
Effects of Process Parameters on the Microstructure and Mechanical Properties of Large PE Pipe via Polymer Melt Jetting Stacking

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
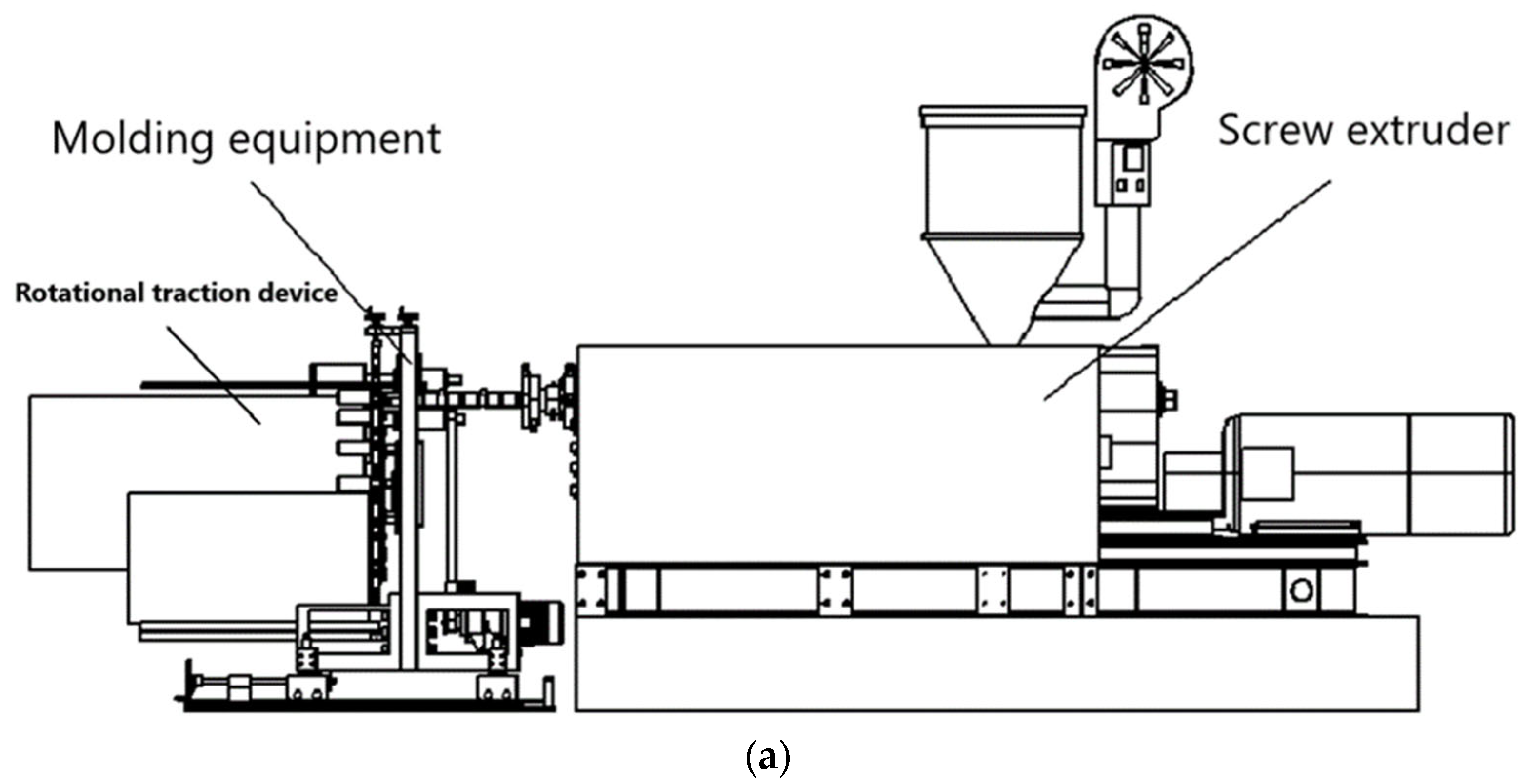
2.2. Manufacturing Method
2.3. Characterization Methods
2.3.1. Tensile Test
2.3.2. Impact Test
2.3.3. SEM
3. Result and Discussion
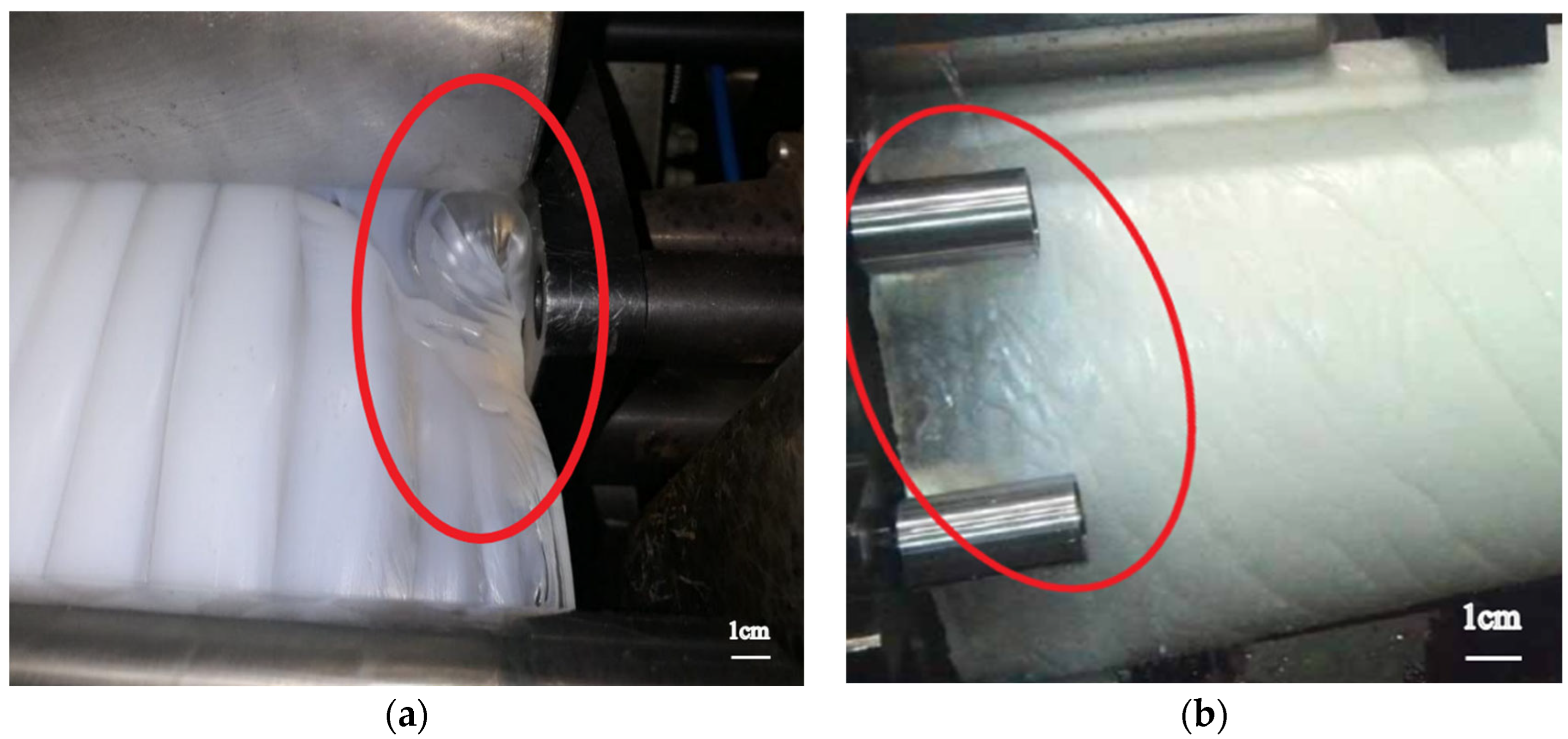
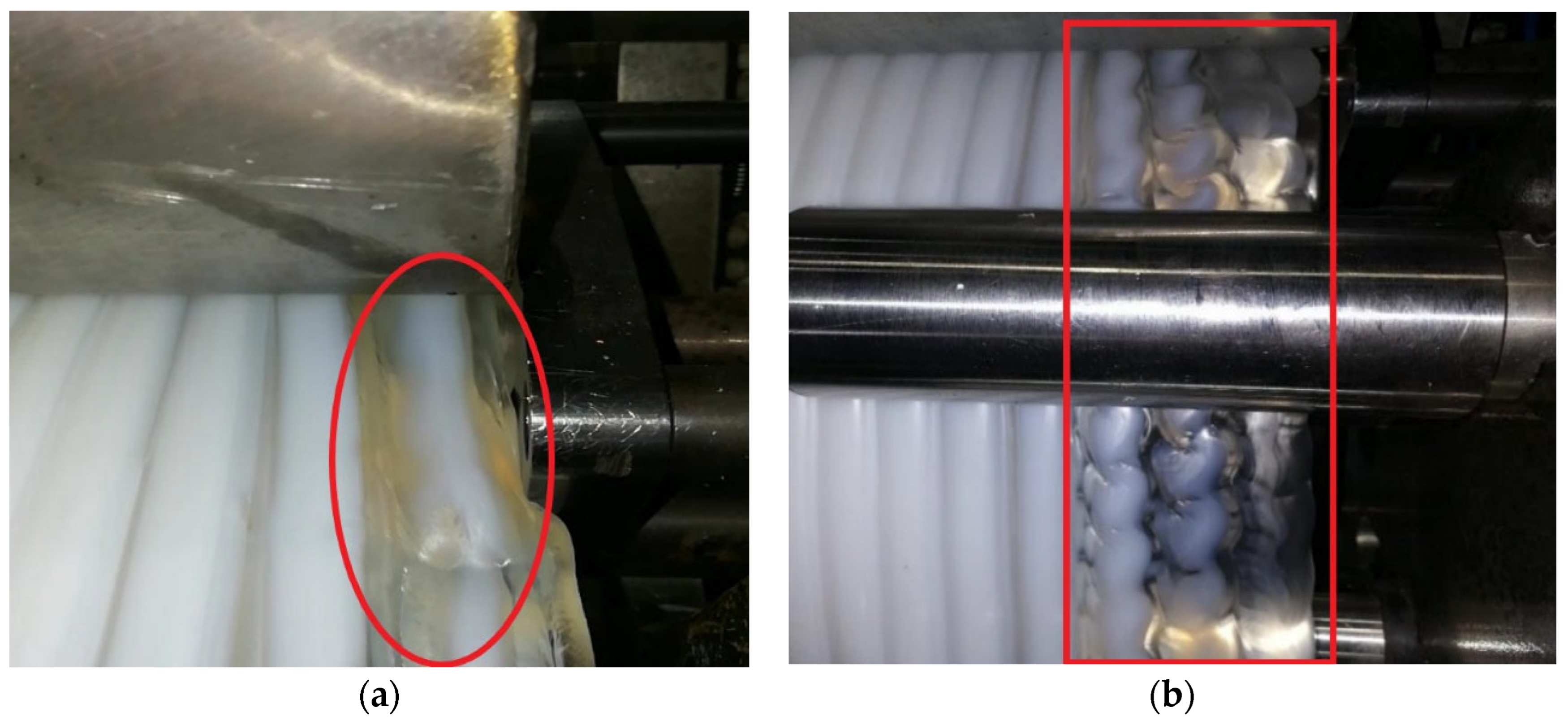
3.1. Influence of Parameters Process on Samples
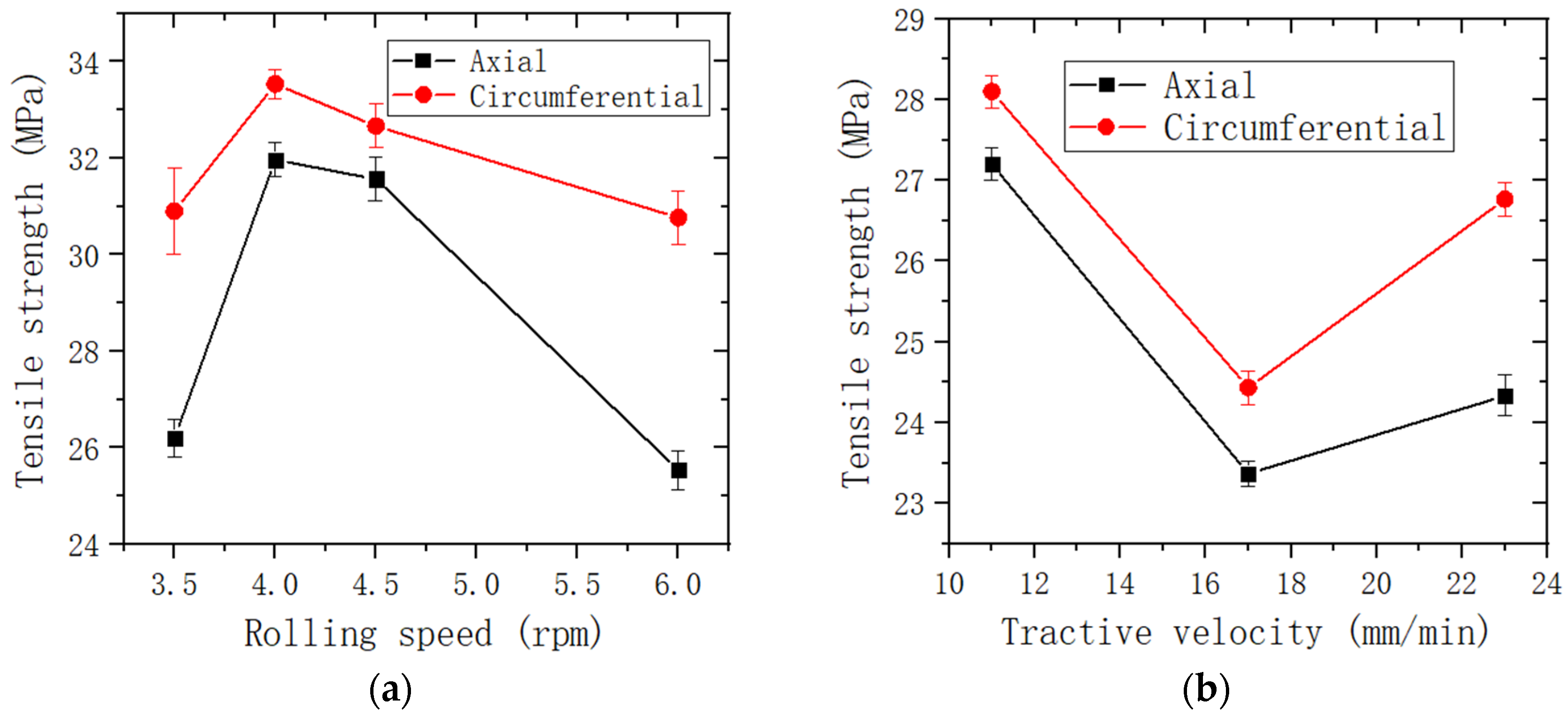
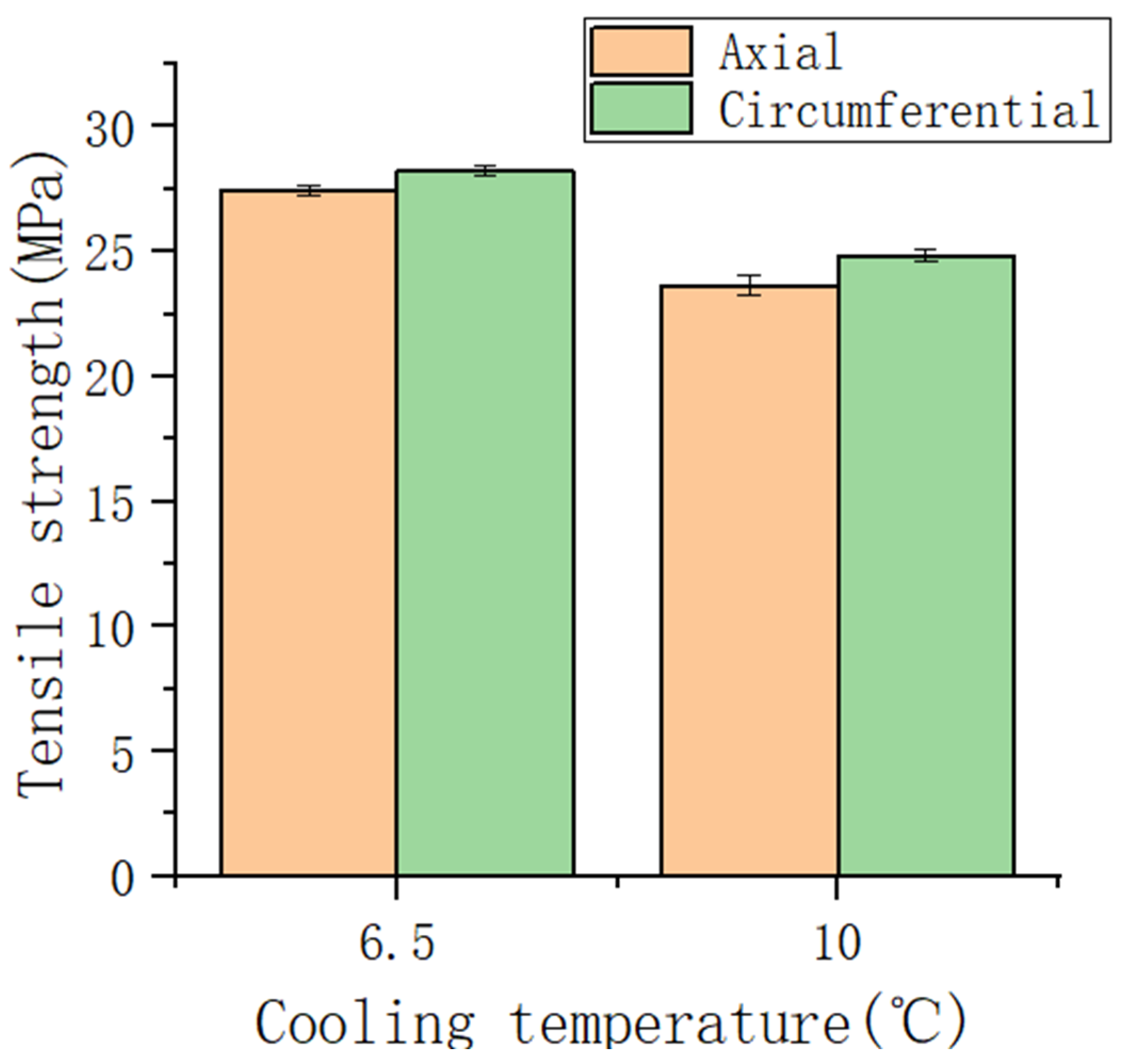
3.2. Tensile Properties
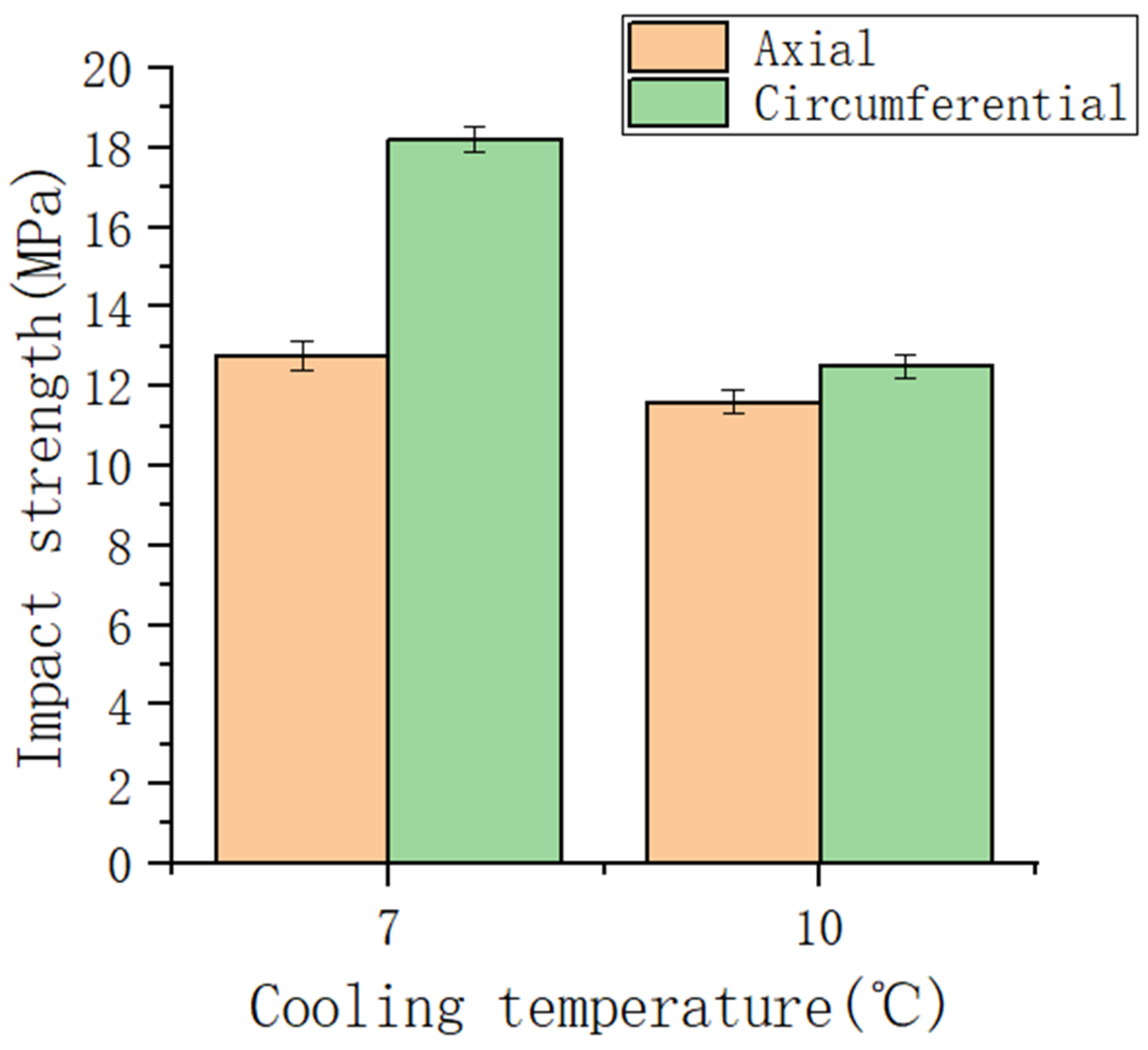
3.3. Impact Strength
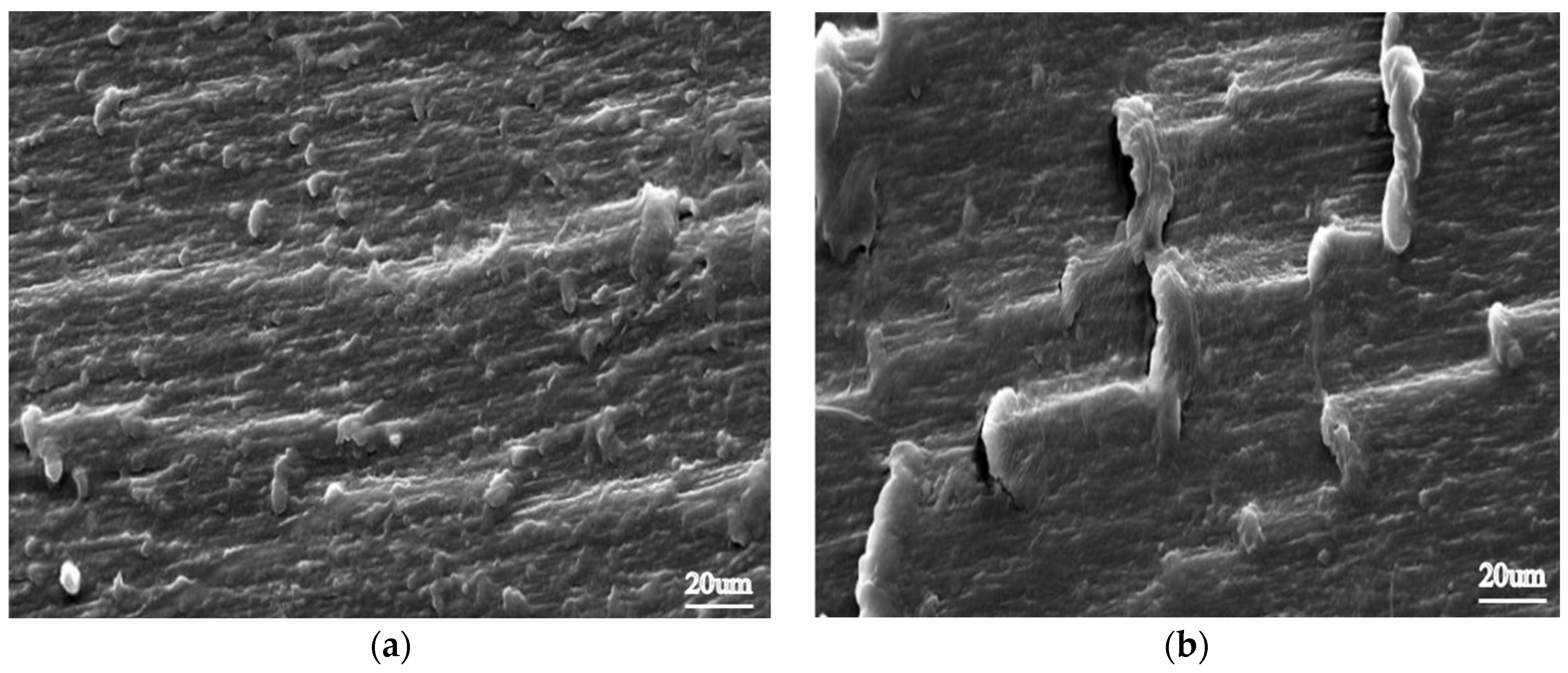
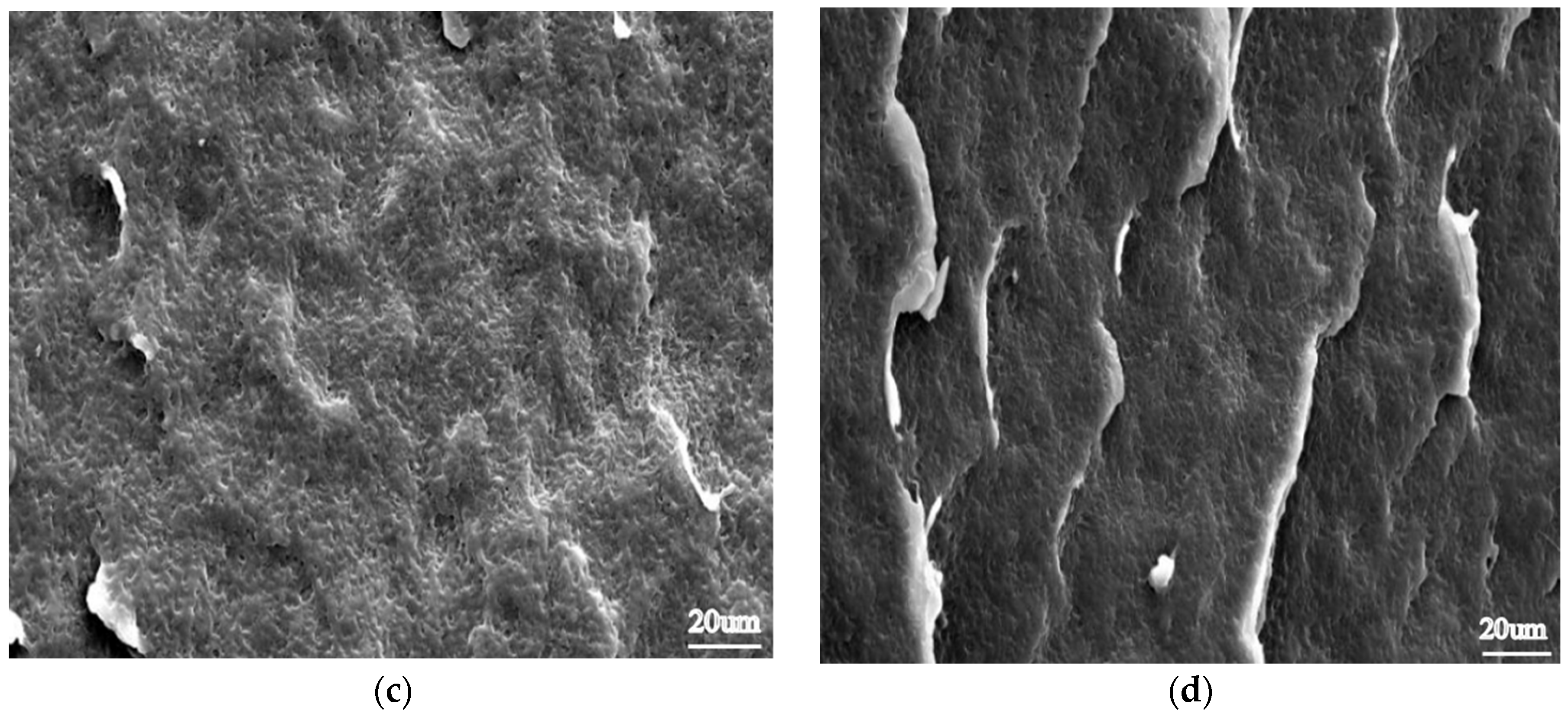
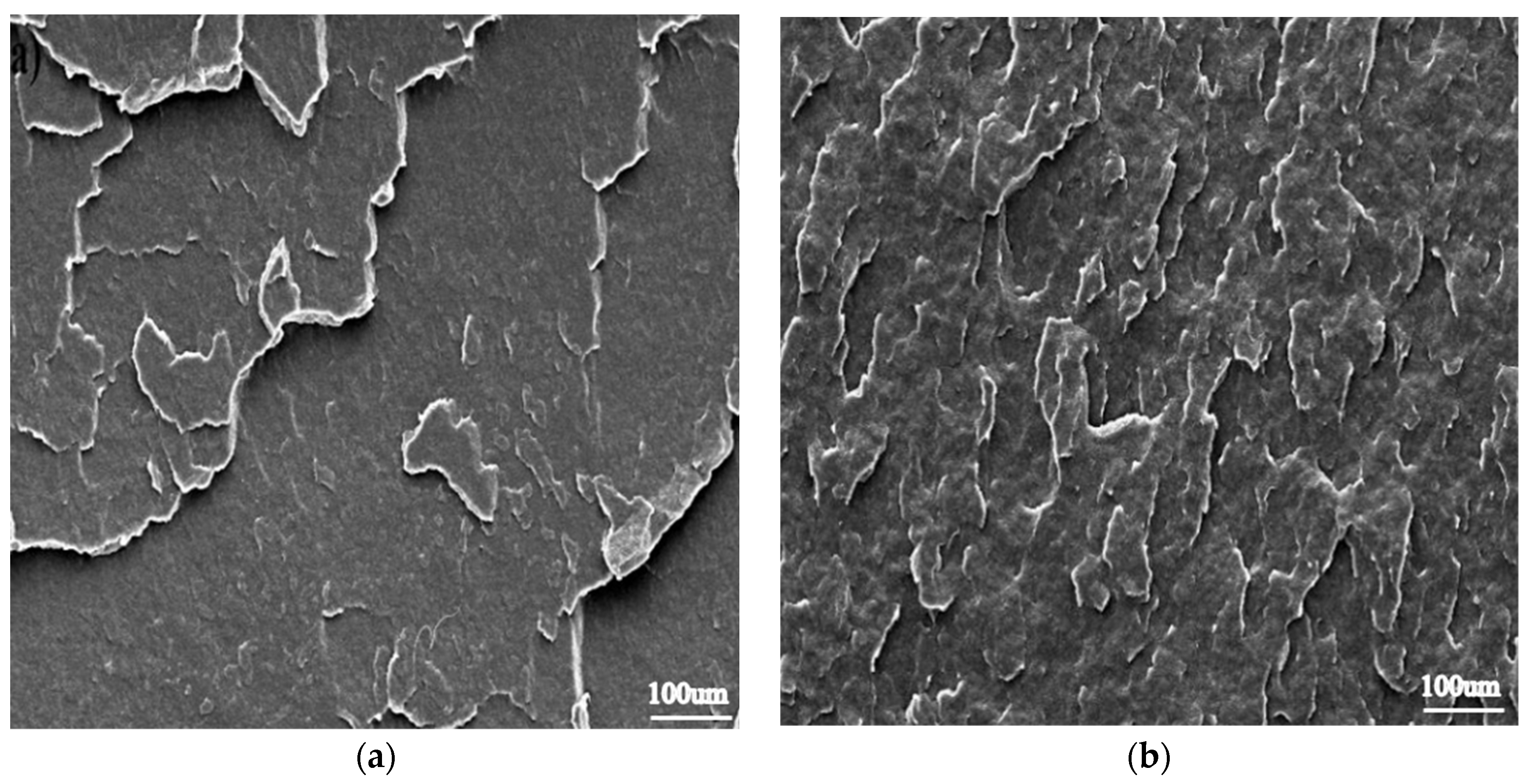
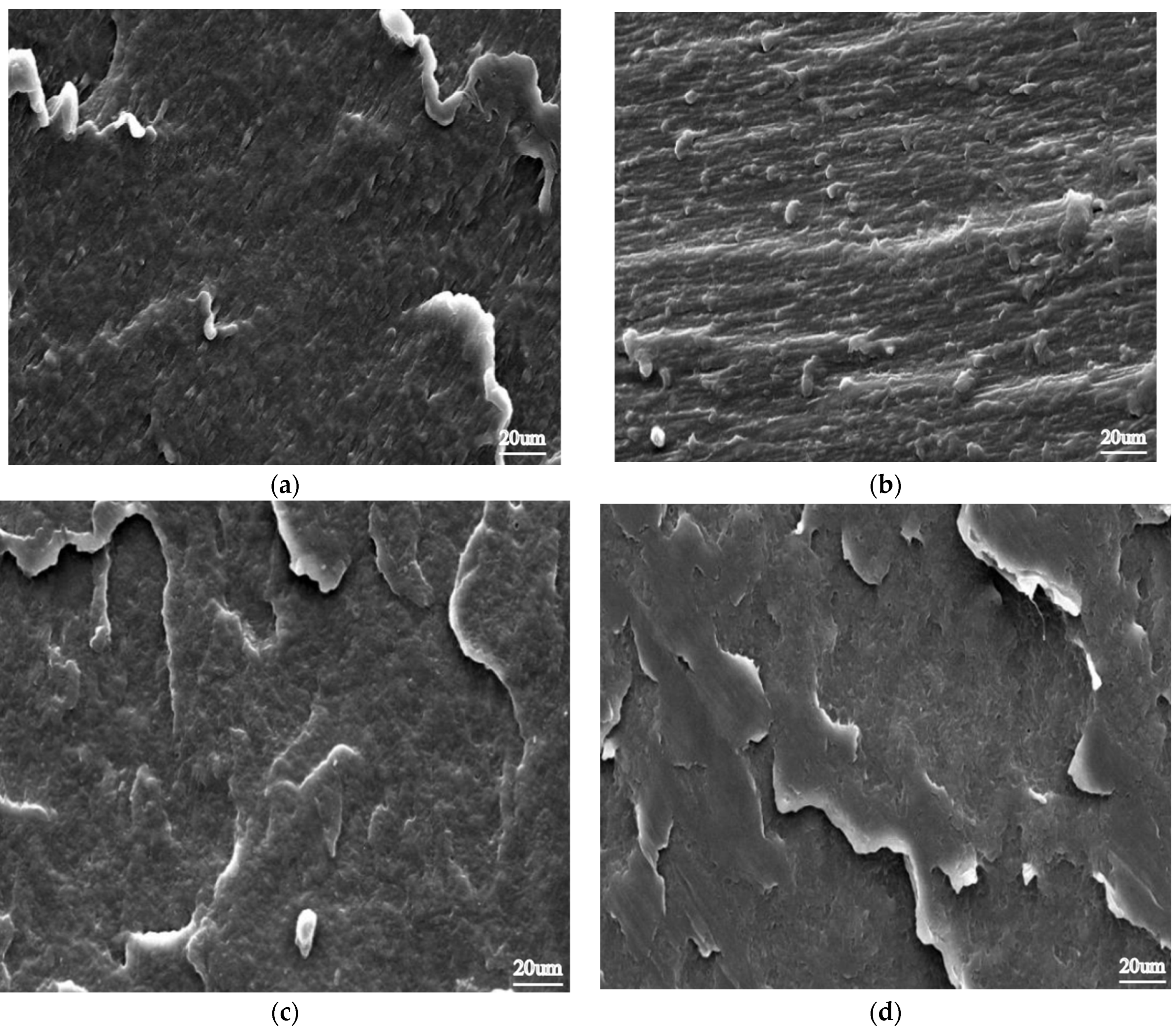
3.4. Microstructure
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Walsh, T. The plastic piping industry in North America. In Applied Plastics Engineering Handbook; William Andrew Publishing: Norwich, NY, USA, 2011; pp. 585–602. [Google Scholar] [CrossRef]
