
Quality of Mixedness Using Information Entropy in a Counter-Current Three-Phase Bubble Column



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Experimentation
3. Theoretical Background
3.1. Information Entropy (IE) Theory
3.2. Application of IE Theory in a Counter-Current SBC
4. Results and Discussions
4.1. Enunciation of QM Using the IE Theory
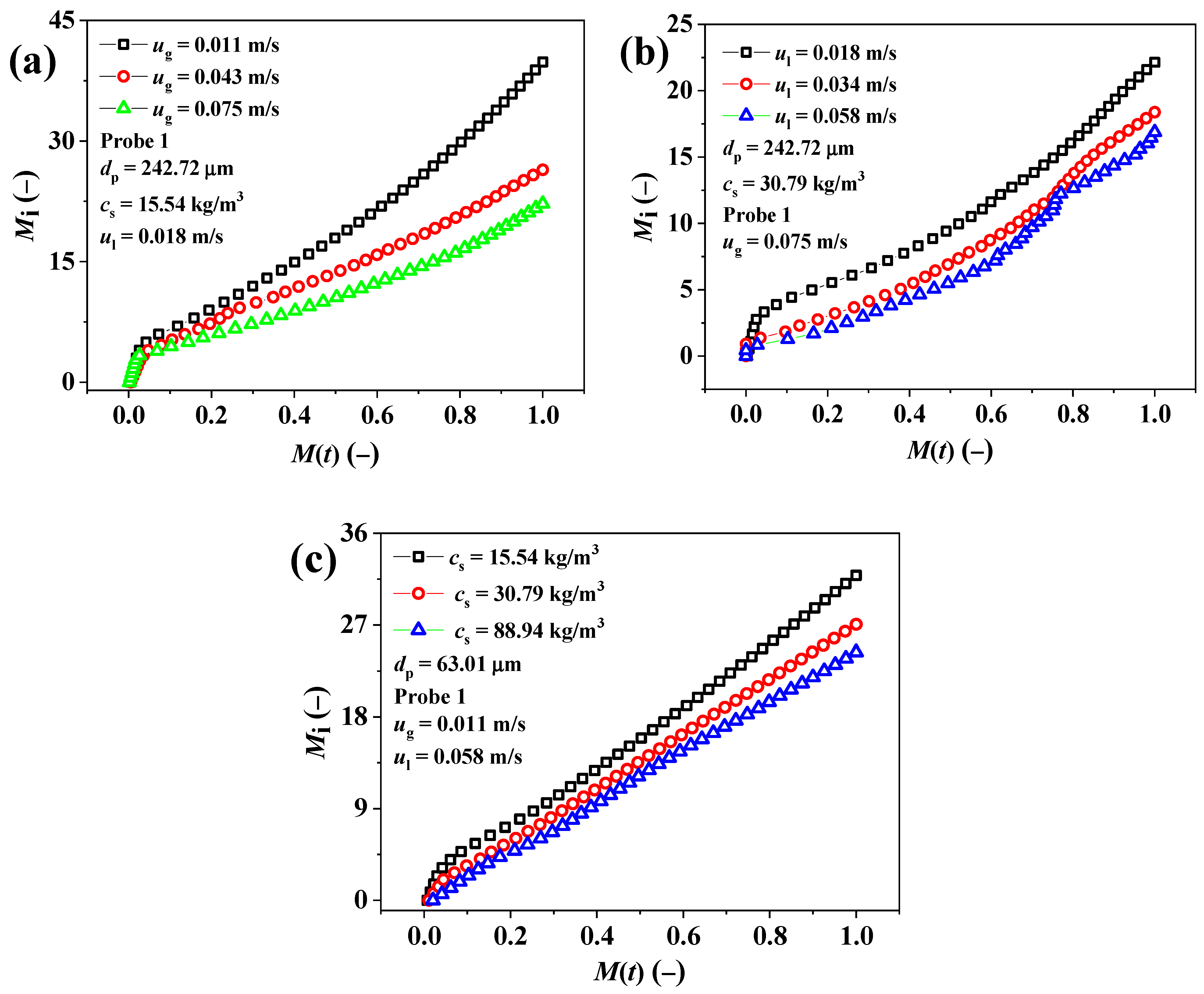
4.2. Dependency of the Intrinsic MT Number on the QM
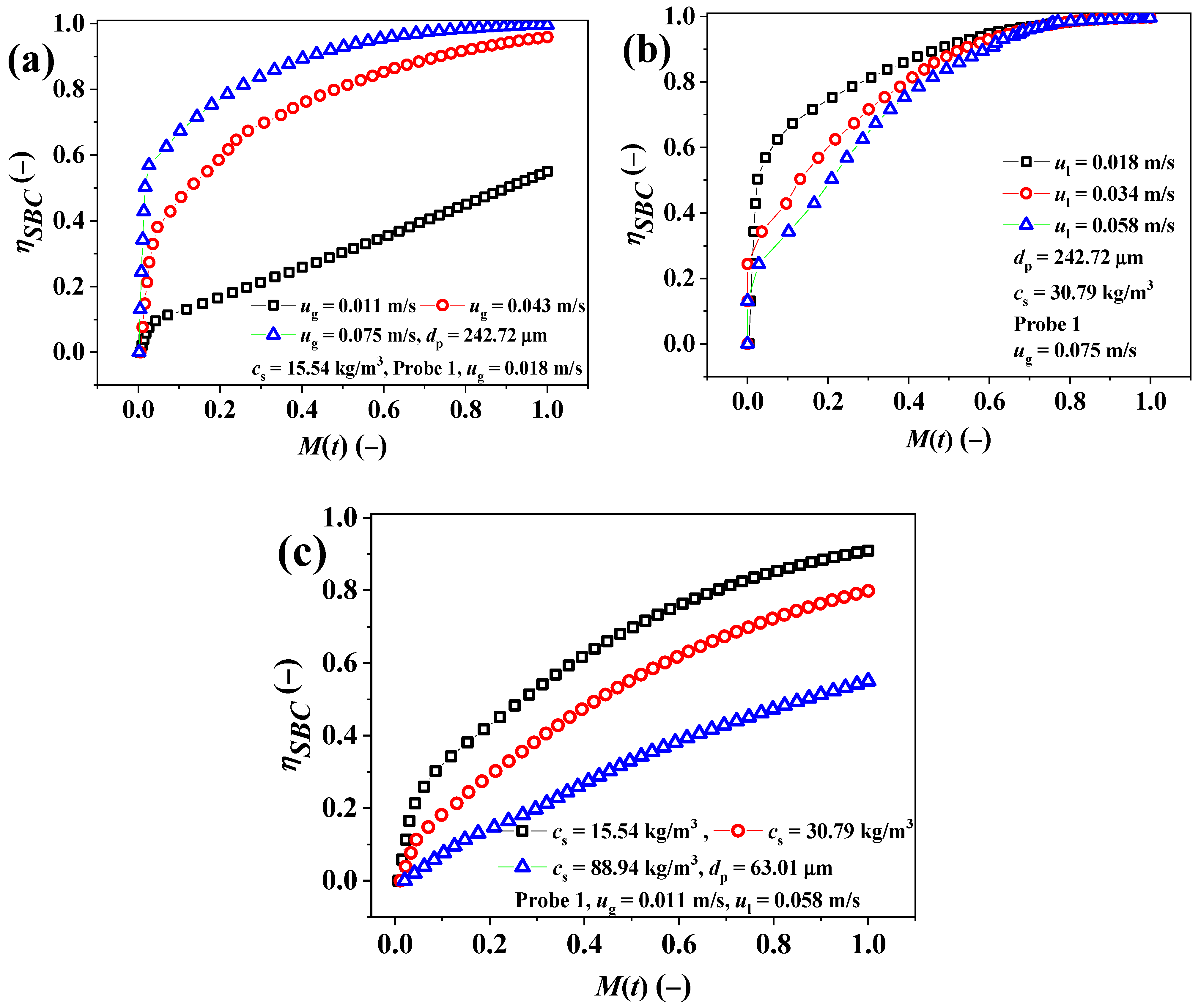
4.3. Mass Transfer (MT) Efficiency Based on the QUALITY of Mixedness (QM)
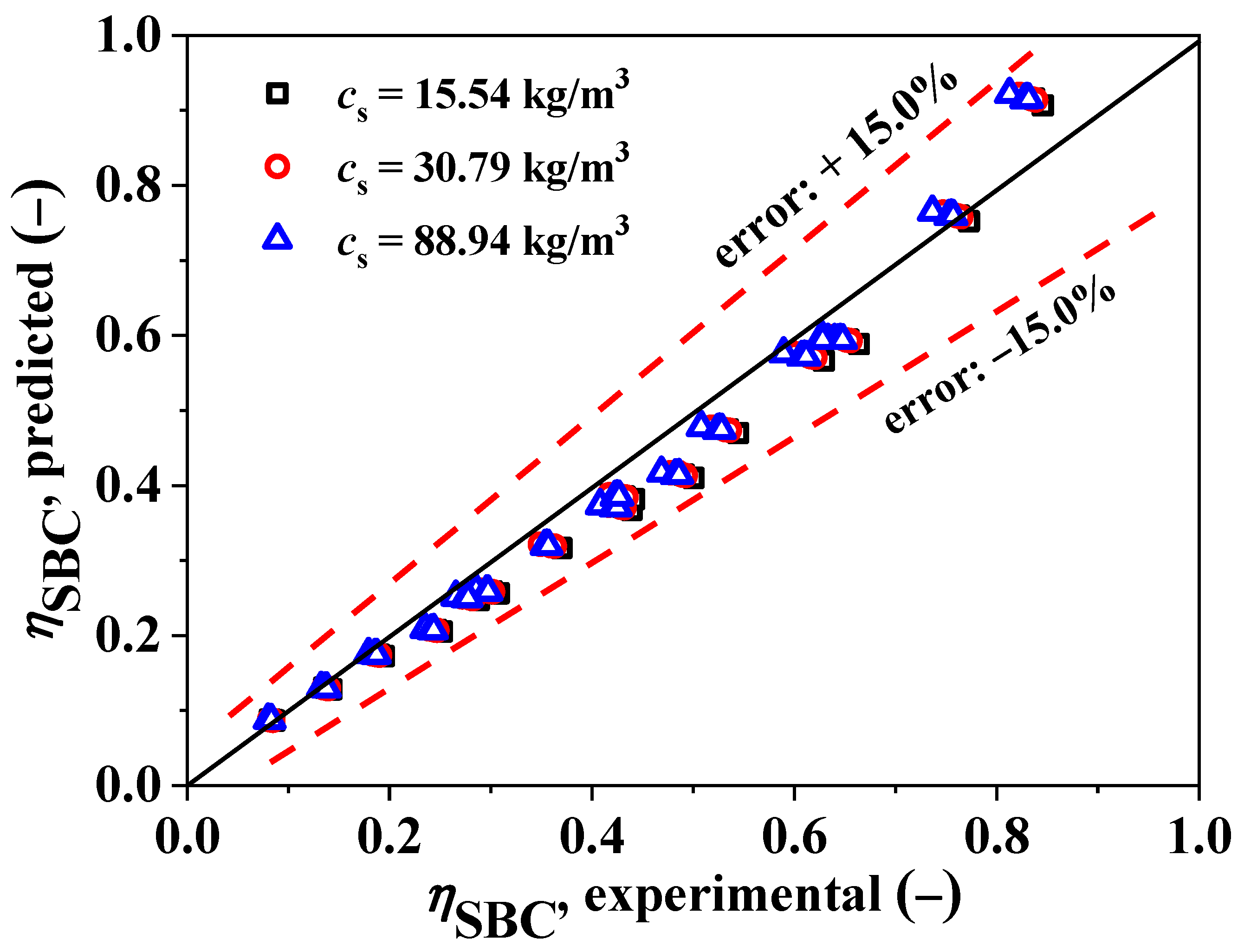
Prediction of MT Efficiency
5. Conclusions
- The QM parameter based on the IE in various experimental conditions varies between 0 (the minimum value) and 1 (the ultimate value). The QM is a time-dependent parameter. For scale-up purposes, time is made dimensionless , such as the ratio of time and contact time between bubbles and slurry. The QM is modeled as a function of the Sherwood and the intrinsic MT numbers. The inlet gas and slurry velocity positively affect the QM, while particle loading and the axial height reduce the QM. The QM is higher in the sparger region compared to the other axial positions. The QM in the transverse direction is maximum at the central part of the column compared to other transverse positions.
- The intrinsic MT number exhibits an efficient MT from the gas phase to the liquid phase over a specified contact period. It depends on the interfacial contact area between the gas and slurry phases and the average contact time. The intrinsic MT number decreases as the inlet slurry velocity rate and particle loading increase, whereas it intensifies with an increase in the inlet gas velocity.
- The overall MT efficiency was presented as a function of the QM based on the IE theory. Increasing the inlet gas velocity enhances the overall MT efficiency. However, it reduces as the inlet slurry velocity and particle loading increase.
