

Understanding Perforation Detonation Failure Mechanisms Based on Physicochemical Detection and Simulation Modeling

Abstract
1. Introduction
2. Materials and Methods
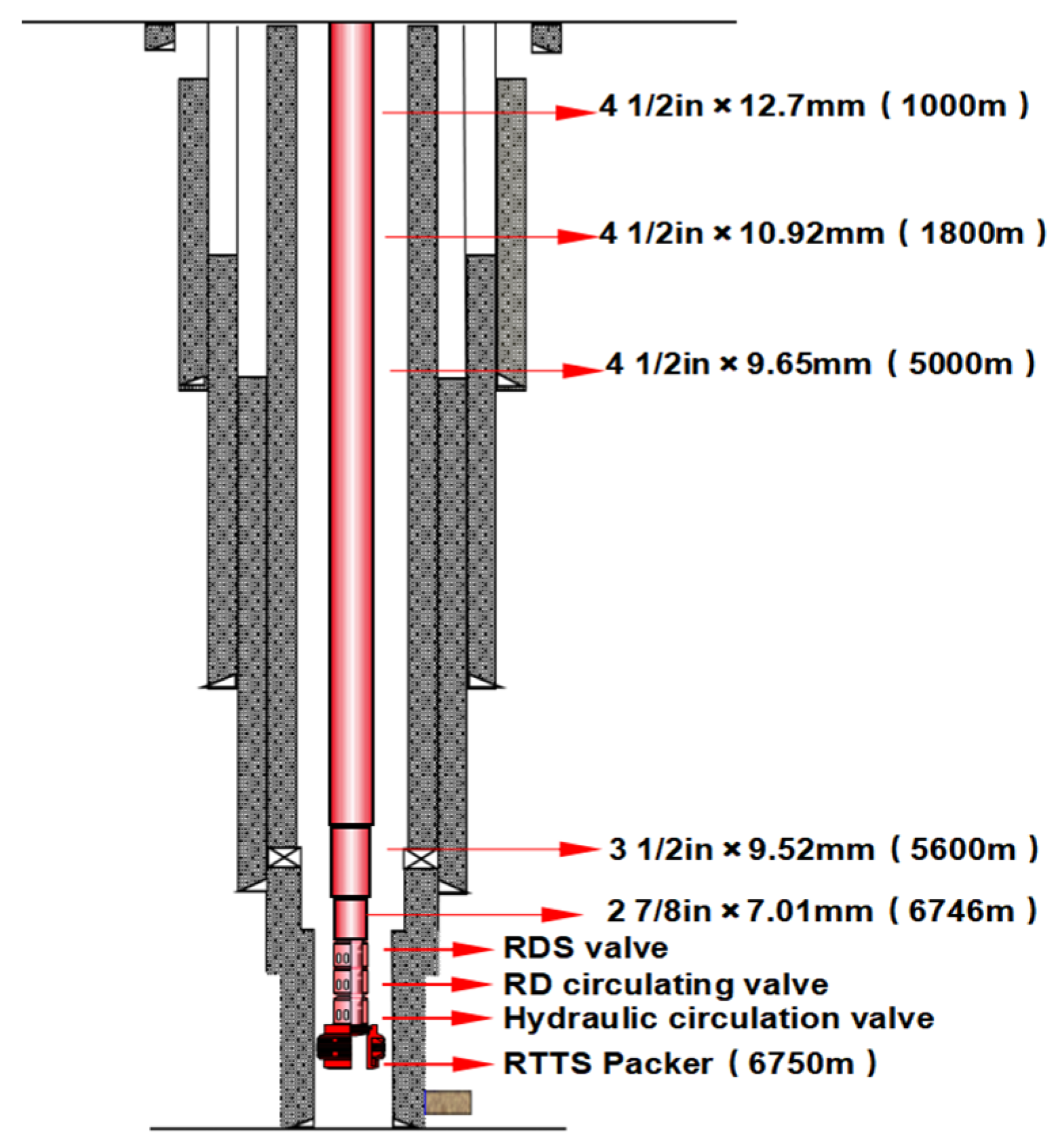
2.1. Ultra-Deep Well Testing String Design
2.2. Operation Overview and Testing Results
3. Results and Discussion
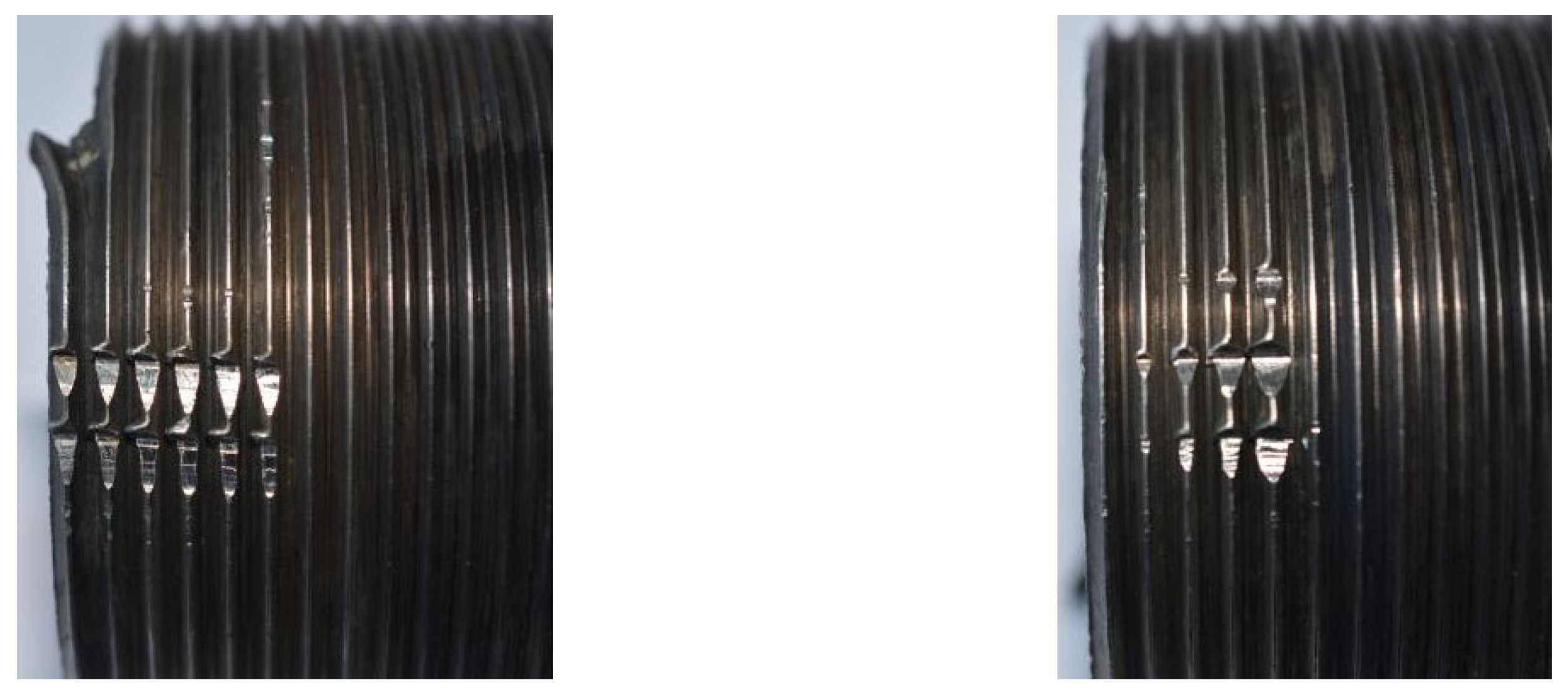
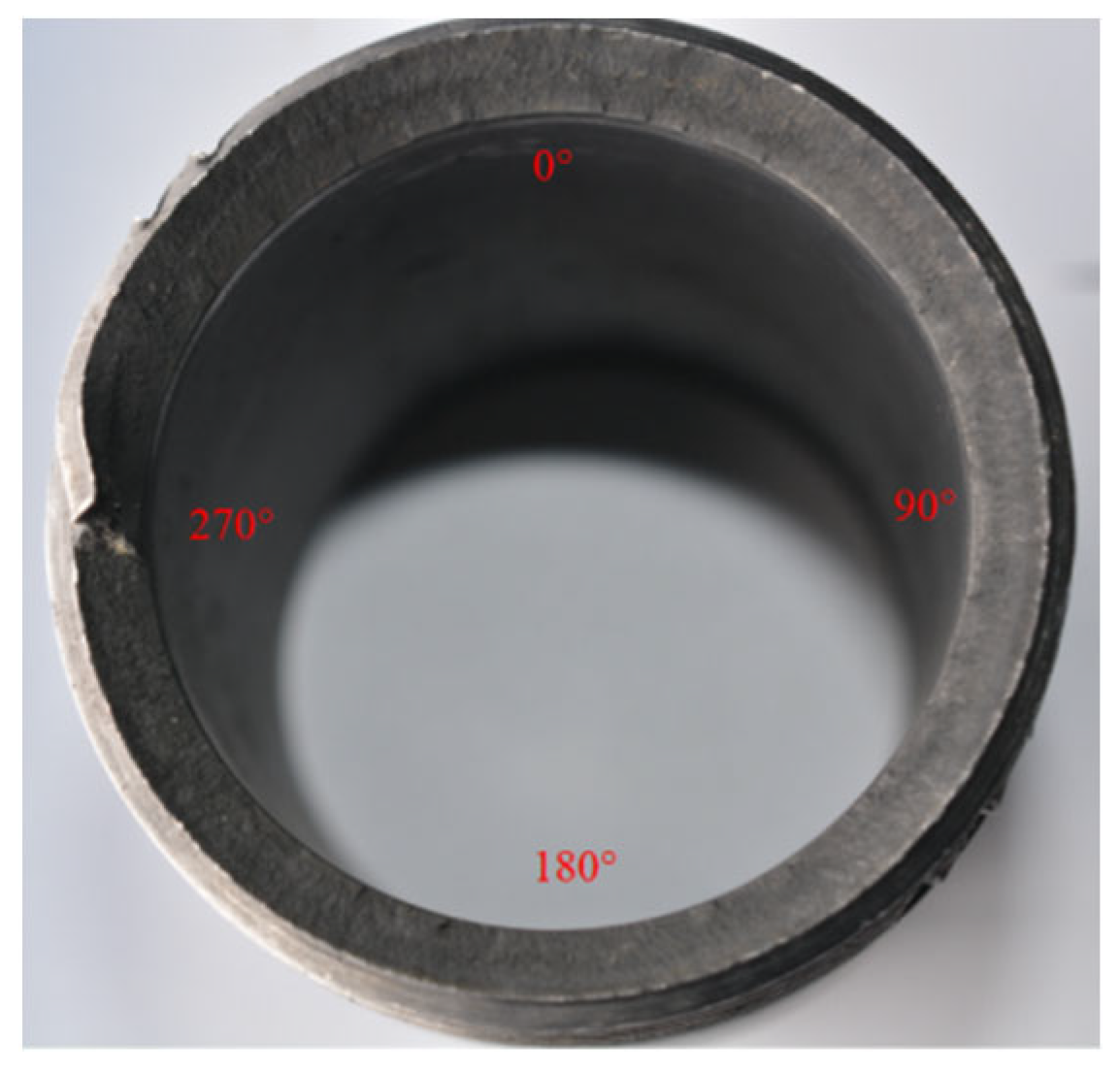
3.1. Macroscopic Analysis
3.2. Physicochemical Test Analysis
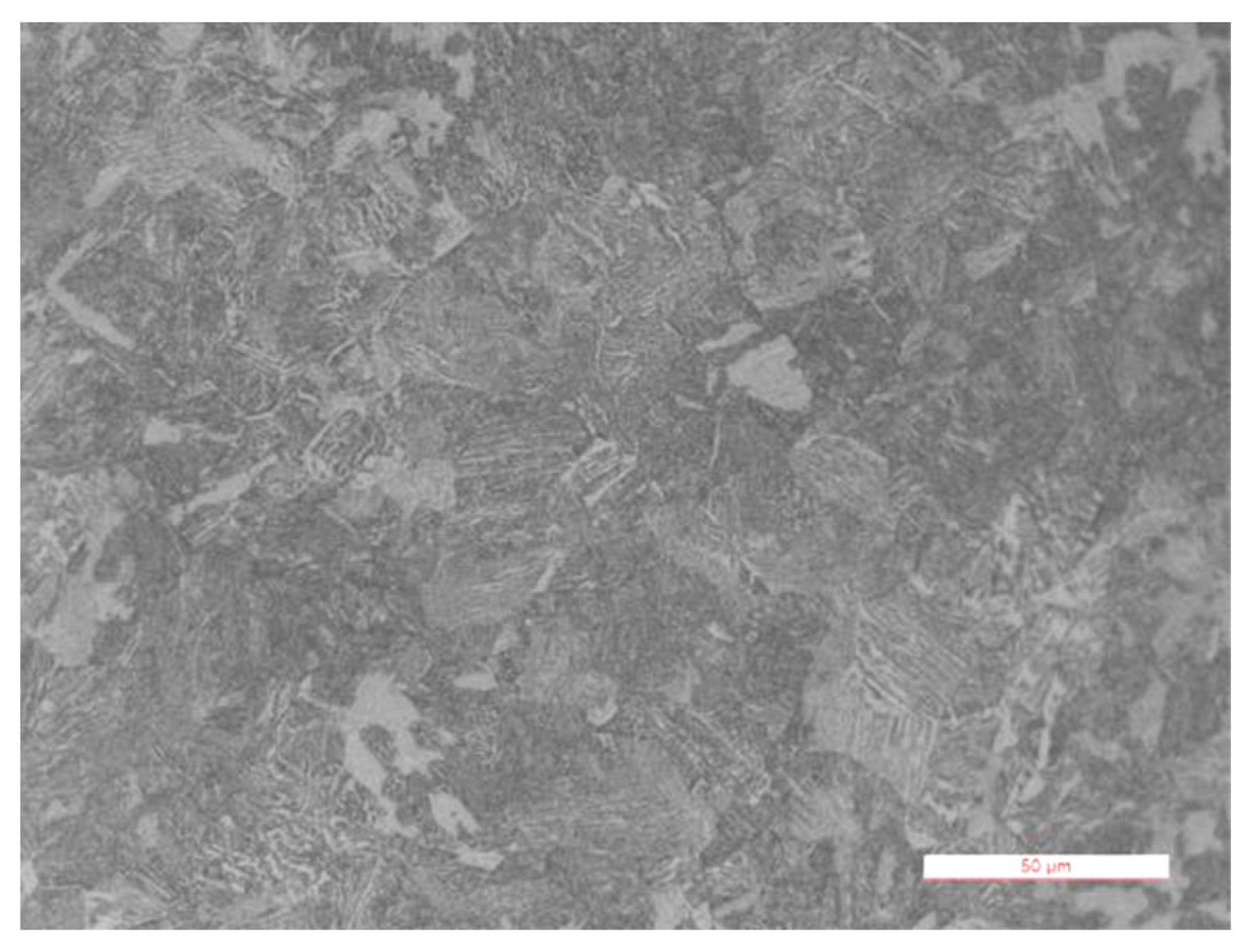
