
The Research on Microwave Drying Characteristics of Polyethylene Terephthalate Materials Based on Frequency and Power Tuning Technology
 and
and
Abstract
:1. Introduction
2. Microwave System Design
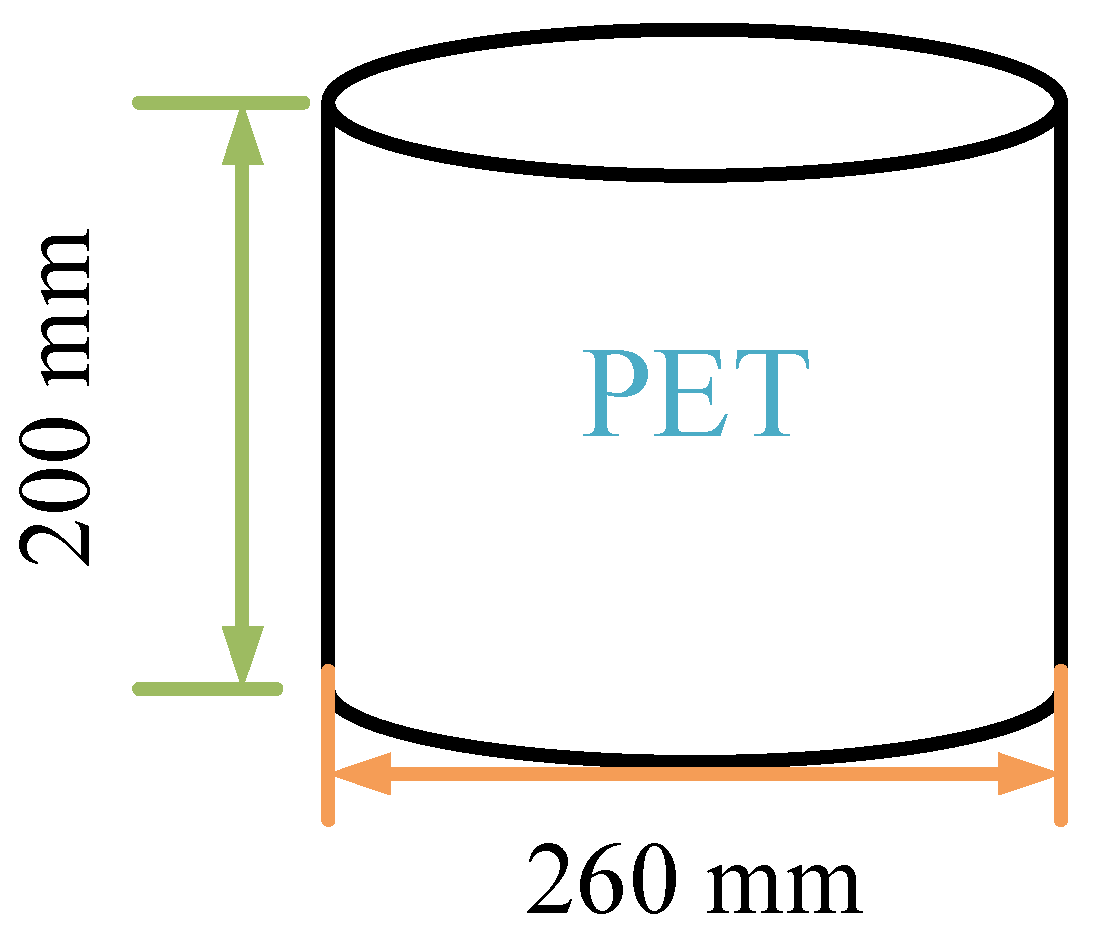
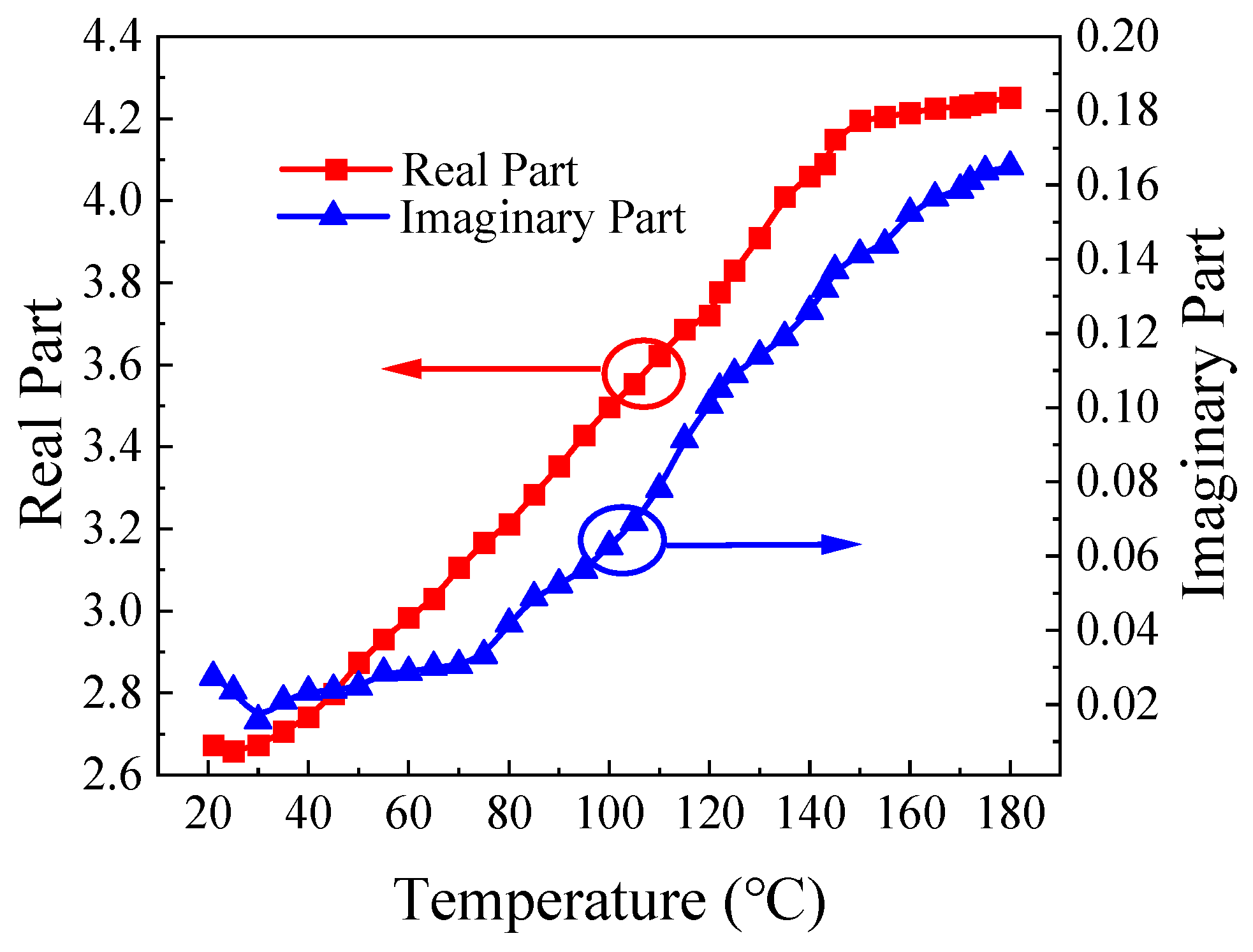
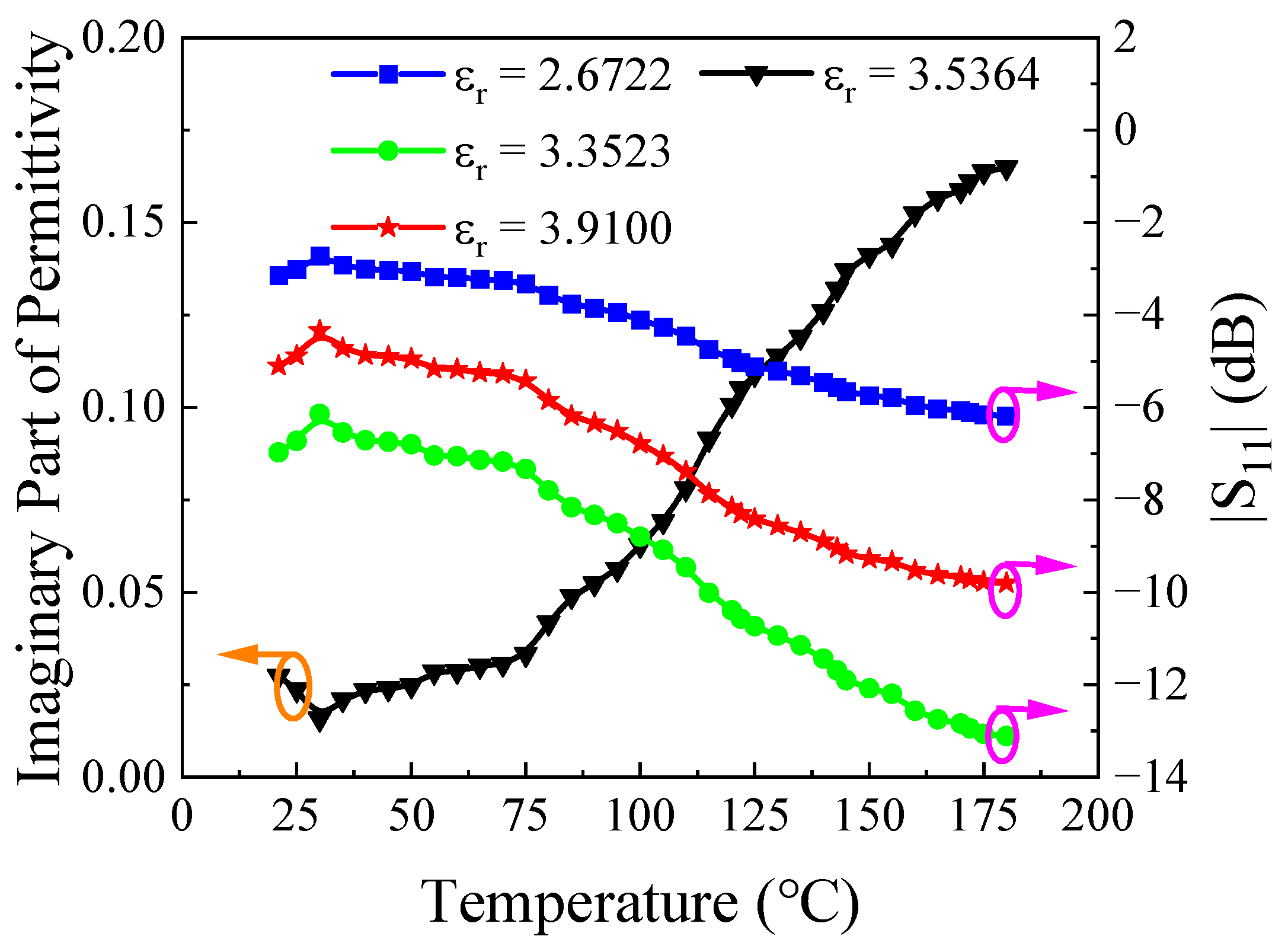
2.1. Characteristics of PET Materials
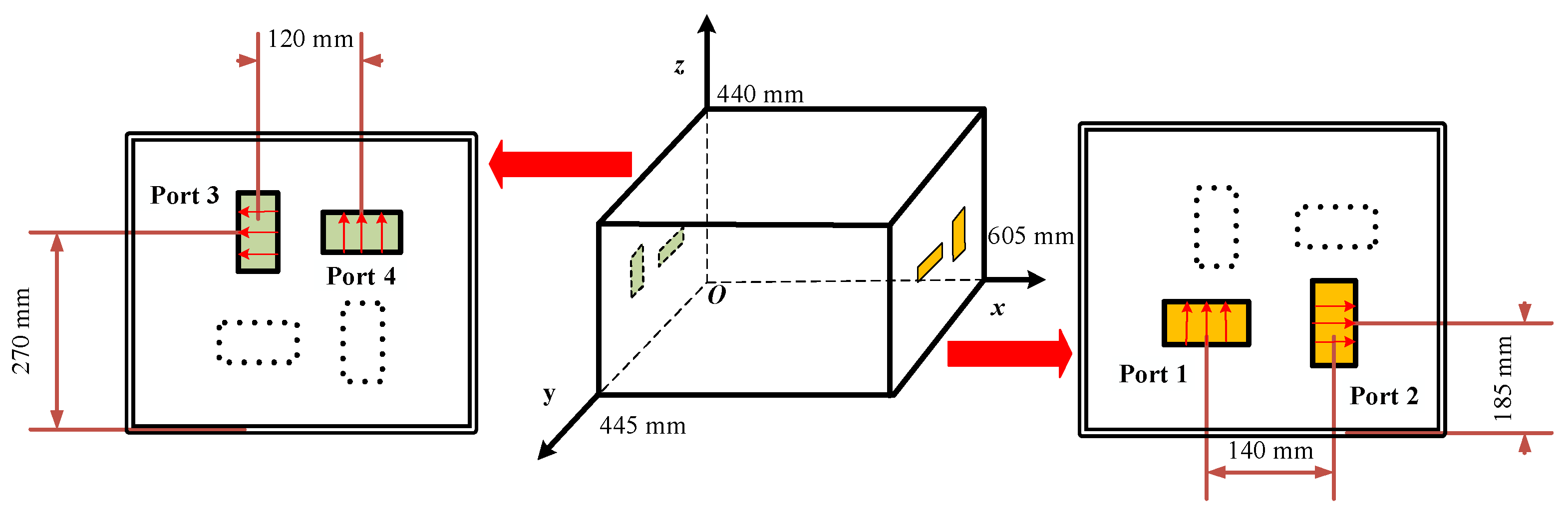
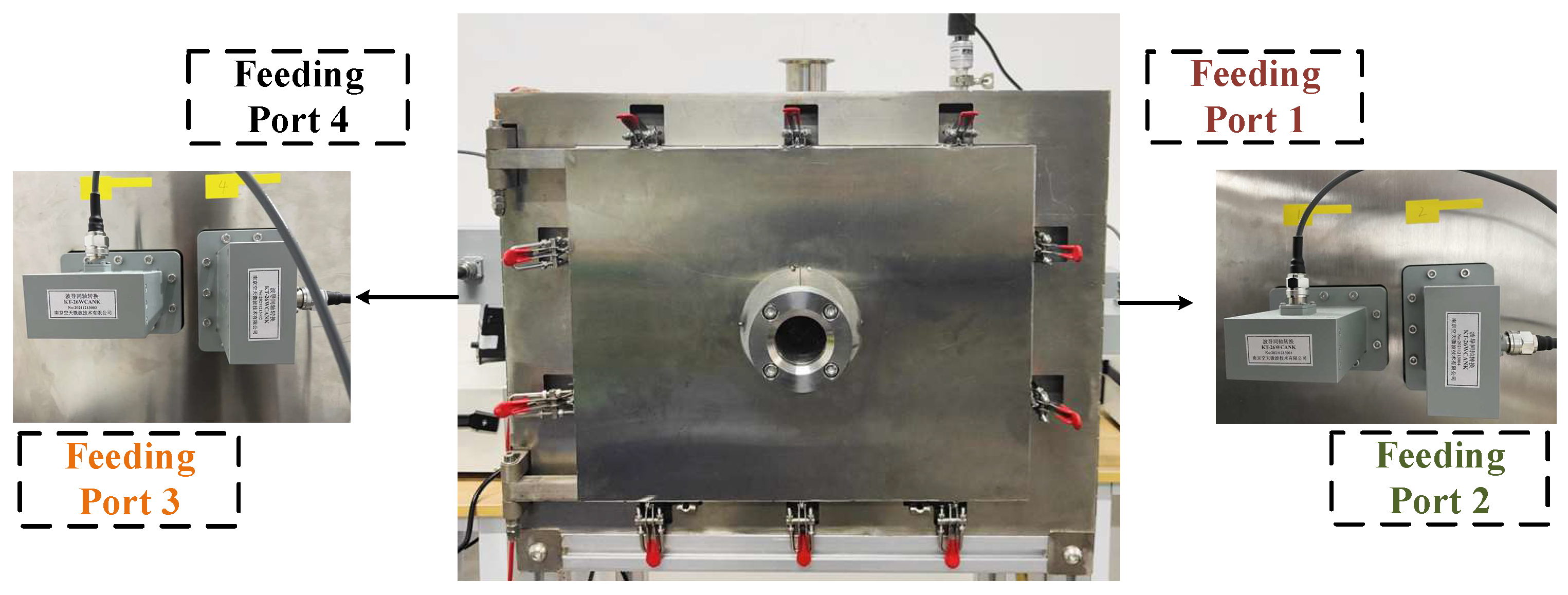
2.2. Microwave Drying Cavity Design
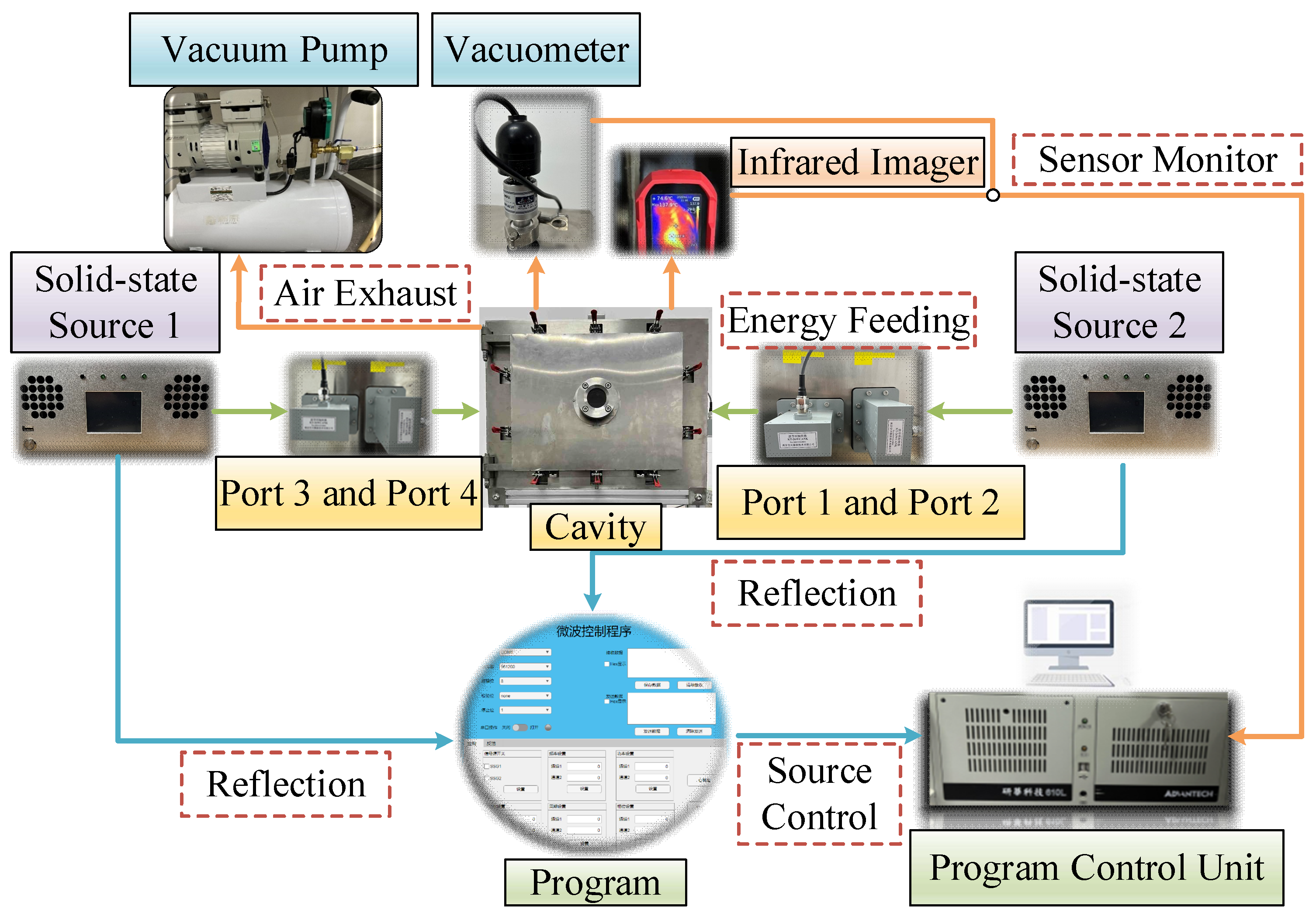
2.3. Experimental System Design
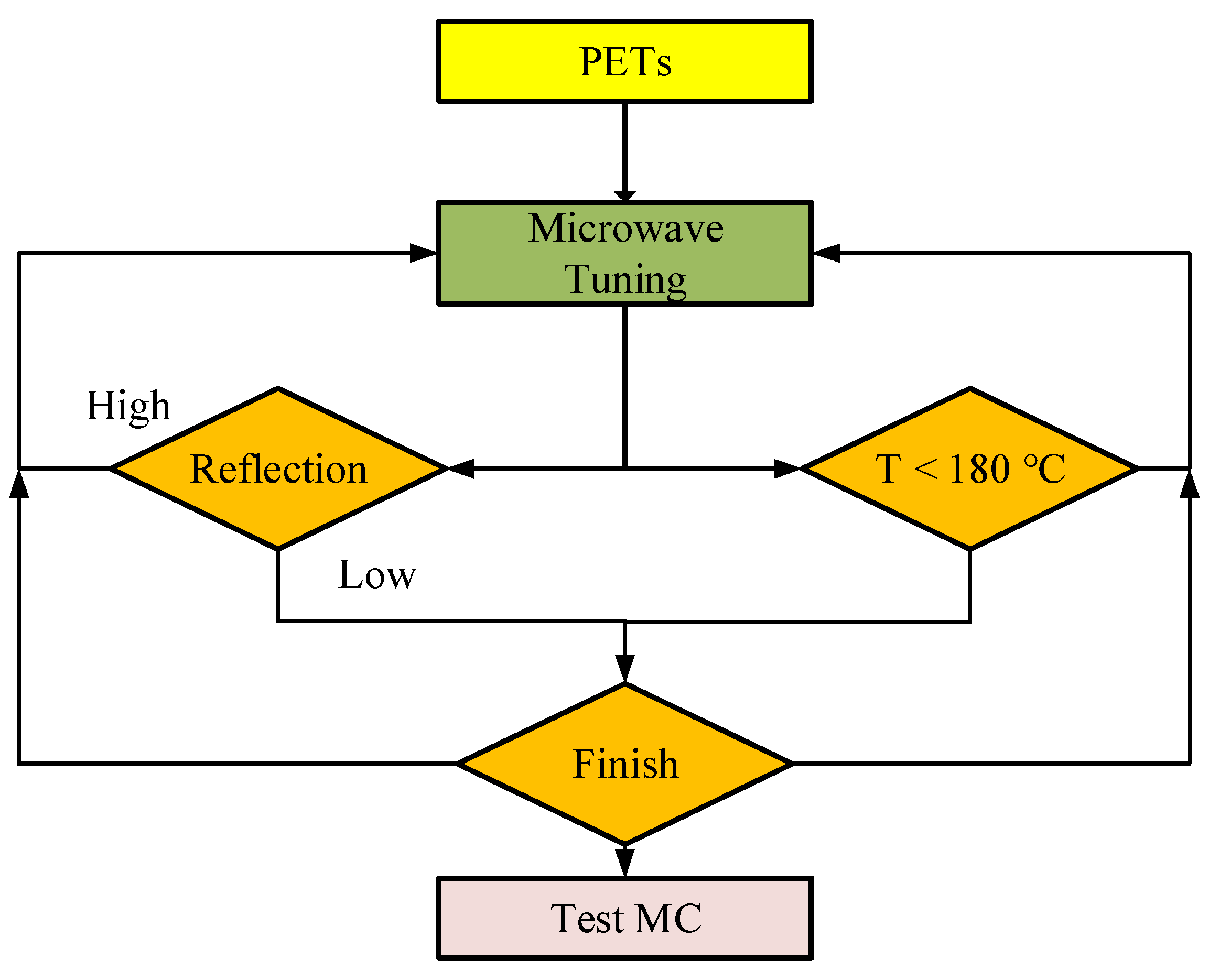
2.4. Experimental Method
3. Results
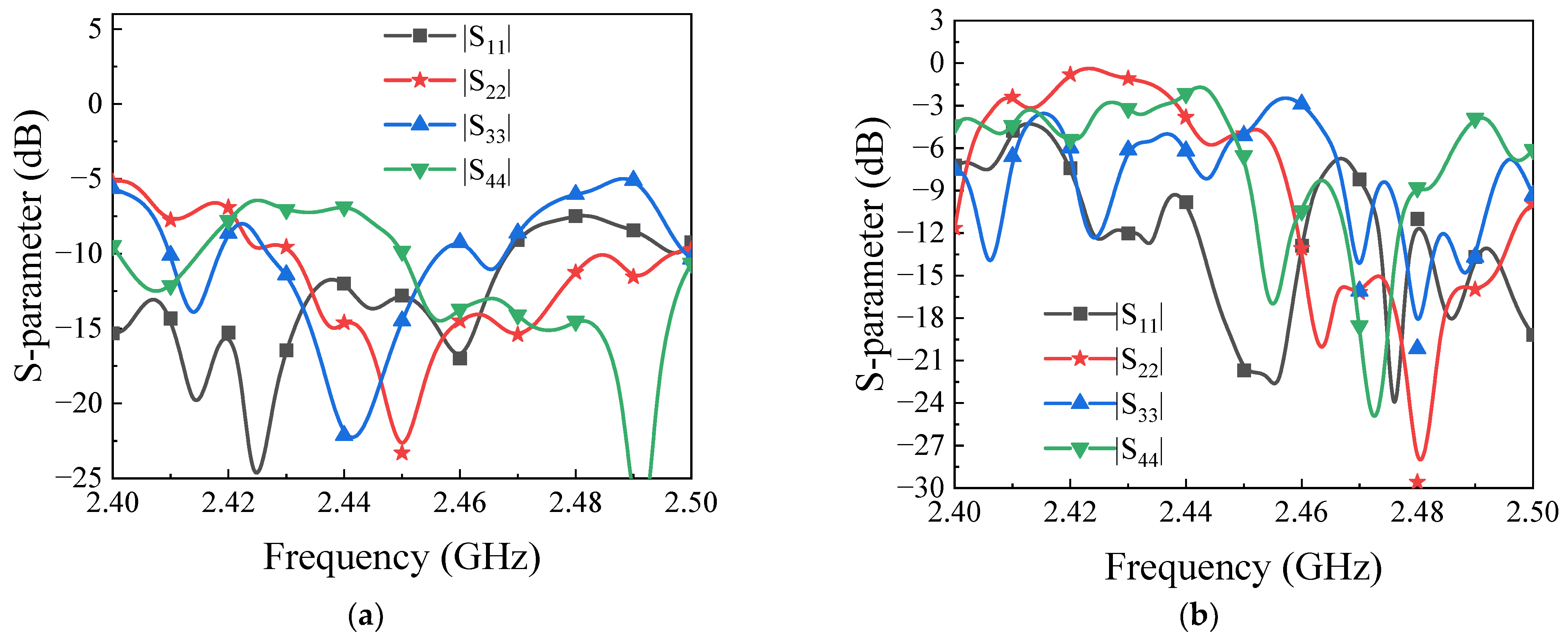
3.1. Multi-Port Feeding Method
3.2. Frequency Tuning Method
3.3. Frequency Interval Tuning
3.4. Optimal Microwave Power
4. Discussion
4.1. Electricity Consumption
4.2. Normalized Value of MC
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Nisticò, R. Polyethylene terephthalate (PET) in the packaging industry. Polym. Test. 2020, 90, 106707. [Google Scholar] [CrossRef]
