
Fuzzy Fault Tree Analysis and Safety Countermeasures for Coal Mine Ground Gas Transportation System

Abstract
:1. Introduction
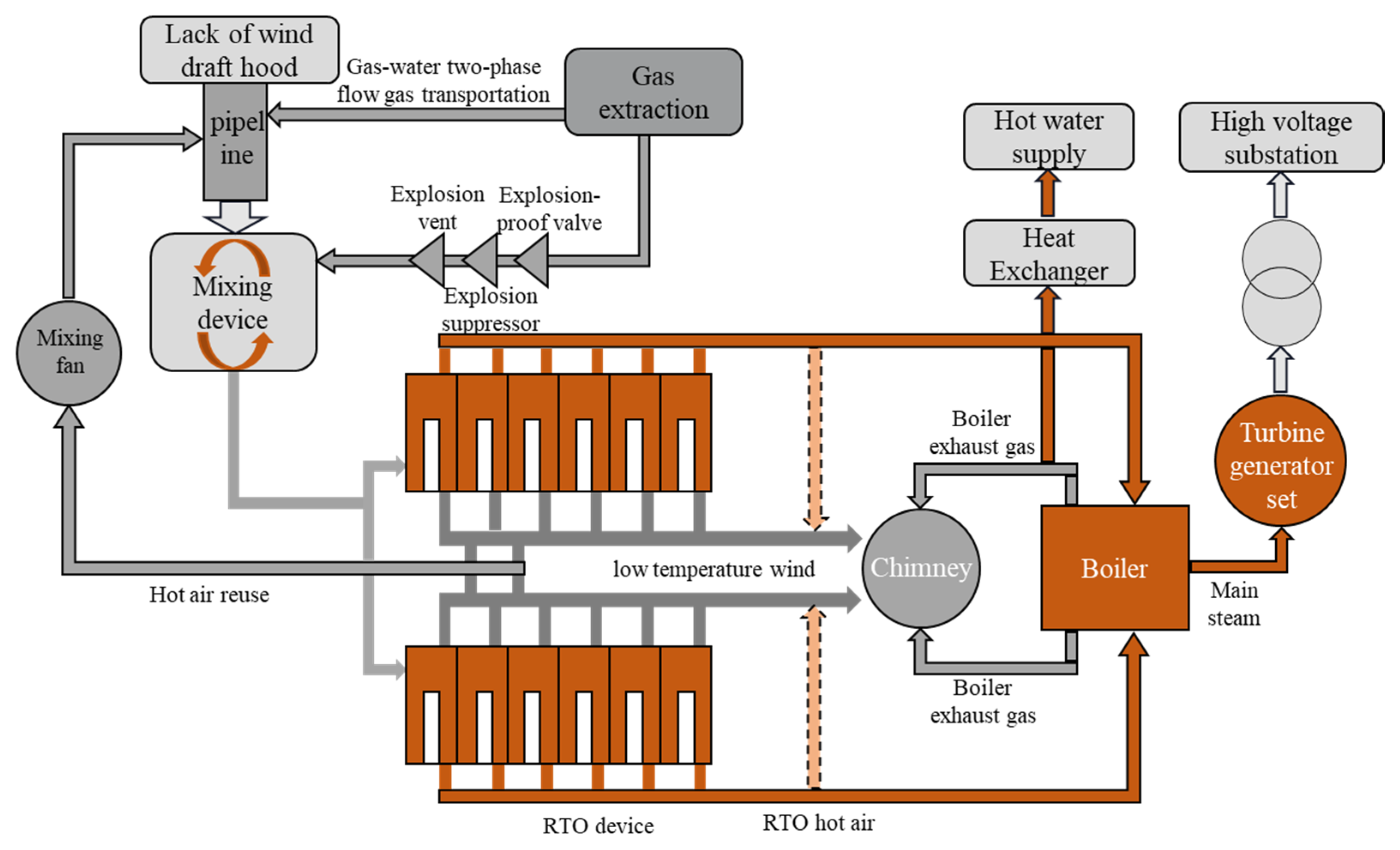
2. Gas Transportation System and Safety Incidents
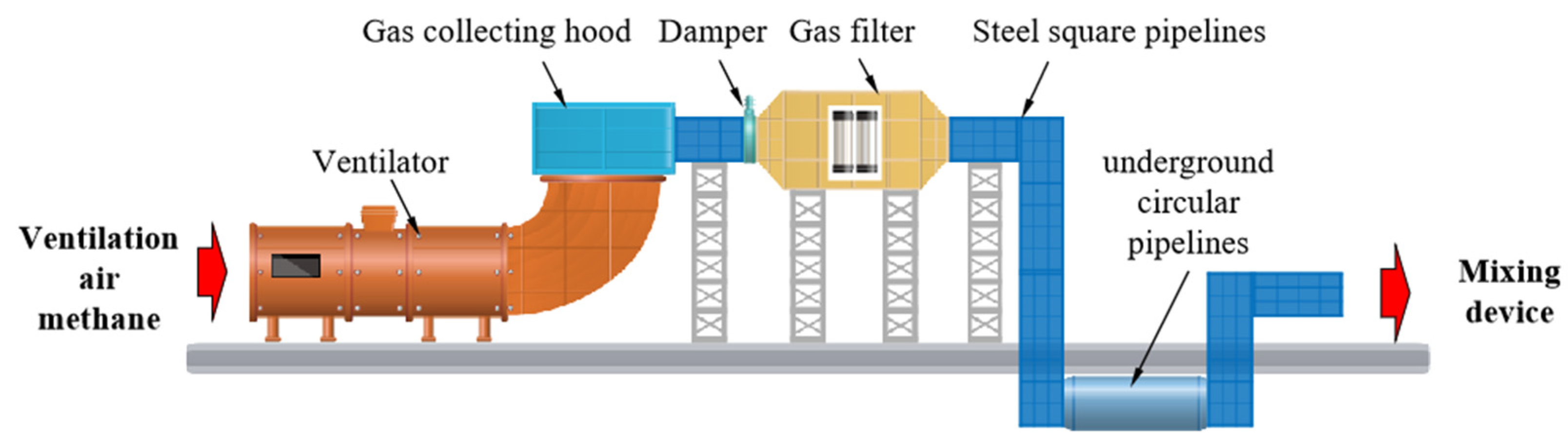
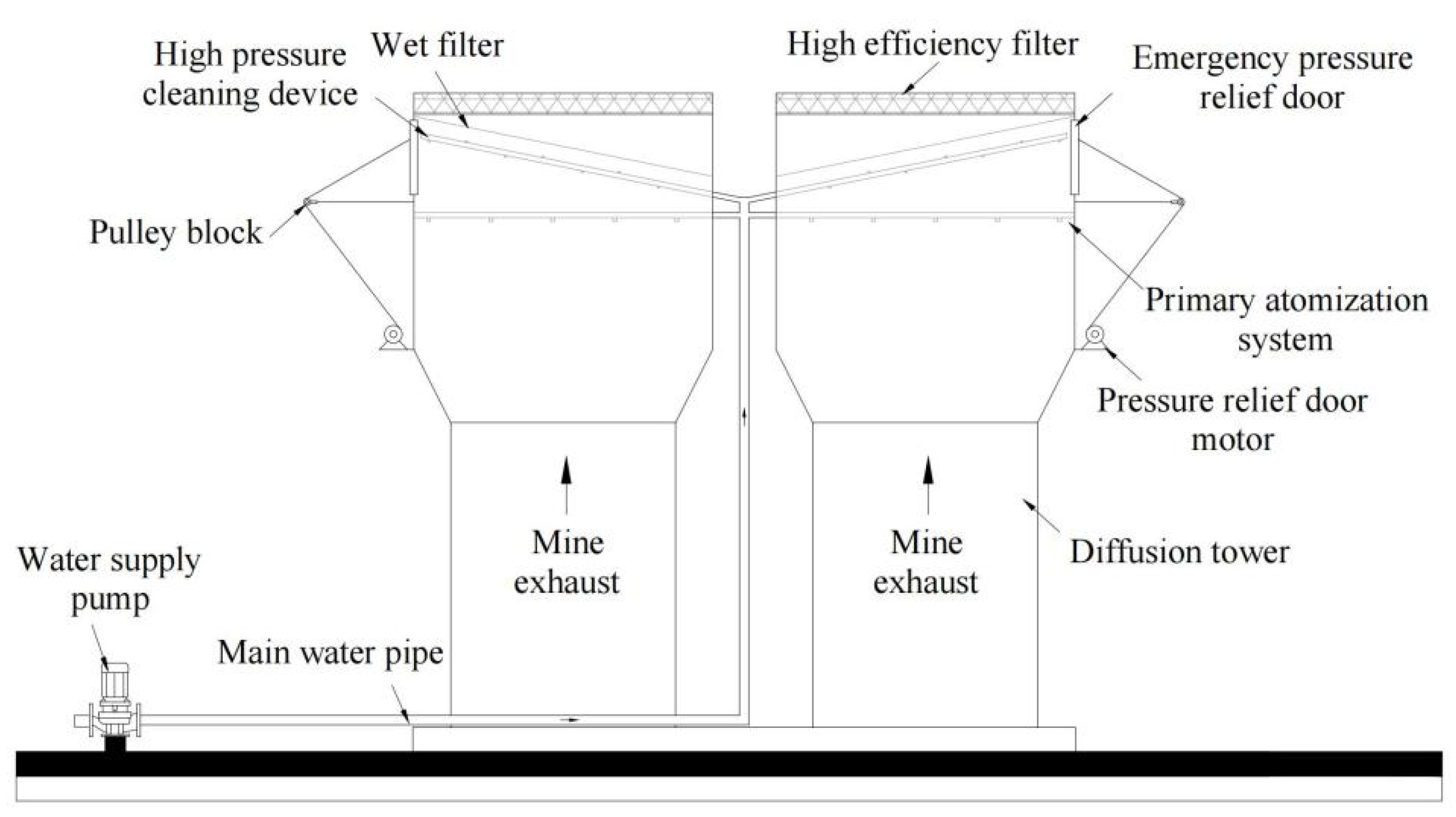
2.1. Exhaust Ventilation System
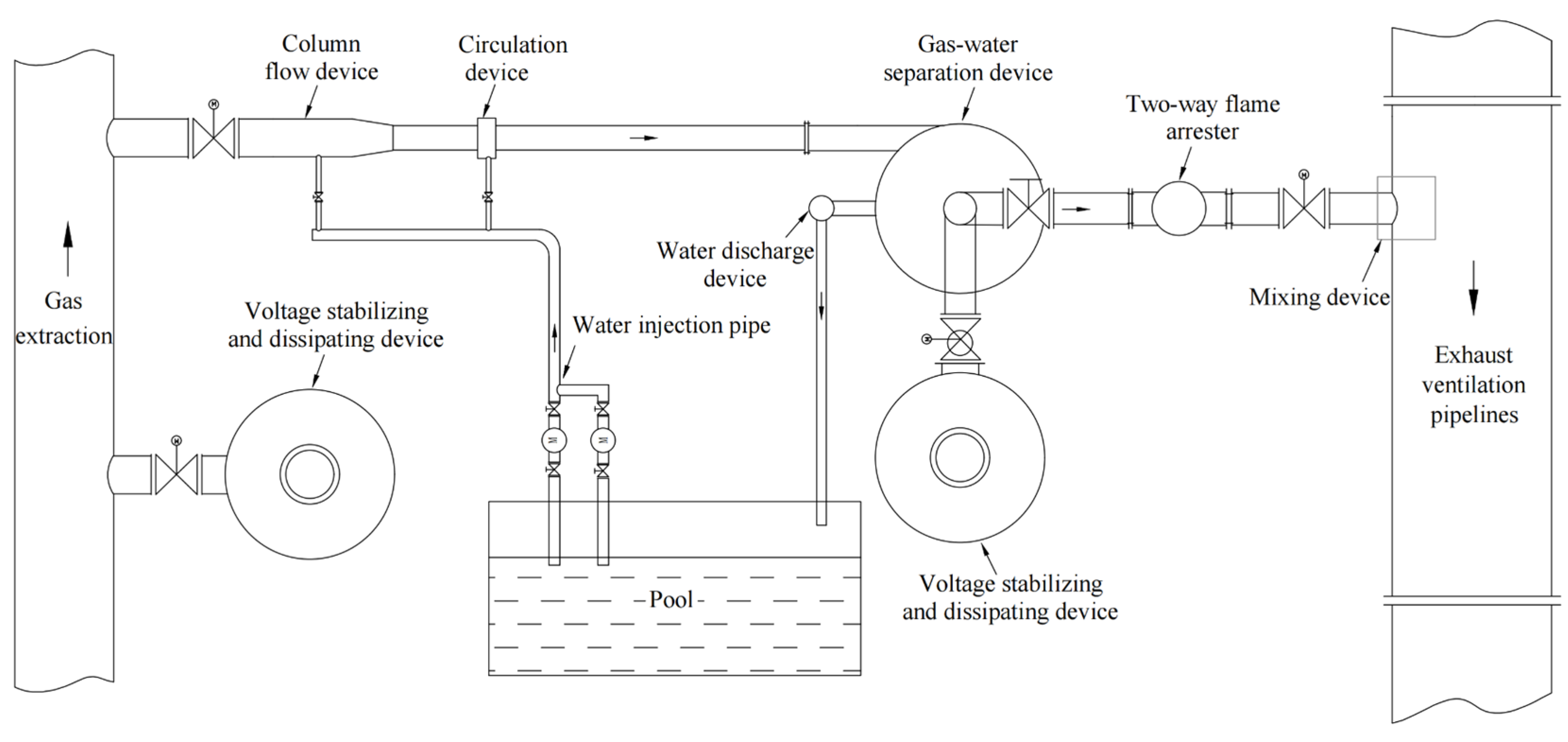
2.2. Gas Transportation and Mixing System
2.2.1. Gas–Water Two-Phase Flow Gas Transportation System
2.2.2. Dry Explosion-Proof and Explosion-Venting Gas Transportation System
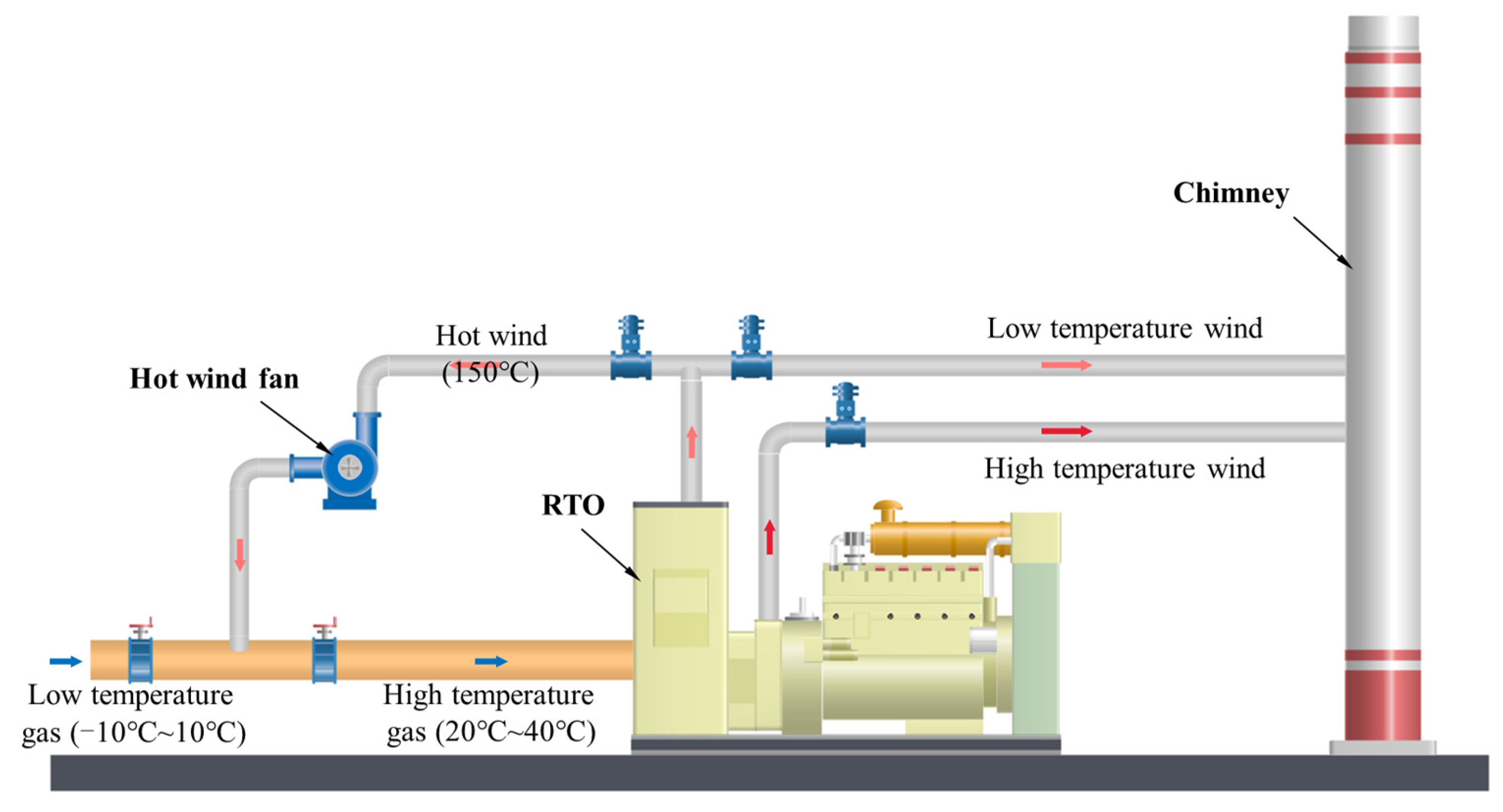
2.3. Gas Regenerative Oxidation Power Generation System
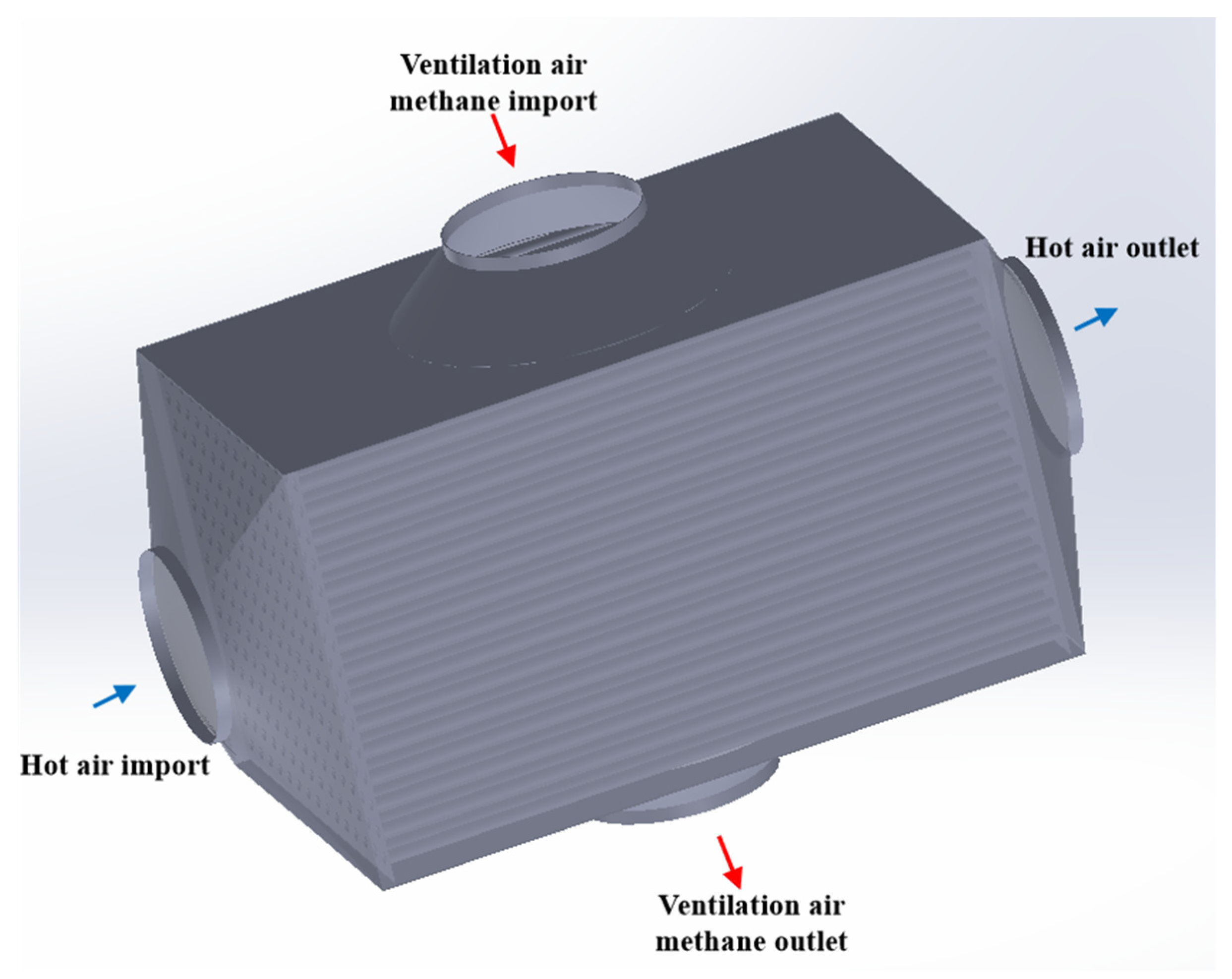
2.4. Hot Air Recycling System
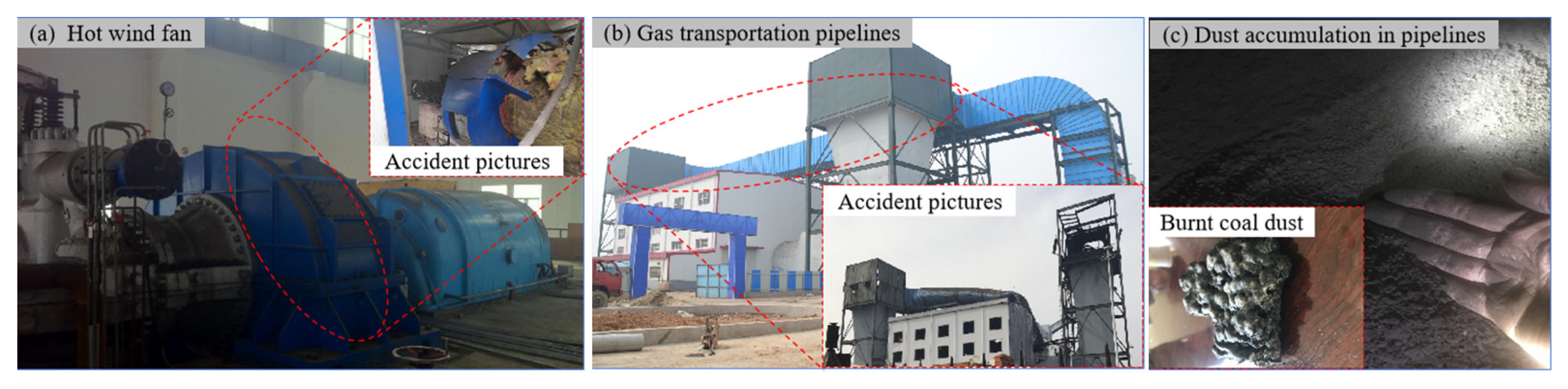
2.5. Gas and Coal Dust Explosion Accident on Pipeline
- (1)
- The direct causes were as follows:
- (2)
- The indirect causes included the following:
- (1)
- Deficiencies in the safety protection facilities of the hot air recycling system and inadequate coordination with other systems.
- (2)
- The exhaust air delivery system transported gas with a high dust content. A prolonged absence of cleaning led to coal dust accumulation within the pipeline, becoming a source of the explosion.
