

Hydrothermal Carbonization of Residual Biomass from Agricultural and Agro-Industrial Sector


Abstract
:
1. Introduction
2. Materials and Methods
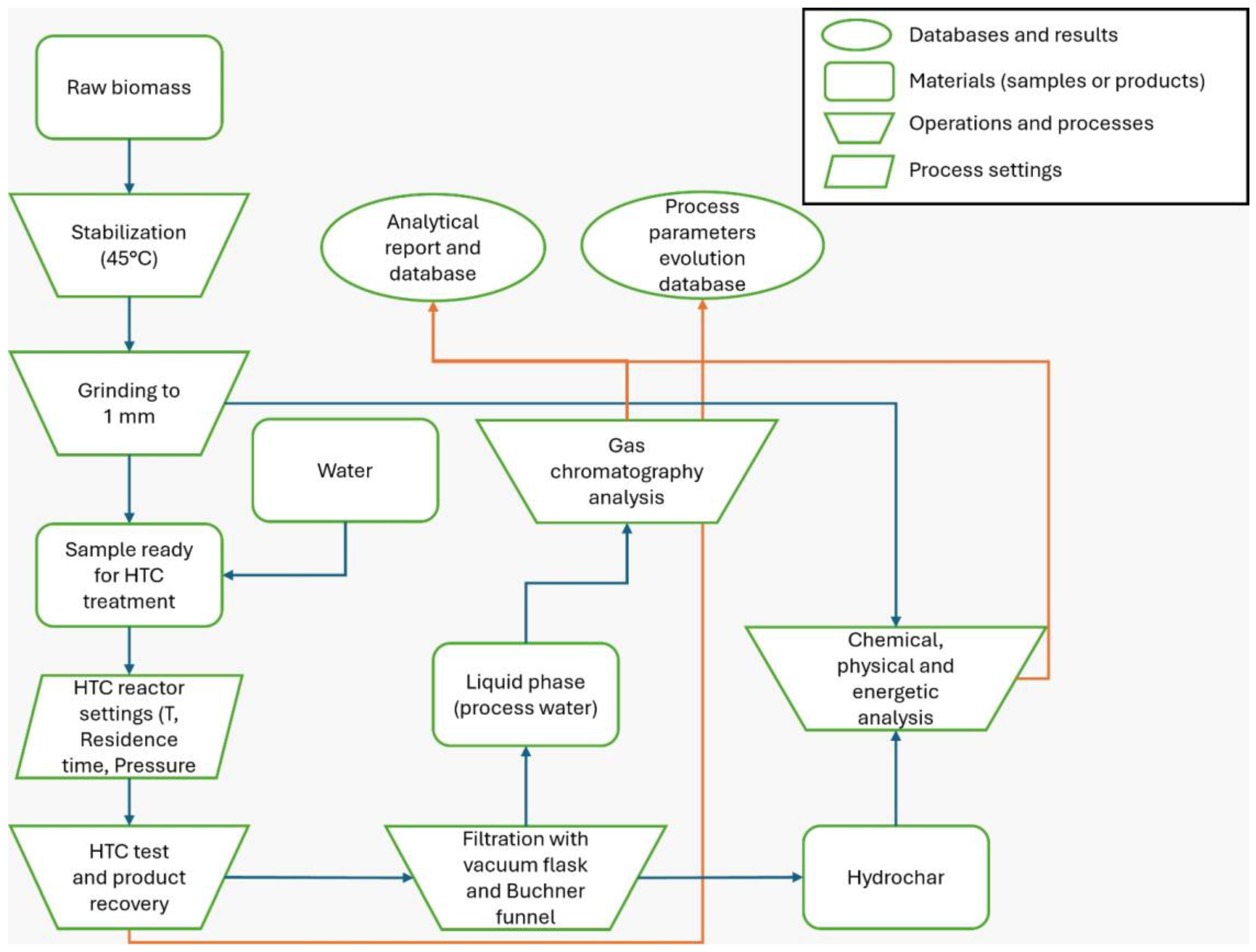
2.1. Overall Workflow
2.2. HTC Preliminary Test and Experimental Plan
3. Results and Discussion
3.1. Results of Preliminary Tests
3.2. Mass and Energetic Yield
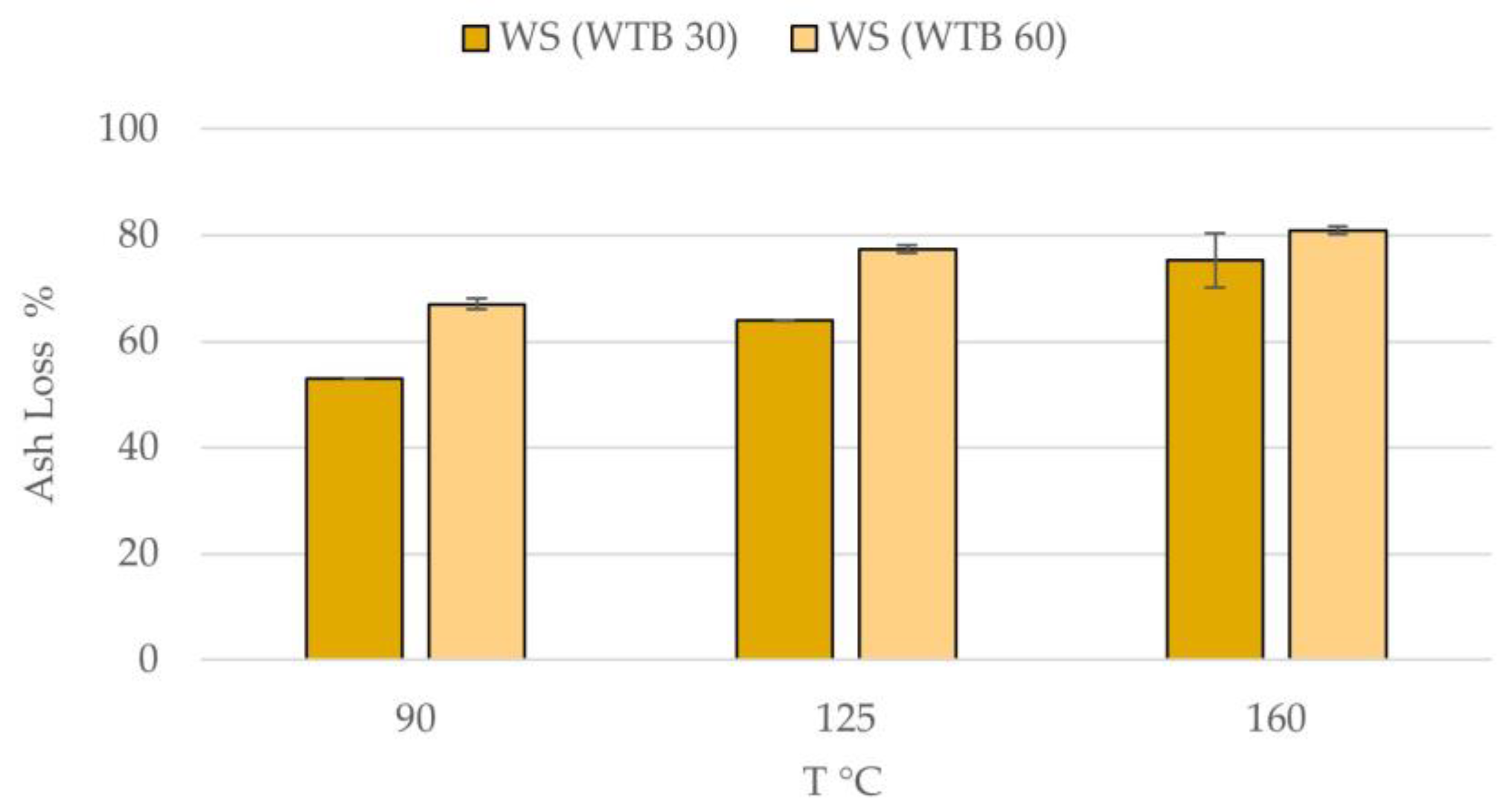
3.3. Ash Content
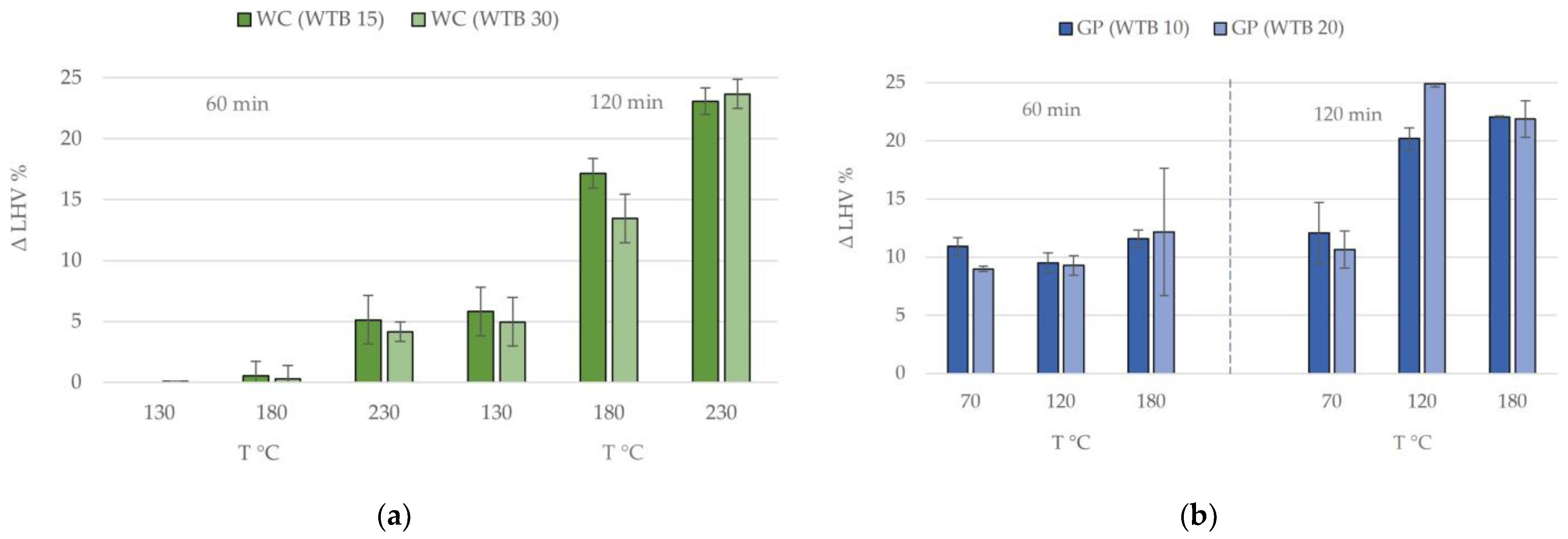
3.4. Lower Heating Value
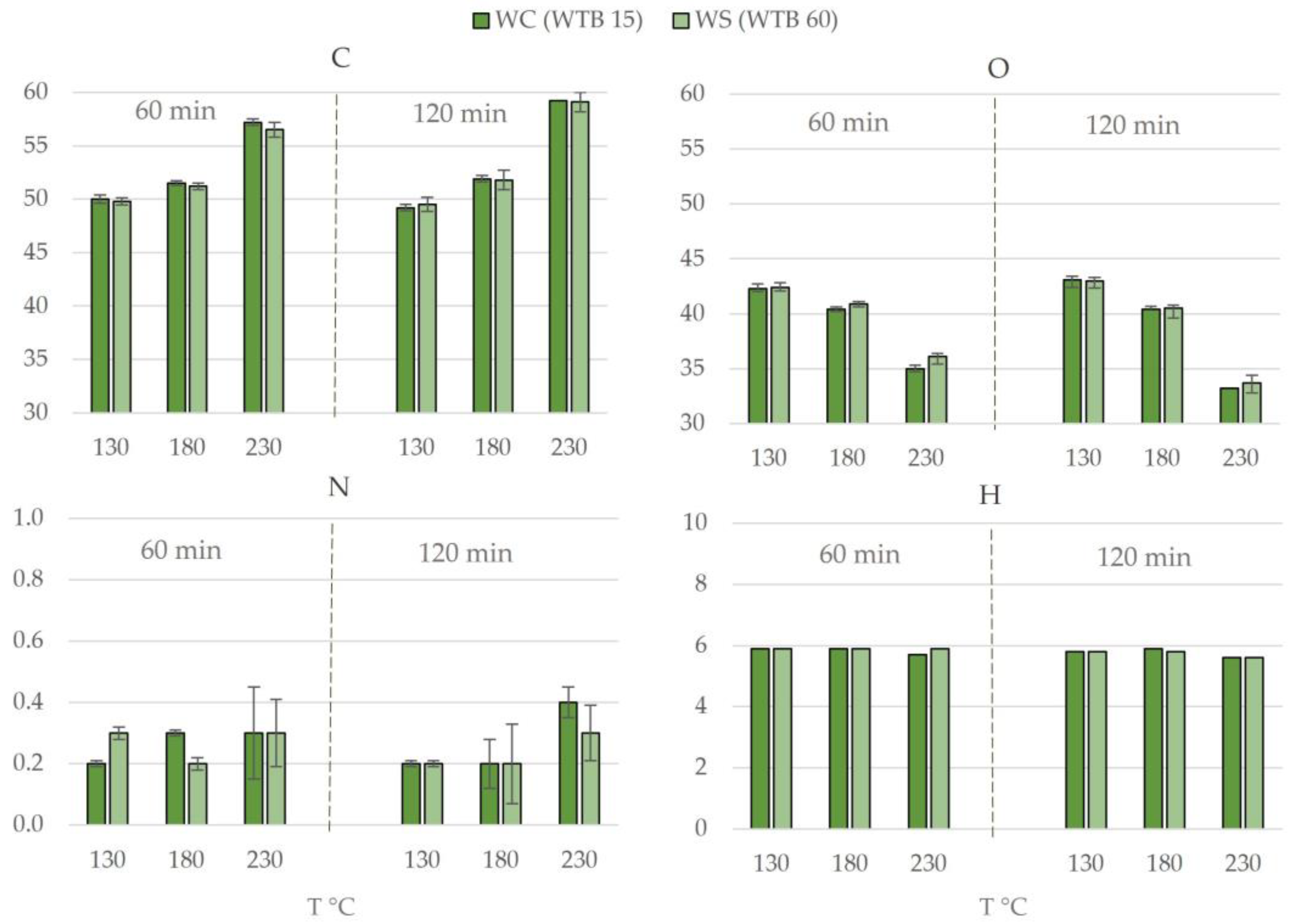
3.5. Elemental Composition
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Lago, C.; Herrera, I.; Caldés, N.; Lechón, Y. Nexus Bioenergy–Bioeconomy. In The Role of Bioenergy in the Emerging Bioeconomy: Resources, Technologies, Sustainability and Policy; Academic Press: Cambridge, MA, USA, 2019; pp. 3–24. [Google Scholar] [CrossRef]
- Scarlat, N.; Dallemand, J.F.; Monforti-Ferrario, F.; Nita, V. The Role of Biomass and Bioenergy in a Future Bioeconomy: Policies and Facts. Environ. Dev. 2015, 15, 3–34. [Google Scholar] [CrossRef]
- Istat Istat—7th Agricultural Census. Available online: https://esploradati.istat.it (accessed on 29 April 2024).
