebene. Wt Werkstattstech. Online 2004, 94, 299–304. [Google Scholar] [CrossRef]
- Alexopoulos, K.; Papakostas, N.; Mourtzis, D.; Gogos, P.; Chryssolouris, G. Quantifying the flexibility of a manufacturing system by applying he ttransfer function. Int. J. Comput. Integr. Manuf. 2006, 20, 538–547. [Google Scholar] [CrossRef] [Green Version]
- Chryssolouris, G.; Georgoulias, K.; Papakostas, N.; Makris, S. A Toolbox Approach for Flexibility Measurements in Diverse Environments. In CIRP Annals—Manufacturing Technology; Issue I; CIRP: Singapore, 2007; Volume 56, pp. 423–426. [Google Scholar]
- Georgoulias, K.; Papakostas, N.; Mourtzis, D.; Chryssolouris, G. Flexibility evaluation: A toolbox approach. Int. J. Comput. Integr. Manuf. 2009, 22, 428–442. [Google Scholar] [CrossRef] [Green Version]
- Korves, B.; Krebs, P. Bewertung und Planung von Fabriken unter Flexibilitätsgesichtspunkten bei der Siemens AG. In Münchener Kolloquium-Innovationen für Die Produktion; Zäh, M., Hoffmann, H., Reinhart, G., Eds.; Herbert Utz Verlag: München, Germany, 2008; pp. 57–68. [Google Scholar]
- Zäh, M.F.; Müller, E.; von Bredow, M. Methoden zur Bwertung von Flexibilität in der Produktion. Ind. Manag. 2006, 22, 29–32. [Google Scholar]
- Zäh, M.F.; Müller, N. On planning and evaluating capacity flexibilities in uncertain markets. In Proceedings of the 2nd International Conference on Changeable, Reconfigurable, Agile and Virtual Production (CARV 2007), Toronto, ON, Canada, 22 July 2007. [Google Scholar]
- Alexopoulos, K.; Mourtzis, D.; Papakostas, N.; Chryssolouris, G. DESYMA—Assessing flexibility for the lifecycle of manufacturing systems. Int. J. Prod. Res. 2007, 47, 1683–1694. [Google Scholar] [CrossRef]
- Alexopoulos, K.; Mamassioulas, A.; Mourtzis, D.; Chryssolouris, G. Volume and product flexibility: A case study for a refrigerators producing facility. In Proceedings of the 10th IEEE International Conference on Emerging Technologies and Factory Automation: ETFA, Catania, Italy, 19–22 September 2005; Lo Bello, L., Sauter, T., Eds.; IEEE: Piscataway, NJ, USA, 2005. ISBN 0-7803-9402-X. [Google Scholar]
- Peláez-Ibarrondo, J.J.; Ruiz-Mercader, J. Measuring operational flexibility. In Proceedings of the Fourth SMESME International Conference, Stimulating Manufacturing Excellence in Small & Medium Enterprises, Aalborg, Denmark, 14–16 May 2001; pp. 292–302. [Google Scholar]
- Wahab, M.I.M.; Wu, D.; Lee, C.-G. A generic approach to measuring the machine flexibility of manufacturing systems. Eur. J. Oper. Res. 2008, 186, 137–149. [Google Scholar] [CrossRef]
- Lanza, G.; Rühl, J.; Peters, S. Bewertung von Stückzahl- und Variantenflexibilität in der Produktion. Z. Wirtsch. Fabr. 2009, 104, 1039–1044. [Google Scholar] [CrossRef]
- Zäh, M.F.; Müller, N. A Model for Capacity Evaluation under Market Uncertainties. Prod. Eng. Res. Dev. 2006, XIII, 201–210. [Google Scholar]
- Bengtsson, J. Manufacturing flexibility and real options: A review. Int. J. Prod. Econ. 2001, 74, 213–224. [Google Scholar] [CrossRef]
