
Thermodynamic Insights into the Influence of Welding Current on Oxygen Levels in the Submerged Arc Welding Process


Abstract
:1. Introduction
2. Simulation and Modeling
2.1. Models and Validation Data
2.2. Prediction and Simulation via BI Model
- The BI value is calculated from Equation (1).
- The O content in the WM is predicted by the BI value via Figure 1e.
2.3. Prediction and Simulation via Cross-Zone Model
2.3.1. Droplet Zone
- Step 1: Database Selection and Phase Simulation
- The primary databases chosen for this process include FToxid, Fstel, and FactPS.
- These databases were configured in the Equilib module for subsequent phase simulations.
- Step 2: Setting the Equilibrium Temperature for the SAW Process
- To accurately model the SAW process, equilibrium temperatures were set at 2300 °C and 2500 °C, corresponding to the EET in the weld pool zone.
- The input metal chemistries were based on the BM compositions.
2.3.2. Weld Pool Zone
- Database Selection: The FToxid, Fstel, and FactPS databases were selected. The solution phases included ASlag-liq (all oxides), S (FToxid-SLAGA), and LIQUID (FStel-Liqu) to model the molten slag and steel phases.
- Temperature Settings: Equilibrium temperatures were set at 1700 °C and 2000 °C to simulate conditions relevant to the weld pool zone.
- Input Compositions: The nominal compositions served as the input metal chemistries, while the flux compositions listed in Table 1 were used as the flux input.
- The predicted O data are summarized in Table 4.
3. Results and Discussion
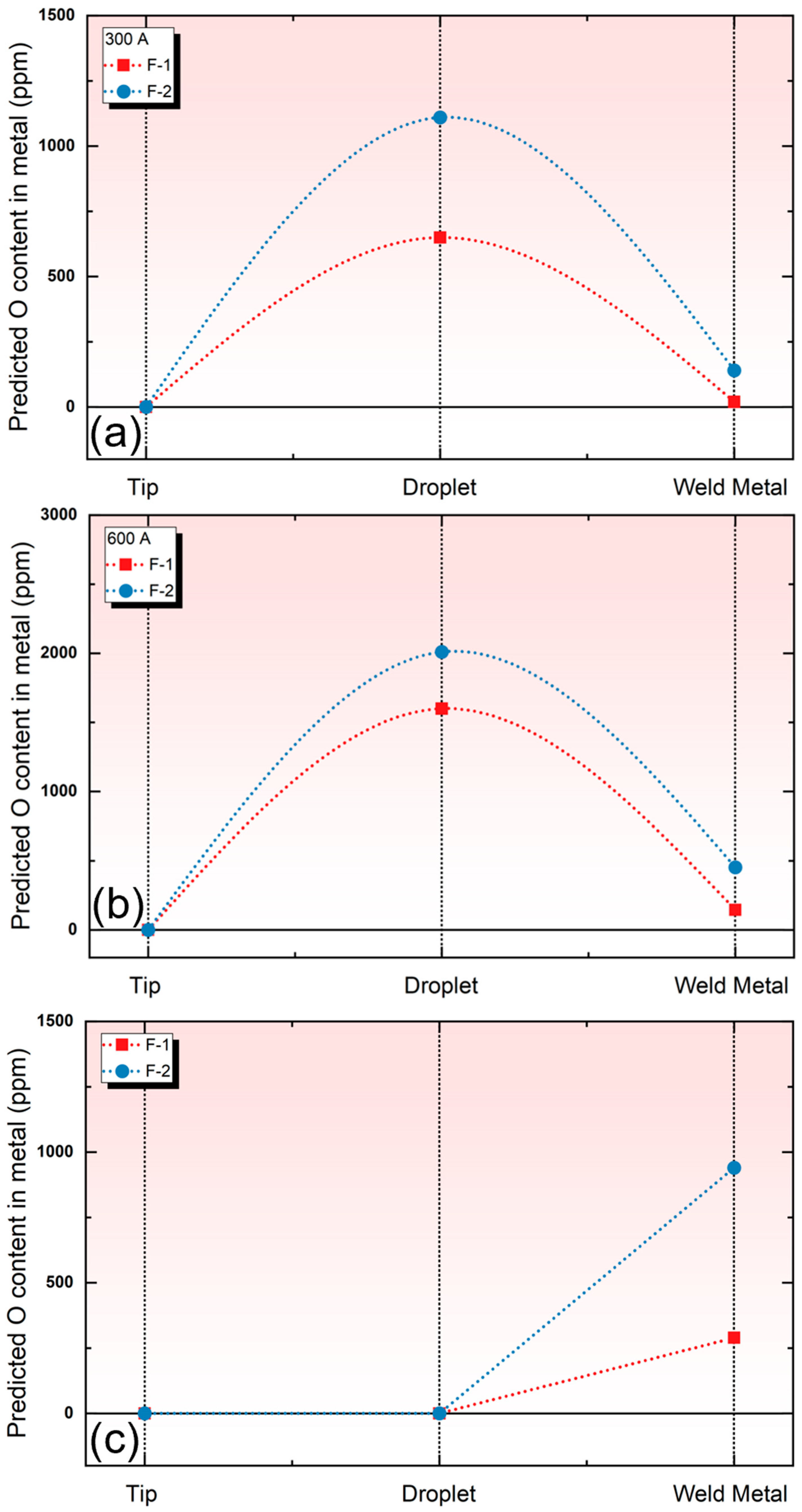
3.1. The Influence of Current on O Content
3.2. Comparative Analysis of Models
4. Conclusions
- The proposed model is capable of predicting the impact of the welding current on the O content in the metal within both the droplet zone and the molten pool zone during the SAW process. Thermodynamic analysis indicates that at higher current levels, the decomposition of oxides in the flux is enhanced, leading to an increase in the partial pressure O2 and the O content in the metal. Under the same welding current, this model can also predict the effect of flux basicity on the O content in the metal in both the droplet and molten pool zones.
