
Research on Tool Wear and Machining Characteristics of TC6 Titanium Alloy with Cryogenic Minimum Quantity Lubrication (CMQL) Technology

Abstract
:1. Introduction
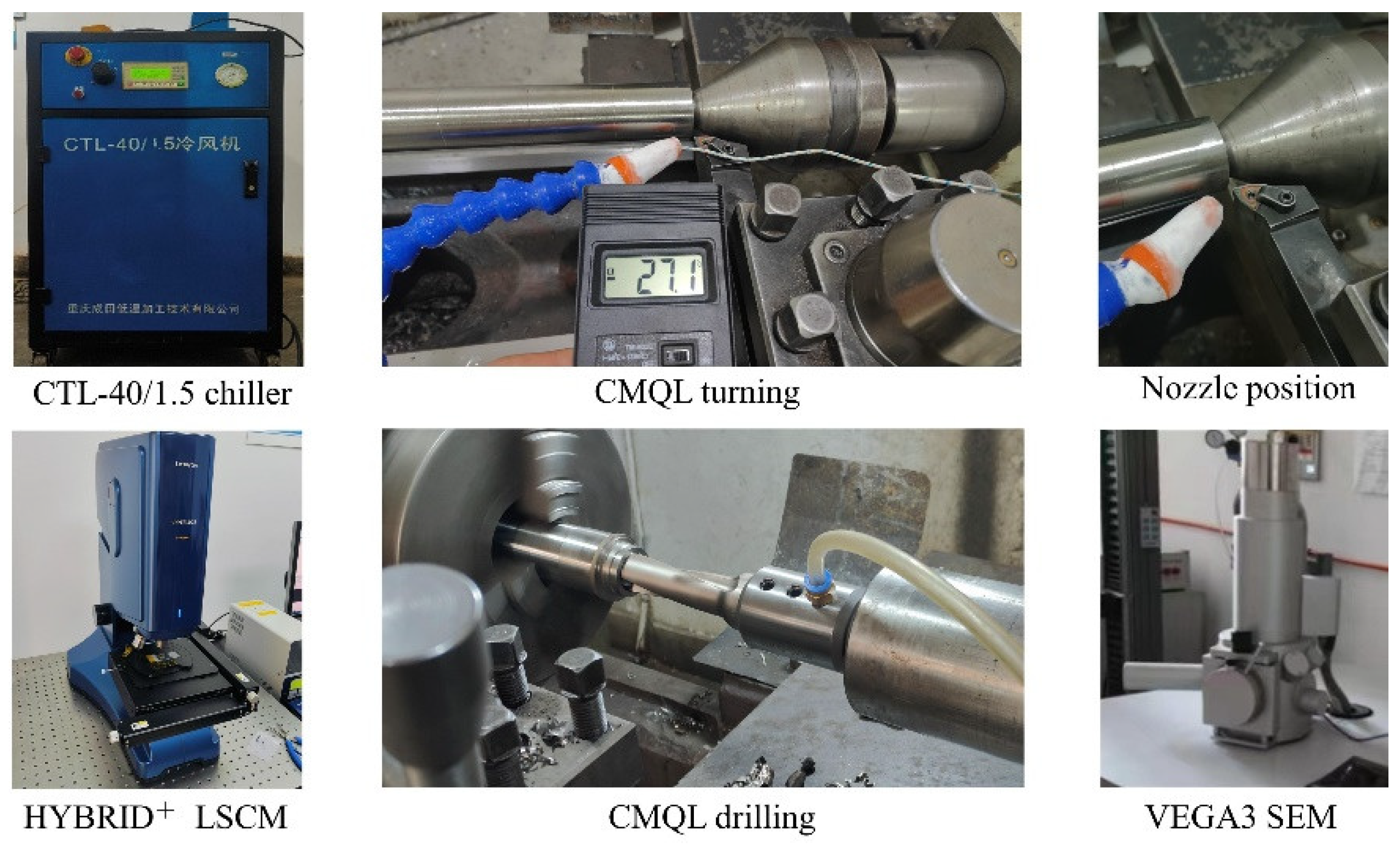
2. CMQL Machining Test Plan
3. CMQL Machining Test Results and Analysis
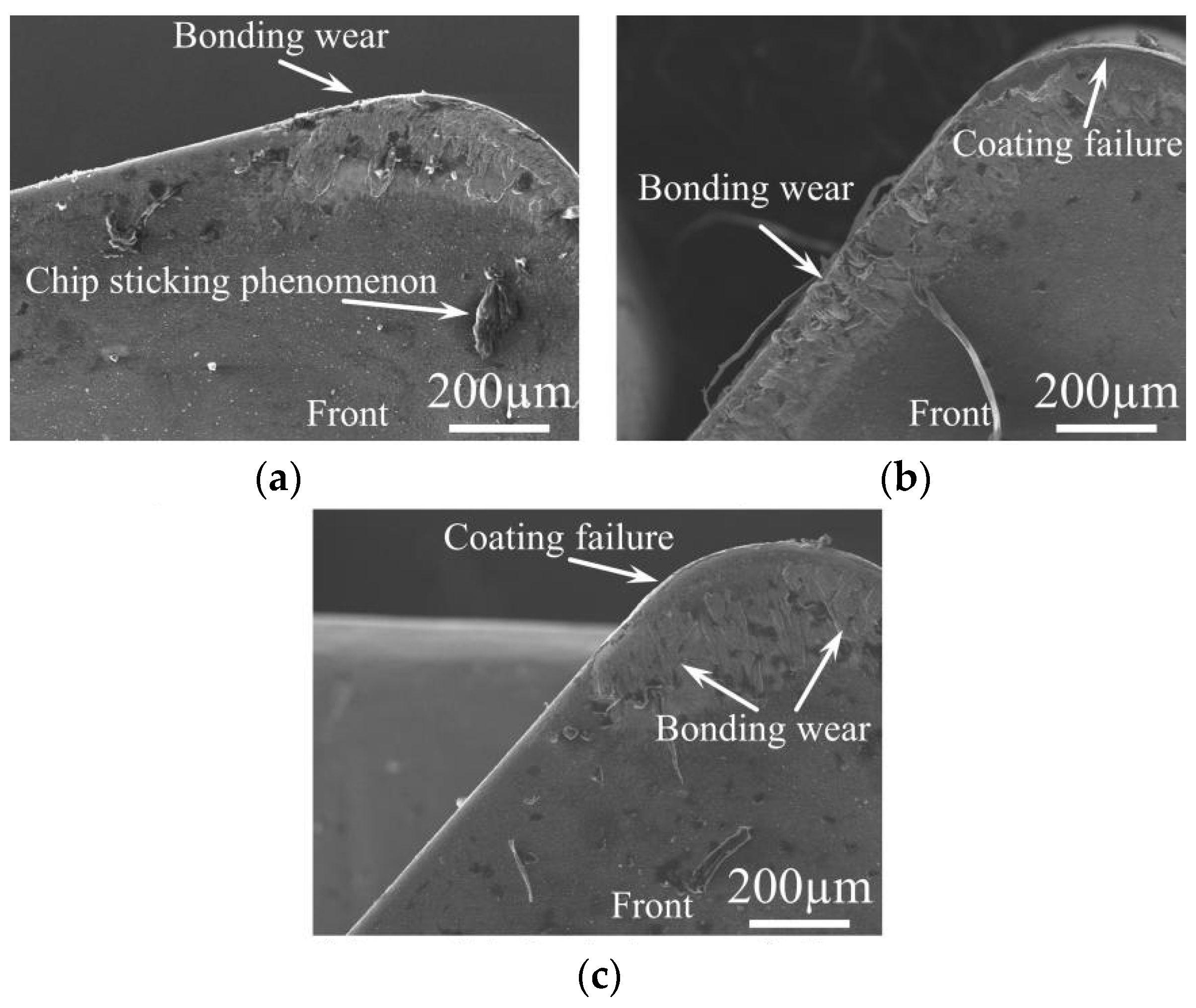
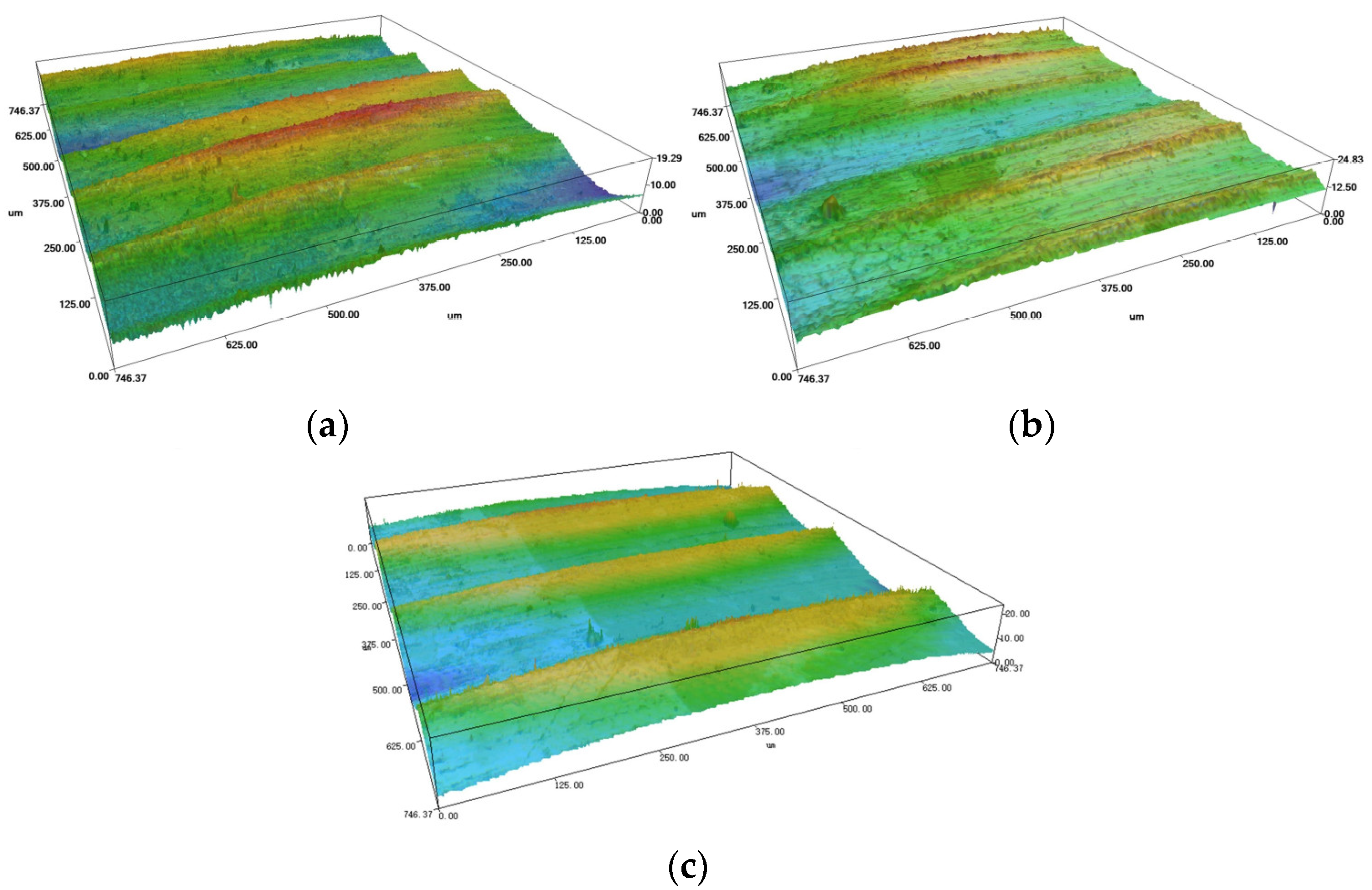
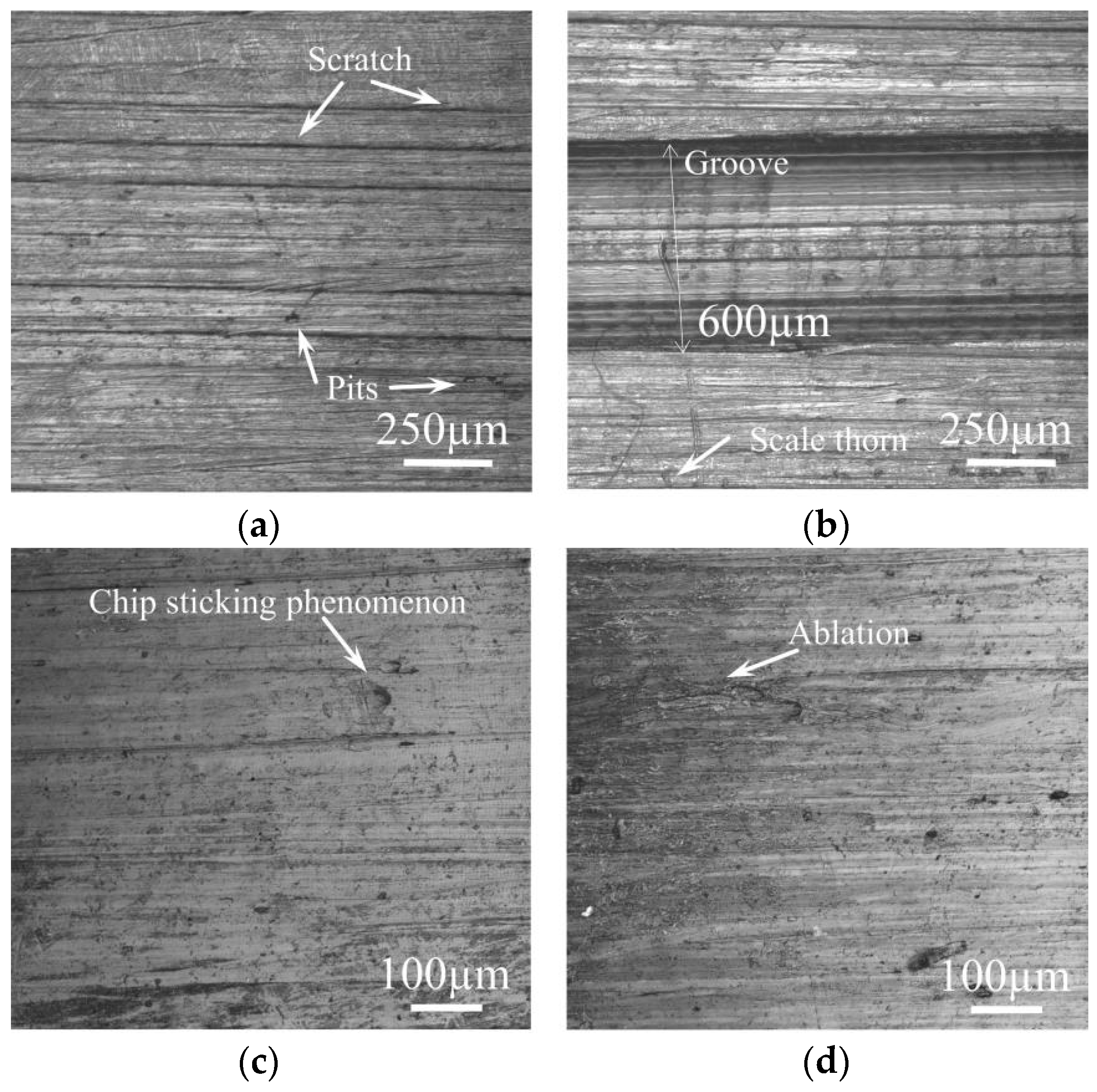
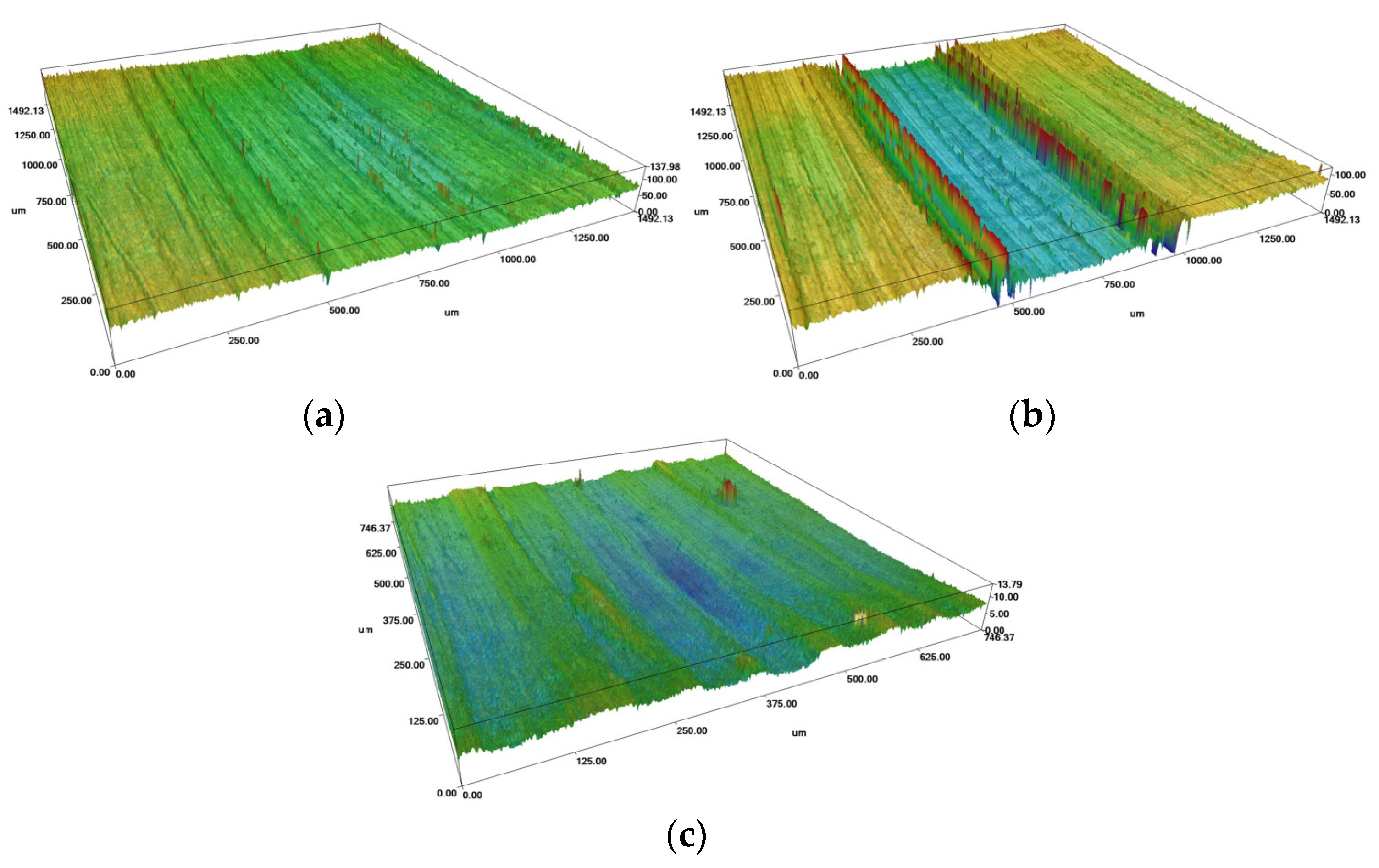
3.1. The Machining Characteristics of CMQL Turning on Tool Coating Wear and Surface Micro-Morphology
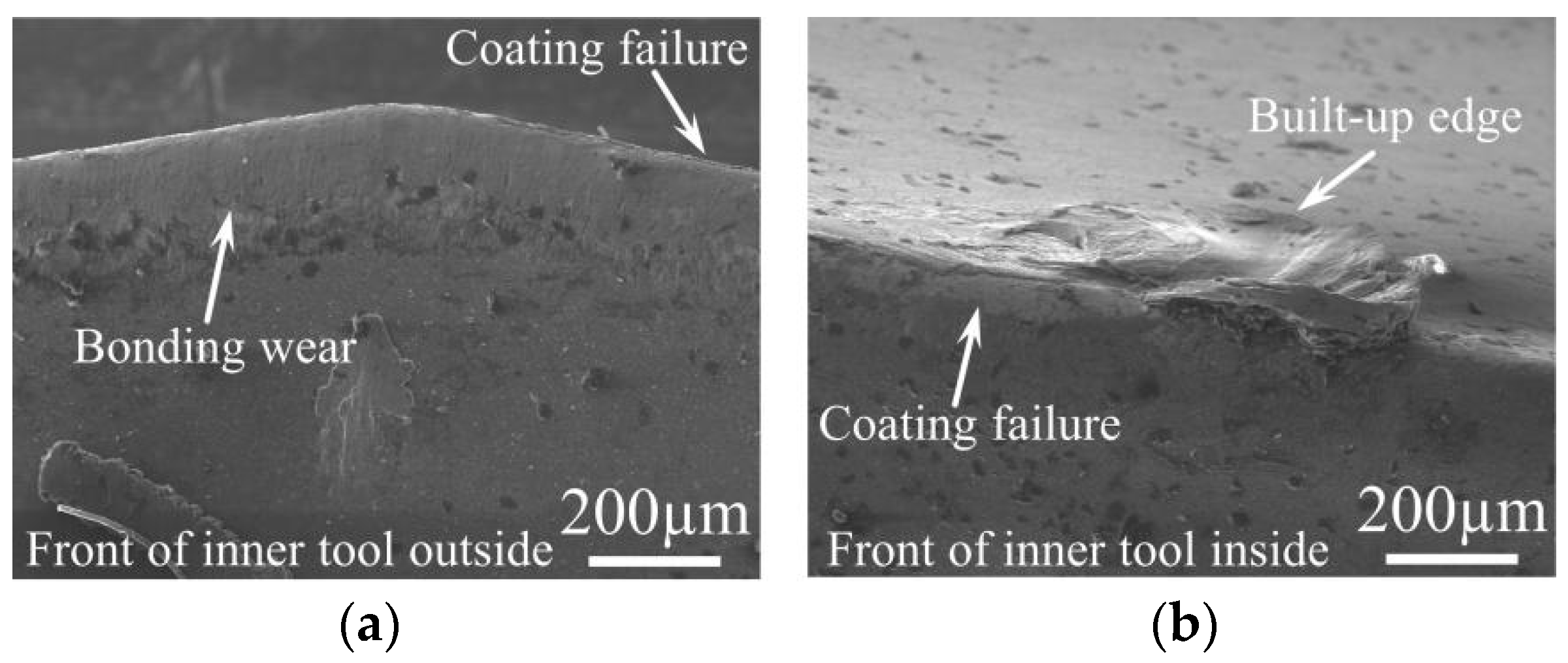
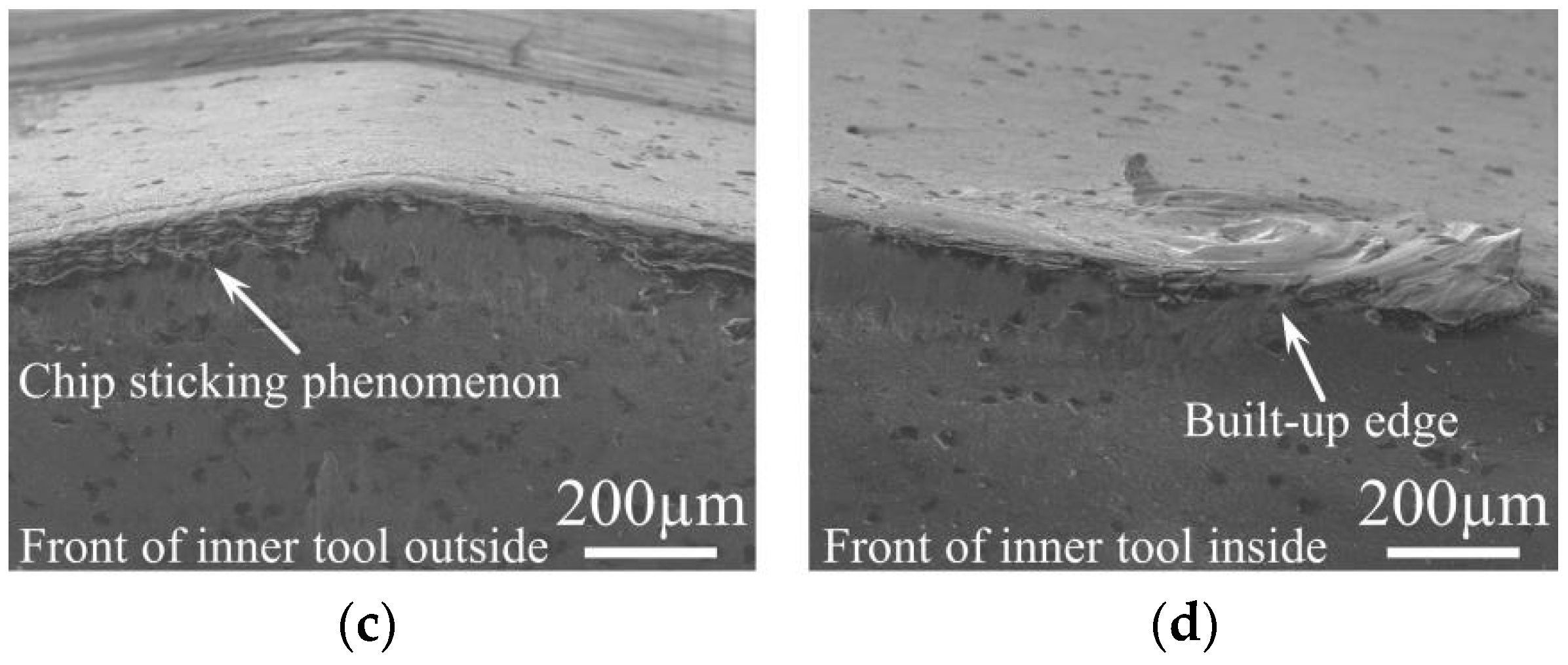
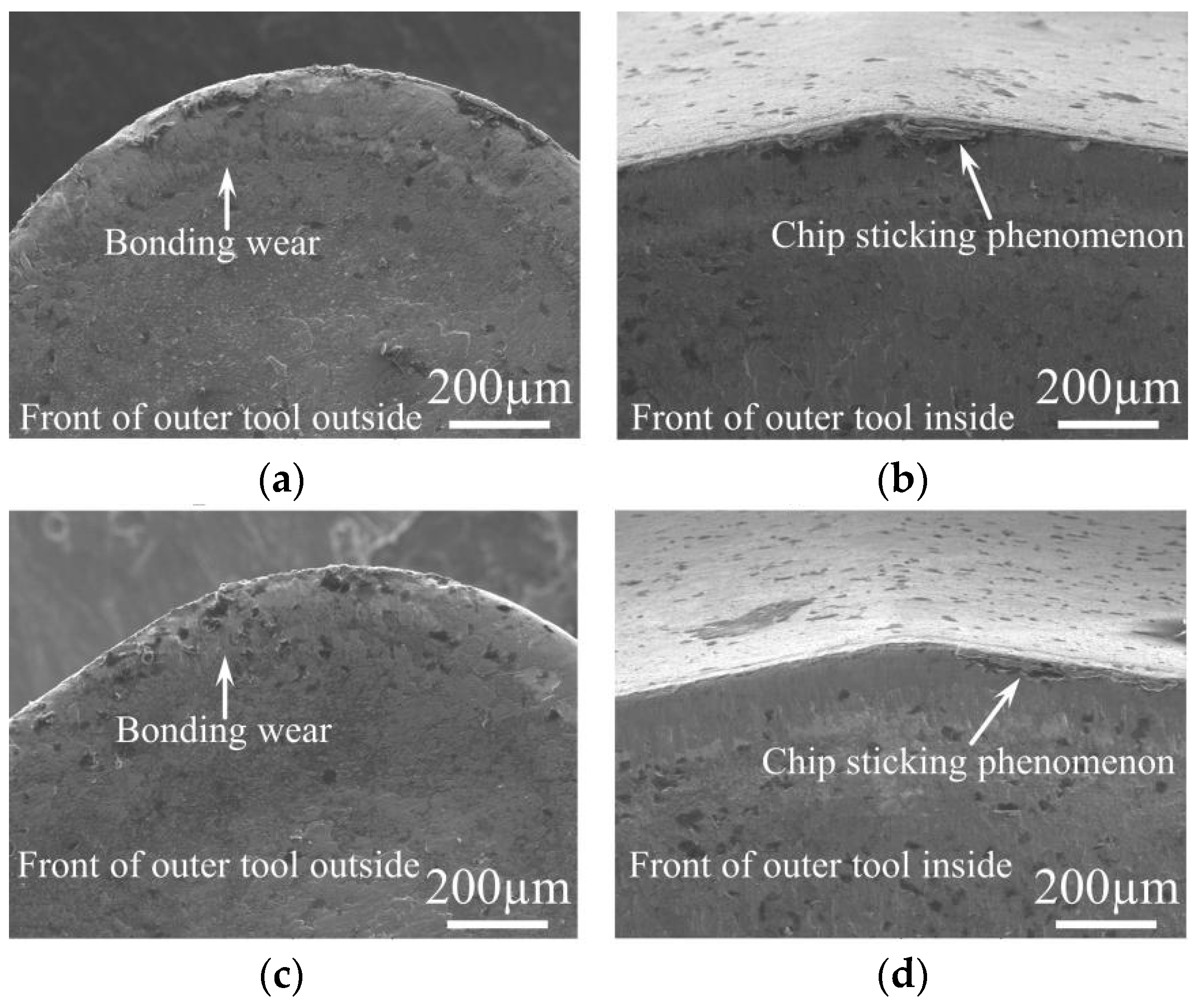
3.2. The Machining Characteristics of CMQL Drilling on Tool Coating Wear and Surface Micro-Morphology of the TC6
4. Conclusions
- (1)
