
Research on Multi-Layer Drilling Mud Reuse Technology

Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Equipment
2.3. Methods
2.3.1. Experimental Procedure
2.3.2. Basic Performance Testing of Drilling Fluids
- (1)
- Rheology and Filtration Loss Measurement
- 1)
- The rheological properties and shear force of the drilling fluid were measured using a D6B six-speed rotational viscometer.
- 2)
- While the API filtration loss was assessed with an NS-1 medium-pressure filtration loss meter. All experimental procedures were rigorously conducted in strict compliance with GB/T16783-1997 standards [19].
- (2)
- Expansion Rate Measurement
- 1)
- A sample of 10.0 g of core powder, dried at (105 ± 2) °C for 4 h, was weighed, and the core was subsequently loaded into a core barrel and pressed at 10 MPa for 5 min to produce the test core.
- 2)
- The core barrel was mounted on a shale expansibility tester KC-GDP1. The test liquid was then added to measure the change in core expansion height over time at room temperature, thereby evaluating the inhibition performance of the treatment agent and drilling fluid.
2.3.3. Analysis of the Well Wall Destabilization Mechanism
- (1)
- X-Diffraction Analysis
- 1)
- X-diffraction was analyzed and tested using a D/max 2500 X-ray Diffraction. Approximately 3 g of core (dry weight > 5 g) was placed in a blast drying oven and dried at 45 °C for 24 h.
- 2)
- After drying, samples for analysis were ground to 200 mesh, and the sediment was transferred to a 100 mL beaker, washed 2–3 times with deionized water, and placed in a vacuum desiccator to dry at 30 °C.
- 3)
- The sample was then dried in a vacuum desiccator. The dried samples after de-drying were analyzed by X-ray diffraction.
- (2)
- SEM Analysis
- 1)
- Scanning electron microscopy (SEM) was performed using a field-emission scanning electron microscope. The dried core was ground to below −5 μm, 2.0 g of core powder was weighed and placed into a beaker containing 40 mL of deionized water, and the pH was adjusted to 9.0.
- 2)
- The sample was rinsed with deionized water 2–3 times and then placed in a vacuum drying oven at 30 °C for drying. The dried samples were examined by SEM.
2.3.4. Post-Conversion Performance Testing
- (1)
- Thermal stability
- (2)
- Suspension stability
- 1)
- The appropriate weight of deep drilling fluid was prepared to achieve the desired specific gravity.
- 2)
- It was placed in a designated stainless steel tank and maintained at a specified temperature for a duration ranging from 2 to 24 h.
- 3)
- The density or specific gravity of the upper (r1) and lower (r2) portions of the fluid column was then measured. The static settling factor (SF) was measured using formula (1). For example, if SF = 0.50, no static settling has occurred; if SF > 0.52, the static settling stability is considered poor [20].
- (3)
- High Temperature Inhibitory
- 1)
- The variable m1g, was dried to a constant weight (105 °C ± 3 °C) of the core particles and placed in the reaction kettle containing the drilling fluid to be tested for hot rolling experiments.
- 2)
- Approximately 16 h after incubation of the liquid in the tank, the rock samples were are all transferred to the aperture of a 0.42 mm subsampling sieve, in the tank containing tap water.
- 3)
- The tap water was continuously replaced to wash the sieve, until the tap water is clear. The rock samples were transferred to a porcelain evaporating dish that had been dried and weighed, and together they were placed in a 105 °C ± 3 °C blast oven to dry to a constant weight (accurately to 0.1 g).
- 4)
- The sample was then removed from the desiccator and cooled to room temperature and weighed (accurate to 0.lg), denoted as mass m2. Three sets of parallel experiments were measured each time, and the average value was taken as the final result. The formula for calculating the heat roll recovery ω is shown in (2) [21].
