
Challenges Associated with the Production of Nanofibers



Abstract
:1. Introduction
2. Nanofiber Production
2.1. Electrospinning
2.2. Centrifugal Spinning
2.3. Solution Blow Spinning
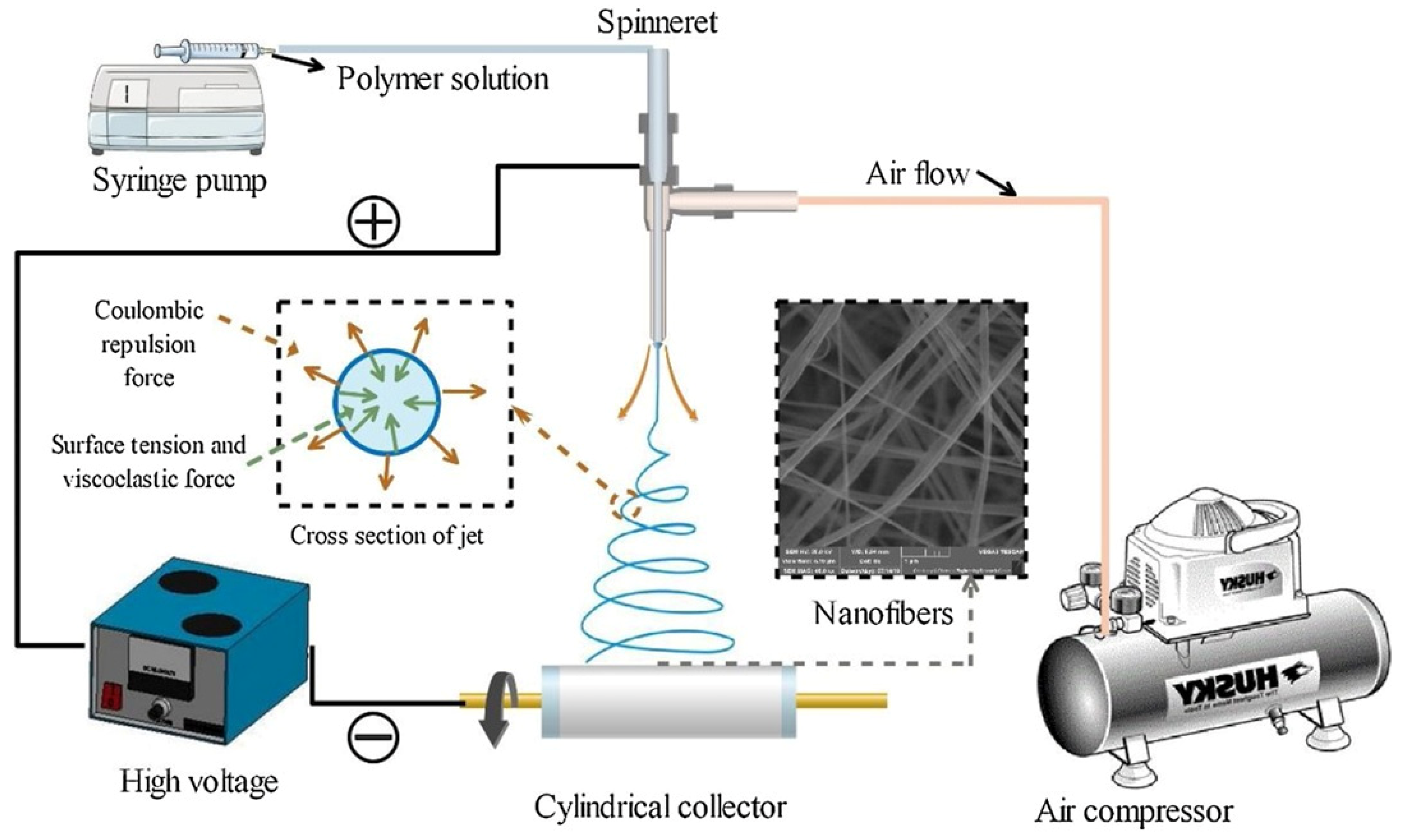
2.4. Electro-Blown Spinning
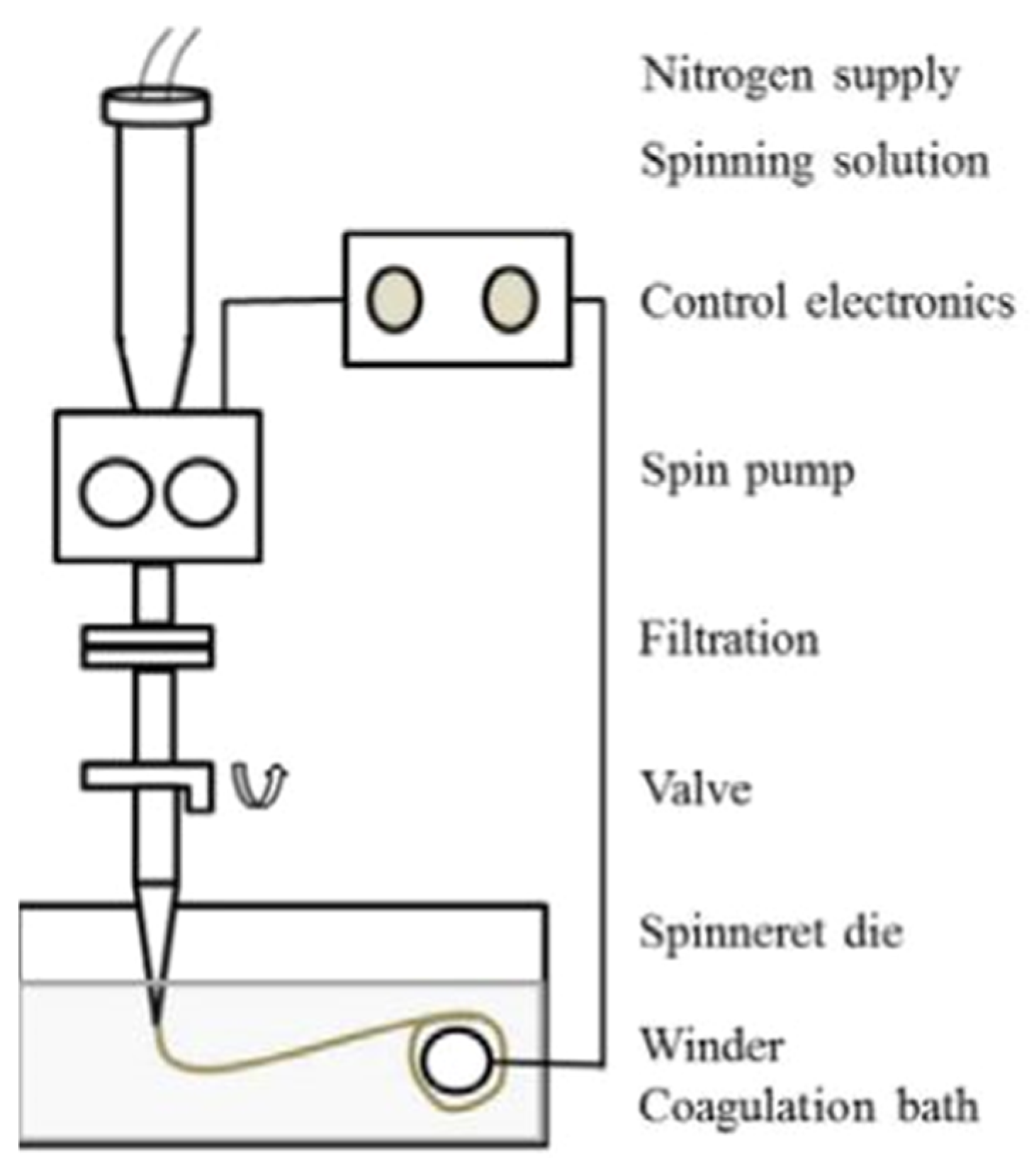
2.5. Wet Spinning
2.6. Melt Spinning
3. Parameter Challenges

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Fiber Formation |
|---|---|
| Polymer concentration | Low concentrations promote the formation of beads, whereas excessively high concentrations lead to the formation of coarse fibers or discontinuous fibers. |
| Polymer weight | Viscosity, conductivity, and surface tension are affected. A polymer with a high molecular weight has a high viscosity, leading to the production of fibers with larger diameters than those with low molecular weights. |
| Solution viscosity | Viscosity is affected by the solvent used and the polymer concentration. A jet easily breaks up a solution with low viscosity, leading to the formation of beads. Excessive low viscosity leads to no nanofiber formation due to a lack of polymer chain entanglement. When the viscosity is excessively high, coarse fibers are formed. |
| Surface tension | High surface tension causes the jet to break, which can lead to the formation of beads when the liquid jets form spherical droplets when the surface tension is not sufficiently overcome. It is adjusted by the solvent. Centrifugal speed is also used to overcome surface tension. |
| Solution conductivity | A polymer with high conductivity promotes the formation of finer nanofibers, whereas a lower conductivity will promote bead formation. |
| Solvent | Solvents influence the surface tension, viscosity, and solution conductivity. Volatile solvents that do not dry quickly or take longer to evaporate affect the quality of nanofibers. |
| Voltage | The voltage is easier to manage to control the intensity of the electrostatic field between the collector and needle. Increasing the voltage to the critical level decreases the nanofiber diameter. Excessive voltage can cause the formation of beads. It does not affect wet spinning, centrifugal spinning, or solution blow spinning. |
| Feed rate | Increasing the feeding rate increases the fiber diameter. |
| Air pressure | Increasing the feeding rate decreases the fiber diameter. |
| Collector | For the electrospinning, the collector must have good conductivity to remove the charges from the plate. Accumulated charges repel the incoming fibers. |
| Distance between nozzle and collector | Short distances produce coarse fibers as the distance is too small for the solvent to evaporate and for the jet to be stretched to reduce its diameter. |
