1. Introduction
The most complex and important technological operation in a milk production system is the machine milking of cows. The quality of performance of individual elements of the operation by each “man–machine–animal’’ link determines the final result of machine milking. Thus, the intensity of the manifestation of the milk-letting reflex affects the completeness of the milking productivity of cows [
1,
2,
3]. The effectiveness of technical means determines the technological quality of milk and the physiological state of the animal’s mammary gland after milking [
2,
3,
4,
5].
The technical parameters of a milking plant must meet the current requirements [
6]. Research [
7] established that one of the reasons for the unproductive use of milking units is the design flaws of vacuum power plants. It is known [
8,
9,
10] that the level and the stability of vacuum pressure affects the operational efficiency of a milking unit. It has been proposed that the level of pressure fluctuations in the vacuum system [
11,
12] can be changed by an increased diameter of the vacuum line and by using a vacuum pump with a higher than standard performance. In favor of such solutions, the argument of creating some “vacuum reserve” in the technological lines of a milking unit is put forward. However, the use of a vacuum pump of unreasonable performance leads to an increase in the energy intensity of the machine milking process and to an increase in the price of a milking unit.
It has been suggested [
13] that the problem can be solved by using an oval-shaped stator. The design of the rotor remains unchanged. The rationale presented in the paper proves the increase in the efficiency of the plate vacuum pump. However, the design flaws inherent in the vacuum pump, namely, frictional power losses, have not been eliminated. Research [
14] suggests methods for determining friction losses and ways to reduce power losses [
15] for the vacuum compressor drive. However, the proposed solutions do not solve the problem of pressure fluctuations in the inlet pipe of the vacuum pump.
The scientists in [
16,
17] justified the design parameters and operation modes of a vacuum pump with a rotating stator. In our opinion, changing the torque transmission from the rotor to the stator does not eliminate the disadvantages inherent in the plate vacuum pump. In particular, the level and stability of the vacuum pressure in the inlet of the vacuum pump does not undergo significant positive changes. A slight decrease in pressure pulsation with an increase in the performance of the vacuum pump is confirmed by the results of the study [
18].
The use of electric current frequency convertors [
19] allows the acquisition of a stepless change in the performance of a plate vacuum pump, but does not solve the problem caused by the physical principle of action. So, the temperature regime of both the vacuum pump [
20] and the electric drive [
21] significantly affects the vacuum pressure level and its stability.
Studies [
22,
23] justified the rational shape of the opening of the inlet pipe of the vacuum pump. It has been proven that the conductivity index increases due to the reduction in pressure loss. However, the issue of pressure fluctuations remains unsolved because the structural and geometrical parameters of the plate vacuum pump have not undergone any changes.
The scientific studies on finding ways to improve the plate vacuum pump [
24,
25] testify to the urgency of the problem. It requires a scientific solution to the issue of increasing the operational reliability and improving the specific efficiency indicators of the plate vacuum pump. Solving the problem of pressure fluctuations in the inlet pipe and simultaneously improving operational performance indicators will allow expansion of the scope of the use of plate vacuum pumps. In particular, they could be used in systems with limited spatial and geometrical parameters, in mobile milking units, and test stands.