- Jiang, L.; Zhang, S.; Wang, Y.; Feng, Y.; Lin, Y.; Liu, H.; Zhang, F.; Shao, H. Research on bending forming method of large diameter-thickness ratio thin-walled tubes for aerospace. Int. J. Adv. Manuf. Technol. 2019, 102, 3037–3049. [Google Scholar] [CrossRef]
- Clutton, E.Q.; Williams, J.G. On the measurement of residual stress in plastic pipes. Polym. Eng. Sci. 1995, 35, 1381–1386. [Google Scholar] [CrossRef]
- Wang, Y.Q.; Bu, C.; Hou, X.; Du, J. Automatic winding forming technology for manufacturing Glass Fiber Reinforced Plastic pipes. In Proceedings of the 2021 4th World Conference on Mechanical Engineering and Intelligent Manufacturing (WCMEIM), Shanghai, China, 12–14 November 2021; IEEE: Piscataway, NJ, USA, 2021; pp. 665–668. [Google Scholar]
- Prinsloo, K.; Webb, M.; Wrigglesworth, M. Advancement of condition assessment technicques for large diameter pipelines. Civ. Eng. Mag. S. Afr. Inst. Civ. Eng. 2001, 19, 20–25. [Google Scholar]
- Chokshi, R.; Zia, H. Hot-melt extrusion technique: A review. Iran. J. Pharm. Res. 2004, 3, 3–16. [Google Scholar]