- (3)
- Irregular operational and maintenance procedures for the hot air recycling system, unclear guidelines for system start–stop operations, and a lack of explicit instructions for maintenance tasks and schedules resulted in equipment being in an unhealthy state.
- (4)
- Inadequate safety training and education led to insufficient safety awareness among operators. Enhancement of job-specific skills and a more timely recognition of the unhealthy state of the systems and equipment were required.
3. Accidents Analysis on Pipeline Gas and Coal Dust Explosions
3.1. Identification of Hazardous Factors
3.1.1. Gas Transportation Pipelines and Supporting Facilities
- (1)
- Gas pipeline malfunction
- (2)
- Dry explosion-proof and explosion-venting device malfunction
- (3)
- Water sealing of fire barrier and explosion-venting device malfunction
- (4)
- Gas–water two-phase flow transportation system malfunction
3.1.2. Hot Air Recycling System
- (1)
- High-temperature hot air recycling malfunction
- (2)
- Hot air fan malfunction
3.1.3. Gas and Mixing System
- (1)
- One-mixing device
- (2)
- Dynamic continuous mixing device
3.1.4. Low-Concentration Mixed Gas Transportation Pipelines and Supporting Facilities
3.2. Fault Tree of Gas and Coal Dust Explosion in the Pipeline
3.3. Fuzzy Fault Tree Analysis
3.3.1. Fuzzy Risk Assessment of the Basic Events in Fault Tree
- (1)
- The degree of agreement between each pair of experts for each opinion is calculated as follows:
- (2)
- AA(Ei) can be calculated as follows:
- (3)
- RA(Ei) can be obtained as follows:
- (4)
- C(Ei) can be estimated as follows:
- (5)
- Finally, the summary results of RAG judged by experts are as follows:
3.3.2. Minimum Cut Set and Minimum Path Set
- (1)
- Fault tree structure function is as follows:
- (2)
- Success tree structure function is as follows:
3.3.3. Importance Degree
- (1)
- Analysis on the structure importance degree
- (2)
- Analysis on probability importance degree
3.3.4. Result Analysis
4. Risk Prevention Measures
4.1. Safety Measures of Gas Transportation Pipelines
- (1)
- Ensure the safety of gas pipelines
- (1)
- Safety facilities such as fire arresters, explosion suppressors, explosion barriers, and backflow preventers on pipelines should be installed to reduce the extent of accidents.
- (2)
- Lightning rod and anti-static grounding wires on pipelines should be installed to prevent ignition sources.
- (3)
- Pipelines and auxiliary equipment should be electroplated or painted to prevent gas leakage due to rust and corrosion.
- (4)
- A 3‰ flow slope should be reversed during pipeline installation and drain valves in low-lying areas should be installed to prevent water accumulation.
- (5)
- Pipelines and auxiliary equipment should be insulated to prevent increased resistance or malfunctions of mechanical components such as valves due to pipeline icing.
- (6)
- Regular inspections and maintenance should be conducted by technical personnel.
- (2)
- Ensure operation of the dry explosion-proof and explosion-venting device
- (1)
- Flame sensors, automatic powder sprayers, and other electrical equipment are required for mine explosion protection.
- (2)
- Control hosts, sensors, etc., are required to maintain stable power supply.
- (3)
- Non-specialized personnel are forbidden to dismantle equipment and modify the electrical parameters and settings of the control system.
- (4)
- Technical personnel should be arranged to regularly clean the sensitive surface of flame sensors, ensuring proper operation.
