
Approach to Chemical Process Transition Control via Regulatory Controllers with the Case of a Throughput Fluctuating Ethylene Column


Abstract
1. Introduction
2. Problem Description
3. Process Transition Strategy via Regulatory Controllers
3.1. Optimization Formulation
3.2. Optimality Comparison
4. Throughput-Fluctuating Ethylene Column
5. Results and Discussion
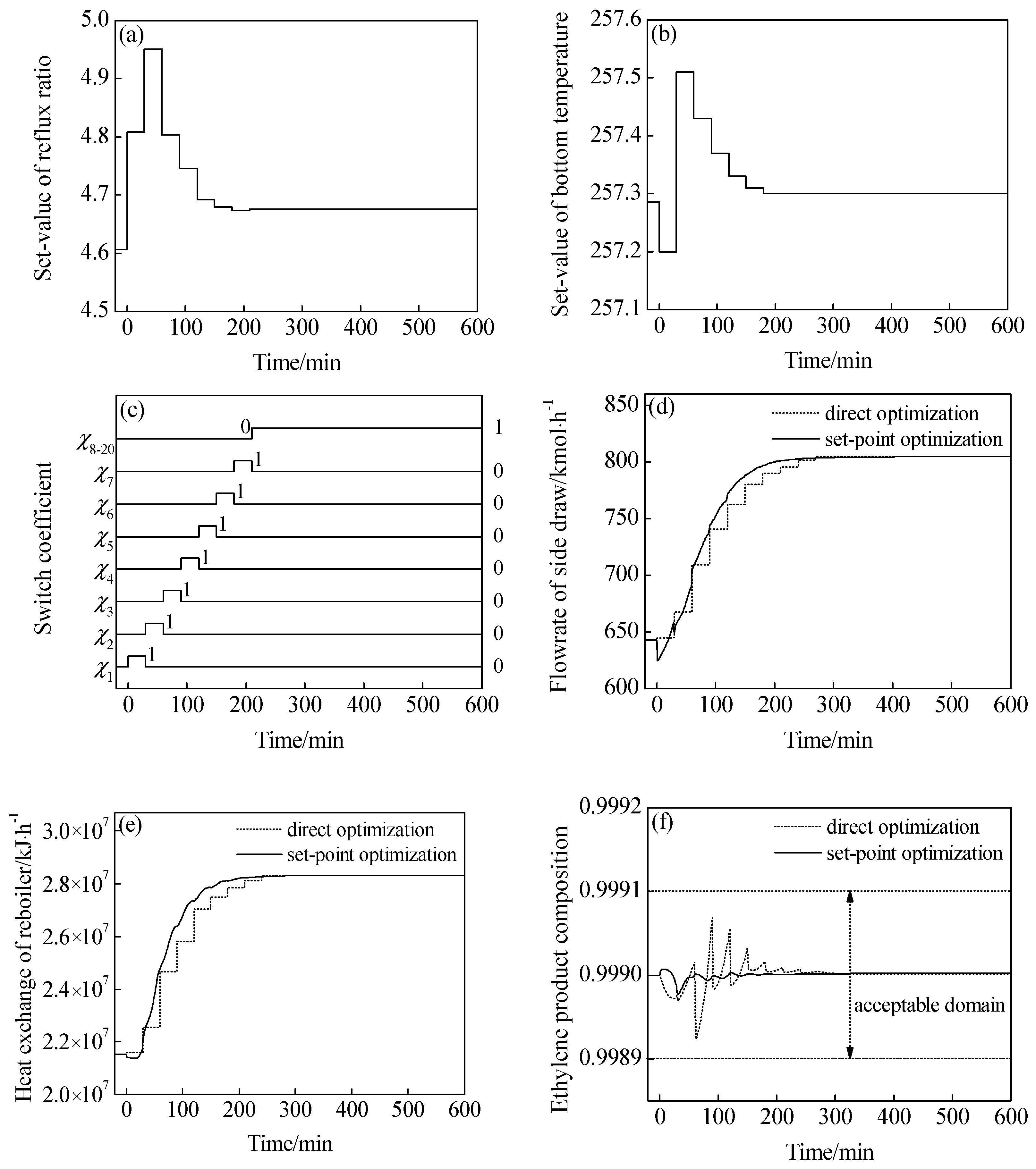
5.1. Process Transition Based on Set-Point Optimization
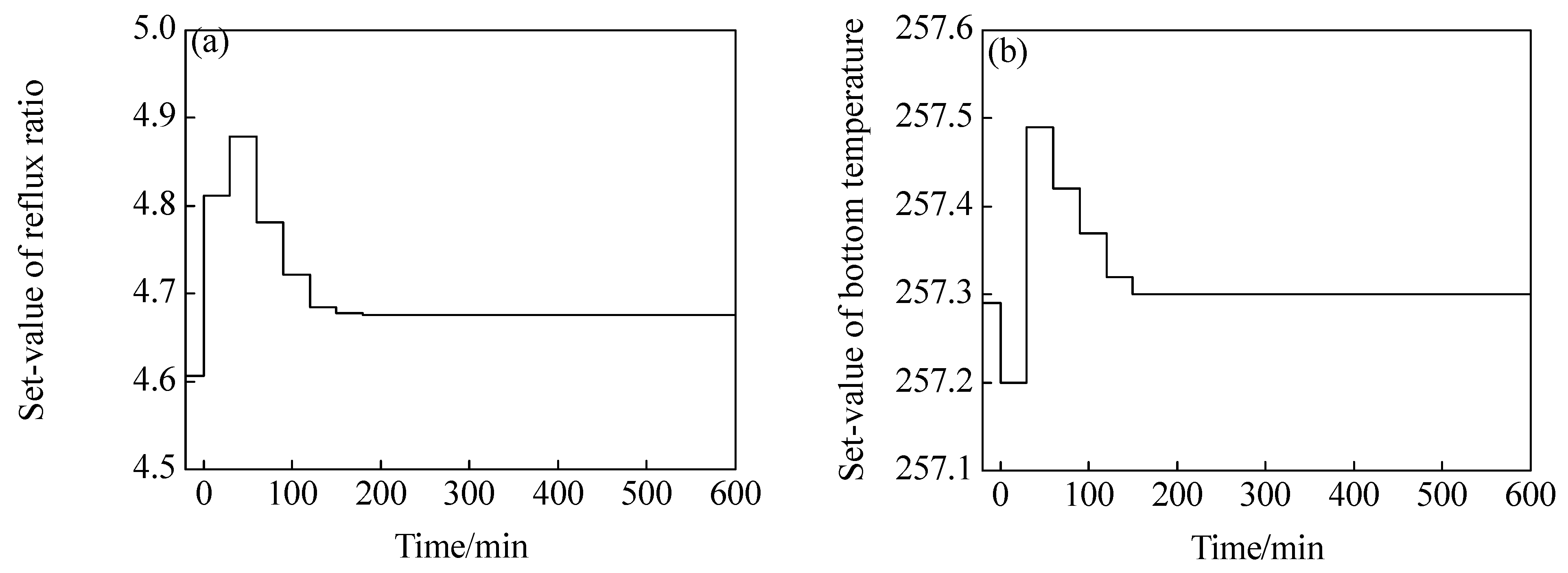
5.2. Tunable Controller Parameters
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Xie, Y.F.; Liu, J.H.; Xu, D.G.; Gui, W.H.; Yang, C.H. Optimal control strategy of working condition transition for copper flash smelting process. Contr. Eng. Pract. 2016, 46, 66–76. [Google Scholar] [CrossRef]
- Huang, D.; Luo, X.L. Process transition based on dynamic optimization with the case of a throughput-fluctuating ethylene column. Ind. Eng. Chem. Res. 2018, 57, 6292–6302. [Google Scholar] [CrossRef]
- Cao, X.Y.; Xu, F.; Luo, X.L. A novel strategy of continuous process transition and wide range throughput fluctuating ethylene column. J. Taiwan Ins. Chem. Eng. 2021, 121, 61–73. [Google Scholar] [CrossRef]
- Yang, C.; Wang, K.X.; Shao, Z.J.; Biegler, L.T. Integrated parameter mapping and real-time optimization for load changes in high-temperature gas-cooled pebble bed reactors. Ind. Eng. Chem. Res. 2018, 57, 9171–9184. [Google Scholar] [CrossRef]
- Victor, D.; Sergey, S. Electrically controlled optical spectral filters for WDM communication networks based on multilayer inhomogeneous holographic diffraction structures. In Proceedings of the IX International Conference on Information Technology and Nanotechnology (ITNT), Samara, Russian, 17–21 April 2023. [Google Scholar]
- Rabii, A.; El Sayed, A.; Ismail, A.; Aldin, S.; Dahman, Y.; Elbeshbishy, E. Optimizing the Mixing Ratios of Source-Separated Organic Waste and Thickened Waste Activated Sludge in Anaerobic Co-Digestion: A New Approach. Processes 2024, 12, 794. [Google Scholar] [CrossRef]