- Šoštarić, D.; Samardžić, I.; Pintarić, A. Quality monitoring at fusion welding of polyethylene high-density pipes. Metalurgija 2012, 51, 505–508. [Google Scholar]
- Saengow, C.; Giacomin, A.J.; Kolitawong, C. Knuckle formation from melt elasticity in plastic pipe extrusion. J. Non-Newton. Fluid Mech. 2017, 242, 11–22. [Google Scholar] [CrossRef]
- Zhang, J.; Li, T.; Chu, L.; Bi, D.S. The Die Design of Large Diameter Tee Multi-Pass Extrusion Process. Adv. Mater. Res. 2011, 194, 2199–2203. [Google Scholar] [CrossRef]
- Chen, M.; Weng, Y.; Semple, K.; Zhang, S.; Jiang, X.; Ma, J.; Fei, B.; Dai, C. Sustainability and innovation of bamboo winding composite pipe products. Renew. Sustain. Energy Rev. 2021, 144, 110976. [Google Scholar] [CrossRef]
- Xu, J.; Yang, H.; Liu, M.; Tian, J.; Liu, B. Research on winding trajectory planning for elbow pipe based on industrial robot. Int. J. Adv. Manuf. Technol. 2017, 93, 537–545. [Google Scholar] [CrossRef]