- Bengtsson, J.; Ohlager, J. Valuation of product-mix flexibility using real options. Int. J. Prod. Econ. 2002, 78, 13–28. [Google Scholar] [CrossRef]
- Schuh, G.; Gützlaff, A.; Thomas, K.; Ays, J.; Brinkmann, H. Flexibilitätssteigerungen im Produktionsnetzwerk. Z. Wirtsch. Fabr. 2020, 115, 581–584. [Google Scholar] [CrossRef]
- Müller, D. Flexibilitätsorientierte Selbststeuerung: Eine Methode für die Dezentral-Myopische Reihenfolgebildung in frei Verketteten Montagesystemen unter Verwendung von Arbeitsplanflexibilität, [1. Auflage]; Verlag Praxiswissen: Dortmund, Germany, 2020; ISBN 978-3-86975-154-2. [Google Scholar]
- Alogla, A.; Baumers, M.; Tuck, C. The impact of adopting additive manufacturing on the performance of a responsive supply chain. In Supply Chain Networks vs Platforms: Innovations, Challenges and Opportunities, Proceedings of the 24th International Symposium on Logistics (ISL 2019), Würzburg, Germany, 14–17 July 2019; Pawar, K.S., Ed.; Business School: Nottingham, UK, 2019; pp. 14–22. ISBN 9780853583295. [Google Scholar]
- Beamon, B.M. Measuring supply chain performance. Int. J. Oper. Prod. Manag. 1999, 19, 275–292. [Google Scholar]
- Chung, B.; Kim, S.I.; Lee, J.S. Dynamic Supply Chain Design and Operations Plan for Connected Smart Factories with Additive Manufacturing. Appl. Sci. 2018, 8, 583. [Google Scholar] [CrossRef] [Green Version]
- Karlsson, D.; Lindwall, G.; Lundbäck, A.; Amnebrink, M.; Boström, M.; Riekehr, L.; Schuisky, M.; Sahlberg, M.; Jansson, U. Binder jetting of the AlCoCrFeNi alloy. Addit. Manuf. 2019, 27, 72–79. [Google Scholar] [CrossRef]
- Zhang, Y.; Bandyopadhyay, A. Direct fabrication of compositionally graded Ti-Al2O3 multi-material structures using Laser Engineered Net Shaping. Addit. Manuf. 2018, 21, 104–111. [Google Scholar] [CrossRef]
- Atwood, C.; Griffith, M.; Harwell, L.; Schlienger, E.; Ensz, M.; Smugeresky, J.; Romero, T.; Greene, D.; Reckaway, D. Laser engineered net shaping (LENS™): A tool for direct fabrication of metal parts. In International Congress on Applications of Lasers & Electro-Optics; AIP Publishing: Melville, NY, USA, 1998; pp. E1–E7. [Google Scholar] [CrossRef] [Green Version]
- Terrazas, C.A.; Gaytan, S.M.; Rodriguez, E.; Espalin, D.; Murr, L.E.; Medina, F.; Wicker, R.B. Multi-material metallic structure fabrication using electron beam melting. Int. J. Adv. Manuf. Technol. 2014, 71, 33–45. [Google Scholar] [CrossRef]
- Xu, X.; Robles-Martinez, P.; Madla, C.M.; Joubert, F.; Goyanes, A.; Basit, A.W.; Gaisford, S. Stereolithography (SLA) 3D printing of an antihypertensive polyprintlet: Case study of an unexpected photopolymer-drug reaction. Addit. Manuf. 2020, 33, 101071. [Google Scholar] [CrossRef]
- Srivastava, M.; Rathee, S.; Patel, V.; Kumar, A.; Koppad, P.G. A review of various materials for additive manufacturing: Recent trends and processing issues. J. Mater. Res. Technol. 2022, 21, 2612–2641. [Google Scholar] [CrossRef]