- The mixing results can help better understand intensify the processes, and model the counter-current microstructured SBCs in industrial applications.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| Symbols used | |
| A | Interfacial area |
| Ac | Column cross-sectional area |
| A, B [-] | Constants in Equation (40) |
| cs | Particle loading |
| Ci | Tracer concentration |
| Equilibrium concentration at gas–slurry dispersion height hi | |
| Concentration at gas–slurry dispersion height hi | |
| Average bulk concentration of liquid at inlet | |
| Average bulk concentration of liquid at the outlet | |
| d32 | Sauter-mean bubble diameter |
| dp | Average particle size |
| dc [m] | Column diameter |
| db | Bubble size |
| Dl | Molecular diffusion coefficient |
| Ez | Axial (longitudinal) dispersion coefficient |
| Ew | Transverse dispersion coefficient |
| Eo [-] | Eötvös number |
| Fx (x) [-] | Cumulative distribution function |
| fc [-] | Correction factor |
| g | Acceleration due to gravity |
| H | Information entropy |
| Hmin | Minimum value of entropy |
| Hmax | Maximum value of entropy |
| hi | Gas–slurry dispersion height at section i |
| I(X) | Information amount |
| hm | Gas–slurry dispersion height |
| [-] | Ratio of hi/hm |
| ms | Mass of the solid |
| ksl | Slurry-side mass transfer coefficient |
| ksla | Volumetric slurry-side mass transfer coefficient |
| lmin | Minor axis of a bubble |
| lmax | Major axis of a bubble |
| M(t) [-] | Quality of mixedness |
| Mi [-] | Intrinsic mass transfer number |
| nb [-] | Number of bubbles |
| Pi(t) [-] | Probability of tracer concentration in a semi-rectangular shell of small volumes |
| Pressure at section height hi | |
| Pr [-] | Ratio of total pressure to hydrostatic pressure |
| Pt | Total pressure |
| Patm | Atmospheric pressure |
| rs | Rate of surface formation |
| Sh [-] | Sherwood number |
| sb | Surface area of the bubble |
| t | Time |
| tc | Contact time |
| Tc [-] | Ratio of time and contact time |
| tm | Mean residence time |
| ug | Superficial gas velocity |
| ul | Superficial slurry velocity |
| ub | Bubble rise velocity |
| Vi | Volume of semi-rectangular shells of small volumes (m3) |
| vb | Volume of the ellipsoidal bubble |
| x [-] | Real number |
| X [-] | Real-valued random variable |
| z [m] | The distance from the tracer inlet to the conductivity probe. |
| Greek letters | |
| φ [-] | Aspect ratio |
| γb [-] | Ratio of in Equation (35) |
| υb | Frequency of bubble formation |
| λ [-] | Henry’s law constant |
| [-] | Ratio of hydrostatic pressure to the total column pressure |
| αg [-] | Volume fraction of gas |
| σsl | Slurry surface tension |
| ρsl | Slurry density |
| ηSBC [-] | Overall mass transfer efficiency |
| Abbreviations | |
| AARE | Absolute average relative error |
| AR | Aspect ratio |
| IE | Information entropy |
| MT | Mass transfer |
| QM | Quality of mixedness |
| SBC | Slurry bubble column |
References
- Deckwer, W.-D. Bubble Column Reactors; Wiley: Chichester, UK, 1992. [Google Scholar]
- Emami, A.; Briens, C. A method for the detection of defluidized zones in slurry bubble columns. Can. J. Chem. Eng. 2003, 81, 451–455. [Google Scholar] [CrossRef]
- Muhsin, H.A.A.-k.; Mohammad, F.A. Experimental study of liquid dispersion in bubble column. Diyala J. Eng. Sci. 2008, 1, 56–85. [Google Scholar] [CrossRef]
- Wadaugsorn, K.; Limtrakul, S.; Vatanatham, T.; Ramachandran, P.A. Mixing characteristics of gas and liquid phases in bubble column reactors from virtual tracer simulation. Ind. Eng. Chem. Res. 2018, 57, 14064–14079. [Google Scholar] [CrossRef]