2. Materials and Methods
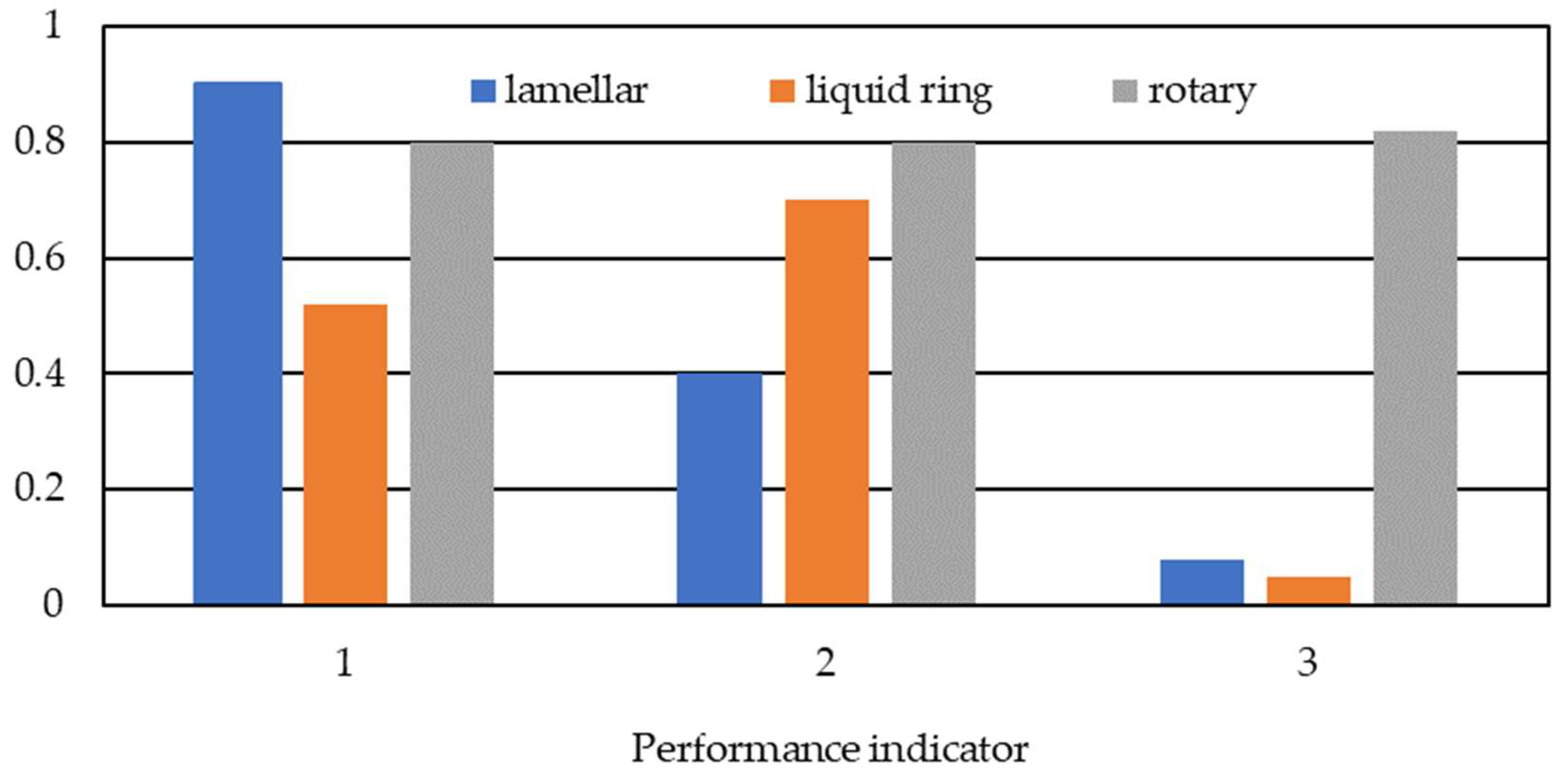
Compared [
10,
11] to liquid-ring and two-rotor vacuum pumps of milking plants, plate-type pumps are inferior in terms of some specific efficiency indicators (
Figure 1).
In particular, the productivity factor is lower by 43% and 50% compared to liquid-ring and two-rotor (Roots) vacuum pumps. According to the indicator of specific energy capacity, the plate pump is 37% inferior to the liquid-ring pump, but significantly exceeds the two-rotor vacuum pump. The importance of implementing the technological process of machine milking of cows with the lowest energy consumption cannot be discussed too much. At the same time, the plate vacuum pump has significant advantages over the liquid vacuum pump. First of all, it is the lack of liquid which requires additional equipment.
Insignificant design parameters, the highest coefficient of performance, better balance and high speed determine the plate vacuum pump as a promising technical system for further improvement. Enough attention is paid to the solution of the friction problem and the justification of design parameters and operating modes, but the problem of the significant unevenness of the air pumping process (up to 32%) remains open.
It is possible to solve the problem of reducing pressure fluctuation in the inlet nozzle of a vacuum pump by using a gas-phase shift of gas distribution. The hypothesis of the proposed solution is to achieve a higher uniformity of air removal from the system using an unchanged number of plates in the grooves of two half-rotors shifted by 45%. The overlap of the space between two adjacent plates in the direction of rotor rotation in the area of the suction nozzle does not occur every 90°, but every 45° (
Figure 2). Thanks to this, there is a shift in the time of cycles of the working cavity between the plates, which will allow the reduction in pressure fluctuation in the suction nozzle of the vacuum pump.