| Surrounding conditions | A moderately high temperature at low humidity decreases the viscosity and increases solvent evaporation, leading to the formation of finer fibers. High humidity leads to the formation of coarse fibers. |
| Rotational speed | High rotational speeds cause vibrations, which cause the jets to break. Rotational speed can be used to overcome surface tension. |
| Technique | Advantages | Disadvantages |
|---|---|---|
| Electrospinning |
|
|
| Electro-blown spinning |
|
|
| Solution blow spinning |
|
|
| Centrifugal spinning |
|
|
| Wet spinning |
|
|
| Melt electrospinning |
|
|
3.1. Clogging
3.2. Nanofiber Materials
4. Hazards
5. Recycling
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Elnabawy, E.; Sun, D.; Shearer, N.; Shyha, I. Electro-blown spinning: New insight into the effect of electric field and airflow hybridized forces on the production yield and characteristics of nanofiber membranes. J. Sci. Adv. Mater. Dev. 2023, 8, 100552. [Google Scholar] [CrossRef]
- Saraswat, P.; Singh, S.; Prasad, M.; Misra, R.; Rajput, V.D.; Ranjan, R. Applications of bio-based nanomaterials in environment and agriculture: A review on recent progresses. Hyb. Adv. 2023, 4, 100097. [Google Scholar] [CrossRef]
- Bhardwaj, N.; Kundu, S.C. Electrospinning: A fascinating fiber fabrication technique. Biotechnol. Adv. 2010, 28, 325–347. [Google Scholar] [CrossRef] [PubMed]
- Jayadevan, S.; Aliyana, A.K.; Stylios, G. An overview of advances and challenges in developing nanofiber yarns for wearable technology. Nano Energy 2024, 129, 110034. [Google Scholar] [CrossRef]
- Kim, K.C.; Lin, X.; Li, C. Structural design of the electrospun nanofibrous membrane for membrane distillation application: A review. Environ. Sci. Pollut. Res. 2022, 29, 82632–82659. [Google Scholar] [CrossRef]
- Upson, S.J.; O’Haire, T.; Russell, S.J.; Dalgarno, K.; Ferreira, A.M. Centrifugally spun PHBV micro and nanofibers. Mater. Sci. Eng. C 2017, 76, 190–195. [Google Scholar] [CrossRef]
- Agrawal, S.; Ranjan, R.; Lal, B.; Rahman, A.; Singh, S.P.; Selvaratnam, T.; Nawaz, T. Synthesis and water treatment applications of nanofibers by electrospinning. Processes 2021, 9, 1779. [Google Scholar] [CrossRef]
- Xu, X.; Yagi, S.; Ashour, S.; Du, L.; Hoque, E.; Tan, L. A Review on current nanofiber technologies: Electrospinning, centrifugal spinning, and electro-centrifugal spinning. Macromol. Mater. Eng 2023, 308, 2200502. [Google Scholar] [CrossRef]
- Sanchez-Salvador, J.S.; Blanco, A.; Duque, A.; Negro, M.J.; Manzanares, P.; Negro, C. Upscaling cellulose oxidation: Integrating TEMPO-mediated oxidation in a pilot-plant twin-screw extruder for cellulose nanofibril production. Carbohydr. Polym. Technol. Appl. 2024, 7, 100525. [Google Scholar] [CrossRef]