- Eurostat Eurostat Data Browser—Wine-Grower Holdings by Production. Available online: https://ec.europa.eu (accessed on 29 April 2024).
- Toscano, G.; Riva, G.; Duca, D.; Pedretti, E.F.; Corinaldesi, F.; Rossini, G. Analysis of the Characteristics of the Residues of the Wine Production Chain Finalized to Their Industrial and Energy Recovery. Biomass Bioenergy 2013, 55, 260–267. [Google Scholar] [CrossRef]
- Mereu, V.; Gallo, A.; Trabucco, A.; Carboni, G.; Spano, D. Modeling High-Resolution Climate Change Impacts on Wheat and Maize in Italy. Clim. Risk Manag. 2021, 33, 100339. [Google Scholar] [CrossRef]
- Malaťák, J.; Velebil, J.; Malaťáková, J.; Passian, L.; Bradna, J.; Tamelová, B.; Gendek, A.; Aniszewska, M. Reducing Emissions from Combustion of Grape Residues in Mixtures with Herbaceous Biomass. Materials 2022, 15, 7288. [Google Scholar] [CrossRef]
- Fernando, A.L.; Costa, J.; Cocchi, M.; Boulday, D. Identification of EU Success Factors for Sustainable Wood Waste Valorization. In Proceedings of the European Biomass Conference and Exhibition Proceedings, Copenhagen, Denmark, 14–17 May 2018; pp. 175–179. [Google Scholar] [CrossRef]