3. Results and Discussion
3.1. Analysis of the Well Wall Destabilization Mechanism
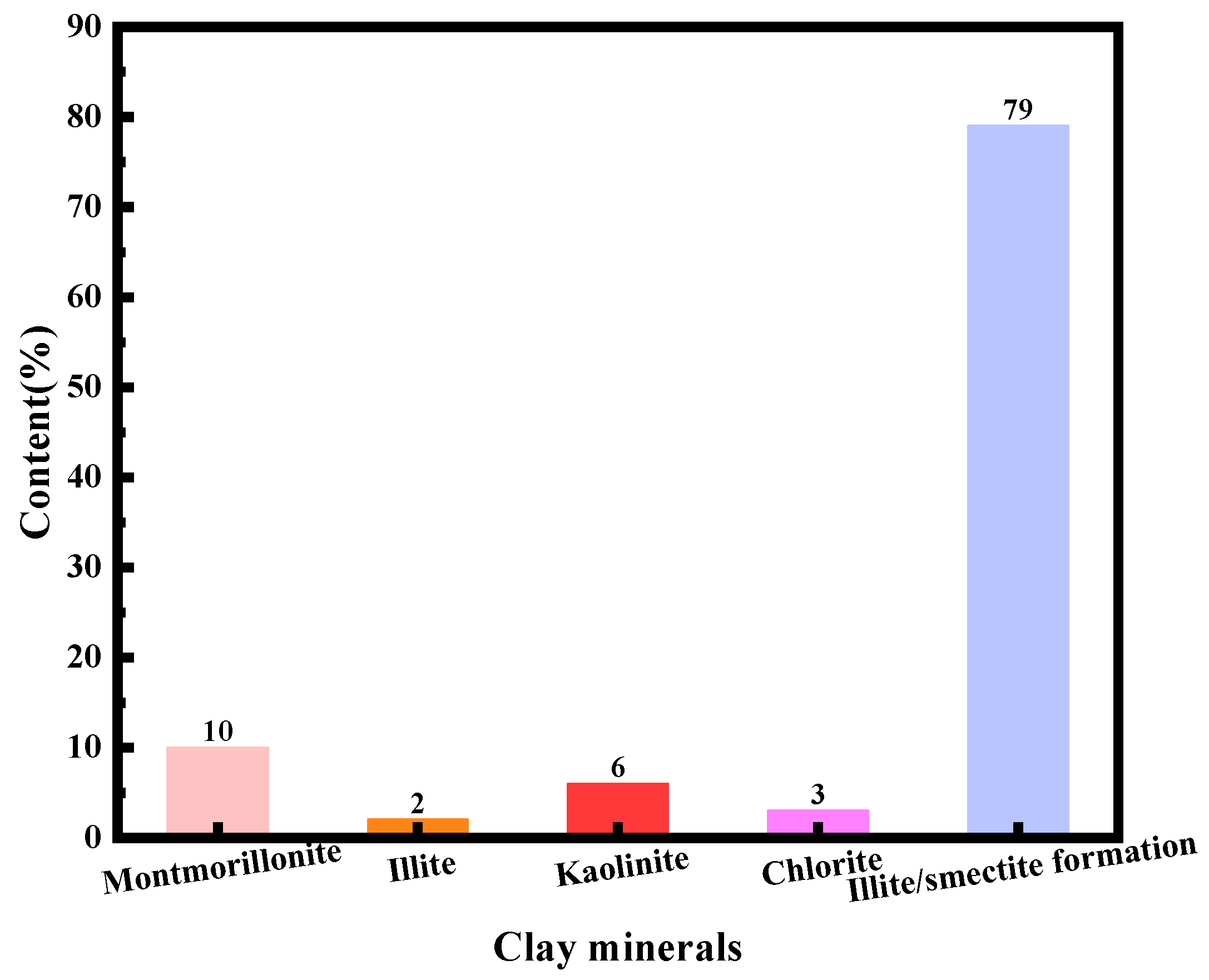
3.1.1. X-Diffraction Analysis
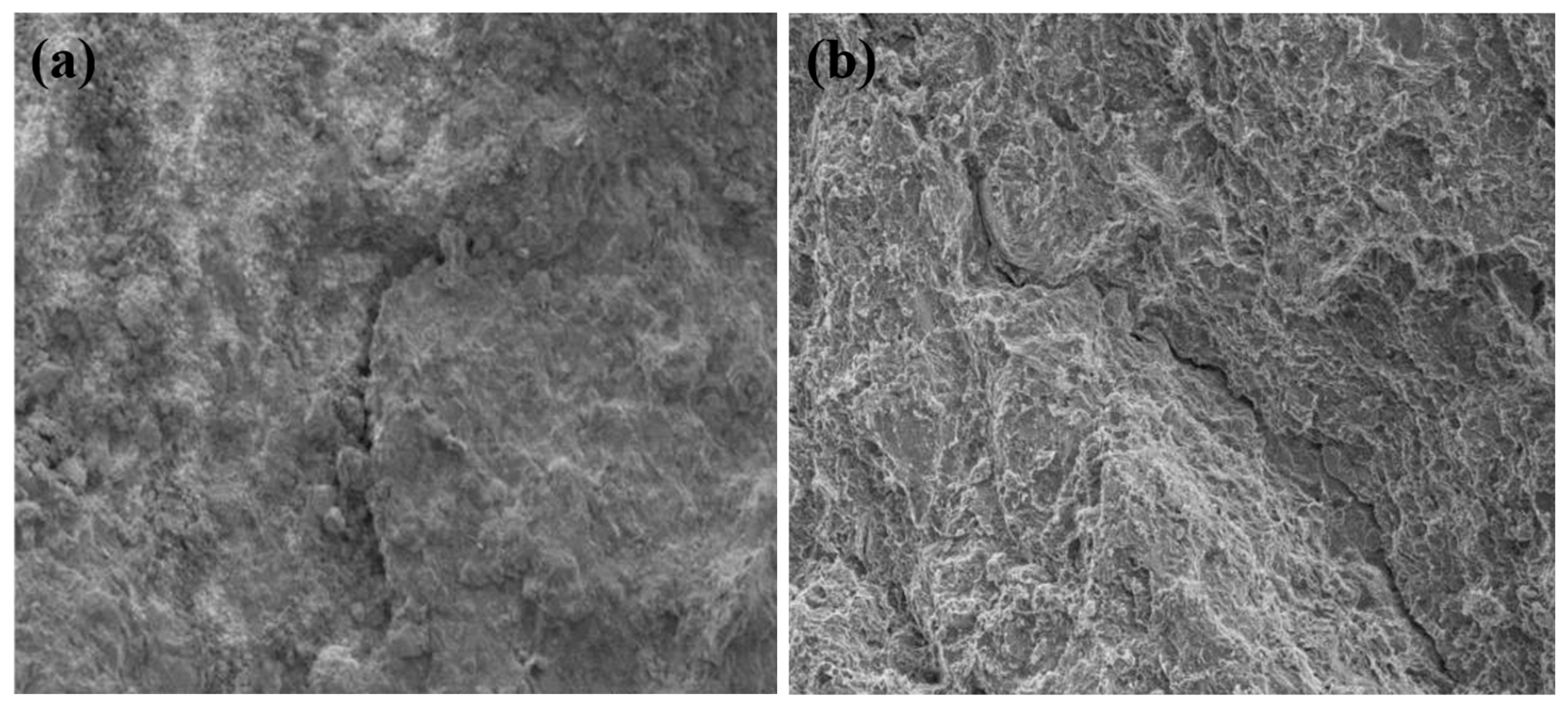
3.1.2. SEM Analysis
3.2. Shallow Anti-Collapse Drilling Fluid Construction
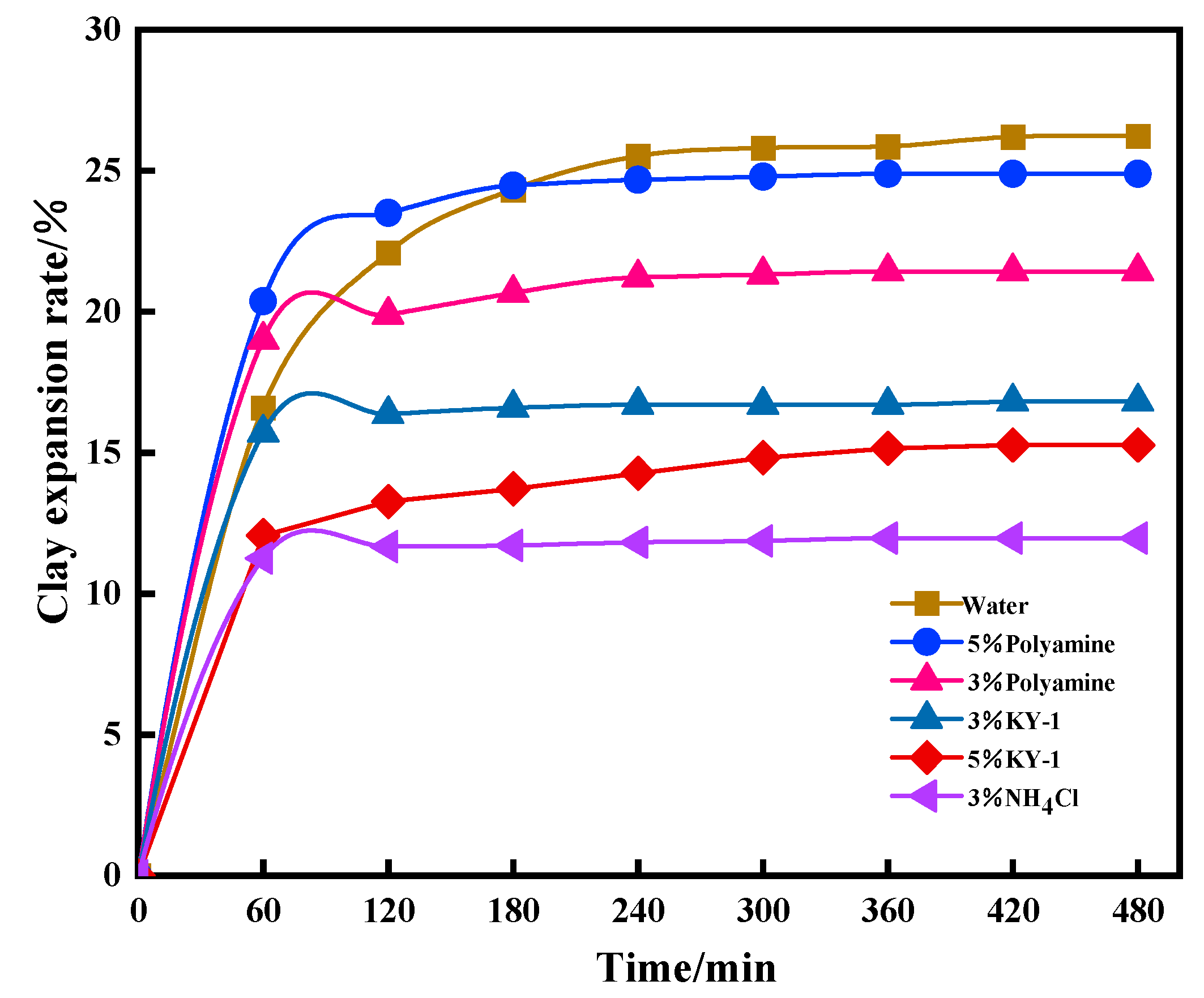
3.2.1. Inhibitor Optimization
3.2.2. Tackifier Optimization
3.2.3. Shallow Drilling Fluid System Formulation
3.3. Feasibility Study
3.4. Evaluation of the Performance of Deep Anti-Collapse Drilling Fluids
3.4.1. Thermal Stability Evaluation
3.4.2. Suspension Stability Evaluation
3.4.3. Evaluation of Suppression Performance
3.5. Comparison with Previous Studies on Innovativeness
4. Conclusions
- (1)
- Through X-diffraction and scanning electron microscopy, the cause of well wall instability was clarified to be that the rock physical properties of the formation were mainly immonite and the mud shale reservoir was prone to hydration and expansion, which led to well wall instability;
- (2)
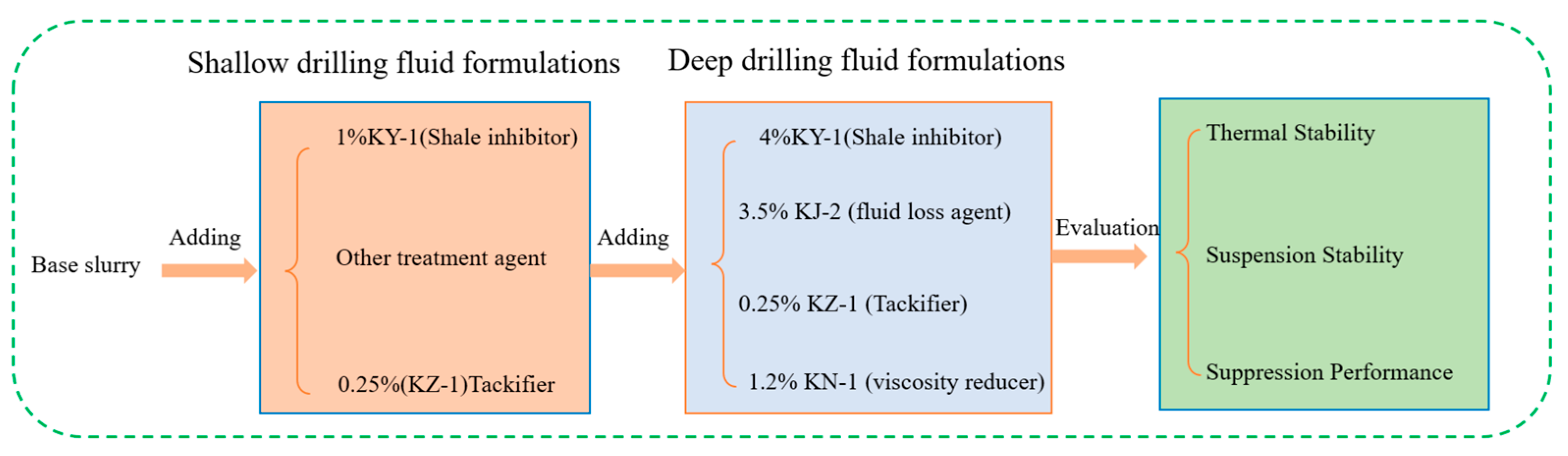
- The key treatment agents, such as shale inhibitor and viscosity builder, were selected to develop a shallow anti-collapse drilling fluid formula for the F oilfield block: 3.0% bentonite + 0.2% flow regulator + 3.5% KJ-1 + 1% KY-1 + 0.25% KZ-1 + 2.5% weighting agent (ρ = 1.400 g/cm3), and at the same time, a weighting agent (ρ = 1.400 g/cm3) was developed, and based on this formulation, the idea of reuse by increasing the concentration or replacing the agent was proposed;
- (3)
- The shallow anti-collapsing drilling fluid formula of F oilfield block was converted into a deep drilling fluid formula by adding 4% KY-1 + 3.5% KJ-2 + 0.25% KZ-1 + 1.2% KN-1, and the performance evaluation results showed that the converted deep drilling fluid formula had good high-temperature stability and suspension stability at 140 °C, and it had certain value for field application.
- (4)