- Maleki, F.; Razmi, H.; Rashidi, M.-R.; Yousefi, M.; Ghorbani, M. Recent advances in developing electrochemical (bio)sensing assays by applying natural polymer-based electrospun nanofibers: A comprehensive review. Microchem. J. 2024, 197, 109799. [Google Scholar] [CrossRef]
- Geoghegan, N.; O’Loughlin, M.; Delaney, C.; Rochfort, K.D.; Kennedy, M.; Kolagatla, S.; Podhorska, L.; Rodriguez, B.J.; Florea, L.; Kelleher, S.M. Controlled degradation of polycaprolactone-based micropillar arrays. Biomaterials 2023, 11, 3077–3091. [Google Scholar] [CrossRef]
- Heimowska, A.; Morawska, M.; Bocho-Janiszewska, A. Biodegradation of poly(ε-caprolactone) in natural water environments. Pol. J. Chem. Tech. 2017, 19, 120–126. [Google Scholar] [CrossRef]
- Dana, H.R.; Ebrahimi, F. Synthesis, properties, and applications of polylactic acid-based polymers. Polym. Eng. Sci. 2023, 63, 22–43. [Google Scholar] [CrossRef]
- Li, G.; Zhao, M.; Xu, F.; Yang, B.; Li, X.; Meng, X.; Teng, L.; Sun, F.; Li, Y. Synthesis and Biological Application of Polylactic Acid. Molecules 2020, 25, 5023. [Google Scholar] [CrossRef]
- Mogharbel, R.T.; Almahri, A.; Alaysuy, O.; Alzahrani, S.O.; Alorabi, A.Q.; Al-Qahtani, S.D.; El-Metwaly, N.M. Preparation of photochromic solution blow spun polycarbonate nanofibers from recycled plastic for optical anticounterfeiting. Opt. Mater. 2023, 141, 113936. [Google Scholar] [CrossRef]
- Esposito, M.C.; Riva, L.; Russo, G.L.; Punta, C.; Corsi, I.; Tosti, E.; Gallo, A. Reproductive toxicity assessment of cellulose nanofibers, citric acid, and branched polyethylenimine in sea urchins: Eco-design of nanostructured cellulose sponge framework (Part B). Environ. Pollut. 2024, 350, 123934. [Google Scholar] [CrossRef]
- Zhang, K.; Zhao, W.; Liu, Q.; Yu, M. A new magnetic melt spinning device for patterned nanofiber. Sci. Rep. 2021, 11, 8895. [Google Scholar] [CrossRef]
- Gavande, V.; Nagappan, S.; Seo, B.; Lee, W. A systematic review on green and natural polymeric nanofibers for biomedical applications. Int. J. Biol. Macromol. 2024, 262, 130135. [Google Scholar] [CrossRef]
- Tayebi-Khorrami, V.; Rahmanian-Devin, P.; Fadaei, M.R.; Movaffagh, J.; Askari, V.R. Advanced applications of smart electrospun nanofibers in cancer therapy: With insight into material capabilities and electrospinning parameters. Int. J. Pharm. X 2024, 8, 100265. [Google Scholar] [CrossRef]
- Song, J.; Kim, M.; Lee, H. Recent advances on nanofiber fabrications: Unconventional state-of-the-art spinning techniques. Polym. 2020, 12, 1386. [Google Scholar] [CrossRef]
- Mejia-Sauza, M.L.; Hurtado-Henao, H.; Moncada-Acevedo, M.E. Wet Electrospinning and its applications: A review. TecnoLógicas 2022, 25, e2223. [Google Scholar]