- Tatjewski, P. Advanced control and on-line process optimization in multilayer structures. Annu. Rev. Contr. 2008, 32, 71–85. [Google Scholar] [CrossRef]
- Delou, P.D.A.; Curvelo, R.; Maurício, B.; Secchi, A.R. Steady-state real-time optimization using transient measurements in the absence of a dynamic mechanistic model: A framework of HRTO integrated with Adaptive Self-Optimizing IHMPC. J. Process Contr. 2021, 106, 1–19. [Google Scholar] [CrossRef]
- Li, X.X.; Yang, J.M.; Sun, H.; Che, H.J.; Hu, Z.Y.; Zhao, Z.W. Inverse model based prediction for evolutionary dynamic multiobjective optimization. In Proceedings of the Chinese Automation Congress (CAC), Shanghai, China, 6–8 November 2020. [Google Scholar]
- Liang, E.; Yuan, Z. Robust dynamic optimization for nonlinear chemical processes under measurable and unmeasurable uncertainties. AIChE J. 2022, 8, 17733. [Google Scholar] [CrossRef]
- Soloveva, O.V.; Solovev, S.A.; Shakurova, R.Z. Numerical Study of the Thermal and Hydraulic Characteristics of Plate-Fin Heat Sinks. Processes 2024, 12, 744. [Google Scholar] [CrossRef]
- Dirza, R.; Matias, J.; Skogestad, S.; Krishnamoorthy, D. Experimental validation of distributed feedback-based real-time optimization in a gas-lifted oil well rig. Contr. Eng. Pract. 2022, 126, 105253. [Google Scholar] [CrossRef]
- Lv, K.; Liu, H.; Liu, X.; Zhou, Y.; Jiang, W.; Zheng, W. Numerical analysis and differential push-flow structure optimization of vacuum disc drying process. Can. J. Chem. Eng. 2023, 12, 6845–6857. [Google Scholar] [CrossRef]
- Esche, E.; Arellano-Garcia, H.; Wozny, G.; Biegler, L.T. Optimal operation of a membrane reactor network. AIChE J. 2014, 60, 1321–1325. [Google Scholar] [CrossRef]
- Oliveira, R.D.; Roux, G.A.; Mahadevan, R. Nonlinear programming reformulation of dynamic flux balance analysis models. Compu. Chem. Eng. 2023, 170, 108101. [Google Scholar] [CrossRef]
- Liu, X.G.; Hu, Y.Q.; Feng, J.H.; Liu, K.A. A Novel penalty approach for nonlinear dynamic optimization problems with inequality path constraints. IEEE Trans. Automat. Contr. 2014, 59, 2863–2867. [Google Scholar] [CrossRef]
