1. Introduction
For the separation of solid particles dispersed in high concentration in a liquid phase, cake filtration is a suitable process. By applying a pressure difference, the liquid flows through a filter medium while the particles form a porous filter cake on the filter medium. Further liquid can be removed from the pore volume of the fully saturated filter either mechanically or thermally [
1,
2,
3]. Although complete mechanical deliquoring is not possible, mechanical processes are more energy-saving and economical than thermal drying [
2]. Therefore, it is necessary to deliquor the filter cake mechanically as much as possible before removing the remaining liquid by thermal drying [
4].
The application of a gas pressure difference to the filter cake is a mechanical method that leads to a displacement of liquid from the pores and, thus, to cake desaturation. For significant desaturation, the capillary entry pressure must be exceeded by the gas pressure difference. The size of the capillary entry pressure depends not only on the surface tension and the contact angle between the particles and liquid but also on particle properties such as the particle size distribution [
5]. For fine, compressible filter cakes, the application of a gas pressure difference induces filter cake shrinkage, which can lead to the formation of filter cake cracks [
6,
7,
8]. Shrinkage cracks increase the gas throughput and, thus, the operating costs. Slurry properties such as the slurry concentration [
9] or operating parameters such as the compressive pressure [
10,
11,
12] and the cake height [
8] affect the shrinkage and cracking potential. Furthermore, particle properties have a decisive impact on the formation of shrinkage cracks. Wiedemann [
12] found that cake shrinkage begins below a mean particle size of 20–50 μm and increases with decreasing mean particle size and width of particle size distribution.
For fine-particulate, compressible filter cakes exhibiting a porosity gradient after cake formation, compaction by squeezing is also a common method for mechanical cake deliquoring. Cake compaction further displaces liquid from the cake by reducing the pore volume. Compaction by squeezing for deliquoring of fine, compressible filter cakes is already utilized in industrial filter apparatuses such as filter presses, membrane filter presses, and belt filter presses [
3,
13]. Furthermore, cake compaction prior to desaturation by a gas pressure difference is used to avoid shrinkage cracks [
12,
14,
15]. The compaction potential of filter cakes by squeezing is mainly driven by particle properties such as particle size distribution and particle shape. According to Tiller and Yeh [
16], filter cakes with a high porosity, in particular, exhibit significant compactibility by squeezing. Highly porous filter cakes are formed mainly by particles with a mean particle size below 10–20
m, as interparticle forces become larger than mass forces. Wakeman et al. [
17] stated that particles larger than 20
m are nearly incompressible. Furthermore, particles with an irregular shape form more porous structures than regularly shaped particles [
16]. For example, plate-like particles produce an open house-of-cards structure that is converted to a roof-tile-like, highly compacted structure by squeezing [
18]. The causes of filter cake compaction by squeezing are particle rearrangement processes resulting from the destruction of particle bridges, movement of fine particles in void volumes, and elastic–plastic particle deformation due to external stress [
19,
20,
21,
22,
23].
However, a challenge of compaction by squeezing is that the required compressive pressure to avoid cracking [
12] and significant deliquoring [
23] can be very high, depending on the material. If compaction by squeezing is implemented on a drum or belt filter, preferably used due to their continuous operation, an extra design of the mechanical apparatus components may be necessary, resulting in higher costs due to the immense stress caused by the high compressive pressures. Therefore, alternative approaches for additional cake deliquoring are required. An alternative compaction method is the use of steady shear at lower pressures. The effect of shear is already used in belt filter presses to improve the dewatering of highly compressible materials in wastewater treatment [
24,
25] or juice extraction [
26,
27]. The benefit of steady shear for filter cake deliquoring also depends, in this case, on the nature of the slurry. In lab-scale press shear cells, several authors have observed positive effects of shear for cake deliqouring to various degrees of kaolin [
28,
29], mica [
28], talc [
29], titanium dioxide [
30], and limestone [
31,
32]. However, for activated sludge, as a highly compressible material, Vaxelaire [
29] showed that shear did not contribute to any additional deliquoring due to the high cake resistance and the lack of rigidity of the particles for rearrangement. The mechanical deliqouring of coal filter cakes on a vacuum belt filter can be enhanced by an add-on flapper roller according to Bickert and Vince [
33]. High Pressure Dewatering Rolls, a continuous filtration apparatus developed by Höfgen et al. [
34], achieved a significant improvement in mechanical deliquoring for fibers and alum sludge compared to conventional separation apparatuses by combining shear and compression. For algae, calcium carbonate, and paper mill wastewater, deliquoring results comparable to those of industrial applications can be realized by the apparatus.
Another approach for cake compaction is the use of oscillatory shear, which is already being applied as a conventional method to compact soils [
35], granular materials [
36], and powders [
37]. In microfiltration, it is also established that oscillatory shear at the membrane–fluid interface generated by an oscillatory membrane reduces fouling and, thus, improves the filtration performance [
38,
39]. In the field of cake filtration, the application of vibrations perpendicular to the filter cake surface for cake deliquoring is already known. Pearce [
40] investigated this technique for a membrane filter press and a vacuum filter to improve the deliquoring of China clay, magnesium oxide, calcium carbonate, coal, and titanium dioxide filter cakes. It was shown that deliquoring of all cakes under study was improved by vibration input. The degree of improvement depends on the material type. The addition of coarse particles to fine precipitated magnesium oxide significantly enhanced the cake deliquoring by vibration input. Guo et al. [
41] also reported improved deliqouring of gasification fine slag filter cakes by applying vertical vibrations. An industrial implementation of this method exists in the mining industry in the form of vibration rollers on a belt filter for enhancement of the dewatering of gold tailings [
42]. The oscillatory shear parallel to the filter cake surface is not a conventional, industrially established method for the compaction and deliquoring of fine filter cakes and was first investigated by Illies et al. [
15,
43,
44]. Vibration compaction significantly improved the deliquoring of kaolin, ground and precipitated calcium carbonate filter cakes formed on a vacuum filter plate at low pressures, and reduced filter cake cracking. For the moderately compressible kaolin, the compaction effect relative to the initial state after cake formation was considerably higher than for the less compressible calcium carbonate filter cakes, while vibration compaction was more advantageous compared to compaction by squeezing for the calcium carbonate cakes. Moreover, Yildiz et al. [
45] transferred the method to a horizontal vacuum belt filter using a developed vibration module, which could significantly improve mechanical deliquoring of precipitated calcium carbonate filter cakes.