- Teoh, R.H.; Mahajan, A.S.; Moharir, S.R.; Abdul Manaf, N.; Shi, S.; Thangalazhy-Gopakumar, S. A Review on Hydrothermal Treatments for Solid, Liquid and Gaseous Fuel Production from Biomass. Energy Nexus 2024, 14, 100301. [Google Scholar] [CrossRef]
- Mancini, M.; Toscano, G.; Feliciangeli, G.; Leoni, E.; Duca, D. Investigation on Woodchip Quality with Respect to ISO Standards and Relationship among Quality Parameters. Fuel 2020, 279, 118559. [Google Scholar] [CrossRef]
- Toscano, G.; De Francesco, C.; Gasperini, T.; Fabrizi, S.; Duca, D.; Ilari, A. Quality Assessment and Classification of Feedstock for Bioenergy Applications Considering ISO 17225 Standard on Solid Biofuels. Resources 2023, 12, 69. [Google Scholar] [CrossRef]
- Botelho, T.; Costa, M.; Wilk, M.; Magdziarz, A. Evaluation of the Combustion Characteristics of Raw and Torrefied Grape Pomace in a Thermogravimetric Analyzer and in a Drop Tube Furnace. Fuel 2018, 212, 95–100. [Google Scholar] [CrossRef]
- Miranda, T.; Román, S.; Montero, I.; Nogales-Delgado, S.; Arranz, J.I.; Rojas, C.V.; González, J.F. Study of the Emissions and Kinetic Parameters during Combustion of Grape Pomace: Dilution as an Effective Way to Reduce Pollution. Fuel Process. Technol. 2012, 103, 160–165. [Google Scholar] [CrossRef]