Due to the overlapping of additional space, the amount of pairwise interaction between the ∆
S plates in the area of the suction nozzle decreases (
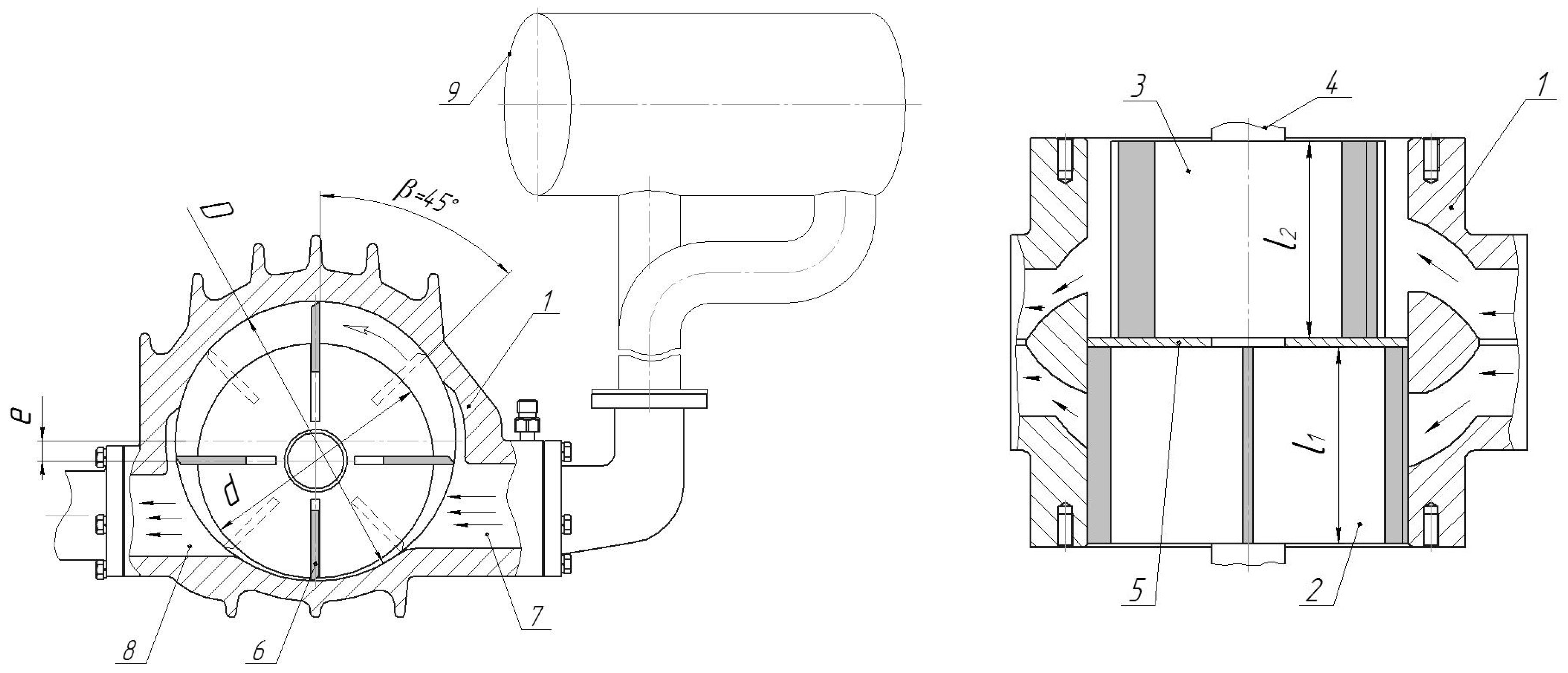
Figure 2). The proposed concept was designed to be implemented by the authors [
26] of a design of a double-action vacuum pump (
Figure 3).
Based on research [
16,
17], the degree of unevenness of the vacuum pump supply can be established as follows:
where
z is the number of vacuum pump plates, pieces.
On two semi-rotors (
Figure 3) with a common shaft, there are eight plates of reduced length, shifted to
β = 45° angle. Thanks to this solution, the parameters of a double-action pump correspond to the parameters of a serial vacuum pump, but in fact, the parallel operation of the two vacuum pumps is implemented. Therefore, the degree of supply unevenness, according to Formula (1), decreases from 31.2% to 7.8%.