Overall, it is clear that the success of a mechanical deliquoring technique depends on the nature of the slurry, e.g., in terms of particle size distribution, particle shape, and material type, which are therefore important factors for the choice of method [
3,
28]. Given Illies et al.’s [
15,
43,
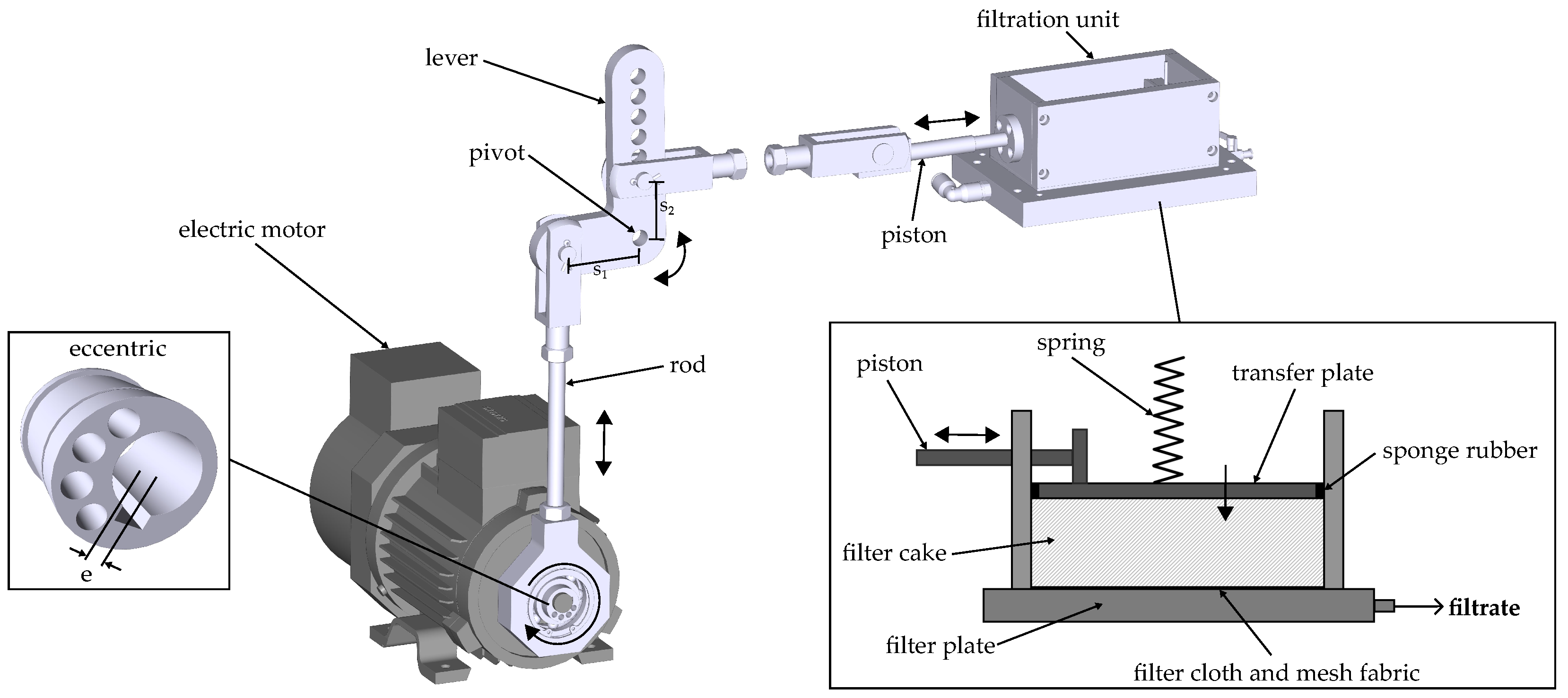
44] observation of a basic material dependency of the effectiveness of vibration compaction as for the other mechanical deliquoring methods, it is now necessary to systematically investigate the influence of material properties on the compaction behavior under oscillatory shear. This work deals with the influence of particle size distribution on the compaction effect under vibration input parallel to the