- (3)
- Ensure the operation of water sealing of fire barrier and explosion-venting device
- (1)
- Liquid level sensors, electric control valves, controllers, etc., are required for mine explosion protection.
- (2)
- A stable water source with sufficient flow and pressure should be selected to ensure stable water supply for the water sealing of the fire barrier and explosion-venting device.
- (3)
- The water level in water pools and water seal devices should be regularly inspected.
- (4)
- Mechanical equipment transmission parts should be regularly lubricated.
4.2. Safety Measures of Hot Air Recycling
4.3. Safety Measures of the Dust Removal in the Exhaust Pipeline
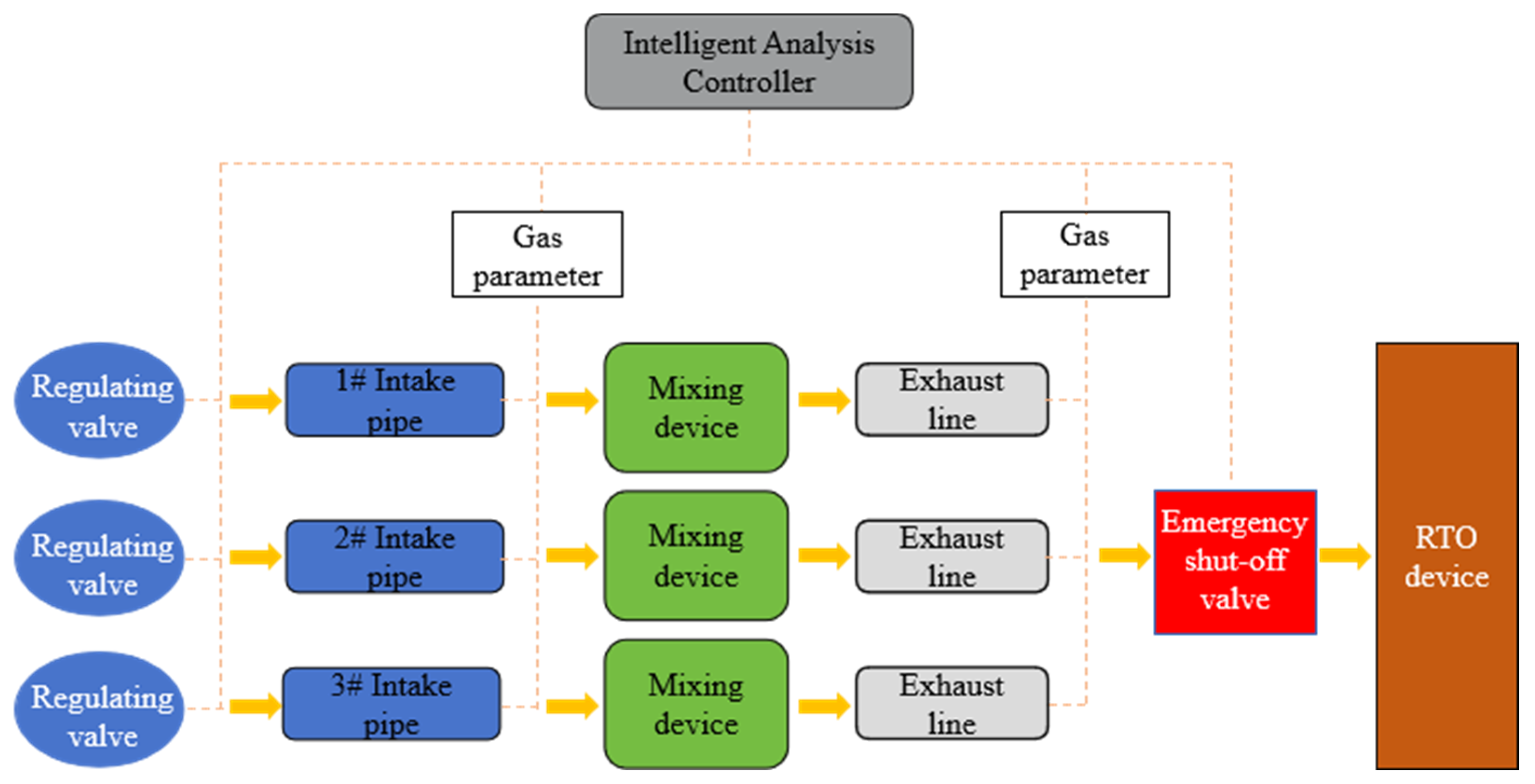
4.4. Safety Measures of Gas Mixing
4.5. Optimized System Security Assessment
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, X.; Zhou, F.; Ling, Y.; Xiao, Y.; Ma, B.; Ma, X.; Yu, S.; Liu, H.; Wei, K.; Kang, J. Overview and outlook on utilization technologies of low-concentration coal mine methane. Energy Fuels 2021, 35, 15398–15423. [Google Scholar] [CrossRef]
- Li, Q.; Lin, B.; Yuan, D.; Chen, G. Demonstration and its validation for ventilation air methane (VAM) thermal oxidation and energy recovery project. Appl. Therm. Eng. 2015, 90, 75–85. [Google Scholar] [CrossRef]
- Yin, F.; Nie, B.; Wu, J.; Yang, Y.; Wei, Y.; Zhu, T. Combustion Characteristics of Ventilation Air Methane Blending with Dimethyl Ether in a Thermal Reverse Flow Reactor. Energy Fuels 2022, 37, 547–559. [Google Scholar] [CrossRef]
- Gosiewski, K.; Pawlaczyk, A.; Jaschik, M. Energy recovery from ventilation air methane via reverse-flow reactors. Energy 2015, 92, 13–23. [Google Scholar] [CrossRef]
- Zhang, G.; Li, Q.; Liu, X.; Lin, B.; Li, D. Investigations on the mitigation of ventilation air methane and energy recovery in site trial thermal flow-reversal reactor. Chem. Eng. Process. Process Intensif. 2022, 170, 108703. [Google Scholar] [CrossRef]
- Lan, B.; Li, Y.-R.; Zhao, X.-S.; Kang, J.-D. Industrial-scale experimental study on the thermal oxidation of ventilation air methane and the heat recovery in a multibed thermal flow-reversal reactor. Energies 2018, 11, 1578. [Google Scholar] [CrossRef]
- Su, S.; Beath, A.; Guo, H.; Mallett, C. An assessment of mine methane mitigation and utilisation technologies. Prog. Energy Combust. Sci. 2005, 31, 123–170. [Google Scholar] [CrossRef]
- Li, A.; Si, J.; Zhou, X. Experimental research on rapid fire zone sealing and explosion venting characteristics of an explosion venting door using a large-diameter explosion pipeline. ACS Omega 2021, 6, 27536–27545. [Google Scholar] [CrossRef]
- Wang, F. Study on the Transport Characteristics of Water Mist and the Mechanism of Explosion Suppression in Gas Pipeline. Ph.D. Thesis, Henan Polytechnic University, Jiaozuo, China, 2018. [Google Scholar]
- Yang, L.; Chen, M.; Fan, W. Human factors analysis of a fatal gas explosion on June 13, 2021 in Shiyan City, China. Process Saf. Prog. 2021, 1–13. [Google Scholar] [CrossRef]
- Hou, J.; Gai, W.-M.; Cheng, W.-Y.; Deng, Y.-F. Hazardous chemical leakage accidents and emergency evacuation response from 2009 to 2018 in China: A review. Saf. Sci. 2021, 135, 105101. [Google Scholar] [CrossRef]
- Shao, H.; Duan, G. Risk quantitative calculation and ALOHA simulation on the leakage accident of natural gas power plant. Procedia Eng. 2012, 45, 352–359. [Google Scholar] [CrossRef]
- Metropolo, P.L.; Brown, A.E.P. Natural gas pipeline accident consequence analysis. Process Saf. Prog. 2004, 23, 307–310. [Google Scholar] [CrossRef]
- Uspuras, E.; Rimkevicius, S.; Povilaitis, M.; Iesmantas, T. Hazard analysis and consequences assessment of gas pipeline rupture and natural gas explosion. WIT Trans. Ecol. Environ. 2011, 148, 495–504. [Google Scholar]
- Cai, J.; Wu, J.; Yuan, S.; Liu, Z.; Kong, D. Numerical analysis of multi-factors effects on the leakage and gas diffusion of gas drainage pipeline in underground coal mines. Process Saf. Environ. Prot. 2021, 151, 166–181. [Google Scholar] [CrossRef]
- Huang, Z.; Liu, Z.; Chen, S.; Zhang, Y.; Zhang, Y. Numerical simulation and study on the transmission law of flame and pressure wave of pipeline gas explosion. Saf. Sci. 2012, 50, 806–810. [Google Scholar] [CrossRef]
- Zhao, Z.; Jia, Z.; Luo, H. Characteristics of gas explosion flow fields in complex pipelines. Int. J. Min. Sci. Technol. 2015, 25, 157–164. [Google Scholar] [CrossRef]
- Zhou, J.; Lin, H.; Li, S.; Jin, H.; Zhao, B.; Liu, S. Leakage diagnosis and localization of the gas extraction pipeline based on SA-PSO BP neural network. Reliab. Eng. Syst. Saf. 2023, 232, 109051. [Google Scholar] [CrossRef]
- Lam, C.; Zhou, W. Statistical analyses of incidents on onshore gas transmission pipelines based on PHMSA database. Int. J. Press. Vessel. Pip. 2016, 145, 29–40. [Google Scholar] [CrossRef]