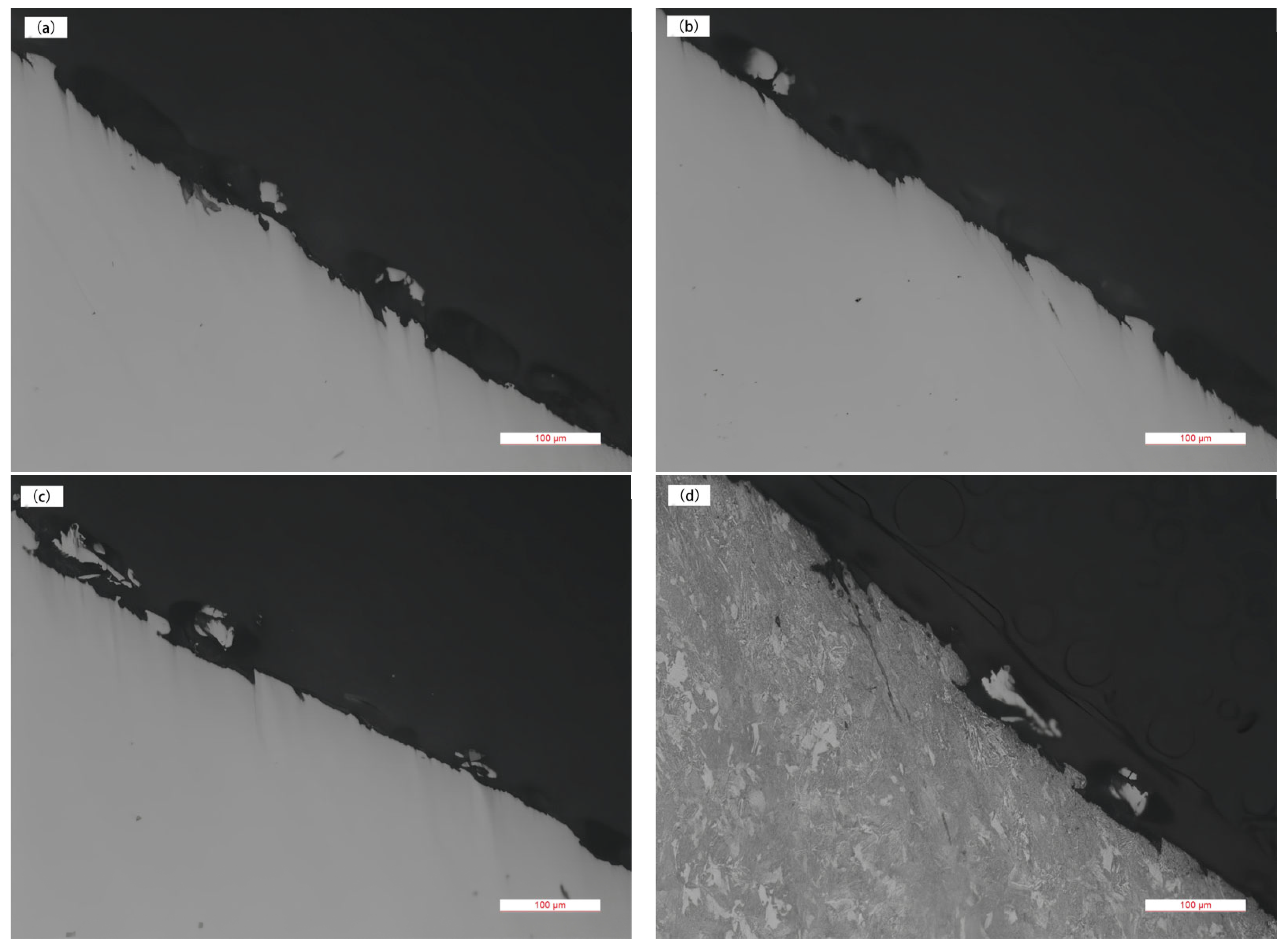
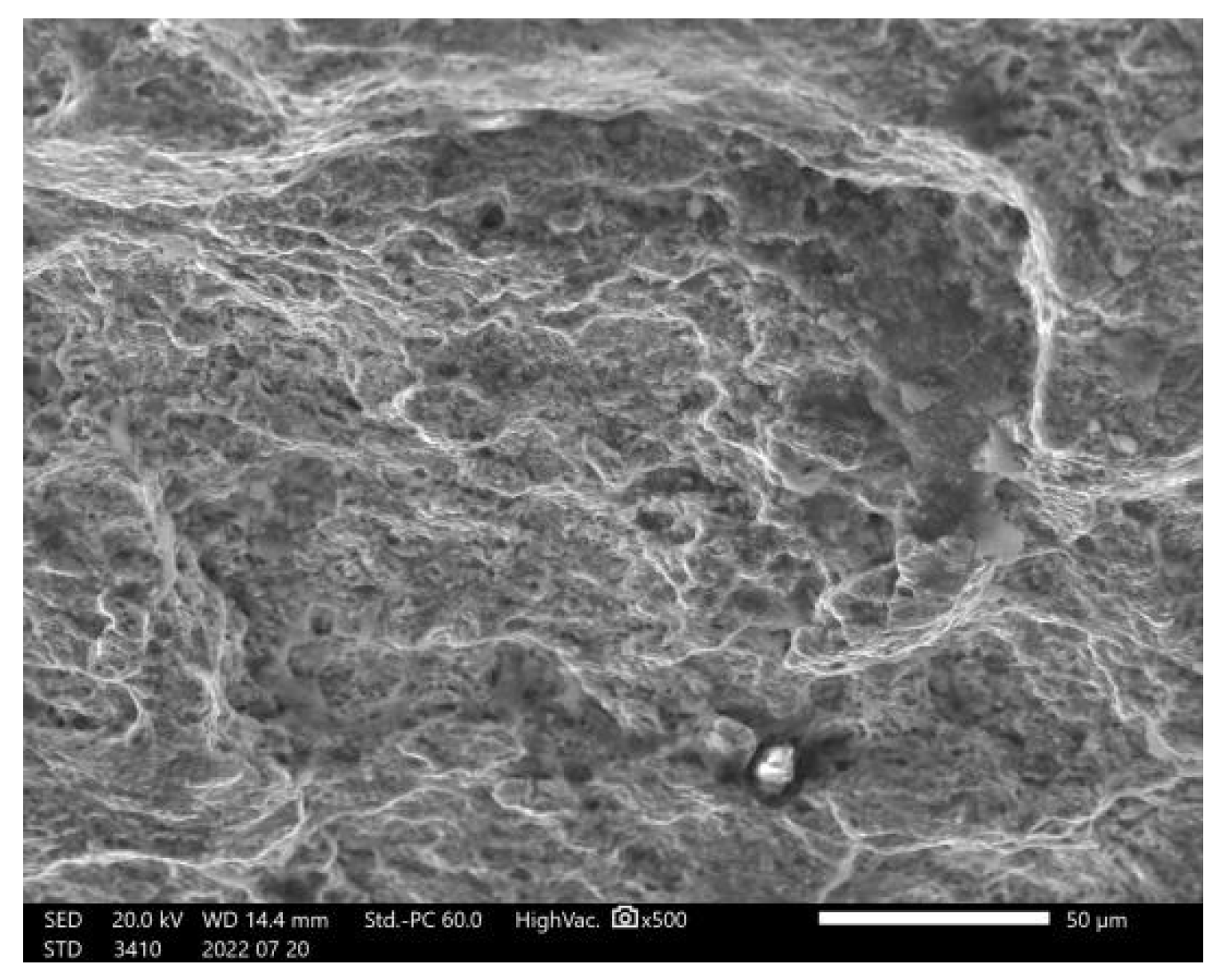
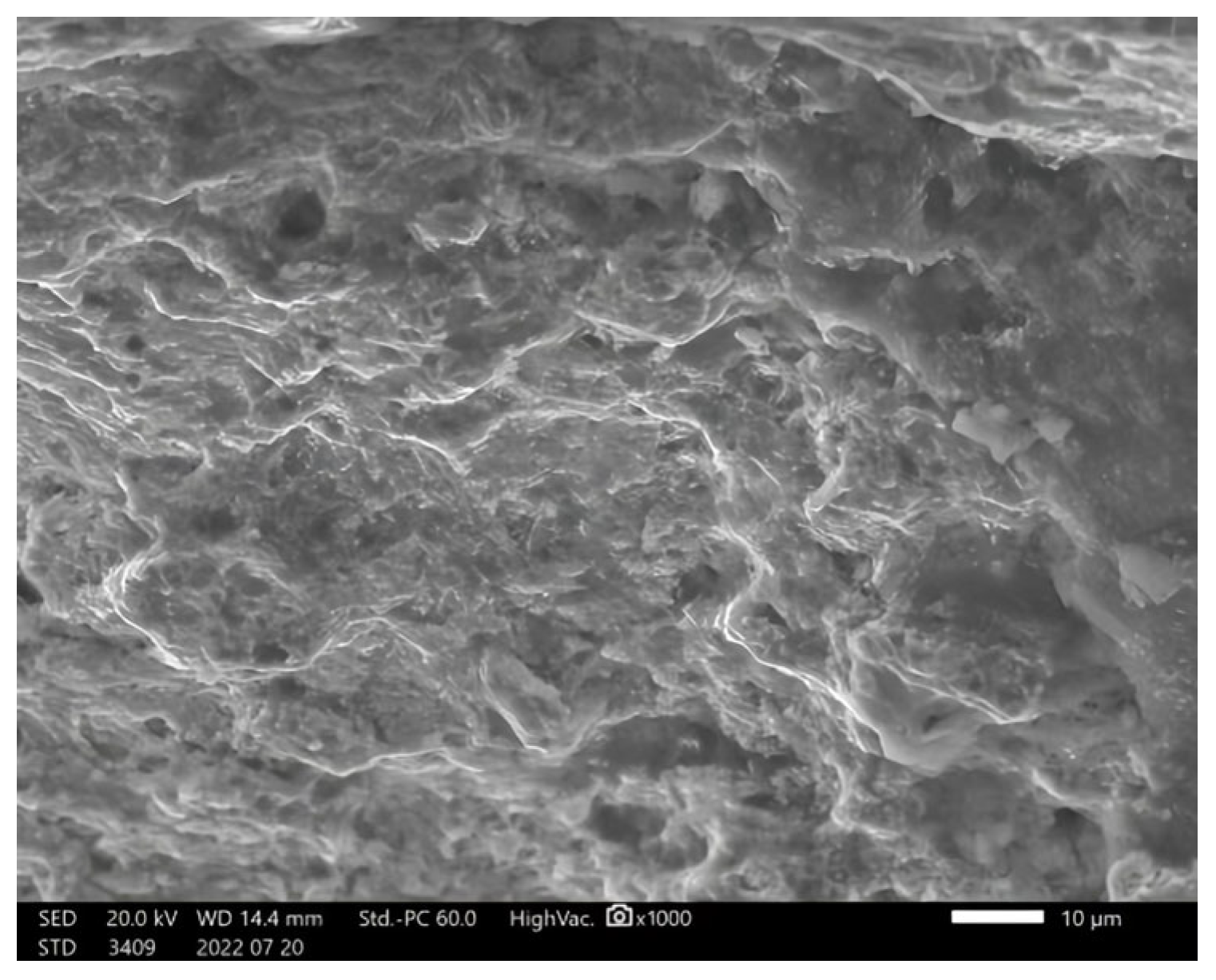
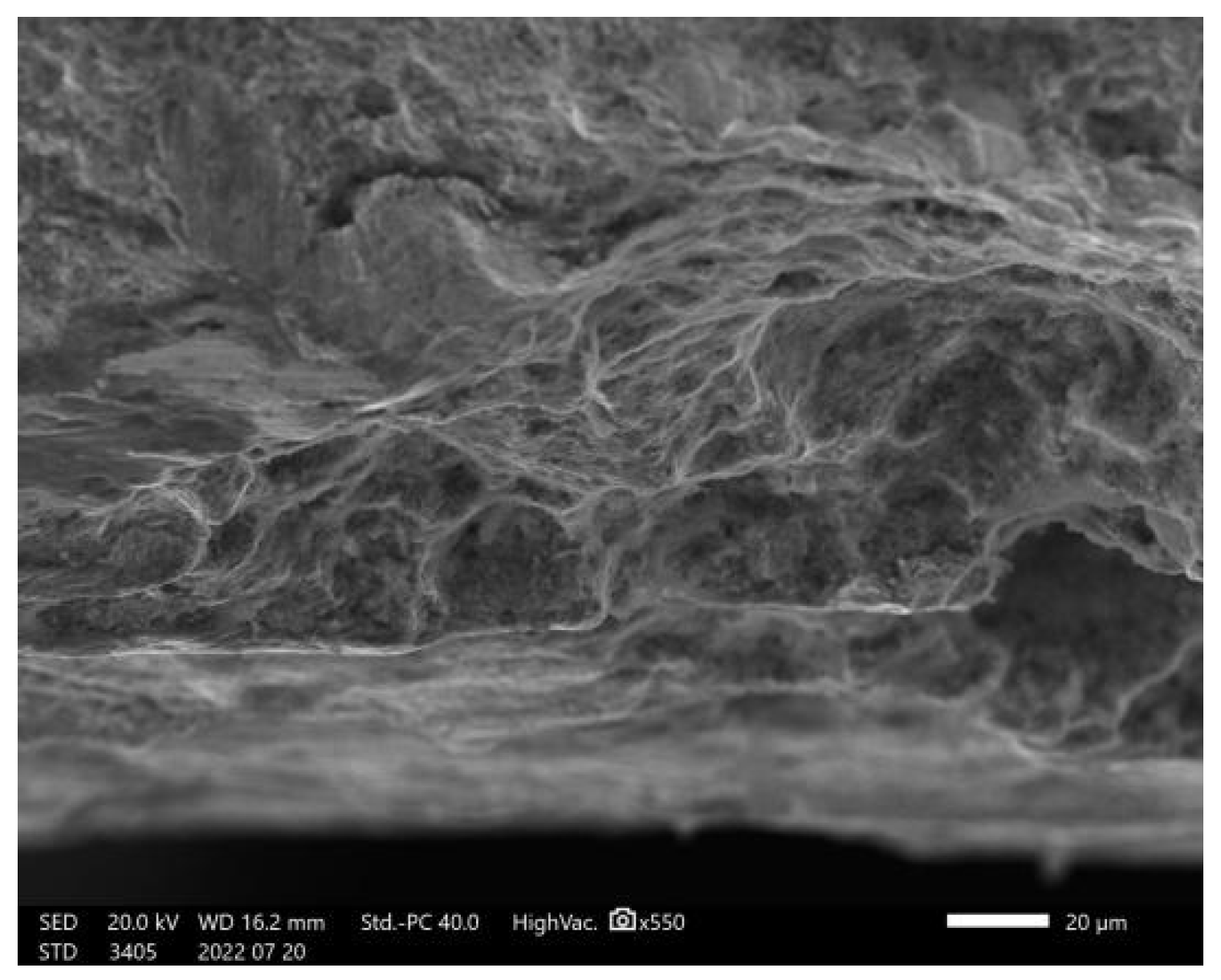
3.3. Microanalysis
3.4. Establishment of a Perforated Detonation Model
3.5. Interpretation and Discussion


4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| mm | millimeter |
| cm | centimeter |
| m | meter |
| Pa | Pascal |
| MPa | million Pascal |
| GPa | giga Pascal |
| g | gram |
| kg | kilogram |