- Ekambara, K.; Joshi, J.B. CFD simulation of mixing and dispersion in bubble columns. Chem. Eng. Res. Des. 2003, 81, 987–1002. [Google Scholar] [CrossRef]
- Bhusare, V.H.; Kalaga, D.V.; Dhiman, M.K.; Joshi, J.B.; Roy, S. Mixing in a co-current upflow bubble column reactors with and without internals. Can. J. Chem. Eng. 2018, 96, 1957–1971. [Google Scholar] [CrossRef]
- Ansari, M.; Turney, D.E.; Yakobov, R.; Kalaga, D.V.; Kleinbart, S.; Banerjee, S.; Joshi, J.B. Chemical hydrodynamics of a downward microbubble flow for intensification of gas-fed bioreactors. AIChE J. 2018, 64, 1399–1411. [Google Scholar] [CrossRef]
- Pareek, V.K.; Yap, Z.; Brungs, M.P.; Adesina, A.A. Particle residence time distribution (RTD) in three-phase annular bubble column reactor. Chem. Eng. Sci. 2001, 56, 6063–6071. [Google Scholar] [CrossRef]
- Kumar, R.; Pant, H.J.; Goswami, S.; Sharma, V.K.; Dash, A.; Mishra, S.; Bhanja, K.; Mohan, S.; Mahajani, S.M. Investigation of holdup and axial dispersion of liquid phase in a catalytic exchange column using radiotracer technique. Appl. Radiat. Isot. 2017, 121, 51–60. [Google Scholar] [CrossRef]
- Shah, M.; Kiss, A.A.; Zondervan, E.; Van der Schaaf, J.; De Haan, A.B. Gas holdup, axial dispersion, and mass transfer studies in bubble columns. Ind. Eng. Chem. Res. 2012, 51, 14268–14278. [Google Scholar] [CrossRef]
- Ekambara, K.; Dhotre, M.T. CFD simulation of bubble column. Nucl. Eng. Des. 2010, 240, 963–969. [Google Scholar] [CrossRef]
- Shaikh, A.; Al-Dahhan, M. Scale-up of bubble column reactors: A review of current state-of-the-art. Ind. Eng. Chem. Res. 2013, 52, 8091–8108. [Google Scholar] [CrossRef]
- Gao, Y.; Muzzio, F.J.; Ierapetritou, M.G. A review of the Residence Time Distribution (RTD) applications in solid unit operations. Powder Technol. 2012, 228, 416–423. [Google Scholar] [CrossRef]
- Palaskar, S.N.; De, J.K.; Pandit, A.B. Liquid phase RTD studies in sectionalized bubble column. Chem. Eng. Technol. 2000, 23, 61–69. [Google Scholar] [CrossRef]
- Bhatia, B.; Nigam, K.D.P.; Auban, D.; Hebrard, G. Effect of a new high porosity packing on hydrodynamics and mass transfer in bubble columns. Chem. Eng. Process. Process Intensif. 2004, 43, 1371–1380. [Google Scholar] [CrossRef]
- Wu, Y.; Cheng, Z.-M.; Huang, Z.-B. Backmixing reduction of a bubble column by interruption of the global liquid circulation. Ind. Eng. Chem. Res. 2009, 48, 6558–6563. [Google Scholar] [CrossRef]
- Forret, A.; Schweitzer, J.M.; Gauthier, T.; Krishna, R.; Schweich, D. Liquid dispersion in large diameter bubble columns, with and without internals. Can. J. Chem. Eng. 2003, 81, 360–366. [Google Scholar] [CrossRef]
- Agahzamin, S.; Pakzad, L. CFD investigation of the gas dispersion and liquid mixing in bubble columns with dense vertical internals. Chem. Eng. Sci. 2019, 203, 425–438. [Google Scholar] [CrossRef]
- Belfares, L.; Cassanello, M.; Grandjean, B.P.; Larachi, F.ç. Liquid back-mixing in packed-bubble column reactors: A state-of-the-art correlation. Catal. Today 2001, 64, 321–332. [Google Scholar] [CrossRef]
- Eissa, S.H.; Schügerl, K. Holdup and backmixing investigations in cocurrent and countercurrent bubble columns. Chem. Eng. Sci. 1975, 30, 1251–1256. [Google Scholar] [CrossRef]
- Abdulrazzaq, B.S. Gas holdup and axial liquid dispersion in three phase bubble columns. J. Eng. Sustain. Dev. 2015, 19, 132–146. [Google Scholar]
- Forret, A.; Schweitzer, J.M.; Gauthier, T.; Krishna, R.; Schweich, D. Scale up of slurry bubble reactors. Oil Gas Sci. Technol. 2006, 61, 443–458. [Google Scholar] [CrossRef]