- Wang, L.W.; Liu, X.G.; Zhang, Z.Y. A new sensitivity-based adaptive control vector parameterization approach for dynamic optimization of bioprocesses. Bioprocess Biosyst. Eng. 2017, 40, 181–189. [Google Scholar] [CrossRef]
- Zhang, K.; Wu, X.; Lin, J.; Cheng, M. Sensitivity analysis for the optimization of switched dynamical processes with state-dependent switching conditions and its application. J. Ind. Manag. Optim. 2023, 10, 7306–7333. [Google Scholar]
- Ko, D. Conceptual design optimization of an integrated membrane bioreactor system for wastewater treatment. Chem. Eng. Res. Des. 2018, 132, 385–398. [Google Scholar] [CrossRef]
- Almasi, A.; Yavari, L.; Mohammadi, M.; Mousavi, S.A. Optimization of an integrated system for refinery wastewater treatment. Toxin Rev. 2020, 39, 408–421. [Google Scholar] [CrossRef]
- Adetola, V.; Guay, M. Integration of real-time optimization and model predictive control. J. Process Contr. 2010, 20, 125–133. [Google Scholar] [CrossRef]
- Jia, M.X.; Chen, C.H.; Kou, W.Q.; Niu, D.P.; Wang, F.L. Real-time optimization of converter inlet temperature in acid production with flue gas. Chem. Eng. Res. Des. 2017, 122, 226–232. [Google Scholar] [CrossRef]
- Li, Z.; Wang, X.; Kruger, U. Efficient cross-validatory algorithm for identifying dynamic nonlinear process models. Contr. Eng. Pract. 2021, 111, 104787. [Google Scholar] [CrossRef]
- Cheng, Z.; Tenny, K.; Pizzolato, A.; Forner-Cuenca, A.; Verda, V.; Chiang, Y.M. A generalized reduced fluid dynamic model for flow fields and electrodes in redox flow batteries. AIChE J. 2022, 4, 17540. [Google Scholar] [CrossRef]
- Asad, H.S.; Yuen, R.K.K.; Huang, G.S. Multiplexed real-time optimization of HVAC systems with enhanced control stability. Appl. Energy 2017, 187, 640–651. [Google Scholar] [CrossRef]
- Zhou, H.L.; Chen, X.; Wu, M.; Cao, W.H.; Hu, J. A new hybrid modeling and optimization algorithm for improving carbon efficiency based on different time scales in sintering process. Contr. Eng. Pract. 2019, 91, 104104. [Google Scholar] [CrossRef]
- Luo, Y.; Gopaluni, B.; Cao, L.; Wang, Y.J.; Cheng, J. Adaptive online optimization of alarm thresholds using multilayer Bayesian networks and active transfer entropy. Contr. Eng. Pract. 2023, 137, 105534. [Google Scholar] [CrossRef]