- Puccini, M.; Stefanelli, E.; Hiltz, M.; Seggiani, M.; Vitolo, S. Activated Carbon from Hydrochar Produced by Hydrothermal Carbonization of Wastes. Chem. Eng. Trans. 2017, 57, 169–174. [Google Scholar] [CrossRef]
- Shi, N.; Liu, Q.; He, X.; Wang, G.; Chen, N.; Peng, J.; Ma, L. Molecular Structure and Formation Mechanism of Hydrochar from Hydrothermal Carbonization of Carbohydrates. Energy Fuels 2019, 33, 9904–9915. [Google Scholar] [CrossRef]
- Mendoza Martinez, C.L.; Sermyagina, E.; Saari, J.; Silva de Jesus, M.; Cardoso, M.; Matheus de Almeida, G.; Vakkilainen, E. Hydrothermal Carbonization of Lignocellulosic Agro-Forest Based Biomass Residues. Biomass Bioenergy 2021, 147, 106004. [Google Scholar] [CrossRef]
- Peterson, A.A.; Vogel, F.; Lachance, R.P.; Fröling, M.; Antal, M.J.; Tester, J.W. Thermochemical Biofuel Production in Hydrothermal Media: A Review of Sub- and Supercritical Water Technologies. Energy Environ. Sci. 2008, 1, 32–65. [Google Scholar] [CrossRef]
- Pavkov, I.; Radojčin, M.; Stamenković, Z.; Bikić, S.; Tomić, M.; Bukurov, M.; Despotović, B. Hydrothermal Carbonization of Agricultural Biomass: Characterization of Hydrochar for Energy Production. Solid Fuel Chem. 2022, 56, 225–235. [Google Scholar] [CrossRef]
