
Numerical Simulation Study of Combustion under Different Excess Air Factors in a Flow Pulverized Coal Burner

Abstract
1. Introduction
2. Simulation Objects and Methods
2.1. Geometric Modeling
2.2. Boundary Conditions
2.3. Numerical Simulation
2.4. Grid Division
2.5. Model Validation
3. Results and Discussion
3.1. Effect of Different Excess Air Factors on Temperature Distribution
3.2. Velocity Distribution for Different Excess Air Factors
3.3. Effect of Excess Air Factor on NOX
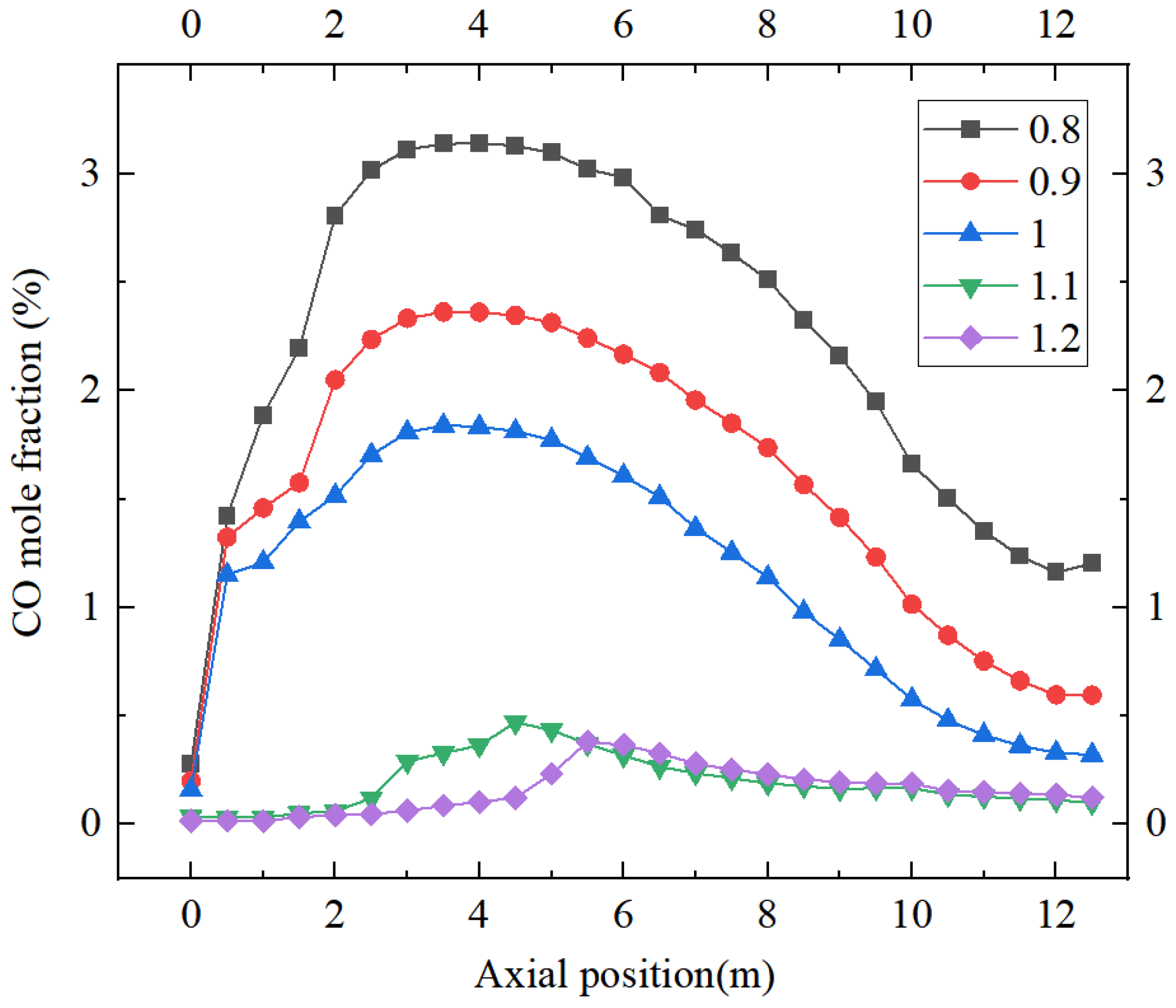
3.4. Effect of Excess Air Factor on the Composition of CO
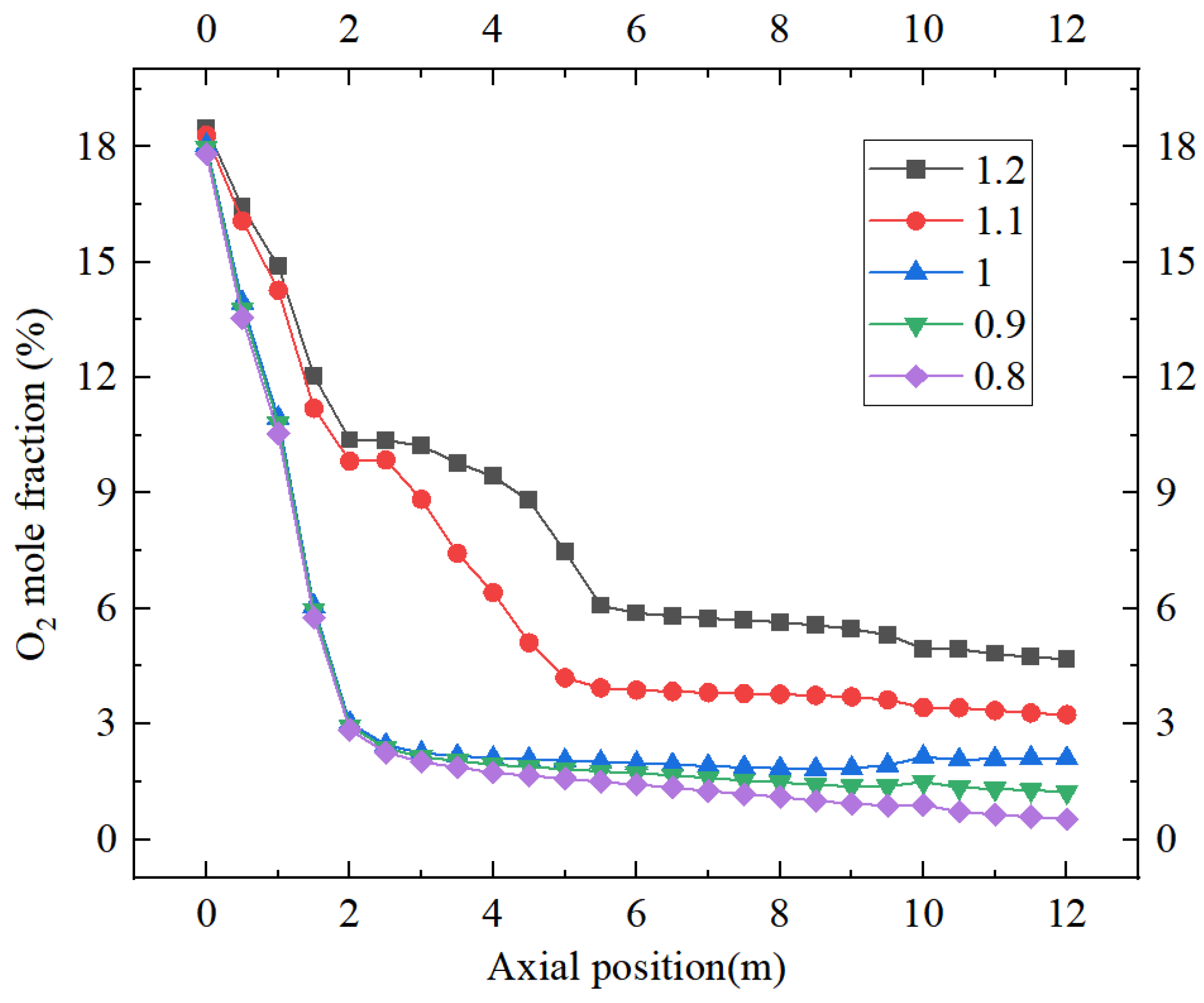
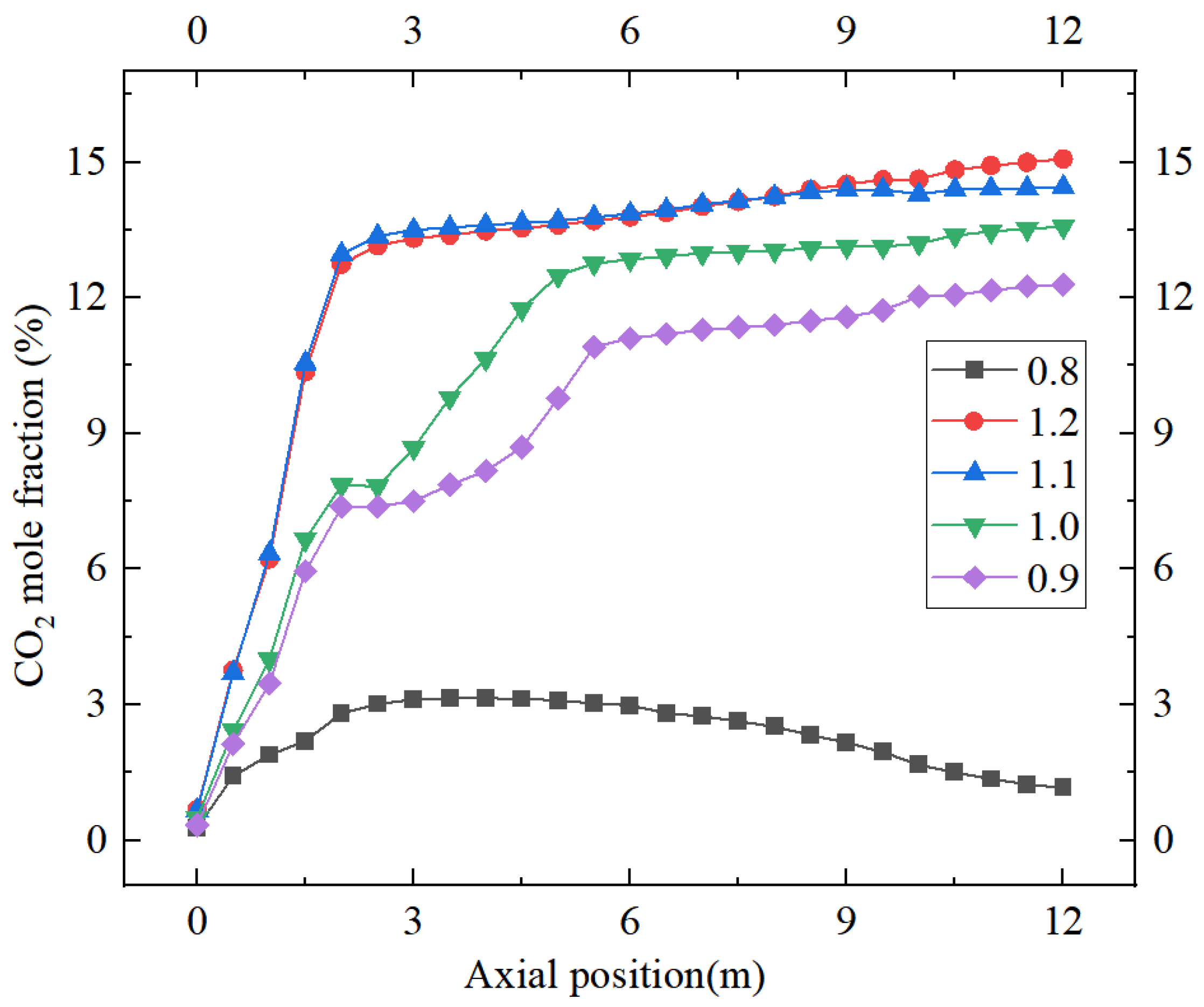
3.5. Effect of Excess Air Factor on CO2, O2
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Xi, J.P. Speech at the general debate of the 75th UN General Assembly. People’s Daily, 23 September 2020. [Google Scholar]