- Shen, L.; Zhou, J.; Zhang, X. In situ investigation of the thermal characteristics of microwave resonance-induced focused hotspots in dimers for improving microwave heating uniformity. Case Stud. Therm. Eng. 2024, 54, 104052. [Google Scholar] [CrossRef]
- Atuonwu, J.C.; Tassou, S.A. Quality assurance in microwave food processing and the enabling potentials of solid-state power generators: A review. Food Eng. 2018, 234, 1–15. [Google Scholar] [CrossRef]
- Sickert, T.; Kalinke, I.; Christoph, J.; Gaukel, V. Microwave-Assisted Freeze-Drying with Frequency-Based Control Concepts via Solid-State Generators: A Simulative and Experimental Study. Processes 2023, 11, 327. [Google Scholar] [CrossRef]
- Robinson, M.C.; Molles, J.A.; Yakovlev, V.V.; Popovic, Z. Solid-State Power Combining for Heating Small Volumes of Mixed Waste Materials. IEEE J. Microw. 2023, 3, 881–893. [Google Scholar] [CrossRef]
- Yang, R.; Fathy, A.E.; Morgan, M.T.; Chen, J. Development of a complementary-frequency strategy to improve microwave heating of gellan gel in a solid-state system. Food Eng. 2022, 314, 110763. [Google Scholar] [CrossRef]
- Wang, S.; Shen, Y.; Liao, C.; Jing, J.; Liu, C. A Novel Injection-Locked S-Band Oven Magnetron System Without Waveguide Isolators. IEEE Trans. Electron Devices 2023, 70, 1886–1893. [Google Scholar] [CrossRef]
- Dinani, S.T.; Feldmann, E.; Kulozik, U. Effect of heating by solid-state microwave technology at fixed frequencies or by frequency sweep loops on heating profiles in model food samples. Food Bioprod. Process. 2021, 127, 328–337. [Google Scholar] [CrossRef]
- Wang, S.; Zhao, Y.; Chen, X.; Liu, C. A Novel Stability Improvement Method of S -Band Magnetron Systems Based on Its Anode Current Feature. IEEE Trans. Microw. Theory Tech. 2024, 1–10. [Google Scholar] [CrossRef]
- Uziel, A.; Milay, L.; Procaccia, S.; Cohen, R.; Burstein, A.; Sulimani, L.; Shreiber-Livne, I.; Lewitus, D.; Meiri, D. Solid-State Microwave Drying for Medical Cannabis Inflorescences: A Rapid and Controlled Alternative to Traditional Drying. Cannabis Cannabinoid Res. 2024, 9, 397–408. [Google Scholar] [CrossRef]