- Moliner, C.; Arato, E.; Marchelli, F. Current Status of Energy Production from Solid Biomass in Southern Italy. Energies 2021, 14, 2576. [Google Scholar] [CrossRef]
- Beres, C.; Costa, G.N.S.; Cabezudo, I.; da Silva-James, N.K.; Teles, A.S.C.; Cruz, A.P.G.; Mellinger-Silva, C.; Tonon, R.V.; Cabral, L.M.C.; Freitas, S.P. Towards Integral Utilization of Grape Pomace from Winemaking Process: A Review. Waste Manag. 2017, 68, 581–594. [Google Scholar] [CrossRef] [PubMed]
- Gallifuoco, A.; Taglieri, L.; Scimia, F.; Papa, A.A.; Di Giacomo, G. Hydrothermal Carbonization of Biomass: New Experimental Procedures for Improving the Industrial Processes. Bioresour. Technol. 2017, 244, 160–165. [Google Scholar] [CrossRef] [PubMed]
- ISO 18122; Solid Biofuels-Determination of Ash Content. ISO: Geneva, Switzerland, 2015.
- ISO 18125; Solid Biofuels-Determination of Calorific Value. ISO: Geneva, Switzerland, 2017; ISBN 9780580893261.
- ISO 16948; Solid Biofuels-Determination of Total Content of Carbon, Hydrogen and Nitrogen. ISO: Geneva, Switzerland, 2015.