- The future drilling fluid reuse technology should focus on the development of different high-performance temperature-resistant materials with a high degree of synergistic effect. While ensuring the performance requirements of drilling operations, the reuse process should be simplified as much as possible by increasing the dosage of the original agent of the old slurry or replacing the agent, so as to ensure the feasibility and economy of the field operations.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Yang, P. Key technology of drilling fluid for well factory-like operation. Spec. Oil Gas Reserv. 2019, 26, 10–15. [Google Scholar]
- Sun, J.S.; Liu, J.P.; Liu, Y. Status quo of water base drilling fluid technology for shale gas drilling in china and abroad and its developing trend in China. Drill. Fluid Complet. Fluid 2016, 33, 1–8. [Google Scholar]
- Ratner, M.; Tiemann, M. An Overview of Unconventional Oil and Natural Gas: Resources and Federal Actions. 2014. Available online: https://www.ourenergypolicy.org/wp-content/uploads/2013/07/R43148.pdf (accessed on 18 June 2024).
- Knapik, E.; Chruszcz-Lipska, K.; Lukanko, L.; Wysocki, S. Reuse of Flowback Water from Hydraulic Fracturing for Drilling Mud Preparation and Secondary Hydrocarbon Recovery. Energies 2021, 14, 5921. [Google Scholar] [CrossRef]
- Zarkani, H.M.A.; Mezher, T.; El-Fadel, M. Life cycle assessment in the petroleum industry: A systematic framework towards improved environmental performance. J. Clean. Prod. 2023, 408, 137196. [Google Scholar] [CrossRef]
- Fotios, N.Z.; Nikolaos, C.K. Detection methodologies on oil and gas kick: A systematic review. Int. J. Oil Gas Coal Technol. 2022, 33, 1–19. [Google Scholar]
- Zhang, X.; Zhao, F.C.; Cao, X.H.; Wei, Y.H.; Xu, Y. Recycling of drilling fluids in Sulige gasfield. Drill. Fluid Complet. Fluid 2015, 32, 99–102. [Google Scholar]
- Cheng, Y.S.; Zhang, L.Q.; Mo, T.M.; Xiang, X.; Zhang, M. Solids Control and Re-use of Water Base Drilling Fluid in Beibu Gulf. Drill. Fluid Complet. Fluid 2016, 33, 60–63. [Google Scholar]
- Hu, J.J.; Sun, Q.; Xia, X.C.; Wei, Z.L.; Ji, T.; Xiang, T. Development and Application of Environment- Friendly Drilling Fluid GR EEN-DRILL. Pet. Drill. Tech. 2014, 42, 75–79. [Google Scholar]