- Luft, N.; Luft, A. Guide: Systematic Competence Development in the Smart Factory Evironment. In Digital Competence and Future Skills: How Companies Prepare Themselvesfor the Digital Future; Ramin, P., Ed.; Hanser: München, Germany, 2022; ISBN 978-3-446-47428-4. [Google Scholar]
- Thompson, M.K.; Moroni, G.; Vaneker, T.; Fadel, G.; Campbell, R.I.; Gibson, I.; Bernard, A.; Schulz, J.; Graf, P.; Ahuja, B.; et al. Design for Additive Manufacturing: Trends, opportunities, considerations, and constraints. CIRP Ann. 2016, 65, 737–760. [Google Scholar] [CrossRef] [Green Version]
- LEARY, M. Design for Additive Manufacturing; Elsevier: Amsterdam, The Netherlands; Oxford/Cambridge, UK, 2020; ISBN 978-0-12-816721-2. [Google Scholar]
- Tang, Y.; Yang, S.; Zhao, Y.F. Handbook of Sustainability in Additive Manufacturing; Springer Science+Business Media Singapore: Singapore, 2016; ISBN 978-981-10-0547-3. [Google Scholar]
- Bandyopadhyay, A.; Bose, S. Additive Manufacturing, 2nd ed.; CRC Press: Boca-Raton, FL, USA, 2020; ISBN 978-1-138-60925-9. [Google Scholar]
- Kumar, A.; Haleem, A.; Mittal, R.K. Advances in Additive Manufacturing Artificial Intelligence, Nature-Inspired, and Biomanufacturing; Elsevier: Amsterdam, The Netherlands, 2023. [Google Scholar]
- Dilberoglu, U.M.; Gharehpapagh, B.; Yaman, U.; Dolen, M. Current trends and research opportunities in hybrid additive manufacturing. Int. J. Adv. Manuf. Technol. 2021, 113, 623–648. [Google Scholar] [CrossRef]
- Jiménez, A.; Bidare, P.; Hassanin, H.; Tarlochan, F.; Dimov, S.; Essa, K. Powder-based laser hybrid additive manufacturing of metals: A review. Int. J. Adv. Manuf. Technol. 2021, 114, 63–96. [Google Scholar] [CrossRef]
- Dilberoglu, U.M.; Gharehpapagh, B.; Yaman, U.; Dolen, M. The Role of Additive Manufacturing in the Era of Industry 4.0. Procedia Manuf. 2017, 11, 545–554. [Google Scholar] [CrossRef]
- Luft, N.; Luft, A. Leitfaden: Systematische Kompetenzentwicklung im Umfeld der Smart Factory. In Handbuch Digitale Kompetenzentwicklung: Wie Sich Unternehmen auf Die Digitale Zukunft Vorbereiten; Ramin, P., Ed.; Hanser: München, Germany, 2021; pp. 89–119. ISBN 978-3-446-46738-5. [Google Scholar]
- Bonnard, R.; Hascoët, J.-Y.; Mognol, P. Data model for additive manufacturing digital thread: State of the art and perspectives. Int. J. Comput. Integr. Manuf. 2019, 32, 1170–1191. [Google Scholar] [CrossRef]
- Ford, S.; Despeisse, M. Additive manufacturing and sustainability: An exploratory study of the advantages and challenges. J. Clean. Prod. 2016, 137, 1573–1587. [Google Scholar] [CrossRef]
- Liu, W.; Liu, X.; Liu, Y.; Wang, J.; Evans, S.; Yang, M. Unpacking Additive Manufacturing Challenges and Opportunities in Moving towards Sustainability: An Exploratory Study. Sustainability 2023, 15, 3827. [Google Scholar] [CrossRef]
- Masih, Y.; Zaheer, S. Developments of Additive Manufacturing: Local Business and Sustainability. Int. J. Comput. Appl. 2019, 182, 17–24. [Google Scholar] [CrossRef]