- Kelkar, B.G.; Shah, Y.T.; Carr, N.L. Hydrodynamics and axial mixing in a three-phase bubble column. Effects of slurry properties. Ind. Eng. Chem. Process Des. Dev. 1984, 23, 308–313. [Google Scholar] [CrossRef]
- Prakash, R.; Majumder, S.K.; Singh, A. Dispersion characteristics in a counter-current microstructured slurry bubble column and its analysis based on the turbulence and circulation. Ind. Eng. Chem. Res. 2020, 59, 8093–8111. [Google Scholar] [CrossRef]
- Ityokumbul, M.T.; Kosaric, N.; Bulani, W. Effect of fine solids and frother on gas hold-up and liquid mixing in a flotation column. Miner. Eng. 1995, 8, 1369–1380. [Google Scholar] [CrossRef]
- Rubio, F.C.; Mirón, A.S.; García, M.-C.C.; Camacho, F.G.; Grima, E.M.; Chisti, Y. Mixing in bubble columns: A new approach for characterizing dispersion coefficients. Chem. Eng. Sci. 2004, 59, 4369–4376. [Google Scholar] [CrossRef]
- Nedeltchev, S.; Ookawara, S.; Ogawa, K. A fundamental approach to bubble column scale-up based on quality of mixedness. J. Chem. Eng. Jpn. 1999, 32, 431–439. [Google Scholar] [CrossRef]
- Li, W.-L.; Zhong, W.-Q.; Jin, B.-S.; Xiao, R.; He, T.-T. Flow regime identification in a three-phase bubble column based on statistical, Hurst, Hilbert–Huang transform and Shannon entropy analysis. Chem. Eng. Sci. 2013, 102, 474–485. [Google Scholar] [CrossRef]
- Zhang, X.; Guo, K.; Qi, W.; Zhang, T.; Liu, C. Gas holdup, bubble behaviour, and mass transfer characteristics in a two-stage internal loop airlift reactor with different screens. Can. J. Chem. Eng. 2017, 95, 1202–1212. [Google Scholar] [CrossRef]
- Prakash, R.; Bhattacharyya, A.; Majumder, S.K. Experimental investigation and its analysis of gas holdup in a three-phase counter-current microstructured bubble column. J. Dispers. Sci. Technol. 2022, 43, 243–258. [Google Scholar] [CrossRef]
- Fan, L.S.; Tsuchiya, K. Bubble Wake Dynamics in Liquid and Liquid-Solid Suspensions, Butter-Worth-Heinemann Series in Chemical Engineering; Elsevier: Amsterdam, The Netherlands, 1990. [Google Scholar]
- Clift, R.; Grace, J.R.; Weber, M.E. Bubbles, Drops and Particles; Academic Press: New York, NY, USA, 1978. [Google Scholar]
- Nedeltchev, S.; Jordan, U.; Schumpe, A. A new correction factor for theoretical prediction of mass transfer coefficients in bubble columns. J. Chem. Eng. Jpn. 2006, 39, 1237–1242. [Google Scholar] [CrossRef]
- Majumder, S.K. Hydrodynamics and Mass Transfer in Downflow Slurry Bubble Columns; CRC Press: Waretown, NJ, USA, 2019. [Google Scholar]




Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Prakash, R.; Majumder, S.K.; Lee, J.; Nedeltchev, S. Quality of Mixedness Using Information Entropy in a Counter-Current Three-Phase Bubble Column. Processes 2024, 12, 281. https://doi.org/10.3390/pr12020281
Prakash R, Majumder SK, Lee J, Nedeltchev S. Quality of Mixedness Using Information Entropy in a Counter-Current Three-Phase Bubble Column. Processes. 2024; 12(2):281. https://doi.org/10.3390/pr12020281
Chicago/Turabian StylePrakash, Ritesh, Subrata Kumar Majumder, Jinkee Lee, and Stoyan Nedeltchev. 2024. "Quality of Mixedness Using Information Entropy in a Counter-Current Three-Phase Bubble Column" Processes 12, no. 2: 281. https://doi.org/10.3390/pr12020281
APA StylePrakash, R., Majumder, S. K., Lee, J., & Nedeltchev, S. (2024). Quality of Mixedness Using Information Entropy in a Counter-Current Three-Phase Bubble Column. Processes, 12(2), 281. https://doi.org/10.3390/pr12020281