- Cimini, A.; Imperi, E.; Picano, A.; Rossi, M. Electrospun nanofibers for medical face mask with protection capabilities against viruses: State of the art and perspective for industrial scale-up. Appl. Mater. Today 2023, 32, 101833. [Google Scholar] [CrossRef]
- Quan, Z.; Wang, Y.; Zu, Y.; Qin, X.; Yu, J. A rotary spinneret for high output of electrospun fibers with bimodal distribution. Eur. Polym. J. 2021, 159, 110707. [Google Scholar] [CrossRef]
- Lu, B.; Wang, Y.; Liu, Y.; Duan, H.; Zhou, J.; Zhang, Z.; Wang, Y.; Li, X.; Wang, W.; Lan, W.; et al. Superhigh-throughput needleless electrospinning using a rotary cone as spinneret. Small 2010, 6, 16121616. [Google Scholar] [CrossRef]
- Alsharif, A.M. Power law liquid jets’ trajectories and instability during centrifugal spinning. Alex. Eng. J. 2023, 68, 301–314. [Google Scholar] [CrossRef]
- Zhou, H.; Green, T.; Joo, Y. The thermal effects on electrospinning of polylactic acid melts. Polym. 2006, 47, 7497–7505. [Google Scholar] [CrossRef]
- Gu, J.; Yagi, S.; Meng, J.; Dong, Y.; Qian, C.; Zhao, D.; Kumar, A.; Xu, T.; Lucchetti, A.; Xu, H. High-efficiency production of core-sheath nanofiber membrane via co-axial electro-centrifugal spinning for controlled drug release. J. Membr. Sci. 2022, 654, 120571. [Google Scholar] [CrossRef]
- Wei, Z. Research process of polymer nanofibers. IOP Conf. Ser. Mater. Sci. Eng. 2018, 452, 022002. [Google Scholar] [CrossRef]
- Pen, W.; Lin, J. Efficient centrifugal spinning of soda lignin for the production of activated carbon nanofibers with highly porous structure. Int. J. Biol. Macromol. 2022, 222, 1433–1442. [Google Scholar] [CrossRef]
- Lu, Y.; Li, Y.; Zhang, S.; Xu, G.; Fu, K.; Lee, H.; Zhang, X. Parameter study and characterization for polyacrylonitrile nanofibers fabricated via centrifugal spinning process. Eur. Polym. J. 2013, 49, 3834–3845. [Google Scholar] [CrossRef]
- Hou, T.; Li, X.; Lu, Y.; Zhou, J.; Zhang, X.; Liu, S.; Yang, B. Fabrication of hierarchical porous ethyl cellulose fibrous membrane by electro-centrifugal spinning for drug delivery systems with excellent integrated properties. Int. J. Biol. Macromol. 2023, 242, 4. [Google Scholar] [CrossRef]
- Penconek, A.; Kasak, D.; Moskal, A. Soy protein nanofibers obtained by solution blow spinning. Processes 2023, 11, 2310. [Google Scholar] [CrossRef]
- Nicolau, G.D.; Weber, R.P.; Monteiro, S.N.; Monsores, K.C.; da Silva, A.O. Influence of solution concentration on recycled polycarbonate nanofibers produced by solution blow-spinning process: A short communication. J. Mater. Res. Technol. 2022, 21, 1454–1460. [Google Scholar] [CrossRef]