- Langer, V.; Tampe, A.; Götze, U. Design for Sustainability in Manufacturing—Taxonomy and State-of-the-Art. In Manufacturing Driving Circular Economy, Proceedings of the 18th Global, Berlin, Germany, 5–7 October 2022; Kohl, H., Seliger, G., Dietrich, F., Eds.; Springer International Pu: Berlin/Heidelberg, Germany, 2023; pp. 808–816, ISBN 978-3-031-28838-8. [Google Scholar]
- Buranská, E.; Buranský, I.; Morovič, L.; Líška, K. Environment and Safety Impacts of Additive Manufacturing: A Review. Res. Pap. Fac. Mater. Sci. Technol. Slovak Univ. Technol. 2019, 27, 9–20. [Google Scholar] [CrossRef] [Green Version]
- Nyhuis, P. (Ed.) Wandlungsfähige Produktionssysteme; GITO-Verlag: Berlin, Germany, 2010. [Google Scholar]
- Nyhuis, P.; Wiendahl, H.-P. Logistische Kennlinien: Grundlagen, Werkzeuge und Anwendungen, 3. Auflage; Springer Vieweg: Berlin/Heidelberg, Germany; New York, NY, USA, 2012; ISBN 978-3-540-92839-3. [Google Scholar]
- Nyhuis, P.; Heins, M.; Pachow, J.; Reinhart, G.; Berdow, M.v.; Rebs, P.; Abele, E.; Wörn, A. Wandlungsfähige Produktionssysteme—Fit sein für die Prouktion von morgen. Ergeb. Voruntersuchung Wandl. Prod. 2008, 103, 333–337. [Google Scholar]
- Achillas, C.; Aidonis, D.; Iakovou, E.; Thymianidis, M.; Tzetzis, D. A methodological framework for the inclusion of modern additive manufacturing into the production portfolio of a focused factory. J. Manuf. Syst. 2015, 37, 328–339. [Google Scholar] [CrossRef]
- Baumers, M.; Beltrametti, L.; Gasparre, A.; Hague, R. Informing additive manufacturing technology adoption: Total cost and the impact of capacity utilisation. Int. J. Prod. Res. 2017, 55, 6957–6970. [Google Scholar] [CrossRef] [Green Version]
- Kang, H.S.; Noh, S.D.; Son, J.Y.; Kim, H.; Park, J.H.; Lee, J.Y. The FaaS system using additive manufacturing for personalized production. Rapid Prototyp. J. 2018, 24, 1486–1499. [Google Scholar] [CrossRef]
- Griffiths, V.; Scanlan, J.P.; Eres, M.H.; Martinez-Sykora, A.; Chinchapatnam, P. Cost-driven build orientation and bin packing of parts in Selective Laser Melting (SLM). Eur. J. Oper. Res. 2019, 273, 334–352. [Google Scholar] [CrossRef] [Green Version]
- Cardeal, G.; Sequeira, D.; Mendonça, J.; Leite, M.; Ribeiro, I. Additive manufacturing in the process industry: A process-based cost model to study life cycle cost and the viability of additive manufacturing spare parts. Procedia CIRP 2021, 98, 211–216. [Google Scholar] [CrossRef]
- Akyol, D.E.; Tuncel, G.; Bayhan, G.M. A Comparative Analysis of Activity-Based Costing and Traditional Costing. World Acad. Sci. Eng. Technol. 2007, 3, 44–47. [Google Scholar] [CrossRef]
- Baumers, M.; Tuck, C. Developing an Understanding of the Cost of Additive Manufacturing. In Additive Manufacturing–Developments in Training and Education; Springer: Berlin/Heidelberg, Germany, 2019; pp. 67–83. [Google Scholar] [CrossRef]
- Fera, M.; Fruggiero, F.; Costabile, G.; Lambiase, A.; Pham, D.T. A new mixed production cost allocation model for additive manufacturing (MiProCAMAM). Int. J. Adv. Manuf. Technol. 2017, 92, 4275–4291. [Google Scholar] [CrossRef]