- Chang, C.; Han, Z.; Li, X.; Sun, S.; Qin, J.; Fu, H. A non-geodesic trajectory design method and its post-processing for robotic filament winding of composite tee pipes. Materials 2021, 14, 847. [Google Scholar] [CrossRef]
- Zou, W.; Chen, R.; Zhang, G.; Zhang, H.; Qu, J. Mechanical, thermal and rheological properties and morphology of poly (lactic acid)/poly (propylene carbonate) blends prepared by vane extruder. Polym. Adv. Technol. 2016, 27, 1430–1437. [Google Scholar] [CrossRef]
- Howell, G.M.; Gates, J.G.; Gates, J.C.C. Laminated Plastic Pipe. U.S. Patent 2888954, 2 June 1959. [Google Scholar]
- Levingston, J.C.; Beasley, J.K. Pipe Extrusion Process. U.S. Patent 6488802B1, 3 December 2002. [Google Scholar]
- Hegler, W. Method of Producing Plastic Tubing Having a Corrugated Outer Wall. U.S. Patent 3538209A, 3 November 1970. [Google Scholar]
- Wickramasinghe, S.; Do, T.; Tran, P. FDM-based 3D printing of polymer and associated composite: A review on mechanical properties, defects and treatments. Polymers 2020, 12, 1529. [Google Scholar] [CrossRef]