- Zhou, J.; Li, X.; Zhang, Z.; Hou, T.; Hu, J.; Wang, Y.; Ye, H.; Yang, B. Bio-based and bio-degradable nanofiber materials: A sustainable platform for energy, environmental, and biomedical applications. Chem. Eng. J. 2024, 491, 152105. [Google Scholar] [CrossRef]
- Vasireddi, R.; Kruse, J.; Vakili, M.; Kulkarni, S.; Keller, T.F.; Monteiro, D.C.; Trebbin, M. Solution blow spinning of polymer/nanocomposite micro-/nanofibers with tunable diameters and morphologies using a gas dynamic virtual nozzle. Sci. Rep. 2019, 19, 14297. [Google Scholar] [CrossRef]
- Shirazi, M.M.A.; Bazgir, S.; Meshkani, F. A novel dual-layer, gas-assisted electrospun, nanofibrous SAN4-HIPS membrane for industrial textile wastewater treatment by direct contact membrane distillation (DCMD). J. Water Proc. Eng. 2020, 36, 101315. [Google Scholar] [CrossRef]
- Jimenez, J.; Ford, E. Mapping wet vs gel spinning in Hansen space. Polym. 2021, 230, 124079. [Google Scholar] [CrossRef]
- Luo, Z.; Han, P.; Yu, B.; Chen, X.; Yan, W.; Feng, Y.; Zheng, H.; Guo, H.; Cheng, Z.; He, J.; et al. Construction of thermally conductive and insulating fibers of BN nanosheet/aramid nanofiber composites with high-temperature resistance via sol-gel wet spinning. Mater. Lett. 2024, 366, 136475. [Google Scholar] [CrossRef]
- Nechyporchuk, O.; Nilsson, T.Y.; Ulmefors, H.; Kohnke, T. Wet Spinning of chitosan fibers: Effect of sodium dodecyl sulfate adsorption and enhanced dope temperature. ACS Appl. Polym. Mater. 2020, 2, 9. [Google Scholar] [CrossRef]
- Codau, T.C.; Codau, E. Synthesis of ultra-stretchable thermoelectric nanofibrous membrane based on wet-electrospun polyurethane/MWCNTs composites. Mater. Today Sustain. 2024, 27, 100831. [Google Scholar] [CrossRef]
- Abe, K.; Utsumi, M. Wet spinning of cellulose nanofibers via gelation by alkaline treatment. Cellulose 2020, 27, 10441–10446. [Google Scholar] [CrossRef]
- Huang, M.; Lee, S.; Jo, I.-Y.; Park, H.; Shim, B.S.; Yoon, M.-H. One-step wet-spinning of conducting polymer and cellulose nanofiber composites for fiber-type organic electrochemical transistors. Carbohydr. Polym. 2024, 324, 121559. [Google Scholar] [CrossRef]
- Weise, B.; Volkel, L.; Koppe, G.; Schriever, S.; Mroszczok, J.; Kohler, J.; Scheffler, P.; Wegener, M.; Seide, G. Melt- and wet-spinning of graphene-polymer nano-composite fibers for multifunctional textile applications. Mater. Today Proc. 2017, 4, S315–S345. [Google Scholar]
- Schulte-Werning, L.; Singh, B.; Johannessen, M.; Engstad, R.E.; Holsæter, A.M. Antimicrobial liposomes-in-nanofiber wound dressings prepared by a green and sustainable wire-electrospinning set-up. Int. J. Pharm. 2024, 657, 124136. [Google Scholar] [CrossRef]