- Council, N.R. Nutrient Requirements of Poultry: Sixth Revised Edition; Nutrient Requirements of Poultry 1AD; The National Academies Press: Washington, DC, USA, 1971. [Google Scholar] [CrossRef]
- Moliner, C.; Marchelli, F.; Arato, E. Current Status of Energy Production from Solid Biomass in North-West Italy. Energies 2020, 13, 4390. [Google Scholar] [CrossRef]
- Krysanova, K.; Krylova, A.; Zaichenko, V. Properties of Biochar Obtained by Hydrothermal Carbonization and Torrefaction of Peat. Fuel 2019, 256, 115929. [Google Scholar] [CrossRef]
- Reza, M.T.; Mumme, J.; Ebert, A. Characterization of Hydrochar Obtained from Hydrothermal Carbonization of Wheat Straw Digestate. Biomass Convers. Biorefinery 2015, 5, 425–435. [Google Scholar] [CrossRef]
- Cheng, C.; He, Q.; Ismail, T.M.; Mosqueda, A.; Ding, L.; Yu, J.; Yu, G. Hydrothermal Carbonization of Rape Straw: Effect of Reaction Parameters on Hydrochar and Migration of AAEMs. Chemosphere 2022, 291, 132785. [Google Scholar] [CrossRef] [PubMed]
- Ma, Q.; Han, L.; Huang, G. Effect of Water-Washing of Wheat Straw and Hydrothermal Temperature on Its Hydrochar Evolution and Combustion Properties. Bioresour. Technol. 2018, 269, 96–103. [Google Scholar] [CrossRef] [PubMed]
- Güler, B.; Aydın Temel, F. Investigation of Value-Added Charcoal Production from Full-Scale Hydrothermal Carbonization of Hazelnut Husk and Wood Waste. Biomass Convers. Biorefinery 2023, 14, 15119–15127. [Google Scholar] [CrossRef]
- Broch, A.; Jena, U.; Hoekman, S.K.; Langford, J. Analysis of Solid and Aqueous Phase Products from Hydrothermal Carbonization of Whole and Lipid-Extracted Algae. Energies 2014, 7, 62–79. [Google Scholar] [CrossRef]
- Saha, S.; Islam, M.T.; Calhoun, J.; Reza, T. Effect of Hydrothermal Carbonization on Fuel and Combustion Properties of Shrimp Shell Waste. Energies 2023, 16, 5534. [Google Scholar] [CrossRef]
- Heidari, M.; Salaudeen, S.; Dutta, A.; Acharya, B. Effects of Process Water Recycling and Particle Sizes on Hydrothermal Carbonization of Biomass. Energy Fuels 2018, 32, 11576–11586. [Google Scholar] [CrossRef]
- Barbanera, M.; Cardarelli, A.; Carota, E.; Castellini, M.; Giannoni, T.; Ubertini, S. Valorization of Winery and Distillery By-Products by Hydrothermal Carbonization. Sci. Rep. 2021, 11, 1–16. [Google Scholar] [CrossRef]
- Ulbrich, M.; Preßl, D.; Fendt, S.; Gaderer, M.; Spliethoff, H. Impact of HTC Reaction Conditions on the Hydrochar Properties and CO2 Gasification Properties of Spent Grains. Fuel Process. Technol. 2017, 167, 663–669. [Google Scholar] [CrossRef]
- Sobek, S.; Tran, Q.K.; Junga, R.; Werle, S. Hydrothermal Carbonization of the Waste Straw: A Study of the Biomass Transient Heating Behavior and Solid Products Combustion Kinetics. Fuel 2022, 314, 122725. [Google Scholar] [CrossRef]
- Toufiq Reza, M.; Poulson, S.R.; Román, S.; Coronella, C.J. Behavior of Stable Carbon and Stable Nitrogen Isotopes during Hydrothermal Carbonization of Biomass. J. Anal. Appl. Pyrolysis 2018, 131, 85–92. [Google Scholar] [CrossRef]