- Hong, S.; Lee, S.; Kim, N. A parametric study on forming length in roll forming. J. Mater. Process. Technol. 2001, 113, 774–778. [Google Scholar] [CrossRef]
- Cooreman, S.; Van Hoecke, D.; Liebeherr, M.; Thibaux, P.; Yamaguti Enderlin, M. Experimental and numerical study on the evolution of mechanical properties during spiral pipe forming. In Proceedings of the International Pipeline Conference, Calgary, AB, Canada, 26–30 September 2016; American Society of Mechanical Engineers: New York, NY, USA, 2016. [Google Scholar]
- Sohn, S.S.; Han, S.Y.; Bae, J.H.; Kim, H.S.; Lee, S. Effects of microstructure and pipe forming strain on yield strength before and after spiral pipe forming of API X70 and X80 linepipe steel sheets. Mater. Sci. Eng. A 2013, 573, 18–26. [Google Scholar] [CrossRef]
- Bui, Q.V.; Ponthot, J.P. Numerical simulation of cold roll-forming processes. J. Mater. Process. Technol. 2008, 202, 275–282. [Google Scholar] [CrossRef]
- Yun, X.B.; Wei, Y.O.U.; Ying, Z.H.A.O.; Bing, L.I.; Fan, Z.X. Continuous extrusion and rolling forming velocity of copper strip. Trans. Nonferrous Met. Soc. China 2013, 23, 1108–1113. [Google Scholar] [CrossRef]