- Lima, R.I.C.; Da, S.D.C.; Neto, A.D.W.; Aum, T.N.D.; Dantas, T.N.D. Obtaining a stable olefin-based drilling fluid using non-treated produced water. J. Dispers. Sci. Technol. 2023, 45, 609–617. [Google Scholar] [CrossRef]
- Yu, C.W.; Yang, S.J.; Zhao, S.J. Borehole wall strengthening with drilling fluids in shale gas drilling. Drill. Fluid Complet. Fluid 2018, 35, 49–54. [Google Scholar]
- Pereira, L.B.; Sad, C.M.S.; Castro, E.V.R.; Filgueiras, P.R.; Lacerda, V. Environmental impacts related to drilling fluid waste and treatment methods: A critical review. Fuel 2021, 310, 122301. [Google Scholar] [CrossRef]
- Ma, S.K.; Zhang, G.L.; Shi, C.H.; Dong, Q.Y.; Ji, T. Achieving Practical Venue Recycle of Waste Oil-Based Drilling Fluids with Vacuum Distillation Technology. ACS Omega 2023, 8, 16306–16314. [Google Scholar] [CrossRef] [PubMed]
- Fan, B.; He, S.; Feng, H.Z.; Zhou, D.Z.; Xing, X.J.; Yue, Q.S. Reusable Water-Based Drilling Fluid and lts Application in Bohai Bay Oilfield. Technol. Superv. Pet. Ind. 2022, 38, 47–50. [Google Scholar]
- Liu, D.D.; Liang, X.; Wu, M.; Li, X.B. Removal of ultrafine colloidal particles from shale gas fracturing flowback fluid by microbubble-intensified flocculation: Effect of microbubble size. J. Water Process Eng. 2023, 52, 103541. [Google Scholar] [CrossRef]
- Gong, W. Reuse Technology of Synthetic Base Drilling Fluid in Yongjin 3 Block. Mod. Indusrial Econ. Informationization 2022, 12, 332–334. [Google Scholar]
- Asim, N.; Badiei, M.; Torkashvand, M.; Mohammad, M.; Alghoul, M.A.; Gasaymeh, S.S.; Sopian, K. Wastes from the petroleum industries as sustainable resource materials in construction sectors: Opportunities, limitations, and directions. J. Clean. Prod. 2021, 284, 125459. [Google Scholar] [CrossRef]
- Alimonti, C.; Gnoni, A.A. Harnessing the fluids heat to improve mature oil field: The Villafortuna-Trecate case study. J. Pet. Sci. Eng. 2015, 125, 256–262. [Google Scholar] [CrossRef]
- GB/T16783-1997; Procedure for Field Testing Water-Based Drilling Fluids. Standards Press of China: Beijing, China, 1997.
- Ai, L.; Gao, Y.W.; Ouyang, Y.; Xin, Q.Q.; Zhou, Y. Low damage highly inhibitive water based drilling fluid for drilling shale oil reservoir. Drill. Fluid Complet. Fluid 2023, 40, 602–610. [Google Scholar]