- Reinsteinova, L.; Benesova, V.; Uricar, J.; Holec, P.; Brozek, J. Degradation of nanofiber layers made of biobased polyamide 4. Polym. Degrad. Stab. 2024, 225, 110794. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhu, B.; Cai, X.; Qiao, K.; Du, H.; Zhou, M.; Yan, S.; Sun, N.; Liang, X. Hexagonal crystalline nanofillers reinforced composite carbon nanofibers with optimized crystal structure and improved mechanical properties. Compos.—A Appl. Sci. Manuf. 2023, 173, 107632. [Google Scholar] [CrossRef]
- Yang, S.; Zhao, S.; Chen, S. Recent advances in electrospinning nanofiber materials for aqueous zinc ion batteries. Chem. Sci. 2023, 14, 13346–13366. [Google Scholar] [CrossRef]
- Ju, J.; Kang, W.; Li, L.; He, H.; Qiao, C.; Cheng, B. Preparation of poly (tetrafluoroethylene) nanofiber film by electro-blown spinning method. Mater. Lett. 2016, 171, 236–239. [Google Scholar] [CrossRef]
- Kanjanapongkul, K.; Wongsasulak, S.; Yoovidhya, T. Prediction of clogging time during electrospinning of zein solution: Scaling analysis and experimental verification. Chem. Eng. Sci. 2010, 65, 5217–5225. [Google Scholar] [CrossRef]
- Li, Y.; Lim, T.; Kakuda, Y. Electrospun zein fibers as carriers to stabilize (−)-epigallocatechin gallate. J. Food Sci. 2009, 74, 3. [Google Scholar] [CrossRef]
- Chen, C.; Wu, Q.; Zao, Y.; Ma, J.; Wan, Z.; Li, S.; Li, D.; Jin, Y. Mechanically strong all-chitin filaments: Wet-spinning of β-chitin nanofibers in aqueous NaOH. Int. J. Biol. Macromol. 2024, 222, 3243–3249. [Google Scholar] [CrossRef]
- Chen, Q.; Zhou, M.; Yuan, J.; Cai, J.; Xie, H.; Zhu, M.; Cai, L.; Wei, P.; Chang, C. High-strength and recyclable hydro plastic films from hydrophobic cellulose nanofibers produced via deep eutectic solvents. Chem. Eng. J. 2023, 476, 146771. [Google Scholar] [CrossRef]
- Tissera, N.D.; Wijesena, R.N.; Ludowyke, N.; Priyadashana, G.; Dahanayake, D.; De Silva, R.N.; De Silva, K.M. Keratin protein nanofibers from merino wool yarn: A top-down approach for the disintegration of hierarchical wool architecture to extract α-keratin protein nanofibers. R. Soc. Chem. 2024, 14, 10. [Google Scholar] [CrossRef]
- Wang, Y.; Yang, X.; Li, L. Formation of pH-responsive hydrogel beads and their gel properties: Soybean protein nanofibers and sodium alginate. Carbohydr. Polym. 2024, 329, 121748. [Google Scholar] [CrossRef]
- Abdelfatah, J.; Paz, R.; Aleman-Dominguez, M.E.; Monzon, M.; Donate, R.; Winter, G. Experimental analysis of the enzymatic degradation of polycaprolactone: Microcrystalline cellulose composites and numerical method for the prediction of the degraded geometry. Materials 2021, 14, 2460. [Google Scholar] [CrossRef]
- Dias, J.R.; Sousa, A.; Augusto, A.; Bartolo, P.J.; Granja, P.L. Electrospun Polycaprolactone (PCL) Degradation: An in vitro and in vivo study. Polymers 2022, 14, 3397. [Google Scholar] [CrossRef]