- Gu, N.Z.; Gu, J.; Zhang, Z.X. The necessity and development trend of desulfurization in small and medium-sized boilers. Ind. Boil. 1999, 2, 4–6. [Google Scholar]
- Li, L.L.; Liang, X.; Li, J.J.; Jiao, J.L. Air pollution control policies and air pollution management in China-an empirical study based on city-level panel data. Ecol. Econ. 2024, 40, 179–186. [Google Scholar]
- Hao, Q.E.; Wang, F.; Gao, S.H.; Huang, Y. Preparation and performance study of high sulfur-solidifying coal using coal ash residue as sulfur fixing agent. Guangzhou Chem. Ind. 2022, 50, 179–181. [Google Scholar]
- Gao, C.Y. Estimation of air pollutant emissions from coal-fired boilers in thermal power plants. Environ. Sci. Manag. 2022, 47, 32–37. [Google Scholar]
- Jiang, H.H. Characterization of integrated device for desulfurization wet electric precipitation. Shanxi Metall. 2023, 46, 18–20. [Google Scholar]
- He, L.Y.; Han, L.Q. Characterization of combustion conditions in power plant boilers. J. Beijing Technol. Bus. Univ. (Nat. Sci. Ed.) 2008, 4, 55–59. [Google Scholar]
- Zhao, X.C.; Wang, J.J. Research on the program to reduce the exhaust temperature of lignite boiler. J. Power Eng. 2023, 43, 686–691+734. [Google Scholar] [CrossRef]
- Gao, Y.; Wang, Z.P.; Yan, L.C.; Bai, S.G.; Yang, X.R. A review of the emission characteristics and control of fine particulate matter in the flue gas of pulverized coal boilers. Chem. Manag. 2020, 28, 82–83. [Google Scholar]
- Qu, S.J. Industrialization of clean coal technology/new coal chemical industry and its development in China. In Proceedings of the 2013 High-Level Academic Forum of China Coal Society, China; 2013; p. 32. Available online: https://chinacs.kejie.org.cn/about/a1866.html (accessed on 28 July 2024).