- Hsuan, Y.G.; McGrath, T.J. HDPE Pipe: Recommended Material Specifications and Design Requirements; Transportation Research Board: Washington, DC, USA, 1999. [Google Scholar]
- Raju, G.; Sharma, M.L.; Meena, M.L. Recent methods for optimization of plastic extrusion process: A literature review. Int. J. Adv. Mech. Eng. 2014, 4, 583–588. [Google Scholar]
- Zaman, P.B.; Dhar, N.R. Design and evaluation of an embedded double jet nozzle for MQL delivery intending machinability improvement in turning operation. J. Manuf. Process. 2019, 44, 179–196. [Google Scholar] [CrossRef]
- Jani, R.; Patel, D. Hot melt extrusion: An industrially feasible approach for casting orodispersible film. Asian J. Pharm. Sci. 2015, 10, 292–305. [Google Scholar] [CrossRef] [Green Version]
- Adolph, K.E.; Franchak, J.M. The development of motor behavior. Wiley Interdiscip. Rev. Cogn. Sci. 2017, 8, e1430. [Google Scholar] [CrossRef] [Green Version]
- Dexter, A.R.; Watts, C.W. Tensile strength and friability. Soil Environ. Anal. Phys. Methods 2000, 2, 405–433. [Google Scholar]