cake surface to deepen the process knowledge and to further clarify its applicability. For this purpose, experimental studies were carried out with the laboratory apparatus developed by Illies et al. [
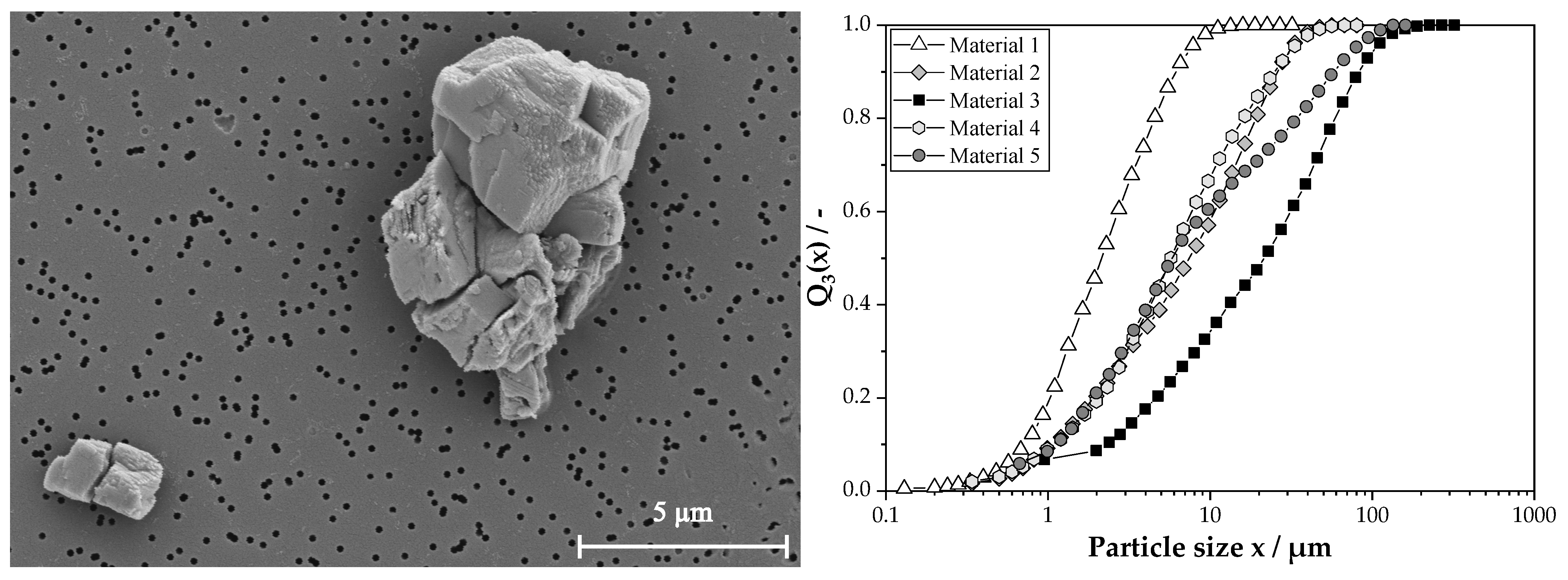
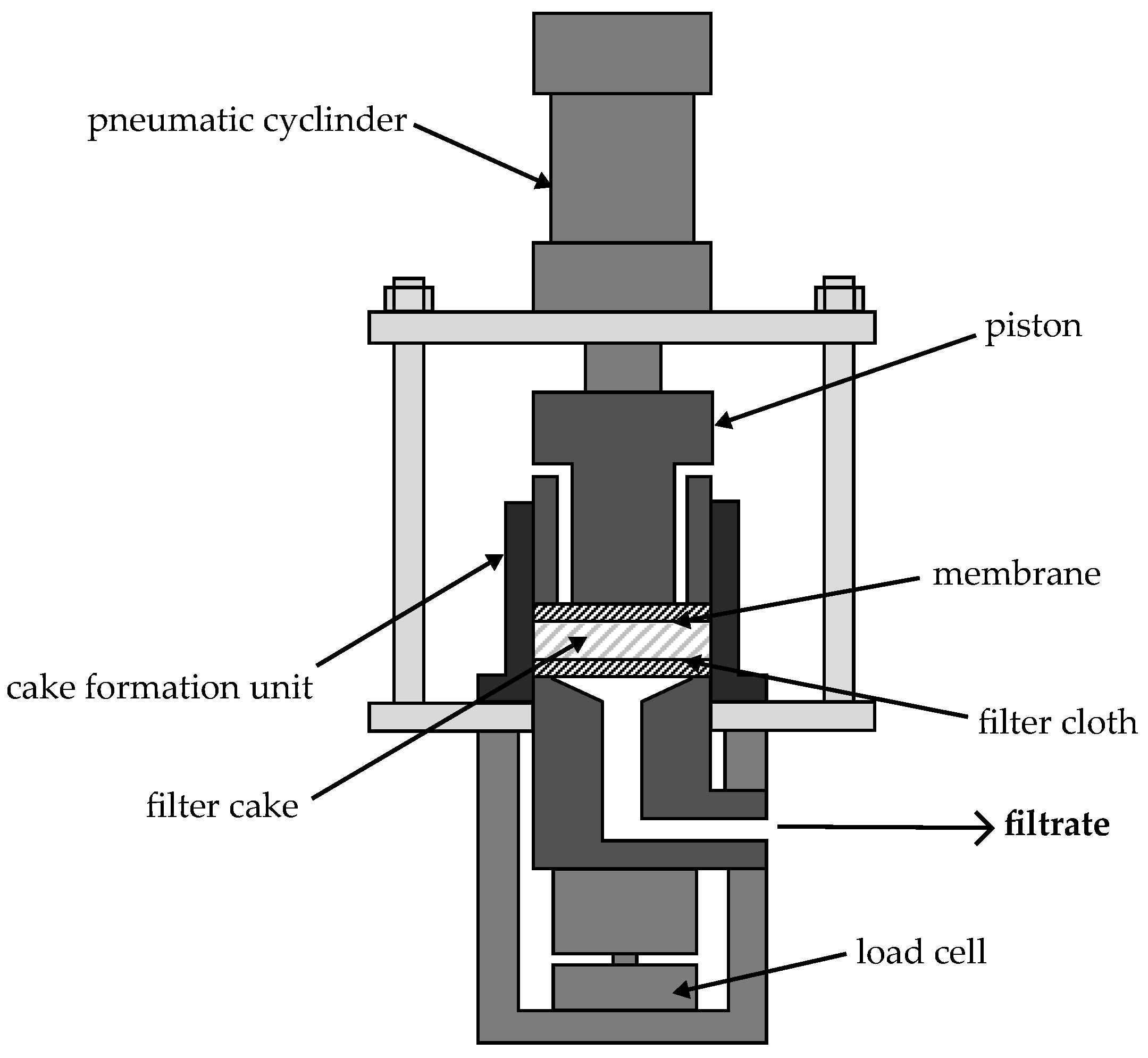
43] with five calcium carbonate materials differing in their mean particle size and width of particle size distribution. Material compressibility by squeezing was also investigated to compare the compaction effect under oscillatory shear and squeezing as a function of the particle size distribution. Furthermore, the impact of increasing the agglomeration state for an improved slurry filterability on the compaction behavior under oscillatory shear was investigated.