- Barnard, E.; Arias, J.J.R.; Thielemans, W. Chemolytic depolymerisation of PET: A review. Green Chem. 2021, 23, 3765–3789. [Google Scholar] [CrossRef]
- Gerassimidou, S.; Lanska, P.; Hahladakis, J.N.; Lovat, E.; Vanzetto, S.; Geueke, B.; Groh, K.J.; Muncke, J.; Maffini, M.; Martin, O.V.; et al. Unpacking the complexity of the PET drink bottles value chain: A chemicals perspective. J. Hazard Mater. 2022, 15, 128410. [Google Scholar] [CrossRef] [PubMed]
- Lv, W.Q.; Li, D.; Lv, H.; Jin, X.; Han, Q.H.; Su, D.B.; Wang, Y.C. Recent development of microwave fluidization technology for drying of fresh fruits and vegetables. Trends Food Sci. Technol. 2019, 86, 59–67. [Google Scholar] [CrossRef]
- Chang, H.-C.; Chen, S.-D. Study on Microwave Freeze-Drying of Krill. Processes 2024, 12, 1366. [Google Scholar] [CrossRef]
- Wang, G.; Zhang, K.; Huang, B.; Zhang, K.; Chao, C. Microwave Drying of Sewage Sludge: Process Performance and Energy Consumption. Processes 2024, 12, 432. [Google Scholar] [CrossRef]