- GB/T 19472.2-2004; Polyethylene Structure-Wall Piping System for Underground Usage Part 2: Polyethylene Spirally Enwound Structure-Wall Pipes. Industrial Standards Committee: Beijing, China, 2004.
- GB/T1843-2008; Plastics—Determination of Izod Impact Strength. Industrial Standards Committee: Beijing, China, 2008.
- Liu, F.; Feng, W.; Xiong, Z.; Li, L.; Yang, Y.; Lin, H.; Shen, Y. Impact performance of new prestressed high-performance concrete pipe piles manufactured with an environmentally friendly technique. J. Clean. Prod. 2019, 231, 683–697. [Google Scholar] [CrossRef]
- Wang, H.; Yu, Y.; Yu, J.; Duan, J.; Zhang, Y.; Li, Z.; Wang, C. Effect of 3D random pitting defects on the collapse pressure of pipe—Part I: Experiment. Thin-Walled Struct. 2018, 129, 512–526. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mechanical Properties | Axial | Circumferential |
|---|---|---|
| Tensile strength | 24.04 MPa | 27.84 MPa |
| Impact strength | 8.40 kJ/m2 | 8.97 kJ/m2 |
| Physical Parameters | Values |
|---|---|
| Density (ρ) g/cm3 | 0.956 |
| Melt flow rate (MFR) g/10 min | 0.04 |
| Non-Newtonian index (n) | 0.54 |
| Infinite shear viscosity (η∞) pa s | 0 |
| Zero shear viscosity (η0) pa s | 2100 |
| Relaxation time (λ) s | 0.07 |
| Thermal conductivity (k) W/(m k) | 0.461 |
| Specific heat capacity (Cp) J/(kg k) | 2203 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, S.; Zhang, W.; Zhu, Y. Effects of Process Parameters on the Microstructure and Mechanical Properties of Large PE Pipe via Polymer Melt Jetting Stacking. Processes 2023, 11, 2384. https://doi.org/10.3390/pr11082384
Wu S, Zhang W, Zhu Y. Effects of Process Parameters on the Microstructure and Mechanical Properties of Large PE Pipe via Polymer Melt Jetting Stacking. Processes. 2023; 11(8):2384. https://doi.org/10.3390/pr11082384
Chicago/Turabian StyleWu, Shenglin, Wei Zhang, and Yafeng Zhu. 2023. "Effects of Process Parameters on the Microstructure and Mechanical Properties of Large PE Pipe via Polymer Melt Jetting Stacking" Processes 11, no. 8: 2384. https://doi.org/10.3390/pr11082384