- González-Arias, J.; Sánchez, M.E.; Cara-Jiménez, J.; Baena-Moreno, F.M.; Zhang, Z. Hydrothermal Carbonization of Biomass and Waste: A Review. Environ. Chem. Lett. 2022, 20, 211–221. [Google Scholar] [CrossRef]
- Lachos-Perez, D.; César Torres-Mayanga, P.; Abaide, E.R.; Zabot, G.L.; De Castilhos, F. Hydrothermal Carbonization and Liquefaction: Differences, Progress, Challenges, and Opportunities. Bioresour Technol. 2022, 343, 126084. [Google Scholar] [CrossRef] [PubMed]
- Petrović, J.; Ercegović, M.; Simić, M.; Koprivica, M.; Dimitrijević, J.; Jovanović, A.; Janković Pantić, J. Hydrothermal Carbonization of Waste Biomass: A Review of Hydrochar Preparation and Environmental Application. Processes 2024, 12, 207. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| WS (6 Combinations) | WC (12 Combinations) | GP (12 Combinations) | ||||||
|---|---|---|---|---|---|---|---|---|
| T (°C) | WTB (mL/g) | Time (min) | T (°C) | WTB (mL/g) | Time (min) | T (°C) | WTB (mL/g) | Time (min) |
| 90 | 30 | 120 | 130 | 15 | 60 | 70 | 10 | 60 |
| 125 | 60 | / | 180 | 30 | 120 | 120 | 20 | 120 |
| 160 | / | / | 230 | / | / | 180 | / | / |
| Sample | WTB (mL/g) | t (min) | T (°C) | P (bar) | WTB (mL/g) | t (min) | T (°C) | P (bar) |
|---|---|---|---|---|---|---|---|---|
| WS | 30 | 90 | 0.1 (0.1) | 60 | 90 | 0.3 (0.2) | ||
| 120 | 125 | 1.2 (0.1) | 120 | 125 | 0.9 (0.1) | |||
| 160 | 4.4 (0.2) | 160 | 3.6 (0.4) | |||||
| WC | 15 | 130 | 1.2 (0.1) | 30 | 130 | 1.3 (0.1) | ||
| 60 | 180 | 8.2 (1.3) | 60 | 180 | 8.4 (1.1) | |||
| 230 | 23.3 (5.2) | 230 | 26.9 (1.0) | |||||
| 130 | 1.3 (0.1) | 130 | 1.4 (0.1) | |||||
| 120 | 180 | 7.7 (0.8) | 120 | 180 | 8.7 (0.5) | |||
| 230 | 27.2 (0.5) | 230 | 27.1 (0.8) | |||||
| GP | 10 | 70 | 0.0 (0.1) | 20 | 70 | 0.0 (0.1) | ||
| 60 | 120 | 0.8 (0.2) | 60 | 120 | 0.7 (0.3) | |||
| 180 | 8.8 (0.5) | 180 | 8.8 (0.4) | |||||
| 70 | 0.0 (0.1) | 70 | 0.0 (0.1) | |||||
| 120 | 120 | 0.9 (0.2) | 120 | 120 | 1.0 (0.2) | |||
| 180 | 9.0 (0.3) | 180 | 8.8 (0.6) |
| Treated Biomass | Ash (%) | HHV (MJ/kg) | LHV (MJ/kg) | LHV (d.af) (MJ/kg) | C (%) | H (%) | N (%) | O (%) | Mass (g) |
|---|---|---|---|---|---|---|---|---|---|
| Straw | 11.3 | 17.5 | 16.2 | 18.3 | 44.5 | 5.7 | 0.4 | 38.1 | 19.0 |
| Treated straw | 9.6 | 19.7 | 18.5 | 20.5 | 50.6 | 5.6 | 0.4 | 33.9 | 10.3 |
| Grape pomace | 9.8 | 20.7 | 19.5 | 21.6 | 50.4 | 5.9 | 1.9 | 31.9 | 19.3 |
| Treated grape pomace | 2.3 | 26.8 | 25.5 | 26.2 | 63.6 | 6.2 | 1.4 | 26.6 | 10.6 |
| Vine pruning | 3.3 | 19.3 | 18.0 | 18.7 | 49.4 | 5.7 | 0.8 | 40.8 | 18.3 |
| Treated vine pruning | 1.5 | 22.8 | 21.6 | 22.0 | 56.6 | 5.6 | 0.6 | 35.6 | 9.9 |
| Arundo donax chips | 4.1 | 19.2 | 17.9 | 18.8 | 49.1 | 5.9 | 0.5 | 40.4 | 18.9 |
| Treated Arundo donax chips | 1.4 | 23.0 | 21.7 | 22.1 | 57.3 | 6.1 | 0.5 | 34.6 | 10.2 |
| OFMSW solid digestate | 39.2 | 11.5 | 10.9 | 17.9 | 29.6 | 3.1 | 1.5 | 26.6 | 18.7 |
| Treated OFMSW solid digestate | 46.9 | 10.4 | 9.8 | 18.5 | 28.0 | 2.8 | 0.7 | 21.5 | 13.2 |
| Treated Biomass | Mass Yield 1 %d.m. | Energy Yield 2 %d.m. | Ash Yield 3 %d.m. |
|---|---|---|---|
| Straw | 54.6 | 62.1 | 85.3 |
| Grape pomace | 54.9 | 71.9 | 23.7 |