- Although the BI model can differentiate the O content levels in the metal within the weld pool zone, it cannot distinguish the O content within the droplet zone. Moreover, the BI model is unable to accurately predict the complete oxygen/reduction roadmap throughout the SAW process. Such limitations can be addressed by the model proposed in this study.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Sengupta, V.; Havrylov, D.; Mendez, P. Physical Phenomena in the Weld Zone of Submerged Arc Welding—A Review. Weld. J. 2019, 98, 283–313. [Google Scholar]
- Kanjilal, P.; Pal, T.; Majumdar, S. Prediction of Element Transfer in Submerged Arc Welding. Weld. J 2007, 10, 40. [Google Scholar]
- Kou, S. Welding Metallurgy, 3rd ed.; JohnWiley & Sons, Inc.: Hoboken, NJ, USA, 2003; pp. 22–122. [Google Scholar]
- Sharma, L.; Chhibber, R. Study of Weld Bead Chemical, Microhardness & Microstructural Analysis Using Submerged Arc Welding Fluxes for Linepipe Steel Applications. Ceram. Int. 2020, 46, 24615–24623. [Google Scholar]
- Olson, D.; Liu, S.; Frost, R.; Edwards, G.; Fleming, D. Nature and Behavior of Fluxes Used for Welding. ASM Int. ASM Handb. 1993, 6, 55–63. [Google Scholar]
- Zhang, J.; Shao, G.; Fan, J.; Wang, L.; Zhang, D. A Review on Parallel Development of Flux Design and Thermodynamics Subject to Submerged Arc Welding. Processes 2022, 10, 2305. [Google Scholar] [CrossRef]
- Natalie, C.A.; Olson, D.L.; Blander, M. Physical and Chemical Behavior of Welding Fluxes. Annu. Rev. Mater. Sci. 1986, 16, 389–413. [Google Scholar] [CrossRef]
- Liby, A.; Dixon, R.; Olson, D. Welding: Theory and Practice; Elsevier Science Publishers B.V.: Amsterdam, The Netherlands, 1990. [Google Scholar]
- Mitra, U. Kinetics of Slag Metal Reactions during Submerged Arc Welding of Steel; Massachusetts Institute of Technology: Cambridge, MA, USA, 1984. [Google Scholar]
- Lau, T.; Weatherly, G.; McLean, A. The Sources of Oxygen and Nitrogen Contamination in Submerged Arc Welding Using CaO-Al2O3 Bbased Fluxes. Weld. J. 1985, 64, 343–347. [Google Scholar]
- Eagar, T. Sources of Weld Metal Oxygen Contamination during Submerged Arc Welding. Weld. J. 1978, 57, 76–80. [Google Scholar]
- Dallam, C.; Liu, S.; Olson, D. Flux Composition Dependence of Microstructure and Toughness of Submerged Arc HSLA Weldments. Weld. J 1985, 64, 140–151. [Google Scholar]
- Mitra, U.; Eagar, T. Slag-metal Reactions During Welding: Part II. Theory. Metall. Trans. B 1991, 22, 73–81. [Google Scholar] [CrossRef]
- Mitra, U.; Eagar, T. Slag-metal Reactions during Welding: Part I. Evaluation and Reassessment of Existing Theories. Metall. Trans. B 1991, 22, 65–71. [Google Scholar] [CrossRef]
- Mitra, U.; Eagar, T. Slag-metal Reactions during Welding: Part III. Verification of the Theory. Metall. Trans. B 1991, 22, 83–100. [Google Scholar] [CrossRef]
- Lau, T.; Weatherly, G.; McLean, A. Gas/metal/slag Reactions in Submerged Arc Welding Using CaO-Al2O3 Based Fluxes. Weld. J. 1986, 65, 31–38. [Google Scholar]
- Pandey, N.; Bharti, A.; Gupta, S. Effect of Submerged Arc Welding Parameters and Fluxes on Element Transfer Behaviour and Weld-metal Chemistry. J. Mater. Process. Technol. 1994, 40, 195–211. [Google Scholar] [CrossRef]
- Chai, C.; Eagar, T. Slag-metal Equilibrium during Submerged Arc Welding. Metall. Trans. B 1981, 12, 539–547. [Google Scholar] [CrossRef]