- Yu, H.; Shen, X.J.; Fu, H. Development and application of desulfurization technology in high temperature flue gas. Energy Conserv. Environ. Prot. 2022, 3, 89–90. [Google Scholar]
- Yao, H.J. Comparison and analysis of coal desulfurization technologies. Guangdong Chem. Ind. 2013, 40, 102–103. [Google Scholar]
- Xie, Y.; Wang, H.Y.; Zhao, J.; Zhang, C.; Liu, X. Influence of furnace flue gas composition on heat transfer characteristics of oxygen-enriched combustion boilers. Combust. Sci. Technol. 2022, 28, 283–291. [Google Scholar]
- Li, Z.Y.; Cheng, J.; Liu, J.Z.; Li, L. Dynamic monitoring and analysis of clean combustion flue gas composition in industrial boilers. Power Stn. Syst. Eng. 2002, 4, 1–4. [Google Scholar]
- Li, X.H. Optimization and reconstruction technology of SCR flue gas denitrification ultra low emission in coal fired power plant. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Singapore, 2017; Volume 231, p. 012111. [Google Scholar]
- Cai, R.; Luo, K.; Watanabe, H.; Kurose, R.; Fan, J. Recent advances in high-fidelity simulations of pulverized coal combustion. Adv. Powder Technol. 2020, 31, 3062–3079. [Google Scholar] [CrossRef]
- Ghose, P.; Sahoo, T.K.; Sahu, A.K. Pulverized coal combustion computational modeling approach: A review. Proc. Inst. Mech. Eng. Part A J. Power Energy 2023, 237, 797–818. [Google Scholar] [CrossRef]
- Rajhi, W.; Basem, A.; Sabri, L.S.; Mohammed, M.M.; Becheikh, N.; Kolsi, L.; Salahshour, S.; Al-Yasiri, M.; Sabetvand, R. A numerical study of catalytic combustion of methane-air in excess oxygen and deficient oxygen environments with increasing initial pressure: A molecular dynamic approach. Case Stud. Therm. Eng. 2024, 57, 104329. [Google Scholar] [CrossRef]
- Patel, V.; Shah, R. Experimental investigation on flame appearance and emission characteristics of LPG inverse diffusion flame with swirl. Appl. Therm. Eng. 2018, 137, 377–385. [Google Scholar] [CrossRef]
- Zhen, H.S.; Leung, C.W.; Cheung, C.S. Thermal and emission characteristics of a turbulent swirling inverse diffusion flame. Int. J. Heat Mass Transf. 2010, 53, 902–909. [Google Scholar] [CrossRef]
- Song, J.; Lu, X.C.; Zhang, L.K. Excess air factors of boiler flue gases. In Proceedings of the 2022 Annual Scientific and Technical Conference of the Chinese Society of Environmental Science—Environmental Engineering Technology Innovation and Application Session (II), Nanchang, China, 20 August 2022; China Society of Environmental Science, Environmental Engineering Branch: Nanchang, China, 2022; p. 4. [Google Scholar]
- Lei, X.; Lu, H.; Chang, X.; Zhou, E. Numerical simulation of the influence of gear-type combustion stabilizer on the flow field distribution and combustion products of swirl burner. Case Stud. Therm. Eng. 2024, 55, 104078. [Google Scholar] [CrossRef]
- Menni, Y.; Chamkha, A.; Zidani, C.; Benyoucef, B. Numerical analysis of heat and nanofluid mass transfer in a channel with detached and attached baffle plates. Math. Model. Eng. Probl. 2019, 6, 52–60. [Google Scholar] [CrossRef]