- Carvalho, G.R.; Monteiro, R.L.; Laurindo, J.B.; Augusto, P.E.D. Microwave and microwave-vacuum drying as alternatives to convective drying in barley malt processing. Innov. Food Sci. Emerg. Technol. 2021, 73, 102770. [Google Scholar] [CrossRef]
- Askar, M.K.; Al-Kamaki, Y.S.; Hassan, A. Utilizing polyethylene terephthalate PET in concrete: A review. Polymers 2023, 15, 3320. [Google Scholar] [CrossRef] [PubMed]
- Da Silva, F.Z.; Bastos, I.C. Study on heat exchangers and industrial absorption column for drying polyethylene terephthalate. Chem. Ind. Chem. Eng. Q. 2023, 29, 129–139. [Google Scholar] [CrossRef]
- Lebaudy, P.; Estel, L.; Ledoux, A. Microwave heating of poly(ethylene terephthalate) bottle preforms used in the thermoforming process. J. Appl. Polym. Sci. 2008, 108, 2408–2414. [Google Scholar] [CrossRef]
- Korhummel, S.; Rosen, A.; Popović, Z. Over-moded cavity for multiple-electronic-device wireless charging. IEEE Trans. Microw. Theory Tech. 2014, 62, 1074–1079. [Google Scholar] [CrossRef]