| Vine pruning | 54.2 | 64.9 | 47.0 |
| Arundo donax chips | 54.2 | 65.4 | 34.9 |
| OFMSW solid digestate | 70.3 | 0.3 | 119.7 |
| Treated Biomass | Straw | Grape Pomace | Vine Pruning | Arundo donax Chips | OFMSW Solid Digestate |
|---|---|---|---|---|---|
| 5-hydroxymethyl furfurol | 379 | 63.3 | 699 | 909 | 7.3 |
| Furfurol | 1065 | 52.3 | 794 | 1504 | 22.1 |
| Total polyphenols (as (+)-catechin) | 1381 | 928 | 1373 | 1318 | 847 |
| Meso-inositol | 7.1 | 183.6 | 56.8 | 9.7 | 5.4 |
| Levoglucosan + arabitol | 37.3 | 2.8 | 12.3 | 47 | 0.8 |
| Glycerol | 44.7 | 379.1 | 35.5 | 32.2 | 20.7 |
| Scillo-inositol | 0.6 | 7.1 | 11.4 | 0.4 | 0.9 |
| Xylitol | 10.4 | 6.8 | 5.8 | 7.3 | 6.8 |
| Erythritol | 2.7 | 5.6 | 1.4 | 10.6 | 0.2 |
| Sorbitol | 12.5 | 15.6 | 5.3 | 4 | 1.1 |
| Trehalose | 5.9 | 2.1 | 1.6 | 1.4 | 4.6 |
| Mannitol | 52.1 | 5 | 11.5 | 26.3 | 1.7 |
| Galactose | 1.3 | <0.1 | 1.3 | 1.5 | <0.1 |
| Xylose | 2 | 0.9 | <0.1 | 4.4 | <0.1 |
| Glucose | 82.9 | 14.2 | 95.5 | 182.4 | 2.3 |
| Arabinose | 2.9 | 0.8 | 3.9 | 5.3 | 0.4 |
| Sample | WTB (mL/g) | t (min) | T (°C) | MY (%) | EY (%) | WTB (mL/g) | t (min) | T (°C) | MY (%) | EY (%) |
|---|---|---|---|---|---|---|---|---|---|---|
| WS | 30 | 90 | 82.5 (0.3) | 83.9 (0.8) | 60 | 90 | 83 (0.6) | 86.6 (2.7) | ||
| 120 | 125 | 80.9 (1.0) | 81.8 (0.0) | 120 | 125 | 69.2 (14.6) | 70.8 (14.1) | |||
| 160 | 58.9 (1.1) | 61.8 (2.6) | 160 | 56.5 (0.6) | 59.1 (0.9) | |||||
| WC | 15 | 130 | 87.2 (6.0) | 86.7 (5.7) | 30 | 130 | 89.4 (0.6) | 89.4 (0.7) | ||
| 60 | 180 | 68.1 (1.4) | 71.6 (0.6) | 60 | 180 | 64.4 (0.3) | 67 (0.4) | |||
| 230 | 55.6 (1.4) | 65.1 (1.1) | 230 | 52.8 (1.0) | 59.9 (0.9) | |||||
| 130 | 88.7 (0.1) | 89.2 (1.1) | 130 | 88.6 (0.1) | 88.8 (0.8) | |||||
| 120 | 180 | 66.8 (1.2) | 70.7 (0.0) | 120 | 180 | 62.9 (1.6) | 66.1 (1.7) | |||
| 230 | 50.5 (1.4) | 62.1 (0.8) | 230 | 45.5 (1.2) | 56 (0.8) | |||||
| GP | 10 | 70 | 77.4 (0.4) | 85.9 (1.0) | 20 | 70 | 74.8 (1.2) | 81.5 (1.4) | ||
| 60 | 120 | 70.9 (1.0) | 79.1 (1.6) | 60 | 120 | 68.1 (1.7) | 76.4 (2.3) | |||
| 180 | 60.6 (0.7) | 72.8 (1.2) | 180 | 57.2 (0.3) | 71.4 (2.9) | |||||
| 70 | 76.8 (0.5) | 84.1 (2.4) | 70 | 76.5 (0.6) | 83.6 (0.5) | |||||
| 120 | 120 | 68.0 (2.9) | 76.2 (3.6) | 120 | 120 | 68.1 (1.6) | 75.3 (0.8) | |||
| 180 | 60.7 (0.6) | 74.1 (1.5) | 180 | 56.7 (0.4) | 69.1 (0.3) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
De Francesco, C.; Gasperini, T.; Duca, D.; Toscano, G.; Ilari, A. Hydrothermal Carbonization of Residual Biomass from Agricultural and Agro-Industrial Sector. Processes 2024, 12, 1673. https://doi.org/10.3390/pr12081673
De Francesco C, Gasperini T, Duca D, Toscano G, Ilari A. Hydrothermal Carbonization of Residual Biomass from Agricultural and Agro-Industrial Sector. Processes. 2024; 12(8):1673. https://doi.org/10.3390/pr12081673
Chicago/Turabian StyleDe Francesco, Carmine, Thomas Gasperini, Daniele Duca, Giuseppe Toscano, and Alessio Ilari. 2024. "Hydrothermal Carbonization of Residual Biomass from Agricultural and Agro-Industrial Sector" Processes 12, no. 8: 1673. https://doi.org/10.3390/pr12081673