
The Study Design of a Double-Action Plate Vacuum Pump


 ,
,  and
and {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results
- λ is the specific vacuum pump flow rate;
- z is the number of rotor plates, pieces;
- Sa is the maximum area of the cavity between adjacent plates in one operating cycle, m2;
- п is the frequency of rotor rotation, s−1.
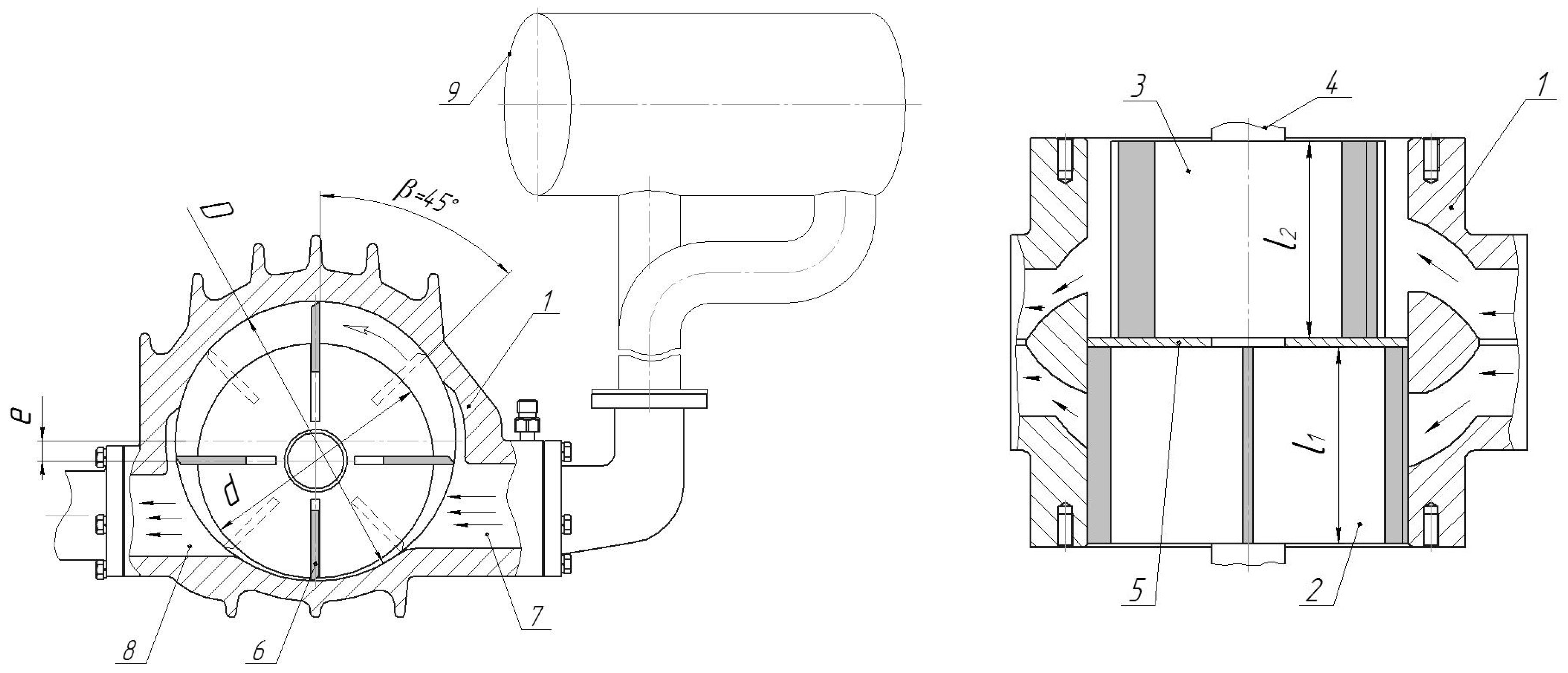
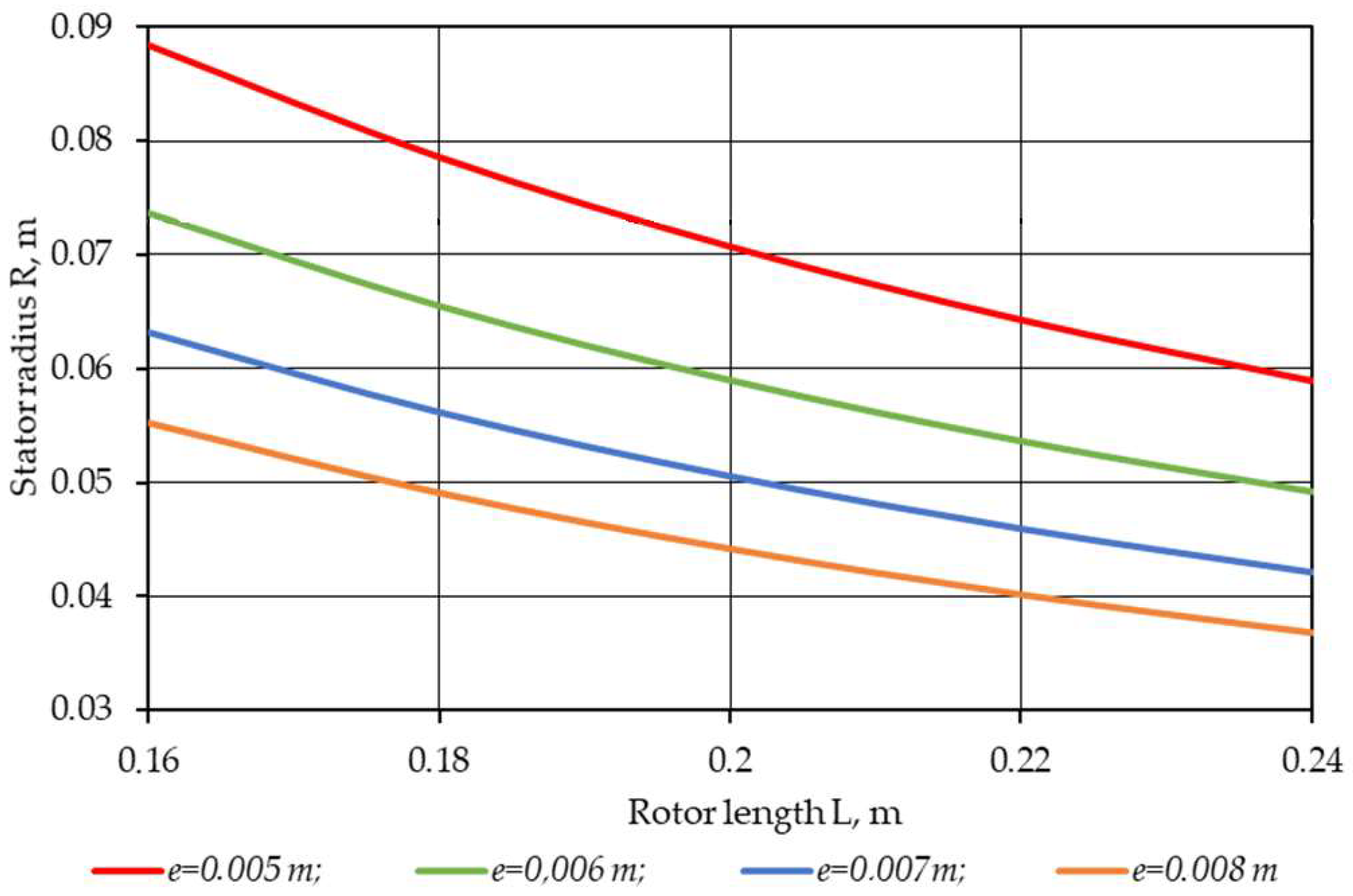
- e is the eccentricity of the vacuum pump, m;
- R is the radius of the vacuum pump stator, m.