- Ghose, P.; Patra, J.; Datta, A.; Mukhopadhyay, A. Prediction of soot and thermal radiation in a model gas turbine combustor burning kerosene fuel spray at different swirl levels. Combust. Theory Model. 2016, 20, 457–485. [Google Scholar] [CrossRef]
- Richards, A.P.; Fletcher, T.H. A comparison of simple global kinetic models for coal devolatilization with the CPD model. Fuel 2016, 185, 171–180. [Google Scholar] [CrossRef]
- Wang, Y.; Zhou, Y. Numerical optimization of the influence of multiple deep air-staged combustion on the NOX emission in an opposed firing utility boiler using lean coal. Fuel 2020, 269, 116996. [Google Scholar] [CrossRef]
- Laubscher, R.; Rousseau, P. CFD study of pulverized coal-fired boiler evaporator and radiant superheaters at varying loads. Appl. Therm. Eng. 2019, 160, 114057. [Google Scholar] [CrossRef]
- Krzywanski, J.; Sztekler, K.; Szubel, M.; Siwek, T.; Nowak, W.; Mika, L. A comprehensive three-dimensional analysis of a large-scale multi-fuel CFB boiler burning coal and syngas. Part 1. The CFD model of a large-scale multi-fuel CFB combustion. Entropy 2020, 22, 964. [Google Scholar] [CrossRef] [PubMed]
- Shang, T. Experimental Study and Numerical Simulation on a Low-NOx Semi-Anthracite Coal Swirl Burner; Tsinghua University: Beijing, China, 2016. [Google Scholar]
- Krzywanski, J.; Blaszczuk, A.; Czakiert, T.; Rajczyk, R.; Nowak, W. Artificial intelligence treatment of NOX emissions from CFBC in air and oxy-fuel conditions. In Proceedings of the CFB-11: 11th International Conference on Fluidized Bed Technology, Beijing China, 14–17 May 2014; pp. 619–624. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temp (K) | Mass Flow Rate (kg/s) | Pressure (Pa) | |
|---|---|---|---|
| Internal secondary air | 604 | 2.58 | 101,325 |
| External secondary air | 604 | 10.17 | |
| Primary air | 345 | 60.70 | |
| Central air | 604 | 0.44 |
| Proximate Analysis (as Received, wt.%) | ||||
|---|---|---|---|---|
| Var | Aar | Mar | FCar | Q net ar (kJ/kg) |
| 11.95 | 19.44 | 10.00 | 58.61 | 19,289 |
| Ultimate analysis (as received, wt.%) | ||||
| Car | Har | Sar | Nar | Oar |
| 62.12 | 3.02 | 0.68 | 0.71 | 4.03 |
| Parameter | Experimental Value | Simulation Value | Error |
|---|---|---|---|
| NOX | 404 ppm | 416 ppm | 2.97% |
| Burnout rate | 99.5% | 96.59% | 2.92% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, L.; Xu, Y.; Tian, S.; Lu, H. Numerical Simulation Study of Combustion under Different Excess Air Factors in a Flow Pulverized Coal Burner. Processes 2024, 12, 1607. https://doi.org/10.3390/pr12081607
Chen L, Xu Y, Tian S, Lu H. Numerical Simulation Study of Combustion under Different Excess Air Factors in a Flow Pulverized Coal Burner. Processes. 2024; 12(8):1607. https://doi.org/10.3390/pr12081607
Chicago/Turabian StyleChen, Lijia, Yelin Xu, Shoutao Tian, and Hao Lu. 2024. "Numerical Simulation Study of Combustion under Different Excess Air Factors in a Flow Pulverized Coal Burner" Processes 12, no. 8: 1607. https://doi.org/10.3390/pr12081607
APA StyleChen, L., Xu, Y., Tian, S., & Lu, H. (2024). Numerical Simulation Study of Combustion under Different Excess Air Factors in a Flow Pulverized Coal Burner. Processes, 12(8), 1607. https://doi.org/10.3390/pr12081607