- Wei, W.; Shao, Z.; Qiao, R.; Chen, W.; Zhou, H.; Yuan, Y. Recent development of microwave applications for concrete treatment. Constr. Build. Mater. 2021, 269, 121224. [Google Scholar] [CrossRef]
- Hill, D.A. Electromagnetic Fields in Cavities: Deterministic and Statistical Theories; John Wiley Sons: Hoboken, NJ, USA, 2009. [Google Scholar] [CrossRef]
- Stoughton, P. Guidelines for Drying PET. Plast. Technol. 2014, 60, 50–55. [Google Scholar]
- Hubbard, B.R.; Putman, L.I.; Techtmann, S.; Pearce, J.M. Open Source Vacuum Oven Design for Low-Temperature Drying: Performance Evaluation for Recycled PET and Biomass. J. Manuf. Mater. Proc. 2021, 5, 52. [Google Scholar] [CrossRef]
- Hu, C.; Piva, R.; Shen, B. Application of low energy consumption turbofan hot air dryer in PET plastic drying. Mach. China 2022, 3, 56–58. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Power (W) | Mass (g) | ∆t/t2 (1/min) | t (min) | Moisture (%) |
|---|---|---|---|---|---|
| #1 | 100 | 1696 | 0.0400 | 50 | 0.32 |
| #2 * | 100 | 1676 | 0.0310 | 75 | 0.20 |
| #3 | 100 | 1735 | 0.0014 | 55 | 0.04 |
| #4 | 150 | 1735 | 0.0391 | 60 | 0.13 |
| #5 | 150 | 1674 | 0.0014 | 60 | 0.04 |
| #6 | 250 | 1806 | 0.0139 | 12 | 0.21 |
| #7 | 250 | 1756 | 0.0050 | 20 | 0.21 |
| #8 | 250 | 1780 | 0.0022 | 30 | 0.07 |
| #9 * | 250 | 1783 | 0.0015 | 36 | 0.02 |
| ∆t/t2 (1/min) | Power (W) | Mass (g) | Temperature (°C) | Moisture (%) |
|---|---|---|---|---|
| 0.0056 | 150 | 1969 | 71.2 | 0.24 |
| 0.0014 | 150 | 1969 | 111.2 | 0.22 |
| 0.0010 | 150 | 1969 | 107.2 | 0.22 |
| Work | Q (kWh/kg) | Time (min) |
|---|---|---|
| [24] | 40 | 60 |
| [25] | 18 | 60 |
| This work | 2.726 | 60 |
| A1 | A2 | p | |
|---|---|---|---|
| 0.97706 | −0.0085 | 34.65127 | 3.27773 |
| 0.98816 | −0.0091 | 44.74852 | 2.28254 |
| 0.99751 | −0.0134 | 56.11667 | 1.61805 |
| A1 | A2 | p | |
|---|---|---|---|
| 0.99811 | −0.53082 | 78.67522 | 1.73389 |
| 0.97717 | 0.04830 | 36.30210 | 3.49797 |
| 0.98715 | −0.20788 | 49.19567 | 2.42808 |
| A1 | A2 | p | |
|---|---|---|---|
| 0.98871 | −0.0076 | 34.6528 | 3.2772 |
| 0.99043 | −0.0182 | 51.4057 | 2.0707 |
| 1.0101 | 0.0012 | 150.4737 | 1.3933 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liao, C.; He, Z.; Tang, R.; Zhang, W.; Liu, C.; Wang, C. The Research on Microwave Drying Characteristics of Polyethylene Terephthalate Materials Based on Frequency and Power Tuning Technology. Processes 2024, 12, 1488. https://doi.org/10.3390/pr12071488
Liao C, He Z, Tang R, Zhang W, Liu C, Wang C. The Research on Microwave Drying Characteristics of Polyethylene Terephthalate Materials Based on Frequency and Power Tuning Technology. Processes. 2024; 12(7):1488. https://doi.org/10.3390/pr12071488
Chicago/Turabian StyleLiao, Chongwei, Zhongqi He, Rong Tang, Weixin Zhang, Changjun Liu, and Chuanlong Wang. 2024. "The Research on Microwave Drying Characteristics of Polyethylene Terephthalate Materials Based on Frequency and Power Tuning Technology" Processes 12, no. 7: 1488. https://doi.org/10.3390/pr12071488