- Qa is the actual performance of the vacuum pump, m3/h;
- ω is the angular speed of the rotor, s−1;
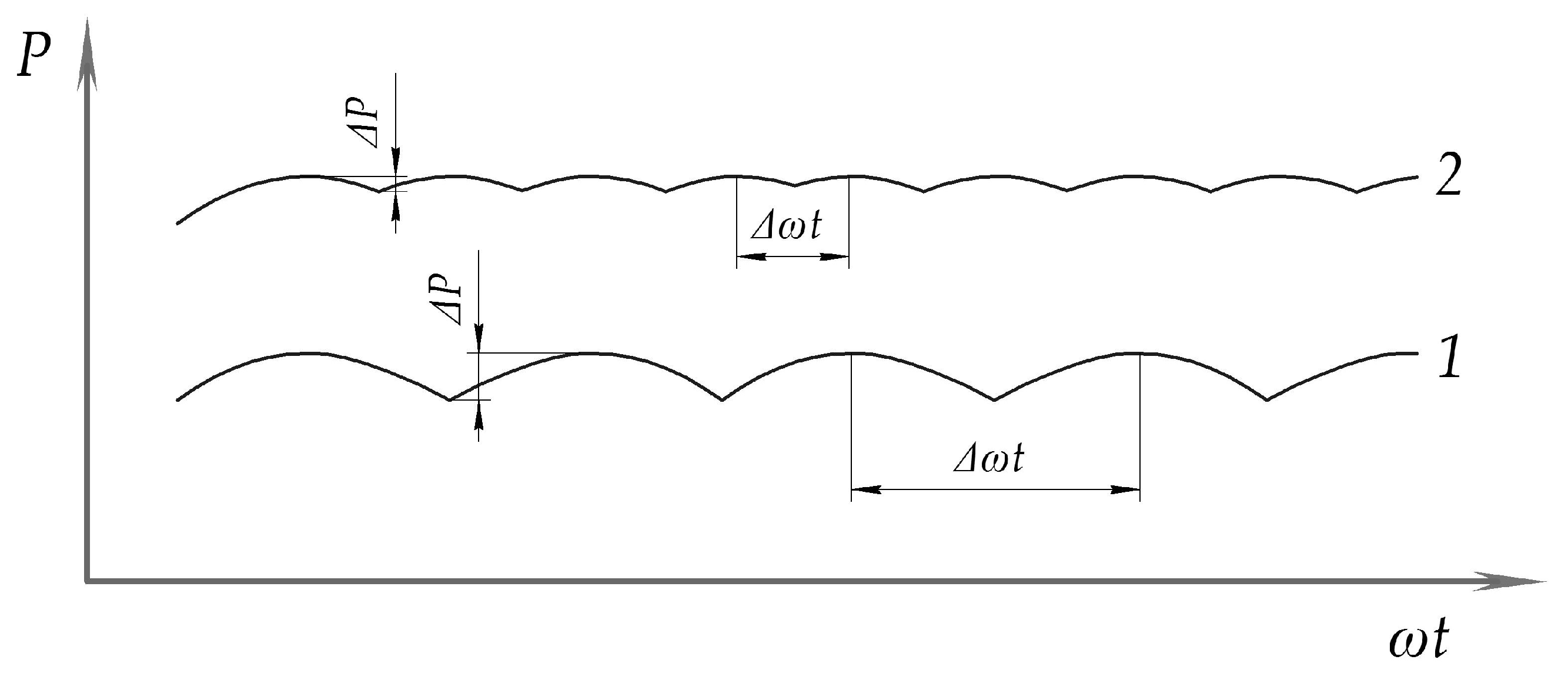
- p is the working vacuum pressure, Pa.
- Ne is the power on the drive of the vacuum pump, W.
- ω is the angular speed of the rotor, s−1;
- p is the working vacuum pressure, Pa.
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Caria, M.; Todde, G.; Pazzona, A. Influence of the Milking Units on the Pulsation Curve in Dairy Sheep Milking. Animals 2020, 10, 1213. [Google Scholar] [CrossRef] [PubMed]
- Lutsenko, M.; Halai, O.; Legkoduh, V.; Lastovska, I.; Borshch, O.; Nadtochii, V. Milk production process, quality and technological properties of milk for the use of various types of milking machines. Acta Scientiarum. Anim. Sci. 2021, 43, e51336. [Google Scholar] [CrossRef]
- Besier, J.; Bruckmaier, R.M. Vacuum levels and milk-flow-dependent vacuum drops affect machine milking performance and teat condition in dairy cows. J. Dairy Sci. 2016, 99, 3096–3102. [Google Scholar] [CrossRef]
- Odorčić, M.; Rasmussen, M.D.; Paulrud, C.O.; Bruckmaier, R.M. Review: Milking machine settings, teat condition and milking efficiency in dairy cows. Animal 2019, 13, 94–99. [Google Scholar] [CrossRef]
- Romero, G.; Bueso-Ródenas, J.; Alejandro, M.; Moya, F.; Díaz, J.R. Effect of Vacuum Level and Pulsation Parameters on Milking Efficiency and Animal Welfare of Murciano-Granadina Goats Milked in Mid-Line and Low-Line Milking Machines. Animals 2022, 12, 40. [Google Scholar] [CrossRef]
- ISO 5707:2007; Milking Machine Installations—Construction and Performance. British Standards Institution: London, UK, 1996. Available online: https://standards.iteh.ai/catalog/standards/sist/8182e701-a885-4e39-b13a-b198dd60004b/iso-5707-2007 (accessed on 16 August 2024).