- The implementation of CMQL led to a significant reduction in tool wear, with a decrease of up to 50% compared to conventional machining methods. This reduction is attributed to the effective cooling and lubrication provided by CMQL, which mitigated the friction and heat generated during the cutting process.
- (2)
- CMQL demonstrated a marked improvement in surface finish, with a 42% reduction in surface roughness during drilling operations. The enhanced surface quality was achieved by minimizing defects such as pits and scratches, which are commonly observed in traditional machining processes.
- (3)
- The use of CMQL increased machining efficiency by 20–30%, highlighting its potential to improve productivity in precision manufacturing settings where both speed and quality are critical.
- (4)
- Beyond the performance improvements, CMQL aligns with green manufacturing initiatives by reducing the reliance on chemical cutting fluids and minimizing environmental impacts. The successful application of CMQL in machining the TC6 titanium alloy supports its broader adoption in industries that require high precision and sustainability, such as aerospace and biomedical engineering industries.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Pimenov, Y.D.; Silva, D.R.R.L.; Machado, R.A.; França, P.H.P.; Pintaude, G.; Unune, D.R.; Kuntoğlu, M.; Krolczyk, G.M. A comprehensive review of machinability of difficult-to-machine alloys with advanced lubricating and cooling techniques. Tribol. Int. 2024, 196, 109677. [Google Scholar] [CrossRef]
- Maruda, R.W.; Szczotkarz, N.; Michalski, M.; Arkusz, K.; Wojciechowski, S.; Niesłony, P.; Khanna, N.; Królczyk, G.M. Evaluation of tool wear during turning of Ti6Al4V alloy applying MQL technique with Cu nanoparticles diversified in terms of size. Wear 2023, 532–533, 205111. [Google Scholar] [CrossRef]
- Kumar, M.G.; Niesłony, P.; Erdi, M.K.; Kuntoğlu, M.; Królczyk, G.M.; Günay, M.; Sarikaya, M. Comparison of Tool Wear, Surface Morphology, Specific Cutting Energy and Cutting Temperature in Machining of Titanium Alloys Under Hybrid and Green Cooling Strategies. Int. J. Precis. Eng. Manuf.