- Ihejirika, B.; Dosunmu, A.; Eme, C. Performance evaluationof guar gum as a carrier fluid for hydraulic fracturing. SPE Niger. Annu. Int. Conf. Exhib. 2015, 2015, SPE-178297. [Google Scholar]
- Ye, C.; Ren, T.; Yin, Z.B.; Li, C.; Bai, Y. Wellbore stability mechanism of fractured formation in the thrust belt of southern margin of junggar basin. J. Southwest Pet. Univ. (Sci. Technol. Ed.) 2023, 45, 95–103. [Google Scholar]
- Bayat, A.E.; Shams, R. Appraising the impacts of SiO2, ZnO and TiO2 nanoparticles on rheological properties and shale inhibition of water-based drilling muds. Colloids Surf. A-Physicochem. Eng. Asp. 2019, 581, 123792. [Google Scholar] [CrossRef]
- Moustafa, A.M.; Shehata, A.S.; Shehata, A.I.; Hanafy, A.A. Reuse of Abandoned oil and gas wells for Power generation in Western Dessert and Gulf of Suez fields of Egypt. Energy Rep. 2022, 8, 1349–1360. [Google Scholar] [CrossRef]
- Nascentes, C.L.; Murata, V.V.; Oliveira-lopes, L.C. Mathematical modeling of solids-drilling fluid separation in shale shakers in oil fields: A state of art review. J. Pet. Sci. Eng. 2022, 208, 109270. [Google Scholar] [CrossRef]
- Liu, F.; Li, Y.F.; Wang, X.W.; Xia, Z.Z. Preparation and Properties of Reversible Emulsion Drilling Fluid Stabilized by Modified Nanocrystalline Cellulose. Molecules 2024, 29, 1269. [Google Scholar] [CrossRef] [PubMed]
- Cao, J.; Xu, P.C.; Chen, L.; Song, W.G.; Yu, D.Z.; Zhang, J.F.; Zheng, X.; Yang, J.D. Development of a novel environmentally friendly drilling fluid system and field trial. Fresenius Environ. Bull. 2020, 29, 2526–2533. [Google Scholar]
- Zhao, X.Y.; Li, D.Q.; Zhu, H.M.; Ma, J.Y.; An, Y.X. Advanced developments in environmentally friendly lubricants for water-based drilling fluid: A review. RSC Adv. 2022, 12, 22853–22868. [Google Scholar] [CrossRef] [PubMed]
- Mateus, L.; Taborda, E.A.; Moreno-Castilla, C.; López- Ramón, M.V.; Franco, C.A.; Cortés, F.B. Extra-Heavy Crude Oil Viscosity Reduction Using and Reusing Magnetic Copper Ferrite Nanospheres. Processes 2021, 9, 175. [Google Scholar] [CrossRef]