- Dmytriv, V.T.; Dmytriv, I.V.; Horodetskyy, I.M.; Yatsunskyi, P.P. Adaptive cyber-physical system of the milk production process. INMATEH Agric. Eng. 2020, 61, 199–208. [Google Scholar] [CrossRef]
- Medvedskyi, O.; Kukharets, S.; Čėsna, J.; Sukmaniuk, O. Simulation of a vacuum system of a small-size milking machine. In Proceedings of the 20th International Scientific Conference Engineering for Rural Development: Conference Proceedings, Jelgava, Latvia, 26–28 May 2021; Latvia University of Life Sciences and Technologies: Jelgava, Latvia, 2021; Volume 20, pp. 477–482. [Google Scholar] [CrossRef]
- Golub, G.; Medvedskyi, O.; Achkevych, V.; Achkevych, O. Establishing rational structural-technological parameters of the milking machine collector. East.-Eur. J. Enterp. Technol. 2018, 1, 12–17. [Google Scholar] [CrossRef]
- Aliiev, E.; Paliy, A.; Paliy, A.; Kis, V.; Levkin, A.; Kotko, Y.; Levchenko, I.; Shkurko, M.; Svysenko, S.; Sevastianov, V. Increasing energy efficiency and enabling the process of vacuum mode stabilization during the operation of milking equipment. East.-Eur. J. Enterp. Technol. 2022, 6, 62–69. [Google Scholar] [CrossRef]
- Anisa Thaslim, A.; Suresh Kumar, J.; Jayachandran, A.; Damodaran, D.; Vasudevan, R. Design and Analysis of an Automotive Vacuum Pump. Appl. Mech. Mater. 2014, 592–594, 1859–1863. [Google Scholar] [CrossRef]
- Shailaj Kumar, S.; Chandan, S. Production, Measurement and Applications of Vacuum Systems. Int. J. Eng. Adv. Technol. 2021, 10, 155–162. [Google Scholar] [CrossRef]
- National University of Biological Resources and Nature Management of Ukraine, Kyiv, Ukraine. Вакуумний насoс дoїльнoї устанoвки: пат. 72465 Україна. Vacuum Pump of the Milking Plant. Patent 72465 Ukraine, 27 August 2012. Volume 16. (In Ukrainian). [Google Scholar]
- Bianchi, G.; Cipollone, R. Friction power modeling and measurements in sliding vane rotary compressors. Appl. Therm. Eng. 2015, 84, 276–285. [Google Scholar] [CrossRef]
- Geng, K.; Geng, A.; Wang, X.; Zheng, X.; Wei, W.; Zhao, T.; Lei, Y.; He, Y. Frictional characteristics of the vane–chute pair in a rolling piston compressor based on the second-order motion. Tribol. Int. 2019, 133, 111–125. [Google Scholar] [CrossRef]
- Dmytriv, V.; Dmytriv, I.; Borovets, V.; Kachmar, R.; Dmyterko, P.; Horodetskyy, I. Analytical-experimental studies of delivery rate and volumetric efficiency of rotor-type vacuum pumps for milking machine. INMATEH Agric. Eng. 2019, 58, 57–62. [Google Scholar] [CrossRef]
- Gu, H.; Ye, F.; Chen, Y.; Wu, J.; Li, W.; Sundén, B. Performance investigation and design optimization of novel rotating-cylinder sliding vane rotary compressors. Int. J. Refrig. 2022, 142, 137–147. [Google Scholar] [CrossRef]
- Choo, W.C.; Ooi, K.T. Analysis of the novel multi-vane Revolving Vane compressor—Theoretical modelling and experimental investigations. Int. J. Refrig. 2021, 131, 592–603. [Google Scholar] [CrossRef]
- Aliiev, E.; Paliy, A.; Kis, V.; Milenin, A.; Ishchenko, K.; Paliy, A.; Levchenko, I.; Livoshchenko, L.; Livoshchenko, Y.; Plyuta, L. Justifying parameters for the automatic servo control system of a rotary plate vacuum pump in the milking machine. East.-Eur. J. Enterp. Technol. 2022, 4, 80–89. [Google Scholar] [CrossRef]