The purpose of this study is to establish a rational design and the geometric parameters of a double-action vacuum pump. To achieve this goal, there is a need to solve some scientific problems. It is necessary to establish the influence of each of the studied factors on the kinematic modes of the technological parameters of the proposed vacuum pump with indicators that exceed those of serial vacuum pumps of a similar performance.
During the research, current theories of mathematical modeling were used using the basic principles of differential and integral calculus, technical mechanics and vacuum technology.
3. Results
It is possible to reduce the specific energy capacity of a vacuum pump by increasing the productivity and reducing the power per drive [
18,
27]. The effective performance of a double-action vacuum pump is as follows:
where
λ is the specific vacuum pump flow rate;
z is the number of rotor plates, pieces;
Sa is the maximum area of the cavity between adjacent plates in one operating cycle, m2;
l1 and
l2 are the length of the plates of the first and second semi-rotors (
Figure 3), m;
п is the frequency of rotor rotation, s−1.
The authors propose to increase productivity by preserving the geometric parameters of a serial vacuum pump. The maximum working area of the cavity between the adjacent plates in one working cycle (
Sa) is determined using the obtained analytical dependence:
where
e is the eccentricity of the vacuum pump, m;
R is the radius of the vacuum pump stator, m.
The maximum area (Sa) will be at the angle of rotation at ϕ = 0°. At the same time, the second semi-rotor will turn to an angle of 45°. Therefore, the maximum area of the space between the plates in the area of the suction nozzle will increase by 1.5 times. This is a theoretical confirmation of the increase in the productivity of a double-action vacuum pump, according to Formula (2).
The stator radius of the double-action vacuum pump was set by substituting Formula (3) into Formula (2):
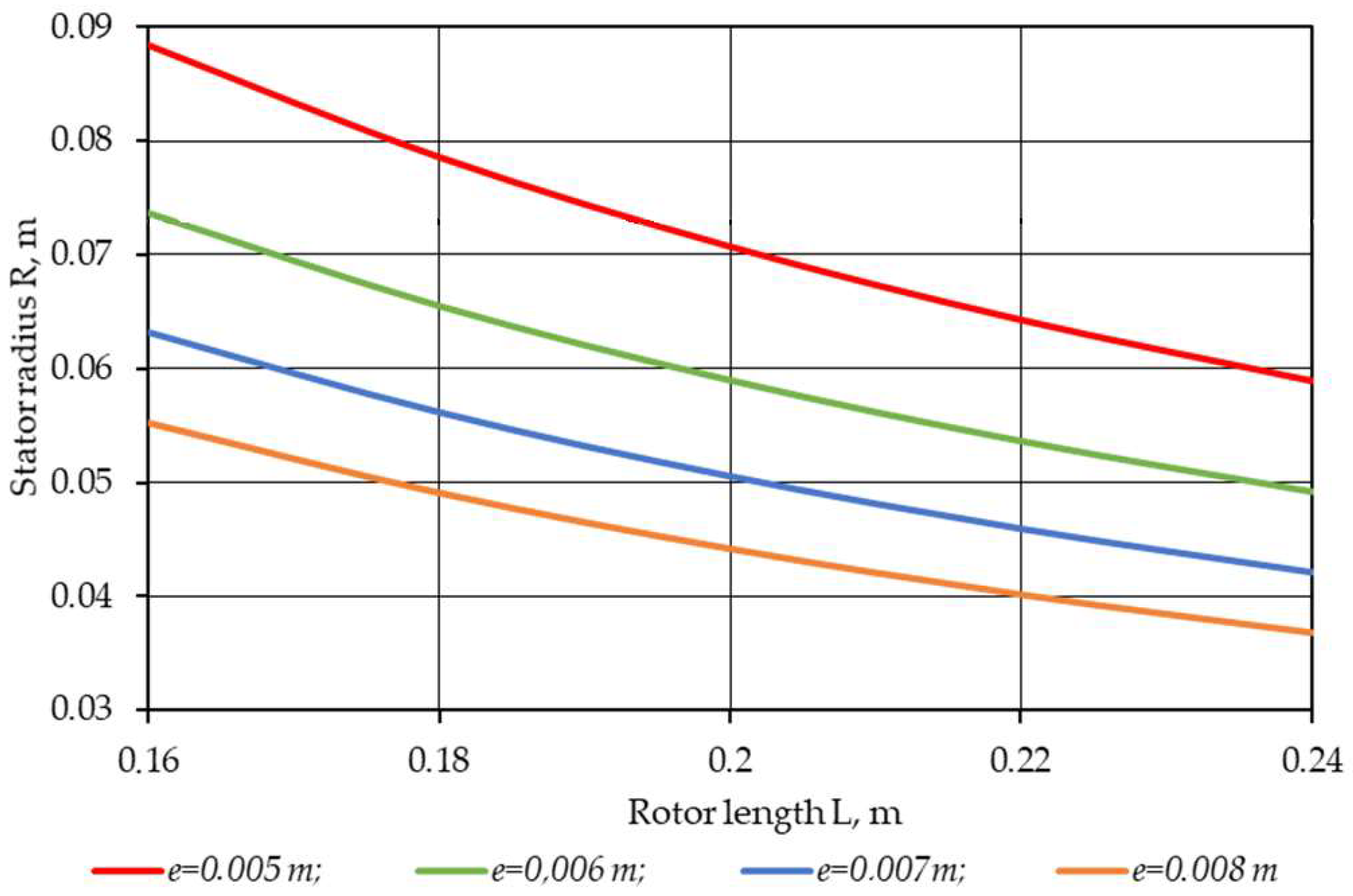
The stator radius (
Figure 4) is affected by the design parameters of the rotor and eccentricity at a given rotation frequency. The effective performance of a double-action vacuum pump must meet the following condition:
where
Qm is the air productivity of a milking plant, m
3/h.
Graphical dependences (
Figure 4) prove the inverse dependence of power on the rotor length and the stator radius, regardless of eccentricity. At the same time, a smaller eccentricity corresponds to a larger stator radius for a similar rotor length. The influence of eccentricity on the selection of stator radius is higher. Thus, when eccentricity increases from 0.005 m to 0.008 m, the stator radius decreases by 38%, and when the rotor length changes from 0.16 m to 0.24 m, the stator radius decreases by 33%. Compared to serial equipment, a double-action vacuum pump with a similar rotor length has a stator radius up to 39% smaller in a certain range of eccentricities. Thus, a double-action vacuum pump can have smaller parameters and a smaller body weight compared to serial equipment with lower performance. Research [