- Li, J.X.; Zhang, S.J.; Li, L.; Sun, D.S.; Zhang, C.; Wang, T. Application of Environmentally Friendly High Performance Water Base Muds in Ultra Depp Well Drilling in Piedmont Area. Drill. Fluid Complet. Fluid 2017, 34, 20–26. [Google Scholar]
- Alvi, M.A.; Belayneh, M.; Fjelde, K.K.; Saasen, A.; Bandyopadhyay, S. Effect of hydrophobic iron oxide nanoparticles on the properties of oil-based drilling fluid. Energy Resour. Technol.-Trans. Asme 2021, 143, 043001. [Google Scholar] [CrossRef]
- Ajemigbitse, M.A.; Cannon, F.S.; Klima, M.S.; Furness, J.C.; Wunz, C.; Warner, N.R. Raw material recovery from hydraulic fracturing residual solid waste with implications for sustainability and radioactive waste disposal. Environ. Sci.-Process. Impacts 2019, 21, 308–323. [Google Scholar] [CrossRef] [PubMed]
- Caulk, R.A.; Tomac, I. Reuse of abandoned oil and gas wells for geothermal energy production. Renew. Energy 2017, 112, 388–397. [Google Scholar] [CrossRef]
- Konate, N.; Salehi, S. Experimental Investigation of Inhibitive Drilling Fluids Performance: Case Studies from United States Shale Basins. Energies 2020, 13, 5142. [Google Scholar] [CrossRef]
- Akpan, E.U.; Enyi, G.C.; Nasr, G.; Yahaya, A.A.; Ahmadu, A.A.; Saidu, B. Water-based drilling fluids for high-temperature applications and water-sensitive and dispersible shale formations. J. Pet. Sci. Eng. 2019, 175, 1028–1038. [Google Scholar] [CrossRef]
- Yalman, E.; Federer-Kovacs, G.; Depci, T.; Al Khalaf Aylikci, V.; Aydin, M.G. Development of novel inhibitive water-based drilling muds for oil and gas field applications. J. Pet. Sci. Eng. 2022, 210, 109907. [Google Scholar] [CrossRef]
- Carrero-Parreño, A.; Onishi, V.C.; Salcedo-Díaz, R.; Ruiz-Femenia, R.; Fraga, E.S.; Caballero, J.A.; Reyes-Labarta, J.A. Optimal pretreatment system of flowback water from shale gas production. Industrial & Engineering Chemistry Research. Ind. Eng. Chem. Res. 2017, 56, 4386–4398. [Google Scholar]
- Norouzi, M.; Rashidi, F.; Noorollashi, Y.; Qom, H.F. CuO/water and Al2O3/water nanofluids as working fluid in an abandoned oil well to improve thermal performance in the seawater desalination process. J. Taiwan Inst. Chem. Eng. 2023, 144, 104754. [Google Scholar] [CrossRef]