- Xiao, R.; Zayed, T.; Meguid, M.A.; Sushama, L. Understanding the factors and consequences of pipeline incidents: An analysis of gas transmission pipelines in the US. Eng. Fail. Anal. 2023, 152, 107498. [Google Scholar] [CrossRef]
- Dong, Y.; Yu, D. Estimation of failure probability of oil and gas transmission pipelines by fuzzy fault tree analysis. J. Loss Prev. Process Ind. 2004, 18, 83–88. [Google Scholar] [CrossRef]
- Lin, S.; Liu, Z.; Wang, Z.; Qian, J.; Gu, Z. Flame characteristics in a coal dust explosion induced by a methane explosion in a horizontal pipeline. Combust. Sci. Technol. 2015, 194, 622–635. [Google Scholar] [CrossRef]
- Zhang, L.; Yang, Q.; Shi, B.; Niu, Y. Influences of a pipeline’s bending angle on the propagation law of coal dust explosion induced by gas explosion. Combust. Sci. Technol. 2019, 193, 798–811. [Google Scholar] [CrossRef]
- Single, J.I.; Schmidt, J.; Denecke, J. State of research on the automation of HAZOP studies. J. Loss Prev. Process Ind. 2019, 62, 103952. [Google Scholar] [CrossRef]
- Hatefi, M.A.; Balilehvand, H.R. Risk assessment of oil and gas drilling operation: An empirical case using a hybrid GROC-VIMUN-modified FMEA method. Process Saf. Environ. Prot. 2023, 170, 392–402. [Google Scholar] [CrossRef]
- Ignac-Nowicka, J. Application of the FTA and ETA method for gas hazard identification for the performance of safety systems in the industrial department. Manag. Syst. Prod. Eng. 2018, 26, 23–26. [Google Scholar] [CrossRef]
- He, R.; Zhu, J.; Chen, G.; Tian, Z. A real-time probabilistic risk assessment method for the petrochemical industry based on data monitoring. Reliab. Eng. Syst. Saf. 2022, 226, 108700. [Google Scholar] [CrossRef]
- Li, Y.; Yang, S.; Jiang, J. Application of fault tree analysis for safety evaluation about coal dust explosion in coal mine. Man–Mach.–Environ. Syst. Eng. 2018, 456, 655–661. [Google Scholar] [CrossRef]
- Giraud, L.; Galy, B. Fault tree analysis and risk mitigation strategies for mine hoists. Saf. Sci. 2018, 110, 222–234. [Google Scholar] [CrossRef]
- Shi, S.; Jiang, B.; Meng, X.; Yang, L. Fuzzy fault tree analysis for gas explosion of coal mining and heading faces in underground coal mines. Adv. Mech. Eng. 2018, 10, 1687814018792318. [Google Scholar] [CrossRef]
- Ruijters, E.; Stoelinga, M. Fault tree analysis: A survey of the state-of-the-art in modeling, analysis and tools. Comput. Sci. Rev. 2015, 15, 29–62. [Google Scholar] [CrossRef]
- Zhu, C.; Tang, S.; Li, Z.; Fang, X. Dynamic study of critical factors of explosion accident in laboratory based on FTA. Saf. Sci. 2020, 130, 104877. [Google Scholar] [CrossRef]
- Zermane, A.; Tohir, M.Z.M.; Baharudin, M.R.; Yusoff, H.M. Risk assessment of fatal accidents due to work at heights activities using fault tree analysis: Case study in Malaysia. Saf. Sci. 2022, 151, 105724. [Google Scholar] [CrossRef]
- Tunçel, A.L.; Beşikçi, E.B.; Akyuz, E.; Arslan, O. Safety analysis of fire and explosion (F&E) accidents risk in bulk carrier ships under fuzzy fault tree approach. Saf. Sci. 2022, 158, 105972. [Google Scholar] [CrossRef]
- Lavasani, S.M.; Ramzali, N.; Sabzalipour, F.; Akyuz, E. Utilisation of Fuzzy Fault Tree Analysis (FFTA) for quantified risk analysis of leakage in abandoned oil and natural-gas wells. Ocean Eng. 2015, 108, 729–737. [Google Scholar] [CrossRef]
- Renjith, V.R.; Madhu, G.; Nayagam, V.L.G.; Bhasi, A.B. Two-dimensional fuzzy fault tree analysis for chlorine release from a chlor-alkali industry using expert elicitation. J. Hazard. Mater. 2010, 183, 103–110. [Google Scholar] [CrossRef]
- Zhang, Q. Application of Multi-gas Mixing Technology in Thermal Storage Oxidation and Power Generation of Low Concentration Gas in Gaohe Coal Mine. Min. Saf. Environ. Prot. 2018, 45, 51–54. (In Chinese) [Google Scholar]
- Lin, X. Structure and Principle of Low Concentrations Gas Pipe Transportation Safety Equipment. Coal Technol. 2012, 31, 10–12. (In Chinese) [Google Scholar]
- Zhu, H.; Lu, C.; Meng, Q.; Chen, S. Influence of elastic barrier on explosion propagation and explosion prevention in a duct. Energy Sources Part A Recovery Util. Environ. Eff. 2021, 1–14. [Google Scholar] [CrossRef]
- Zeqiri, K.; Hetemi, M.; Uka, U.; Ibishi, G.; Mijalkovski, S. Analysis of near-miss incidents (NMI) reporting in mining operations. Min. Miner. Depos. 2022, 16, 25–30. [Google Scholar] [CrossRef]
- Musasa, T.; Jerie, S. Challenges of near miss incidents reporting at a mine in the Midlands Province of Zimbabwe. East. Afr. Soc. Sci. Res. Rev. 2020, 36, 95–114. [Google Scholar] [CrossRef]
- Badida, P.; Balasubramaniam, Y.; Jayaprakash, J. Risk evaluation of oil and natural gas pipelines due to natural hazards using fuzzy fault tree analysis. J. Nat. Gas Sci. Eng. 2019, 66, 284–292. [Google Scholar] [CrossRef]

 represents “or”;
represents “or”;  represents “and”).