- Ding, J.; Baumers, M.; Clark, E.A.; Wildman, R.D. The economics of additive manufacturing: Towards a general cost model including process failure. Int. J. Prod. Econ. 2021, 237, 108087. [Google Scholar] [CrossRef]
- Griffin, C.; Hale, J.; Jin, M. A framework for assessing investment costs of additive manufacturing. Prog. Addit. Manuf. 2022, 7, 903–915. [Google Scholar] [CrossRef]
- Baumers, M.; Holweg, M. On the economics of additive manufacturing: Experimental findings. J. Ops. Manag. 2019, 65, 794–809. [Google Scholar] [CrossRef]
- Kadir, A.Z.A.; Yusof, Y.; Wahab, M.S. Additive manufacturing cost estimation models—A classification review. Int. J. Adv. Manuf. Technol. 2020, 107, 4033–4053. [Google Scholar] [CrossRef]
- Baldinger, M.; Levy, G.; Schönsleben, P.; Wandfluh, M. Additive manufacturing cost estimation for buy scenarios. Rapid Prototyp. J. 2016, 22, 871–877. [Google Scholar] [CrossRef]
- Hartogh, P. Generische Vorhersage von Fertigungsmerkmalen Additiv Herzustellender Produkte; Verlag Dr. Hut: München, Germany, 2018; ISBN 978-3-8439-3749-8. [Google Scholar]
- Hartogh; Vietor, P. Vorhersage der Fertigungszeit und -kosten für die additive Serienfertigung. In Additive Serienfertigung; Lachmayer, R., Lippert, R.B., Kaierle, S., Eds.; Springer: Berlin/Heidelberg, Germany, 2018; ISBN 978-3-662-56463-9. [Google Scholar]
- Hartogh, P.; Vietor, T. Schnelle kostengerechte Bauteilgestaltung für die additive Fertigung. In Konstruktion für die Additive Fertigung 2018, [1. Auflage]; Lachmayer, R., Lippert, R.B., Kaierle, S., Eds.; Springer Vieweg: Berlin/Heidelberg, Germany, 2020; pp. 77–91. ISBN 9783662590577. [Google Scholar]
- Lachmayer, R.; Lippert, R.B.; Kaierle, S. (Eds.) Additive Serienfertigung; Springer: Berlin/Heidelberg, Germany, 2018; ISBN 978-3-662-56463-9. [Google Scholar]
- Stittgen, T. Fundamentals of Production Logistics Positioning in the Area of Additive Manufacturing Using the Example of Laser Powder Bed Fusion // Grundlagen zur Produktionslogistischen Positionierung im Umfeld der Additiven Fertigung am Beispiel des Laser Powder Bed Fusion: = Fundamentals of Production Logistics Positioning in the Area of Additive Manufacturing Using the Example of Laser Powder Bed Fusion, 1. Auflage; Apprimus Verlag: Aachen, Germany, 2022; ISBN 978-3-98555-026-5. [Google Scholar]
- Hernandez Korner, M.E.; Lambán, M.P.; Albajez, J.A.; Santolaria, J.; Del Ng Corrales, L.C.; Royo, J. Systematic Literature Review: Integration of Additive Manufacturing and Industry 4.0. Metals 2020, 10, 1061. [Google Scholar] [CrossRef]
- Kuhn, A.; Beller, M. Ein prozessorientiertes Vorgehensmodel zur modellgestützten Fabrikplanung. In Tagungsband VPP2006. Vernetztes Planen und Produzieren; Müller, E., Ed.; Institut für Betriebswissenschaften und Fabriksysteme: Chemnitz, Germany, 2006; Available online: https://d-nb.info/985288337/34#page=31 (accessed on 20 May 2023).