28] confirms the positive effects on reducing the design parameters of the vacuum pump.
The relationship between the geometric and kinematic parameters of a double-action vacuum pump is shown in
Figure 5.
It should be noted that (
Figure 5) that there is a directly proportional relationship between the performance of a double-action vacuum pump and the eccentricity. Higher productivity is realized with a larger eccentricity value, regardless of the rotor speed. If the eccentricity іs
e = 0.008 m and the angular velocity of the rotor (
ω = 152 s
−1) is left at the level of a serial vacuum pump, the performance of a double-action vacuum pump will be
Qa = 0.014 m
3/s; that is, it will increase by 12%. To achieve serial performance of a vacuum pump at the level of
Qa = 0.0125 m
3/s, the angular speed of the rotor (
ω) of a double-action vacuum pump will be 10% less. This indicates a reserve of energy consumption reduction for the rotor drive.
According to studies [
10,
16], the actual performance of a vacuum pump is significantly affected by the pressure ratio between the suction and discharge cavities and the degree of filling of the suction cavity of a vacuum pump. According to the results of the experimental studies, a regression equation and graphic dependences (
Figure 6) of the performance of a double-action vacuum pump on kinematic parameters and vacuum level were obtained:
where
Qa is the actual performance of the vacuum pump, m3/h;
ω is the angular speed of the rotor, s−1;
p is the working vacuum pressure, Pa.
A second-order regression equation was used because it allows for a fairly accurate assessment of the relationship between independent parameters in relation to the influence on dependent parameters [
29]. The coefficients of the regression equation were determined using the method of least squares [
30].
Regression equations and equation coefficients for adequacy (significance) were assessed using the F-test and t-test. Actual and tabular (theoretical) values of the F-criterion (Fisher’s test) and 1-criterion (Student’s test) were compared. The values were obtained using Microsoft Excel v.16 (Microsoft Corporation, Redmond, Washington, USA) using the Data Analysis package v.16 (Microsoft Corporation, Redmond, Washington, USA) [
31].
The regression equation (6) was assessed for adequacy according to Fisher’s test with a reliability level of 0.95 and the coefficient of determination R2 = 0.903 was obtained.