4. Conclusions
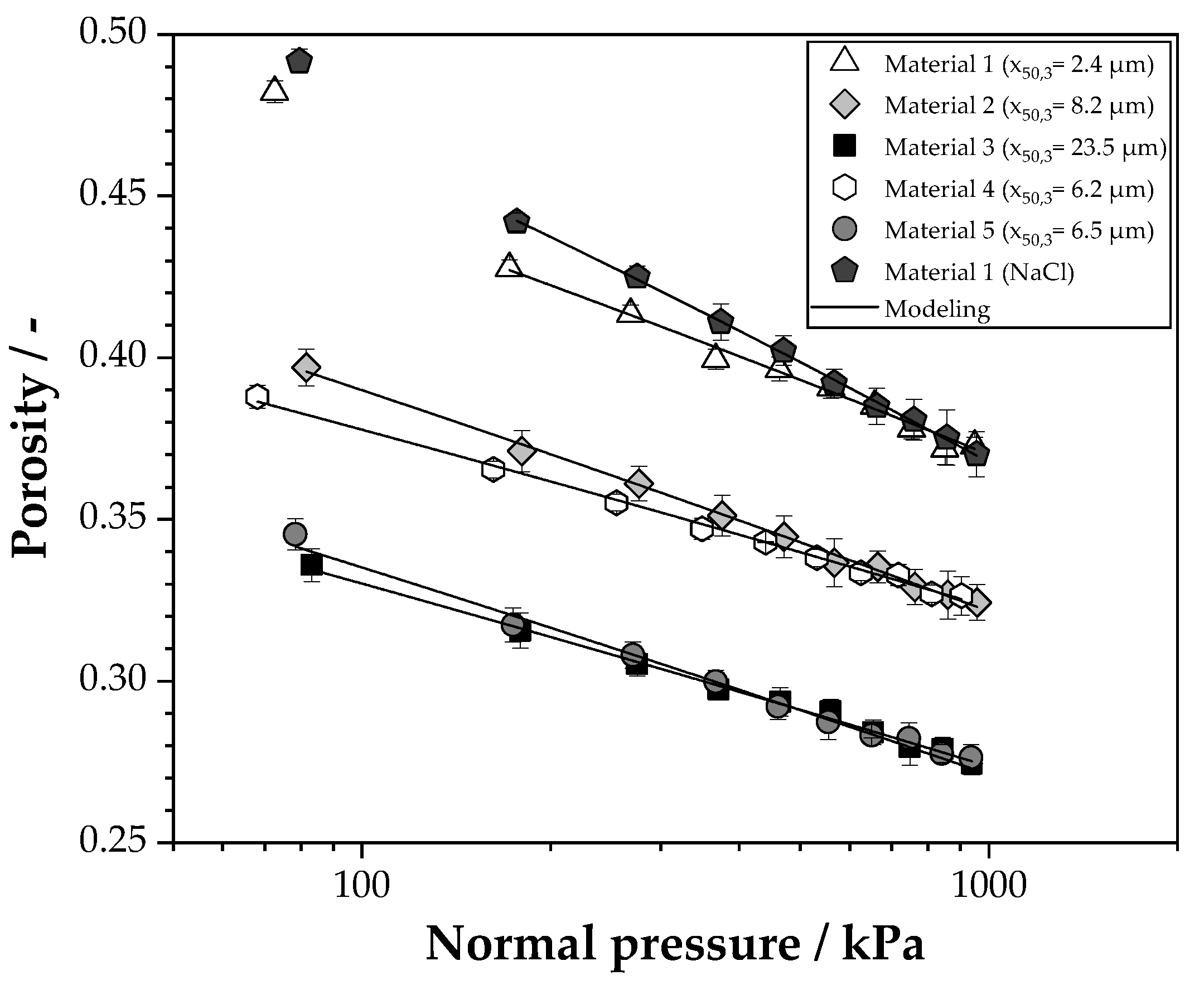
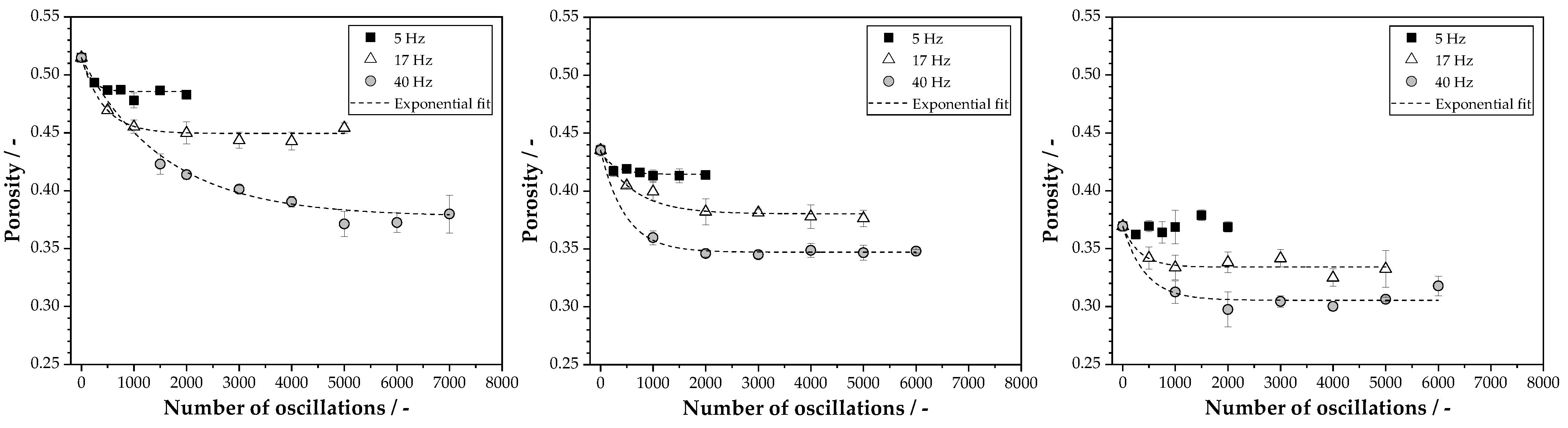
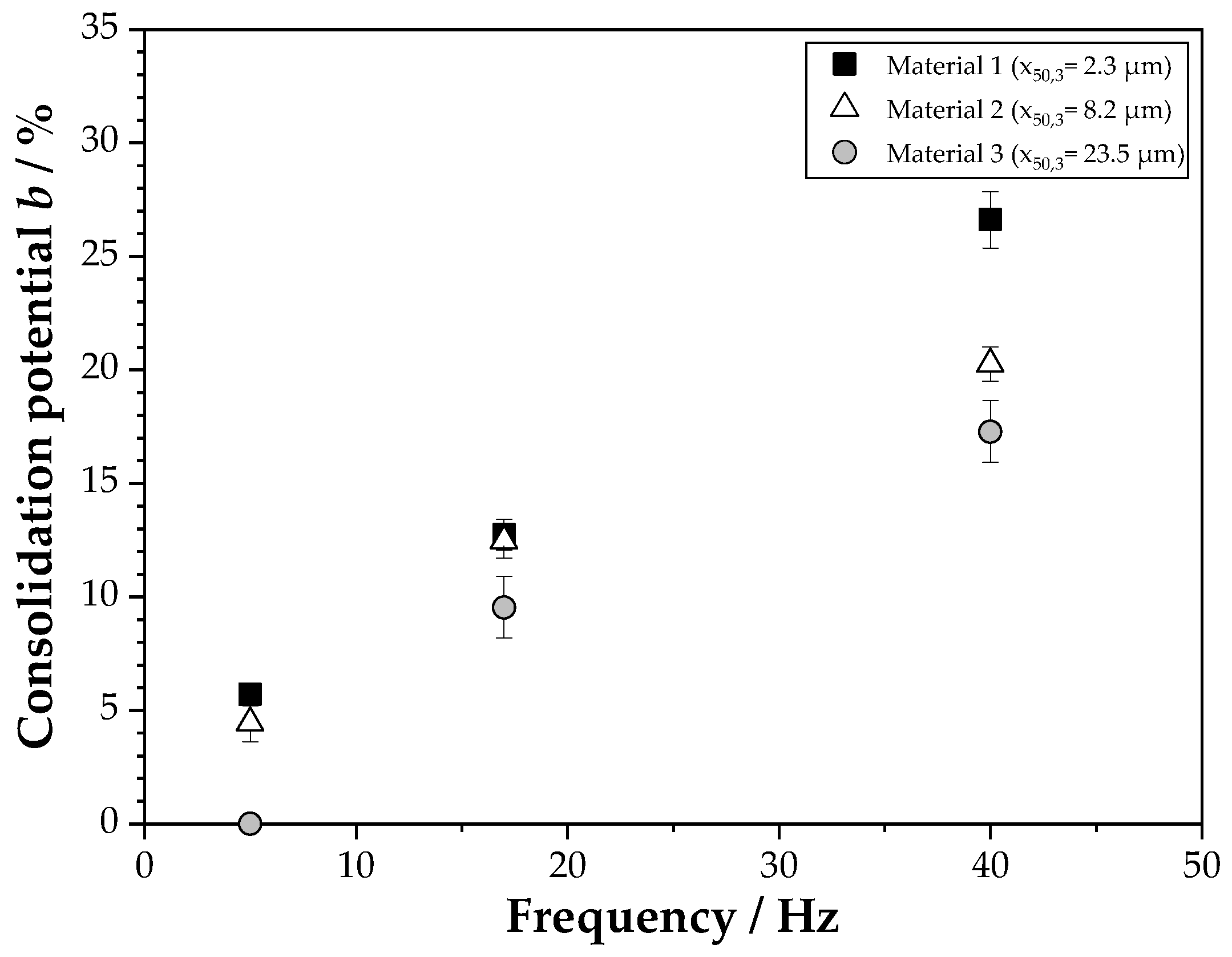
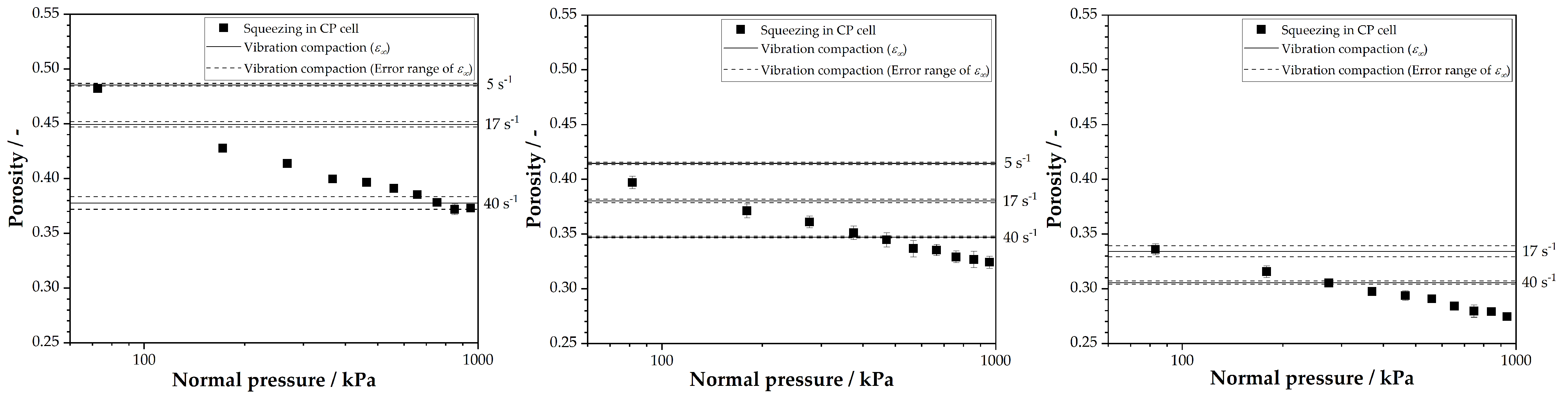
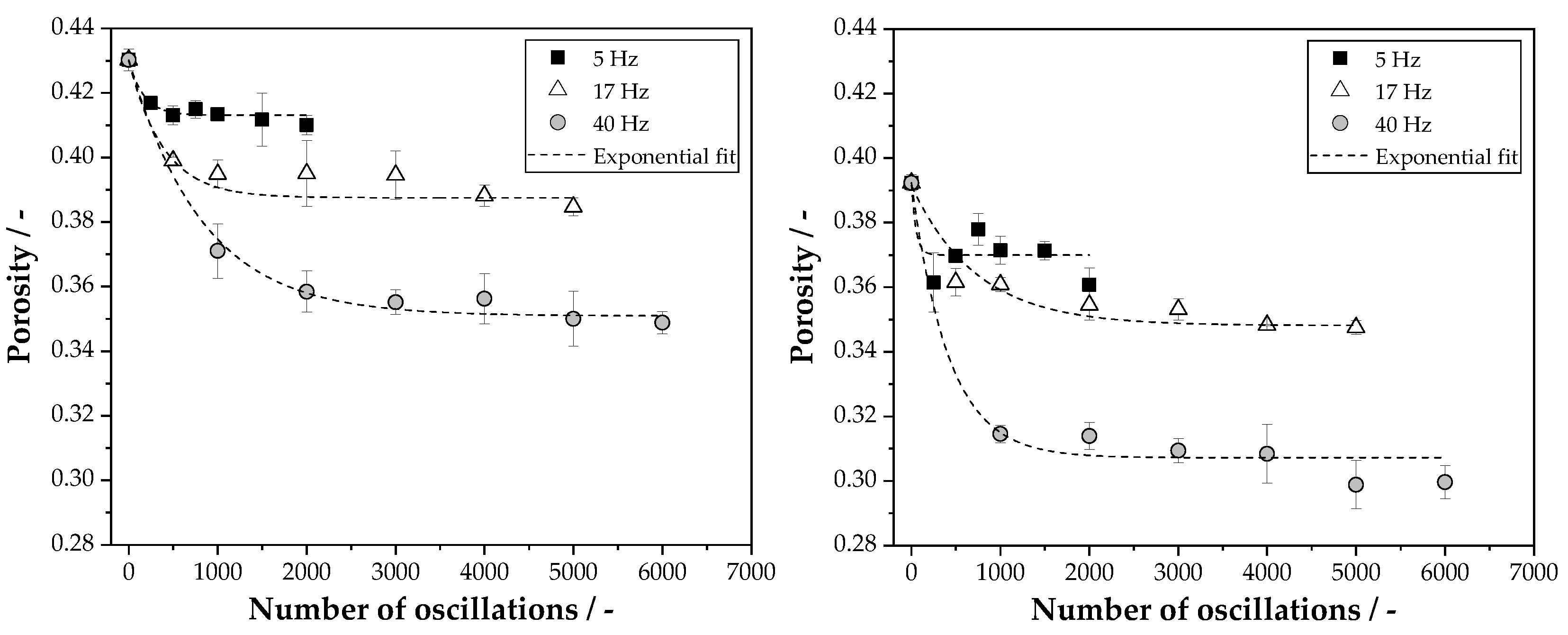
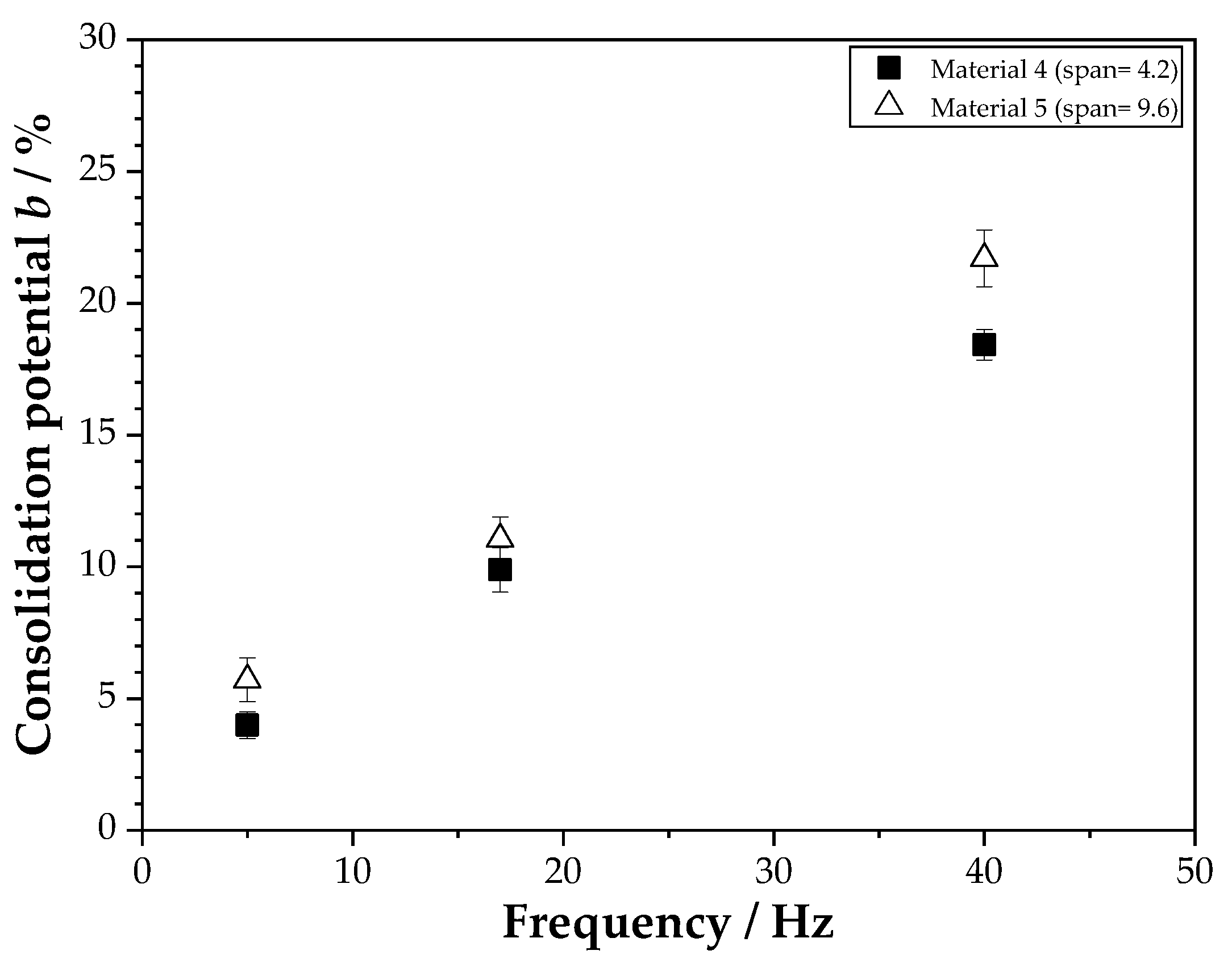
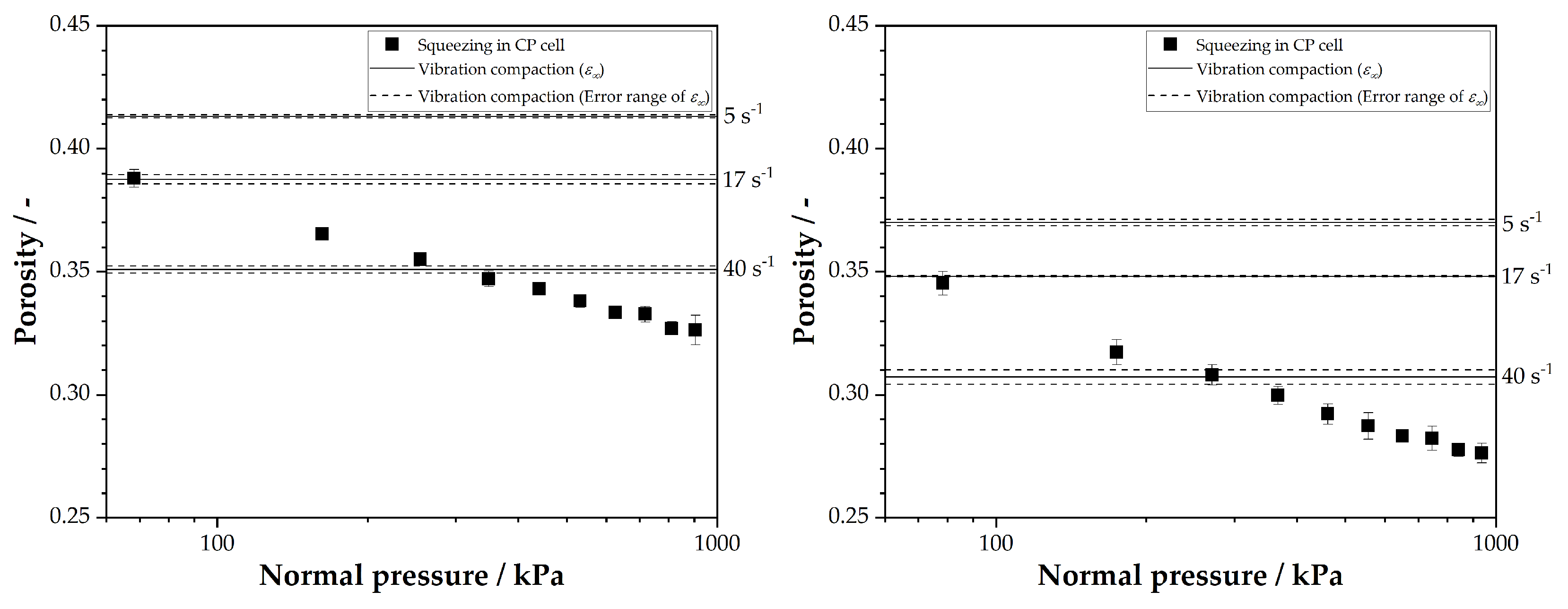
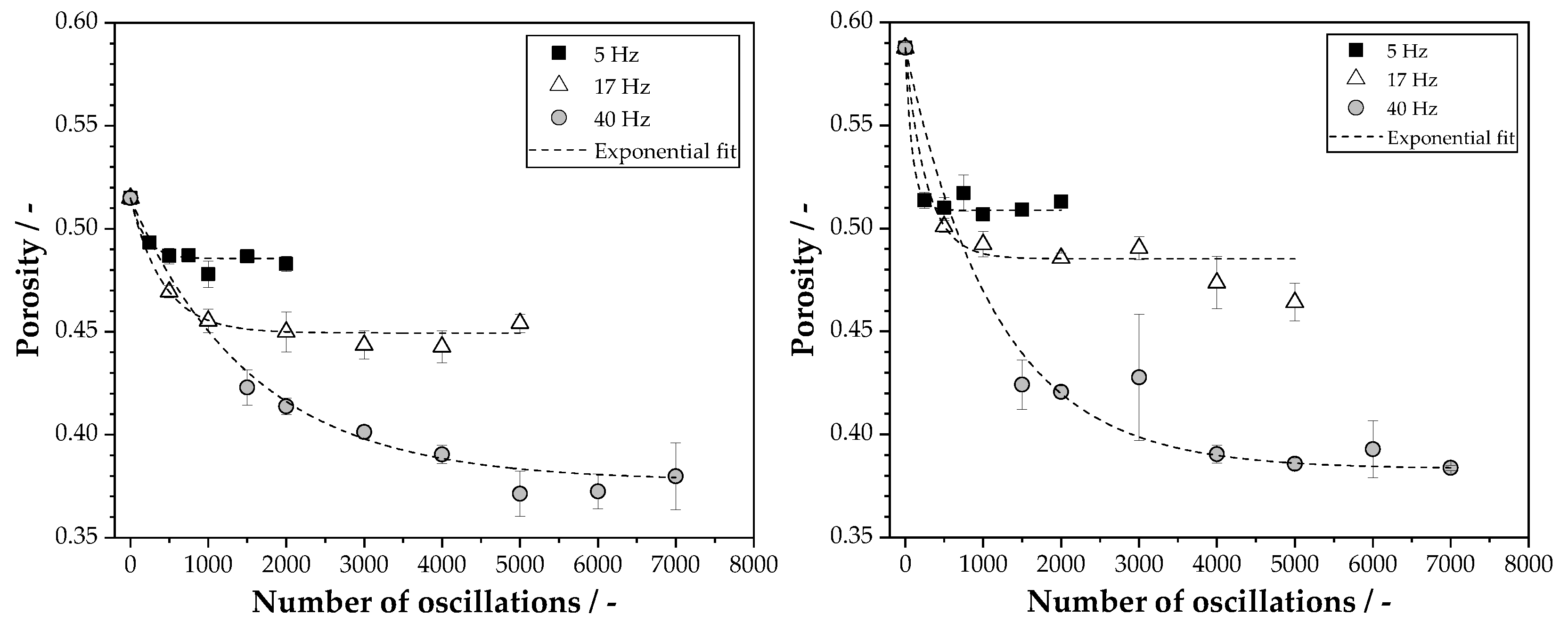
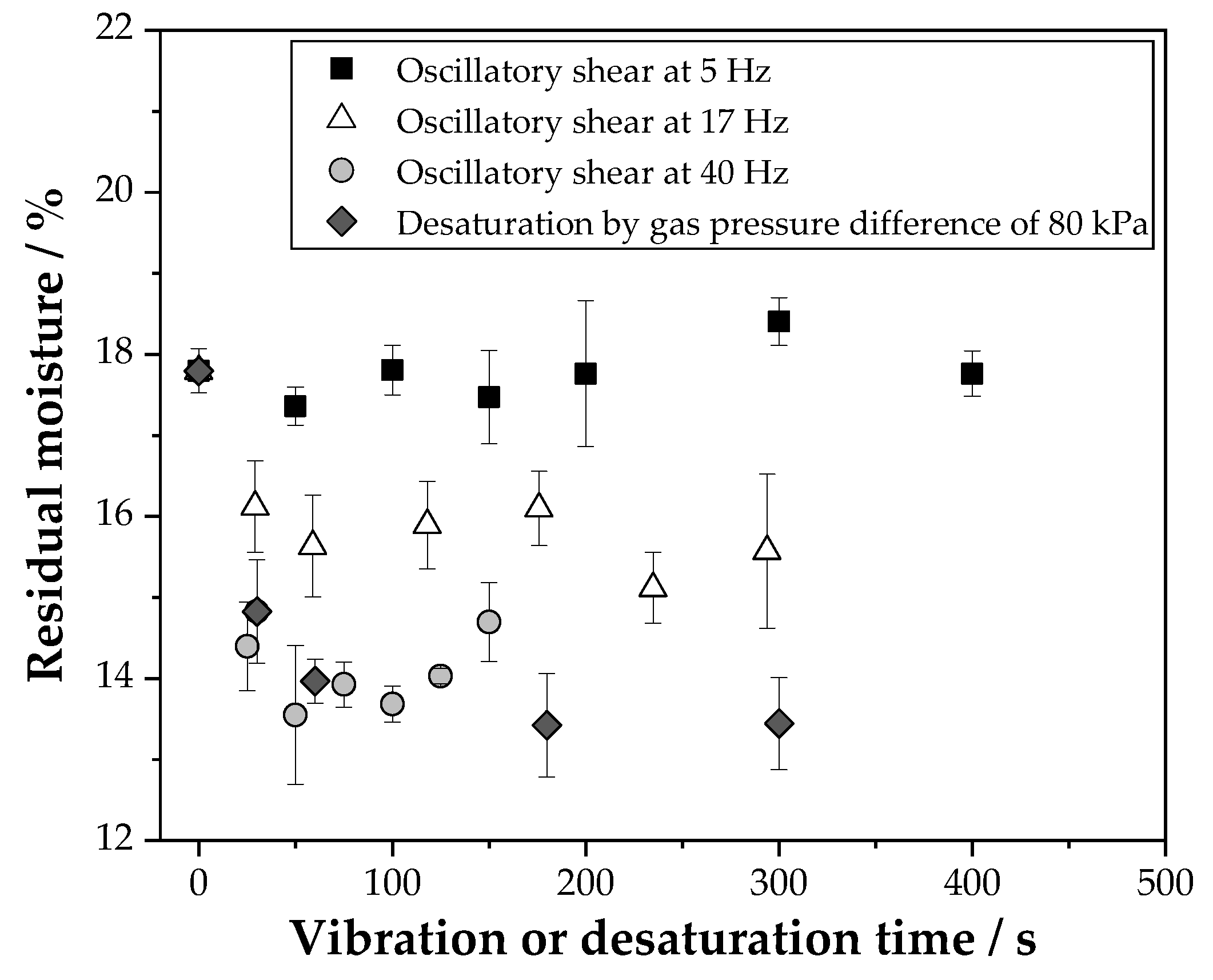
The results of this study show correlations between the compaction success of compressible materials under oscillatory shear and their particle size distributions. The consolidation potential of vibration compaction related to the initial state after cake formation increases with decreasing mean