- Zhang, Y.-L.; Yue, X.-J.; Ding, J.-N.; Ba, D.-C. Study the Effect of Operating Temperature on Performance in Dry Scroll Vacuum Pump. Appl. Sci. 2023, 13, 9378. [Google Scholar] [CrossRef]
- Wernik, J. Investigation of Heat Loss from the Finned Housing of the Electric Motor of a Vacuum Pump. Appl. Sci. 2017, 7, 1214. [Google Scholar] [CrossRef]
- Khmelovskyi, V.; Rebenko, V.; Zabolotko, O.; Bratishko, V. Improvement of vacuum pump design for milking animals. In Proceedings of the 22th International Scientific Conference Engineering for Rural Development: Conference Proceedings, Jelgava, Latvia, 24–26 May 2023; Latvia University of Life Sciences and Technologies: Jelgava, Latvia, 2023; Volume 22, pp. 357–363. [Google Scholar] [CrossRef]
- Gu, H.; Chen, Y.; Wu, J.; Jiang, Y.; Sundén, B. Impact of discharge port configurations on the performance of sliding vane rotary compressors with a rotating cylinder. Appl. Therm. Eng. 2021, 186, 116526. [Google Scholar] [CrossRef]
- Lu, K.; Sultan, I.A.; Phung, T.H. A Literature Review of the Positive Displacement Compressor: Current Challenges and Future Opportunities. Energies 2023, 16, 7035. [Google Scholar] [CrossRef]
- Hamaguchi, M. Overview of Dry Sealed Vacuum Pump. Vac. Surf. Sci. 2024, 67, 156–160. [Google Scholar] [CrossRef]
- Zhytomir National Agroecological University, Zhytomyr, Ukraine. Вакуумний пластинчастo-рoтoрний насoс: пат. 106313 Україна. Vacuum Plate-Rotor Pump. Patent 106313 Ukraine, 11 August 2014. Volume 15. (In Ukrainian). [Google Scholar]
- Edward, W. NoyesHarold V. Sturtevant. The Size of Dry-Vacuum Pump to Employ in a Given Case: A Rapid and Practically Accurate Method for Its Determination, Applying to Any Set of Conditions. J. Fluids Eng. 2023, 44, 437–452. [Google Scholar] [CrossRef]
- Shakya, P.; Ooi, K.T. Introduction to Coupled Vane compressor: Mathematical modelling with validation. Int. J. Refrig. 2020, 117, 23–32. [Google Scholar] [CrossRef]
- Kissell, R.L. Nonlinear Regression Models. In Algorithmic Trading Methods; Fordham University: New York, NY, USA, 2021; pp. 197–219. [Google Scholar] [CrossRef]
- Kong, Q.; Siauw, T.; Bayen, A.M. Least Squares Regression. In Python Programming and Numerical Methods; Academic Press: Cambridge, MA, USA, 2021; pp. 279–293. [Google Scholar] [CrossRef]
- Romeo, G. Data analysis for business and economics. In Elements of Numerical Mathematical Economics with Excel; Academic Press: Cambridge, MA, USA, 2020; pp. 695–761. [Google Scholar] [CrossRef]




Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Medvedskyi, O.; Bleizgys, R.; Čėsna, J.; Domeika, R.; Kukharets, S.; Hrudovij, R. The Study Design of a Double-Action Plate Vacuum Pump. Processes 2024, 12, 1731. https://doi.org/10.3390/pr12081731
Medvedskyi O, Bleizgys R, Čėsna J, Domeika R, Kukharets S, Hrudovij R. The Study Design of a Double-Action Plate Vacuum Pump. Processes. 2024; 12(8):1731. https://doi.org/10.3390/pr12081731
Chicago/Turabian StyleMedvedskyi, Oleksandr, Rolandas Bleizgys, Jonas Čėsna, Rolandas Domeika, Savelii Kukharets, and Roman Hrudovij. 2024. "The Study Design of a Double-Action Plate Vacuum Pump" Processes 12, no. 8: 1731. https://doi.org/10.3390/pr12081731
APA StyleMedvedskyi, O., Bleizgys, R., Čėsna, J., Domeika, R., Kukharets, S., & Hrudovij, R. (2024). The Study Design of a Double-Action Plate Vacuum Pump. Processes, 12(8), 1731. https://doi.org/10.3390/pr12081731