- Oyedoh, E.; Odumugbo, C.; Ebewel, E.O. Suitability of nigerian bentonite in drilling fluid formulatio. Int. J. Eng. Res. Afr. 2016, 24, 26–34. [Google Scholar] [CrossRef]
- Geng, T.; Qiu, Z.S.; Tang, Z.C.; Zhao, X.; Miao, H.L. The development and application of high temperature resistant and strong inhibitive water-based drilling fluid for deepwater drilling. Pet. Drill. Tech. 2019, 47, 82–88. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Name | Manufacturer |
|---|---|
| Core | The shallow and deep sections of oil field |
| bentonite | Zhejiang Fenghong New Material Co., Ltd., Huzhou, China |
| Aggravating agent | Wen’an Zhongde Chemical Co., Ltd., Langfang, China |
| CMC | Shandong Zhengyang New Material Technology Co., Ltd., Liaocheng, China |
| PAM | Shandong Zhengyang New Material Technology Co., Ltd., Liaocheng, China |
| KY-1 (Shale inhibitor) | College of Energy and Chemical Engineering, Jingzhou University, Jingzhou, China |
| KJ-1, KJ-2 (Fluid loss agent) | College of Energy and Chemical Engineering, Jingzhou University, Jingzhou, China |
| KZ-1, kZ-2 (Tackifier) | College of Energy and Chemical Engineering, Jingzhou University, Jingzhou, China |
| KN-1 (Viscosity reducer) | College of Energy and Chemical Engineering, Jingzhou University, Jingzhou, China |
| Equipment Name | Manufacturer |
|---|---|
| Flip Type Pulper PJ-10L | Xianxian Tianjian Instrument Co., Ltd., Cangzhou, China |
| Mid-pressure Drilling Fluid Filter Press ZNS-2 | Xianxian Tianjian Instrument Co., Ltd., Cangzhou, China |
| Rotational Viscometer D6B | Xianxian Tianjian Instrument Co., Ltd., Cangzhou, China |
| Shale Expansibility Tester KC-GDP1 | Xianxian Tianjian Instrument Co., Ltd., Cangzhou, China |
| Liquid Density Meter YYM | Xianxian Tianjian Instrument Co., Ltd., Cangzhou, China |
| Roller Oven GRL-BX3 | Qingdao Senxin Electromechanical Equipment Co., Ltd., Qingdao, China |
| Reaction Kettle LHG-3 | Qingdao Senxin Electromechanical Equipment Co., Ltd., Qingdao, China |