As the vacuum pressure level increases (
Figure 6), the performance of the double-action vacuum pump decreases. This happens due to a decrease in the value of the ratio of the absolute pressure in the vacuum line and the external environment. That is, the phenomenon is due to the physical principle of operation of a plate-type vacuum pump. To fulfill condition (5), the performance of a double-action vacuum pump is achieved at an angular velocity of the rotor of 135 s
−1 and pressure of 47 kPa, which is 11% less than for a serial vacuum pump. Under this condition, the actual performance of a double-action vacuum pump is 18% higher than that of a serial vacuum pump. The range of angular velocities of the rotor (131–146 s
−1) is determined by the desired performance of the vacuum pump to fulfill condition (5), that is,
Qa ≥ 0.0131 m
3/s.
For the given condition at a vacuum pressure of 47 kPa, the performance of a double-action vacuum pump increases to 0.0142 m3/s at an angular speed of the rotor of 146 s−1.
The authors’ research resulted in a regression equation that establishes the relationship between the kinematic technological modes of operation and the power on the rotor drive of a double-action vacuum pump (
Figure 7):
where
Ne is the power on the drive of the vacuum pump, W.
ω is the angular speed of the rotor, s−1;
p is the working vacuum pressure, Pa.
The regression Equation (7) was assessed for adequacy according to Fisher’s test with a reliability level of 0.95 and the coefficient of determination R2 = 0.92 was obtained.
Regardless of the angular speed of the rotor (
Figure 7), the power to drive the vacuum pump increases with an increase in the level of vacuum pressure. Under the condition of a maximum vacuum level of 53 kPa, the power of the rotor drive will increase by 11% compared to the pressure level of 45 kPa. This is due to the physical principle of plate vacuum pumps.
According to previous studies, the rational angular speed of the rotor was established at the level of 146 с
−1 at a vacuum pressure of 47 kPa. Under such parameters, the power for the drive of a double-action vacuum pump (
Figure 7) is 2464 W, which is 12 times less than that of serial equipment. With a 13.6% higher productivity, we obtain a decrease in the specific energy intensity indicator to the level of 0.048 kW × h/m
3, which is 20% less than that of a serial vacuum pump. Thus, a double-action vacuum pump exceeds a serial plate vacuum pump of similar performance in terms of specific energy capacity, with a 7.7% increase in specific supply index.
4. Discussion
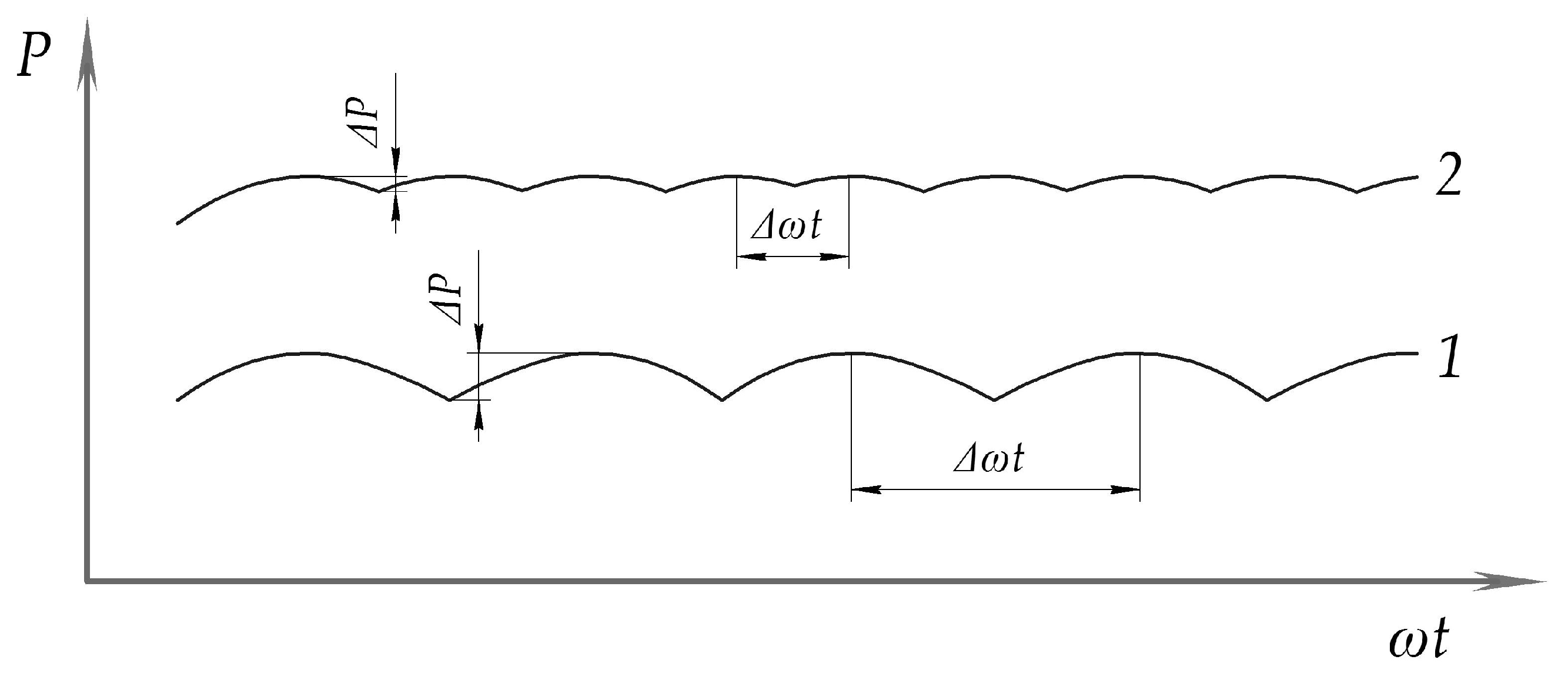
The level of fluctuation of the vacuum pressure in the vacuum line of a milking unit can be reduced thanks to the developed design of a double-action plate vacuum pump. The implementation of the gas distribution phase-shift principle in the suction nozzle of a double-action pump provides a higher degree of filling of the space between the plates. At the same time, the frequency of operating cycles increases, which affects the reduction in the amplitude and frequency of pressure fluctuations in the cross-section of the inlet pipe of the developed vacuum pump (
Figure 8).