- Dirza, R.; Skogestad, S. Primal–dual feedback-optimizing control with override for real-time optimization. J. Process Contr. 2024, 138, 103208. [Google Scholar] [CrossRef]
- Marco, V.; Riccardo-Bacci, D.C.; Elisabetta, B.; Leonardo, T.; Paolo, P.; Roberto, V.; Gabriele, P. Optimally managing chemical plant operations: An example oriented by industry 4.0 paradigms. Ind. Eng. Chem. Res. 2021, 21, 7853–7867. [Google Scholar]
- Nie, Y.; Kerrigan, E.C. Solving dynamic optimization problems to a specified accuracy: An alternating approach using integrated residuals. IEEE Trans. Automat. Contr. 2023, 68, 548–555. [Google Scholar] [CrossRef]
- Jie, H.; Zhu, G.Z.; Hong, W.R. Direct approaches for PDE-constrained dynamic optimization based on space–time orthogonal collocation on finite elements. J. Process Contr. 2023, 124, 187–198. [Google Scholar] [CrossRef]
- Turan, E.M.; Jäschke, J. Closed-loop optimisation of neural networks for the design of feedback policies under uncertainty. J. Process Contr. 2024, 133, 103144. [Google Scholar] [CrossRef]
- Huang, D.; Luo, X.L. A novel approach to promptly control product quality in precise distillation columns based on pressure dynamic modeling. Asia-Pac. J. Chem. Eng. 2018, 13, e2212. [Google Scholar] [CrossRef]
- Huang, D.; Zhao, X.Y.; Luo, X.L. Trade-off between energy consumption and ethylene recovery rate for quasi-plant wide operation optimization of the ethylene column with bottom circulatory system in ethylene complex. Asia-Pac. J. Chem. Eng. 2017, 12, 694–708. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Model 1: Direct Optimization | Model 2: Set-Point Optimization | |
|---|---|---|
| Optimization objective | ||
| Subject to (s.t.) | , , , , , , | , , , , , , |
| Decision variables |
| Time Interval | Duration (min) | Reflux Ratio Set-Value | Bottom Temperature Set-Value (K) |
|---|---|---|---|
| Initialization (0) | -- | 4.606 | 257.29 |
| 1 | 30 | 4.809 | 257.20 |
| 2 | 30 | 4.951 | 257.51 |
| 3 | 30 | 4.804 | 257.43 |
| 4 | 30 | 4.746 | 257.37 |