- Klingebiel, K. Entwurf eines Referenzmodells für Build-to-Order-Konzepte in Logistiknetzwerken der Automobilindustrie. Dissertation; TU Dortmund: Dortmund, Germany, 2008. [Google Scholar]
- Klingebiel, K.; Wagenitz, A. Prozesse und IT aufgabenorientiert gestalten. In Facetten des Prozesskettenparadigmas; Clausen, U., Hompel, M.T., Eds.; Verl. Praxiswissen: Dortmund, Germany, 2010; pp. 110–122. ISBN 978-3-86975-032-3. [Google Scholar]
- Ferstl, O.K.; Sinz, E.J. Grundlagen der Wirtschaftsinformatik, 5. Überarberarbeitete und Erweiterte Aufgabe; Oldenbourg: München, Germany; Wien, Austria, 2006; ISBN 3-486-57942-8. [Google Scholar]
- Kuhn, A. Modellgestützte Logistik—Methodik einer permanenten, ganzheitlichen Systemgestaltung. In VDI-Berichte; VDI, Ed.; VDI Verlag: Düsseldorf, Germany, 1991; pp. 109–136. [Google Scholar]
- Kuhn, A. Prozessketten in der Logistik: Entwicklungstrends und Umsetzungsstrategien; Verlag Praxiswissen: Dortmund, Germany, 1995. [Google Scholar]
- Winz, G.; Quint, M.; Kuhn, A. Prozesskettenmanagement—Leitfaden für die Praxis; Verlag Praxiswissen: Dortmund, Germany, 1997. [Google Scholar]
- Kuhn, A.; Hellingrath, B. Supply-Chain-Management: Optimierte Zusammenarbeit in der Wertschöpfungskette; Springer: Berlin/Heidelberg, Germany, 2002; ISBN 3-540-65423-2. [Google Scholar]
- Focke, M.; Steinbeck, J. Steigerung der Anlagenproduktivität Durch OEE-Management; Springer Fachmedien Wiesbaden: Wiesbaden, Germany, 2018. [Google Scholar]
- May, C.; Schimek, P. Total Productive Management: Grundlagen und Einführung von TPM—Oder Wie Sie Operational Excellence Erreichen, 3. korrigierte Auflage; CETPM Publishing: Herrieden, Germany, 2015; ISBN 9-783940-775-05-4. [Google Scholar]
- Lim, C.H.; Moon, S.K. A Two-Phase Iterative Mathematical Programming-Based Heuristic for a Flexible Job Shop Scheduling Problem with Transportation. Appl. Sci. 2023, 13, 5215. [Google Scholar] [CrossRef]
- Meng, L.; Cheng, W.; Zhang, B.; Zou, W.; Fang, W.; Duan, P. An Improved Genetic Algorithm for Solving the Multi-AGV Flexible Job Shop Scheduling Problem. Sensors 2023, 23, 3815. [Google Scholar] [CrossRef]
- Tian, Y.; Gao, Z.; Zhang, L.; Chen, Y.; Wang, T. A Multi-Objective Optimization Method for Flexible Job Shop Scheduling Considering Cutting-Tool Degradation with Energy-Saving Measures. Mathematics 2023, 11, 324. [Google Scholar] [CrossRef]
- Meng, L.; Zhang, B.; Gao, K.; Duan, P. An MILP Model for Energy-Conscious Flexible Job Shop Problem with Transportation and Sequence-Dependent Setup Times. Sustainability 2023, 15, 776. [Google Scholar] [CrossRef]
- Kong, X.; Yao, Y.; Yang, W.; Yang, Z.; Su, J. Solving the Flexible Job Shop Scheduling Problem Using a Discrete Improved Grey Wolf Optimization Algorithm. Machines 2022, 10, 1100. [Google Scholar] [CrossRef]
- Luan, F.; Li, R.; Liu, S.Q.; Tang, B.; Li, S.; Masoud, M. An Improved Sparrow Search Algorithm for Solving the Energy-Saving Flexible Job Shop Scheduling Problem. Machines 2022, 10, 847. [Google Scholar] [CrossRef]
- Yang, W.; Su, J.; Yao, Y.; Yang, Z.; Yuan, Y. A Novel Hybrid Whale Optimization Algorithm for Flexible Job-Shop Scheduling Problem. Machines 2022, 10, 618. [Google Scholar] [CrossRef]
- Mahmood, M.A.; Chioibasu, D.; Ur Rehman, A.; Mihai, S.; Popescu, A.C. Post-Processing Techniques to Enhance the Quality of Metallic Parts Produced by Additive Manufacturing. Metals 2022, 12, 77. [Google Scholar] [CrossRef]