- Juric, M.; Donsi, F.; Bandic, L.M.; Juric, S. Natural-based electrospun nanofibers: Challenges and potential applications in agri-food sector. Food Biosci. 2023, 56, 103372. [Google Scholar] [CrossRef]
- Benaducci, D.; de Oliveira, V.; Tze, W.T.; Hafez, I.; Branciforti, M.C. Nanocomposites of recycled and of virgin polyamide 6.6 with cellulose nanofibers. Hyb. Adv. 2024, 6, 100261. [Google Scholar] [CrossRef]
- Cao, P.; Wu, G.; Yao, Z.; Wang, Z.; Li, E.; Yu, S.; Liu, Q.; Gilbert, R.G.; Li, S. Effects of amylose and amylopectin molecular structures on starch electrospinning. Carbohydr. Polym. 2022, 296, 119959. [Google Scholar] [CrossRef]
- Bora, A.; Sarmah, D.; Karak, N. Biobased biodegradable hydrogel containing modified cellulosic nanofiber-ZnO nanohybrid as efficient metal ions removers with recyclable capacity. J. Clean. Prod. 2023, 430, 13974. [Google Scholar] [CrossRef]
- Zhang, X.; Li, P.; Zeng, J.; Li, J.; Gao, W.; Wang, B.; Xu, J.; Chen, K. Acetylated cellulose nanofibers enhanced bio-based polyesters derived from 10-undecanoic acid toward recyclable and degradable plastics. Chem. Eng. J. 2024, 479, 147797. [Google Scholar] [CrossRef]
- Wang, D.-Y.; Song, Y.-P.; Lin, L.; Wang, X.-L.; Wang, Y.-Z. A novel phosphorus-containing poly (lactic acid) toward its flame retardation. Polymers 2011, 52, 233–238. [Google Scholar] [CrossRef]
- Ali, K.; Jiang, B.; Chen, J.; Ashraf, W.; Tahir, A.B. Preparation and structural characterization of pullulan and whey protein isolate-based electrospun nanofiber. Food Biosci. 2023, 56, 103218. [Google Scholar] [CrossRef]
- Stie, M.B.; Kalouta, K.; Da Cunha, C.F.; Feroze, H.M.; Vetri, V.; Fodera, V. Sustainable strategies for waterborne electrospinning of biocompatible nanofibers based on soy protein isolate. Sustain. Mater. Technol. 2022, 34, e00519. [Google Scholar] [CrossRef]
- Shi, B.; Liu, S.; Wang, Y. Nisin/cellulose nanofiber/protein bio-composite antibacterial coating for postharvest preservation of fruits. Prog. Org. Coat. 2024, 194, 108634. [Google Scholar] [CrossRef]
- Arbez, B.; Libouban, H. Biomaterials preparation by electrospinning of gelatin and sodium hyaluronate/gelatin nanofibers with non-toxic solvents. Morphologie 2020, 104, 158–168. [Google Scholar] [CrossRef]
- Logan, M.K.; Irvin, S.D.; Enfrin, M.; Arafat, H.; Dumee, L.F.; Gibert, Y. Toxicity of nanofibers on zebrafish embryogenesis—Impact of materials properties on inflammatory responses. J. Environ. Chem. Eng. 2023, 11, 110727. [Google Scholar] [CrossRef]
- Kalman, J.; Merino, C.; Fernandez-Cruz, M.L.; Navas, J.M. Usefulness of fish cell lines for the initial characterization of toxicity and cellular fate of graphene-related materials (carbon nanofibers and graphene oxide). Chemosphere 2018, 218, 347–358. [Google Scholar] [CrossRef]