| μs | microsecond |
| s | second |
| kJ | kilo-Joule |
| N | Newton |
| kN | kilo-Newton |
| PBTD | plug back total depth |
| CNPC | China National Petroleum Corporation |
| RD | rupture disk |
| RDS | rupture disk safety |
References
- Dvoynikov, M.V.; Sidorkin, D.I.; Yurtaev, S.L.; Grokhotov, E.I.; Ulyanov, D.S. Drilling of deep and ultra-deep wells for prospecting and exploration of new raw mineral fields. J. Min. Inst. 2022, 258, 945–955. [Google Scholar] [CrossRef]
- Chen, C.; Liu, X.; Li, X.; Xiang, Z.; Ding, Y. High-temperature and high-pressure ultra-deep well oil testing technology for Hutan 1 well in Junggar Basin. Oil Drill. Prod. Technol. 2023, 45, 447–454. [Google Scholar] [CrossRef]
- Wu, J.I.; Binchang, L.U.; Jun, W.E.; Zhenmao, T.I.; Chaofeng, C.H.; Hongxue, M.I.; Zhanshan, N.I. Practice of Well Testing Technology for Ultra-high Pressure Well LT1 in Junggar Basin. Drill. Prod. Technol. 2022, 45, 160. [Google Scholar]
- Chen, C.; Jiang, W.; Mi, H.; Lu, B.; Zhou, C.; Tang, Q. Application of high temperature and high pressure deep well testing technology in Well Gaotan 1 in Junggar Basin. Drill. Prod. Technol. 2020, 43, 119–122. [Google Scholar]
- Hu, G.; Hu, G.; Wang, F.; Zhang, J.; Chen, C.; Zhang, Z. Analysis and re-understanding of the completed oil test in the Sangonghe Formation of Well MD04 in Junggar Basin. Oil Drill. Prod. Technol. 2010, 32, 159–161. [Google Scholar]