represents “or”; represents “and”).
represents “and”).
represents “or”; represents “and”).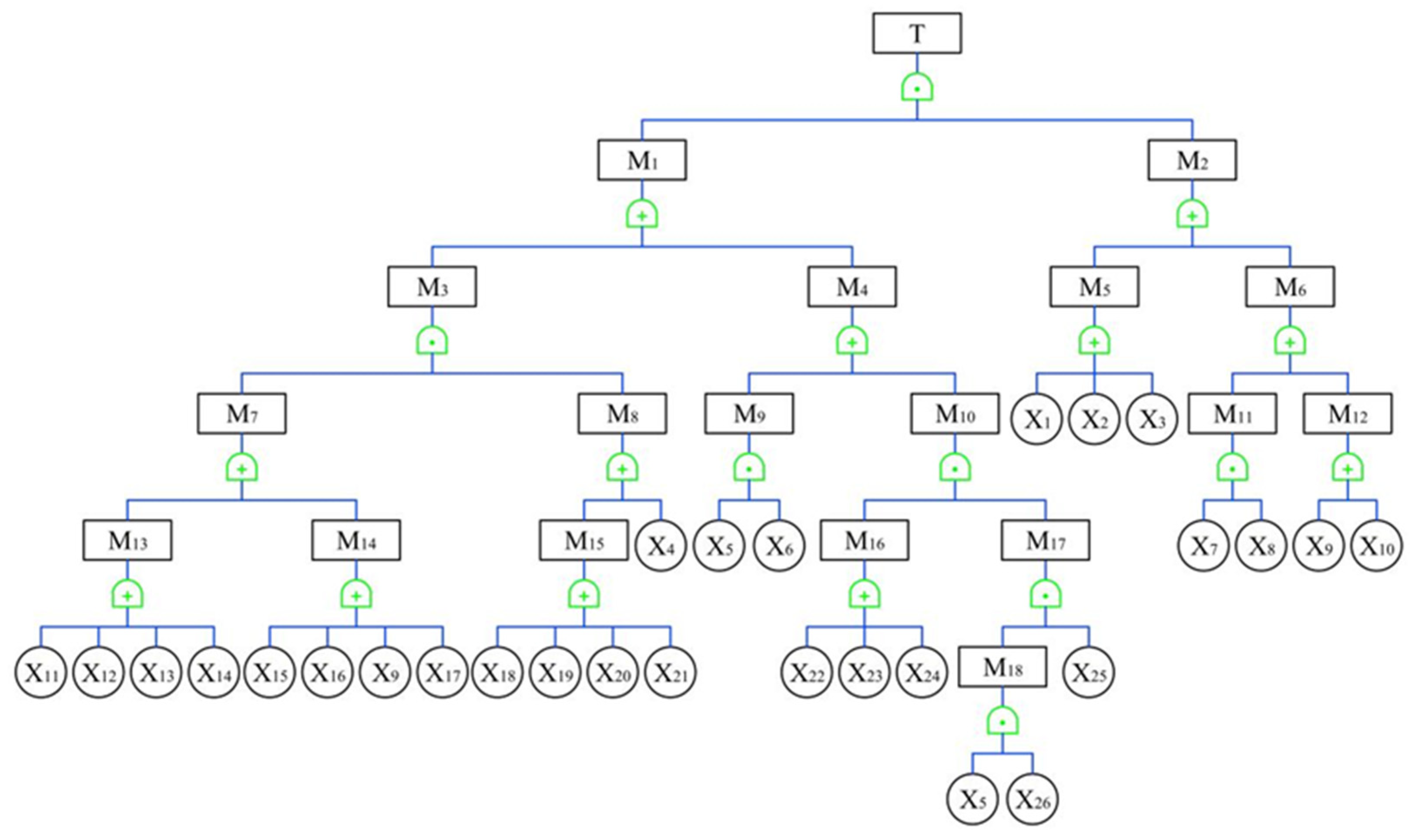

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Symbol | Definition | Symbol | Definition |
|---|---|---|---|
| T | Gas and coal dust explosion | X5 | No wellhead dust removal measures |
| M1 | Gas or coal dust within explosive concentration range | X6 | Increased dust content of wellhead exhaust air |
| M2 | Ignition source | X7 | High- and low-temperature wind isolation failure in RTO |
| M3 | Gas concentration within explosive range | X8 | Abnormal operation of RTO |
| M4 | Coal dust concentration within explosive range | X9 | Malfunction in draught fan |
| M5 | Pipeline fire source | X10 | Anti-reverse flow locking device failure in RTO |
| M6 | Airflow ignition source | X11 | Increased concentration of gas extraction at Baocun |
| M7 | Abnormal gas source | X12 | Increased flow of gas extraction at Baocun |
| M8 | Uneven mixing | X13 | Increased concentration of gas extraction at Gaohe |
| M9 | Increased concentration of coal dust in the inlet air | X14 | Increased flow of gas extraction at Gaohe |
| M10 | Dust dispersion | X15 | Malfunction in mine ventilator |
| M11 | Increased temperature of hot air recycling | X16 | Pipeline leakage |
| M12 | Gas flow reversal in hot air recycling pipelines | X17 | Pipeline plug |
| M13 | Abnormal gas extraction source | X18 | Abnormal power supply of controller |
| M14 | Decreasing air flow of mine ventilation | X19 | Damaged controller |
| M15 | Malfunction in gas-mixing device | X20 | Inaccurate instrument |
| M16 | Airflow disturbance | X21 | Abnormal valve switch |
| M17 | Dust accumulation | X22 | Pipeline violent vibration |
| M18 | Dust in gas source | X23 | Violent airflow fluctuation |
| X1 | Electric spark | X24 | No regular dust removal |
| X2 | Lightning sparks | X25 | in pipelines |
| X3 | Impact sparks | X26 | Dust in wellhead exhaust |
| X4 | Unqualified gas-mixing device |
| Structure | Rank | Score |
|---|---|---|
| Title | Senior engineer | 5 |
| Associate senior engineer | 4 | |
| Intermediate engineer | 3 | |
| Junior engineer | 2 | |
| Technician | 1 | |
| Working time | ≥30 years | 5 |
| 20–29 years | 4 | |
| 10–19 years | 3 | |
| 5–9 years | 2 | |
| <5 years | 1 | |
| Education | Doctor | 5 |
| Master | 4 | |
| Bachelor | 3 | |
| High school | 2 | |
| Middle school | 1 |
| Expert Number | Title | Working Time (Year) | Education | Weighting Factors | Weighted Score |
|---|---|---|---|---|---|
| 1 | Associate senior engineer | 5–9 | Doctor | 4 + 2 + 5 = 11 | 11/54 = 0.204 |
| 2 | Associate senior engineer | 5–9 | Master | 4 + 2 + 5 = 10 | 10/54 = 0.185 |
| 3 | Intermediate engineer | <5 | Master | 3 + 1 + 3 = 7 | 7/54 = 0.13 |
| 4 | Senior engineer | 20–29 | Doctor | 5 + 4 + 5 = 14 | 14/54 = 0.259 |
| 5 | Associate senior engineer | 10–19 | Doctor | 4 + 3 + 5 = 12 | 12/54 = 0.222 |
| Basic Event | Expert 1 | Expert 2 | Expert 3 | Expert 4 | Expert 5 |
|---|---|---|---|---|---|
| X1 | VL | ML | ML | M | L |