-Green Technol. 2023, 10, 1393–1406. [Google Scholar]
- Niu, Q.; Chen, M.; Ming, W.; An, Q. Evaluation of the performance of coated carbide tools in face milling TC6 alloy under dry condition. Int. J. Adv. Manuf. Technol. 2013, 64, 623–631. [Google Scholar] [CrossRef]
- Najiha, M.S.; Rahman, M.M.; Kadirgama, K. Experimental investigation and optimization of minimum quantity lubrication for machining of AA6061-T6. Int. J. Automot. Mech. Eng. 2015, 11, 2722. [Google Scholar]
- Li, Y.; Wang, X.; Yang, S.; Hou, L.; Wei, Y.; Zhang, Z.; Yang, X. Investigation on wear behavior of cryogenically treated Ti-6Al-4V titanium alloy under dry and wet conditions. Materials 2019, 12, 2850. [Google Scholar] [CrossRef] [PubMed]
- Kong, X.; Dang, Z.; Liu, X.; Wang, M.; Hou, N. Simulation and Experimental Analysis of Tool Wear and Surface Roughness in Laser Assisted Machining of Titanium Alloy. Crystals 2022, 13, 40. [Google Scholar] [CrossRef]
- Xin, H.; Shi, Y.; Ning, L. Tool wear in disk milling grooving of titanium alloy. Adv. Mech. Eng. 2016, 8, 1687814016671620. [Google Scholar] [CrossRef]
- Iruj, M.; Yaqoob, S.; Ghani, A.J.; Jaber, H.; Saibani, N.; Alkhedher, M. State-of-the-art hybrid lubrication (Cryo-MQL) supply systems, performance evaluation, and optimization studies in various machining processes. Results Eng. 2024, 22, 102090. [Google Scholar] [CrossRef]
- Liu, M.; Li, C.; Zhang, Y.; An, Q.; Yang, M.; Gao, T.; Mao, C.; Liu, B.; Cao, H.; Xu, X.; et al. Cryogenic minimum quantity lubrication machining: From mechanism to application. Front. Mech. Eng. 2021, 16, 1–8. [Google Scholar] [CrossRef]
- Gu, T.; Lian, Z.; Dou, Y.; Wu, Z.; Li, G. Simulation and experimental study on liner collapse of lined composite pipe. Int. J. Press. Vessel. Pip. 2024, 207, 105106. [Google Scholar] [CrossRef]