- Wang, H.; Fuh, J.Y.H. Metal Additive Manufacturing and Its Post-Processing Techniques. J. Manuf. Mater. Process. 2023, 7, 47. [Google Scholar] [CrossRef]
- Malagutti, L.; Ronconi, G.; Zanelli, M.; Mollica, F.; Mazzanti, V. A Post-Processing Method for Improving the Mechanical Properties of Fused-Filament-Fabricated 3D-Printed Parts. Processes 2022, 10, 2399. [Google Scholar] [CrossRef]
- Karat, J. Software Evaluation Methodologies. In Handbook of Human-Computer Interaction, 2nd ed.; Helander, M., Landauer, T.K., Prabhu, P.V., Eds.; Elsevier: New York, NY, USA, 1997; pp. 891–903. ISBN 9780080532882. [Google Scholar]
- Gausemeier, J.; Fink, A.; Schlake, O. Szenario-Management: Planen und Führen mit Seanarien, 2nd ed.; Hanser Verlag: München, Germany; Wien, Austria, 1996. [Google Scholar]
- Meyer-Schönherr, M. Szenario-Technik als Instrument der Strategsichen Planung; Verlag Wissenschaft und Praxis: Ludwigsburg/Berlin, Germany, 1992. [Google Scholar]
- Lasi, H.; Fettke, P.; Kemper, H.-G.; Feld, T.; Hoffmann, M. Industrie 4.0. Wirtschaftsinf 2014, 56, 261–264. [Google Scholar] [CrossRef]
- Halang, W.A.; Unger, H. (Eds.) Industrie 4.0 und Echtzeit; Springer: Berlin/Heidelberg, Germany, 2014. [Google Scholar]
- Vogel-Heuser, B.; Bauernhansl, T.; Hompel, M.T. (Eds.) Handbuch Industrie 4.0; Springer: Berlin/Heidelberg, Germany, 2016. [Google Scholar]
- Botthof, A. Zukunft der Arbeit im Kontext von Autonomik und Industrie 4.0. In Zukunft der Arbeit in Industrie 4.0; Botthof, A., Hartmann, E.A., Eds.; Springer: Berlin/Heidelberg, Germany, 2015; pp. 3–8. [Google Scholar]
- Bochum, U. Gewerkschaftliche Positionen in Bezug auf “Industrie 4.0”. In Zukunft der Arbeit in Industrie 4.0; Botthof, A., Hartmann, E.A., Eds.; Springer: Berlin/Heidelberg, Germany, 2015; pp. 31–44. [Google Scholar]
- Kärcher, B. AlternativeWege in die Industrie 4.0—Möglichkeiten und Grenzen. In Zukunft der Arbeit in Industrie 4.0; Botthof, A., Hartmann, E.A., Eds.; Springer: Berlin/Heidelberg, Germany, 2015; pp. 47–58. [Google Scholar]
- Kampker, A.; Deutskens, C.; Marks, A. Die Rolle von lernenden Fabriken für Industrie 4.0. In Zukunft der Arbeit in Industrie 4.0; Botthof, A., Hartmann, E.A., Eds.; Springer: Berlin/Heidelberg, Germany, 2015; pp. 77–85. [Google Scholar]
- Pistorius, J. Industrie 4.0—Schlüsseltechnologien für die Produktion: Grundlagen—Potenziale—Anwendungen; Springer: Berlin/Heidelberg, Germany, 2020; ISBN 978-3-662-61579-9. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}










Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Luft, A.; Bremen, S.; Luft, N. A Cost/Benefit and Flexibility Evaluation Framework for Additive Technologies in Strategic Factory Planning. Processes 2023, 11, 1968. https://doi.org/10.3390/pr11071968
Luft A, Bremen S, Luft N. A Cost/Benefit and Flexibility Evaluation Framework for Additive Technologies in Strategic Factory Planning. Processes. 2023; 11(7):1968. https://doi.org/10.3390/pr11071968
Chicago/Turabian StyleLuft, Angela, Sebastian Bremen, and Nils Luft. 2023. "A Cost/Benefit and Flexibility Evaluation Framework for Additive Technologies in Strategic Factory Planning" Processes 11, no. 7: 1968. https://doi.org/10.3390/pr11071968
APA StyleLuft, A., Bremen, S., & Luft, N. (2023). A Cost/Benefit and Flexibility Evaluation Framework for Additive Technologies in Strategic Factory Planning. Processes, 11(7), 1968. https://doi.org/10.3390/pr11071968