| X2 | VL | M | L | VL | VL |
| X3 | ML | M | VL | VL | L |
| X4 | L | L | ML | L | ML |
| X5 | M | VL | M | L | ML |
| X6 | M | VL | L | L | ML |
| X7 | VL | ML | L | VL | L |
| X8 | ML | L | VL | VL | ML |
| X9 | ML | ML | M | VL | M |
| X10 | L | VL | L | VL | L |
| X11 | ML | VL | ML | ML | M |
| X12 | ML | VL | M | ML | M |
| X13 | L | VL | L | ML | M |
| X14 | ML | VL | ML | ML | M |
| X15 | VL | L | M | VL | VL |
| X16 | ML | ML | ML | ML | L |
| X17 | L | ML | L | ML | L |
| X18 | ML | L | L | ML | L |
| X19 | L | ML | L | ML | L |
| X20 | ML | VL | ML | ML | M |
| X21 | M | ML | L | ML | L |
| X22 | ML | ML | M | ML | L |
| X23 | L | L | L | ML | L |
| X24 | M | M | M | ML | L |
| X25 | VL | L | ML | ML | L |
| X26 | M | VL | M | ML | L |
| Basic Event | Risk Degree | Basic Event | Risk Degree |
|---|---|---|---|
| X1 | 0.5014 | X14 | 0.4383 |
| X2 | 0.2918 | X15 | 0.2997 |
| X3 | 0.4039 | X16 | 0.6626 |
| X4 | 0.7833 | X17 | 0.7787 |
| X5 | 0.4459 | X18 | 0.7799 |
| X6 | 0.5593 | X19 | 0.7787 |
| X7 | 0.5166 | X20 | 0.4383 |
| X8 | 0.4636 | X21 | 0.6599 |
| X9 | 0.3792 | X22 | 0.6059 |
| X10 | 0.5740 | X23 | 0.8393 |
| X11 | 0.4383 | X24 | 0.4858 |
| X12 | 0.3816 | X25 | 0.6242 |
| X13 | 0.5544 | X26 | 0.4453 |
| Basic Event | Importance Degree | Sequence | Basic Event | Importance Degree | Sequence |
|---|---|---|---|---|---|
| X1 | 0.085295 | 2 | X14 | 0.003307 | 16 |
| X2 | 0.060048 | 5 | X15 | 0.002652 | 19 |
| X3 | 0.071342 | 4 | X16 | 0.005504 | 12 |
| X4 | 0.006197 | 9 | X17 | 0.008393 | 8 |
| X5 | 0.003113 | 17 | X18 | 0.006103 | 10 |
| X6 | 0.001497 | 21 | X19 | 0.006069 | 11 |
| X7 | 0.087986 | 1 | X20 | 0.002391 | 20 |
| X8 | 0.07929 | 3 | X21 | 0.003948 | 14 |
| X9 | 0.034273 | 6 | X22 | 0.000021 | 25 |
| X10 | 0.020664 | 7 | X23 | 0.000051 | 24 |
| X11 | 0.003307 | 15 | X24 | 0.000016 | 26 |
| X12 | 0.003004 | 18 | X25 | 0.000389 | 23 |
| X13 | 0.004168 | 13 | X26 | 0.000545 | 22 |
| Basic Event | Risk Degree | Basic Event | Risk Degree |
|---|---|---|---|
| X1 | 0.0198 | X14 | 0.4383 |
| X2 | 0.2918 | X15 | 0.2997 |
| X3 | 0.4039 | X16 | 0.0189 |
| X4 | 0.1002 | X17 | 0.1402 |
| X5 | 0.0198 | X18 | 0.3839 |
| X6 | 0.5593 | X19 | 0.3562 |
| X7 | 0.5166 | X20 | 0.1819 |
| X8 | 0.4636 | X21 | 0.4005 |
| X9 | 0.3792 | X22 | 0.6059 |
| X10 | 0.0198 | X23 | 0.8394 |
| X11 | 0.4383 | X24 | 0.0198 |
| X12 | 0.3816 | X25 | 0.0814 |
| X13 | 0.5544 | X26 | 0.4454 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, C.; Li, J.; Zhang, D. Fuzzy Fault Tree Analysis and Safety Countermeasures for Coal Mine Ground Gas Transportation System. Processes 2024, 12, 344. https://doi.org/10.3390/pr12020344
Liu C, Li J, Zhang D. Fuzzy Fault Tree Analysis and Safety Countermeasures for Coal Mine Ground Gas Transportation System. Processes. 2024; 12(2):344. https://doi.org/10.3390/pr12020344
Chicago/Turabian StyleLiu, Chun, Jinshi Li, and Di Zhang. 2024. "Fuzzy Fault Tree Analysis and Safety Countermeasures for Coal Mine Ground Gas Transportation System" Processes 12, no. 2: 344. https://doi.org/10.3390/pr12020344