| 5 | 30 | 4.692 | 257.33 |
| 6 | 30 | 4.680 | 257.31 |
| 7 | 30 | 4.674 | 257.30 |
| 8–20 | 390 | 4.676 | 257.30 |
| Performance | Direct Optimization | Set-Point Optimization |
|---|---|---|
| Effective control horizon (min) | 270 | 210 |
| IAE of product quality (10−3) | 2.424 | 1.093 |
| Maximum deviation of product quality (10−4) | 0.685 | 0.181 |
| Time Interval | Duration (min) | Reflux Ratio Set-Value | Bottom Temperature Set-Value (K) | Proportion of Reflux Ratio Controller |
|---|---|---|---|---|
| Initialization (0) | -- | 4.606 | 257.29 | 0.361 |
| 1 | 30 | 4.812 | 257.20 | 0.158 |
| 2 | 30 | 4.879 | 257.49 | 0.143 |
| 3 | 30 | 4.781 | 257.42 | 0.234 |
| 4 | 30 | 4.722 | 257.37 | 0.251 |
| 5 | 30 | 4.685 | 257.32 | 0.263 |
| 6 | 30 | 4.678 | 257.30 | 0.268 |
| 7–20 | 420 | 4.676 | 257.30 | 0.271 |
| Performance | Direct Optimization | Set-Point Optimization |
|---|---|---|
| Effective control horizon (min) | 210 | 180 |
| IAE of product quality (10−3) | 1.093 | 0.953 |
| Maximum deviation of product quality (10−4) | 0.181 | 0.154 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, D.; Liu, G.; Chen, K.; Liu, L.; Guo, J. Approach to Chemical Process Transition Control via Regulatory Controllers with the Case of a Throughput Fluctuating Ethylene Column. Processes 2024, 12, 1105. https://doi.org/10.3390/pr12061105
Huang D, Liu G, Chen K, Liu L, Guo J. Approach to Chemical Process Transition Control via Regulatory Controllers with the Case of a Throughput Fluctuating Ethylene Column. Processes. 2024; 12(6):1105. https://doi.org/10.3390/pr12061105
Chicago/Turabian StyleHuang, Dong, Gang Liu, Kezhong Chen, Lizhi Liu, and Jinlin Guo. 2024. "Approach to Chemical Process Transition Control via Regulatory Controllers with the Case of a Throughput Fluctuating Ethylene Column" Processes 12, no. 6: 1105. https://doi.org/10.3390/pr12061105
APA StyleHuang, D., Liu, G., Chen, K., Liu, L., & Guo, J. (2024). Approach to Chemical Process Transition Control via Regulatory Controllers with the Case of a Throughput Fluctuating Ethylene Column. Processes, 12(6), 1105. https://doi.org/10.3390/pr12061105