- Indacochea, J.E.; Blander, M.; Christensen, N.; Olson, D.L. Chemical Reactions during Submerged Arc Welding with FeO-MnO-SiO2 fluxes. Metall. Trans. B 1985, 16, 237–245. [Google Scholar] [CrossRef]
- Zhang, J.; Zhang, D. Thermodynamic Simulation of O Content Variation Roadmap in Submerged Arc Welding Process: From Droplet to Weld Metal. Processes 2023, 11, 784. [Google Scholar] [CrossRef]
- Tuliani, S.; Boniszewski, T.; Eaton, N. Notch Toughness of Commercial Submerged Arc Weld Metal. Weld. Met. Fabr. 1969, 37, 327–339. [Google Scholar]
- Shao, G.; Liu, Z.; Fan, J.; Guo, Y.; Xu, Q.; Zhang, J. Evaluation of Flux Basicity Concept Geared toward Estimation for Oxygen Content in Submerged Arc Welded Metal. Metals 2022, 12, 1530. [Google Scholar] [CrossRef]
- Fan, J.; Zhang, J.; Zhang, D. Optimizing Elemental Transfer Predictions in Submerged Arc Welding via CALPHAD Technology under Varying Heat Inputs: A Case Study into SiO2-Bearing Flux. Processes 2024, 12, 1541. [Google Scholar] [CrossRef]
- Bale, C.W.; Bélisle, E.; Chartrand, P.; Decterov, S.; Eriksson, G.; Gheribi, A.; Hack, K.; Jung, I.-H.; Kang, Y.-B.; Melançon, J. Reprint of: FactSage thermochemical software and databases, 2010–2016. Calphad 2016, 55, 1–19. [Google Scholar] [CrossRef]
- Jung, I.-H. Overview of the Applications of Thermodynamic Databases to Steelmaking Processes. Calphad 2010, 34, 332–362. [Google Scholar] [CrossRef]
- Chai, C.-S. Slag-Metal Reactions during Flux Shielded Arc Welding. Ph.D. Thesis, Massachusetts Institute of Technology, Cambridge, MA, USA, 1980. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Flux | CaF2 | Al2O3 | MnO | SiO2 | TiO2 | FeO | MgO | Na2O | CaO |
|---|---|---|---|---|---|---|---|---|---|
| F-1 | 9.8 | 3.2 | 0.14 | 36.00 | - | 0.2 | 0.36 | 5.1 | Bal. |
| F-2 | - | 49.0 | 13.0 | 17.0 | 13.0 | 7.0 | - | - | Bal. |
| C | Mn | Si | Mo | Cr | Ni | Al | O | Fe | |
|---|---|---|---|---|---|---|---|---|---|
| EL | 0.07 | 1.55 | 0.35 | 0.55 | 0.45 | 2.4 | - | 0.013 | Bal. |
| BM | 0.09 | 0.02 | 0.58 | 1.18 | 0.21 | - | 0.024 | 0.004 | Bal. |
| Flux | Thermodynamic Data | 2300 °C | 2500 °C |
|---|---|---|---|
| F-1 | Equilibrium O2 pressures (atm.) | 9.15 × 10−8 | 1.49 × 10−6 |
| Droplet O concentration (wt pct) | 0.065 | 0.160 | |
| F-2 | Equilibrium O2 pressures (atm.) | 2.65 × 10−7 | 2.34 × 10−6 |
| Droplet O concentration (wt pct) | 0.111 | 0.201 |
| Flux | Value | BI Model | Cross-Zone Model | Measured Data |
|---|---|---|---|---|
| F-1 | MDO300A | 0 | 650 | 2012 |
| MWO300A | 290 | 20 | 376 | |
| MDO600A | 0 | 1600 | 2925 | |
| MWO600A | 290 | 146 | 589 | |
| F-2 | MDO300A | 0 | 1110 | 2725 |
| MWO300A | 940 | 140 | 745 | |
| MDO600A | 0 | 2010 | 3275 | |
| MWO600A | 940 | 453 | 1097 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fan, J.; Zhang, J.; Zhang, D. Thermodynamic Insights into the Influence of Welding Current on Oxygen Levels in the Submerged Arc Welding Process. Processes 2024, 12, 2147. https://doi.org/10.3390/pr12102147
Fan J, Zhang J, Zhang D. Thermodynamic Insights into the Influence of Welding Current on Oxygen Levels in the Submerged Arc Welding Process. Processes. 2024; 12(10):2147. https://doi.org/10.3390/pr12102147
Chicago/Turabian StyleFan, Jun, Jin Zhang, and Dan Zhang. 2024. "Thermodynamic Insights into the Influence of Welding Current on Oxygen Levels in the Submerged Arc Welding Process" Processes 12, no. 10: 2147. https://doi.org/10.3390/pr12102147