particle size of the material. This is predominantly related to the high porosity after cake formation of finer materials. The more pore volume available for the particles, the higher the potential to attain a more compact state by particle rearrangement. Besides the mean particle size, the width of particle size distribution also has a decisive influence on the compaction effect by vibration input. Since smaller particles fill the void volume between the larger particles, vibration compaction achieves lower compaction states and a higher related consolidation potential for more widely distributed materials. The influences of the particle size distribution on the compaction behavior both under squeezing and under vibration input are therefore identical. A comparison between the achievable compaction states by squeezing and vibration input reveals that the benefit of oscillatory shear compared to compression grows with decreasing mean particle size and width of particle size distribution. Comparisons of oscillatory shear with other mechanical methods demonstrated that in the case of ground calcium carbonates, vibration compaction achieves comparable or even significantly better compaction or deliquoring results. Increased particle agglomeration is particularly used for fine materials prior to cake filtration to improve the slurry filterability in industry. However, if the energy input is sufficiently high, identical compaction conditions as without slurry pretreatment are possible despite the increased particle agglomeration, which underlines the industrial suitability of the process.
It should be noted that apart from the particle size distribution, the particle shape is also crucial for cake compaction, which can cause the compaction behavior under squeezing and under oscillatory shear to differ, as Illies et al. [
15,
43,
44] demonstrated for three different material types. However, other material classes should be investigated in terms of compactibility by vibration application to further investigate the applicability of the technique. Furthermore, the influence of pre-desaturation on the compaction behavior under oscillatory shear should be studied in the future, which can lead to an increase in the shear strength of the filter cake according to Oczan et al. [
49,
50]. The effect of vibration compaction has been studied only for fully saturated cakes. In the case of products such as material 3, whose capillary entry pressure can be exceeded in the pressure difference range of vacuum cake filtration, unintentional pre-desaturation cannot be ruled out in the continuous process of drum or belt filters.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}