| D/max 2500 X-ray Diffraction | Japan RIKEN Co., Ltd., Qingdao, China, Tokyo, Japan |
| Field Emission Scanning Electron Microscope | Hitachi, Japan, Beijing, China |
| Tackifier | Content | AV/mPa·s | PV/mPa·s | Gel/Pa | YP/Pa | YP/PV | n |
|---|---|---|---|---|---|---|---|
| KZ-1 | 0.25% | 21.0 | 13.0 | 1.79 | 8.19 | 0.63 | 0.53 |
| KZ-2 | 12.0 | 8.0 | 1.02 | 4.09 | 0.51 | 0.58 |
| Aggravating | AV/mPa·s | PV/mPa·s | YP/Pa | YP/PV | n | FLAPI/mL | ρ/g/cm3 |
|---|---|---|---|---|---|---|---|
| Weighted | 28.0 | 22.0 | 6.16 | 0.28 | 0.72 | 5.2 | 1.073 |
| Unweighted | 47.5 | 37.5 | 10.13 | 0.27 | 0.72 | 4.0 | 1.401 |
| State | AV/mPa·s | PV/mPa·s | YP/Pa | YP/PV | n | FLAPI/mL | FLHTHP/mL |
|---|---|---|---|---|---|---|---|
| Before | 78.5 | 75.0 | 7.50 | 0.10 | 0.94 | 4.1 | / |
| After | 75.0 | 69.0. | 6.90 | 0.10 | 0.89 | 3.0 | 9.5 |
| ρtop (g/cm3) | ρbottom (g/cm3) | SF |
|---|---|---|
| 1.540 | 1.540 | 0.50 |
| 1.540 | 1.541 | 0.50 |
| Research Object | Technical Approach | Advantage | Disadvantage |
|---|---|---|---|
| Previous study | Mixing the old pulp with the new pulp proportionally | Works well with two different wells, more mature technology | Low applicability, difficult scale control, poor maneuverability, and economy |
| Our study | Addition of original/replacement agent to old pulp | Simple operation, good economy, applicable to different sections of the same well | Technology universality needs to be proven |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, J.; Wang, L.; Li, F. Research on Multi-Layer Drilling Mud Reuse Technology. Processes 2024, 12, 1586. https://doi.org/10.3390/pr12081586
Huang J, Wang L, Li F. Research on Multi-Layer Drilling Mud Reuse Technology. Processes. 2024; 12(8):1586. https://doi.org/10.3390/pr12081586
Chicago/Turabian StyleHuang, Jian, Ling Wang, and Fanxiu Li. 2024. "Research on Multi-Layer Drilling Mud Reuse Technology" Processes 12, no. 8: 1586. https://doi.org/10.3390/pr12081586
APA StyleHuang, J., Wang, L., & Li, F. (2024). Research on Multi-Layer Drilling Mud Reuse Technology. Processes, 12(8), 1586. https://doi.org/10.3390/pr12081586