- Mohsen, S.; Behrooz, A. The effects of coolant on the cutting temperature, surface roughness and tool wear in turning operations of Ti6Al4V alloy. Mech. Based Des. Struct. Mach. 2024, 52, 3277–3299. [Google Scholar]
- Kaynak, Y.; Gharibi, A.; Yılmaz, U.; Aslantaş, K. A comparison of flood cooling, minimum quantity lubrication and high pressure coolant on machining and surface integrity of titanium Ti-5553 alloy. J. Manuf. Process. 2018, 34, 503–512. [Google Scholar] [CrossRef]
- Bermingham, M.J.; Sim, W.M.; Kent, D.; Gardiner, S.; Dargusch, M.S. Tool life and wear mechanisms in laser assisted milling Ti–6Al–4V. Wear 2015, 322, 151–163. [Google Scholar] [CrossRef]
- Si, C.; Li, S.; Zhao, L.; Xu, S.; Chen, S. Effect of HVOF–sprayed nanostructured WC–10Co–4Cr coating on sliding wear and tensile–tensile fatigue properties of TC6 titanium alloy. Int. J. Refract. Met. Hard Mater. 2024, 118, 106463. [Google Scholar] [CrossRef]
- Kuram, E. The effect of monolayer TiCN-, AlTiN-, TiAlN-and two layers TiCN+ TiN-and AlTiN+ TiN-coated cutting tools on tool wear, cutting force, surface roughness and chip morphology during high-speed milling of Ti6Al4V titanium alloy. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2018, 232, 1273–1286. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Turning Test Parameters | ||||
|---|---|---|---|---|
| Working Condition | Cutting Speed vc (m/min) | Depth of Cut ap (mm) | Feed Rate f (mm/rev) | Turning Length l (mm) |
| Convention | 17.6 | 0.5 | 0.14 | 50 |
| 31.4 | 0.5 | 0.14 | 50 | |
| 17.6 | 2 | 0.14 | 50 | |
| 17.6 | 0.5 | 0.22 | 50 | |
| CMQL | 17.6 | 0.5 | 0.14 | 50 |
| 31.4 | 0.5 | 0.14 | 50 | |
| 17.6 | 2 | 0.14 | 50 | |
| 17.6 | 0.5 | 0.22 | 50 | |
| Drilling Test Parameters | ||||
| Spindle Speed n (rpm) | Diameter d (mm) | Feed Rate f (mm/r) | Depth l (mm) | |
| Convention | 135 | 30 | 0.1 | 115 |
| CMQL | 135 | 30 | 0.1 | 115 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Z.; Zhang, W.; Zhang, X.; Li, X.; Ju, L.; Gu, T. Research on Tool Wear and Machining Characteristics of TC6 Titanium Alloy with Cryogenic Minimum Quantity Lubrication (CMQL) Technology. Processes 2024, 12, 1747. https://doi.org/10.3390/pr12081747
Zhang Z, Zhang W, Zhang X, Li X, Ju L, Gu T. Research on Tool Wear and Machining Characteristics of TC6 Titanium Alloy with Cryogenic Minimum Quantity Lubrication (CMQL) Technology. Processes. 2024; 12(8):1747. https://doi.org/10.3390/pr12081747
Chicago/Turabian StyleZhang, Zhaoyuan, Weikun Zhang, Xueni Zhang, Xingkai Li, Luyan Ju, and Tianping Gu. 2024. "Research on Tool Wear and Machining Characteristics of TC6 Titanium Alloy with Cryogenic Minimum Quantity Lubrication (CMQL) Technology" Processes 12, no. 8: 1747. https://doi.org/10.3390/pr12081747