At an angular speed of the rotor of a double-action vacuum pump at the level of a serial vacuum pump with similar geometric parameters, we will obtain a 1/8 higher performance. To achieve similar performance to a serial vacuum pump, a double-action vacuum pump has a 1/10 lower rotor angular speed at a constant vacuum pressure level. As a result, there is a reduction in both friction and hydraulic pressure losses. In this case, the indicator of specific energy capacity improves to the level of the indicator of a liquid-ring vacuum pump.
Mathematical models obtained by the authors make it possible to determine the rational geometric and kinematic parameters of a double-action vacuum pump. For a similar eccentricity value, a double-action vacuum pump has a higher range of both geometric and kinematic parameters. In the applied sense, it is possible to vary the structural and technological parameters depending on the peculiarities of use. This refers to the equipment of a milking plant with additional elements that require vacuum energy for functional needs.
The speed of a double-action vacuum pump increases due to the increased one- and half-time frequency of work cycles. This is indicated by experimental studies, according to which the rate of specific supply increased by 7.7%. Such a feature will increase the reliability of the vacuum network of a milking plant during non-standard situations that require the correction of vacuum pressure.
5. Conclusions
Serial plate vacuum pumps for milking plants need improvement of some specific performance indicators, in particular, specific delivery and specific energy intensity. Plate vacuum pumps have the problem of fluctuating vacuum pressure in the suction nozzle. This is due to the peculiarity of its design and the physical principle of operation. Known solutions for improving the design of the vacuum pump do not solve the problem of pressure pulsation.
The authors propose to reduce the level of pressure fluctuations by reducing the degree of uneven air pumping from the vacuum system of a milking unit. Based on the results of the research, the design of a double-action vacuum pump was developed. The degree of uneven air pumping decreased by 7.8% thanks to the simulation of two parallel pumps with semi-rotor plates shifted by 45°. Reduction in pressure pulsation in the vacuum system of a milking plant requires the use of a vacuum cylinder of a smaller volume. Reduction in the inertial loads on the moving parts will contribute to a reduction in power on the drive of a vacuum pump.
Research has established rational kinematic parameters and technological indicators of a double-action vacuum pump. It has been proven that, under the condition of a working vacuum pressure of 47 kPa and a rotor angular speed of 146 s−1, the performance of a double-action vacuum pump is 13.6% higher than that of a serial vacuum pump with similar geometric parameters. The drive power of a double-action vacuum pump will decrease by 12%, the specific delivery indicator will increase by 7.7%, and the specific energy capacity indicator is 0.048 kW × h/m3, which is 20% less than that of a serial vacuum pump of similar performance.



 ,
, 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}