- Yslas, E.I.; Ibarra, L.E.; Peralta, D.O.; Barbero, C.A.; Rivarola, V.A.; Bertuzzi, M.L. Polyaniline nanofibers: Acute toxicity and teratogenic effect on Rhinella arenarum embryos. Chemosphere 2012, 87, 1374–1380. [Google Scholar] [CrossRef]
- Chaika, V.; Pikula, K.; Vshivkova, T.; Zakharenko, A.; Reva, G.; Drozdov, K.; Vardavas, A.I.; Stivaktakis, P.D.; Nikolouzakis, T.K.; Stratidakis, A.K.; et al. The toxic influence and biodegradation of carbon nanofibers in freshwater invertebrates of the families Gammaridae, Ephemerellidae, and Chironomidae. Toxicol. Rep. 2020, 7, 247–254. [Google Scholar]
- Guimaraes, A.T.; Malafaia, G. Multiple toxicity endpoints induced by carbon nanofibers in Amazon turtle juveniles: Outspreading warns about toxicological risks to reptiles. Sci. Total Environ. 2021, 779, 146514. [Google Scholar] [CrossRef]
- Montalvao, M.F.; Gomes, A.R.; Guimaraes, A.T.; Rodrigues, A.S.; de Matos, L.P.; Mendonca, J.; da Luz, T.M.; Matos, S.G.; Rahman, M.S.; Ragavendran, C.; et al. Toxicity of carbon nanofibers in earthworms (Lumbricus terrestris) naturally infected with Monocystis sp. Sci. Total Environ. 2024, 906, 167712. [Google Scholar] [CrossRef]
- Szala, M.; Borkowski, A. Toxicity assessment of SiC nanofibers and nanorods against bacteria. Ecotoxicol. Environ. Saf. 2014, 100, 287–293. [Google Scholar] [CrossRef]
- Chinchillas-Chinchillas, M.J.; Cortez-Rodríguez, H.; Fajardo-San Miguel, G.J.; Pellegrini-Cervantes, M.J.; Rodriguez-Rodriguez, M.; Corral-Higuera, R.; Arredondo-Rea, S.P.; Gaxiola, A.; Castro-Beltran, A. Recycled cement mortars reinforced with PVDF nanofibers synthesized by electrospinning. J. Build. Eng. 2024, 86, 108663. [Google Scholar] [CrossRef]
- Ran, Q.; Zhao, D.; Ji, Y.; Fan, Z.; Lin, G.; Liu, X.; Jia, K. Recyclable adsorption removal and fluorescent monitoring of hexavalent chromium by electrospun nanofibers membrane derived from Tb3+ coordinating polyarylene ether amidoxime. Talanta 2024, 266, 125058. [Google Scholar] [CrossRef]




Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Maduna, L.; Patnaik, A. Challenges Associated with the Production of Nanofibers. Processes 2024, 12, 2100. https://doi.org/10.3390/pr12102100
Maduna L, Patnaik A. Challenges Associated with the Production of Nanofibers. Processes. 2024; 12(10):2100. https://doi.org/10.3390/pr12102100
Chicago/Turabian StyleMaduna, Lebo, and Asis Patnaik. 2024. "Challenges Associated with the Production of Nanofibers" Processes 12, no. 10: 2100. https://doi.org/10.3390/pr12102100
APA StyleMaduna, L., & Patnaik, A. (2024). Challenges Associated with the Production of Nanofibers. Processes, 12(10), 2100. https://doi.org/10.3390/pr12102100