- Wang, W.; Chen, C.; Xu, J.; Peng, S. Oil testing technology of abnormally high pressure complex exploratory wells: A case study of Well Huo 10 in the southern margin of Junggar Basin. Xinjiang Pet. Geol. 2004, 25, 653. [Google Scholar]
- Rahman, M.R.A.; Busahmin, B.; Hasan, U.H.H. Analysis of a drilling mud-based system on the common problems related to coiled tubing application in slim-hole oil wells. Edelweiss Appl. Sci. Technol. 2023, 7, 71–86. [Google Scholar] [CrossRef]
- Saifulizan, S.S.B.H.; Busahmin, B.; Prasad, D.M.R.; Elmabrouk, S. Evaluation of different well control methods concentrating on the application of conventional drilling technique. ARPN J. Eng. Appl. Sci. 2023, 18, 1851–1857. [Google Scholar]
- Jun, D.; Kwon, D.; Lee, B.J. Numerical study on the reinitiation mechanism of detonation propagating through double slits in a planar channel. Combust. Flame 2024, 261, 113271. [Google Scholar] [CrossRef]
- Yang, X.T.; Zhang, F.X.; Li, M.F.; Dou, Y.H. Analysis of Strength Safety of Perforated String Considering Detonation Parameters. In Advanced Materials Research; Trans Tech Publications, Ltd.: Wollerau, Switzerland, 2013. [Google Scholar] [CrossRef]
- Guo, R. Study on tubing string safety during perforation detonation in ultra-deep wells. Geosystem Eng. 2024, 27, 160–170. [Google Scholar] [CrossRef]
- Ding, L.; Lei, Q.; Chen, W.; Xue, Y.; Zhang, Q. Study on transient energy conversion and influencing factors of perforating detonation. China Saf. Sci. J. 2023, 33, 76–85. [Google Scholar] [CrossRef]
- Bale, D.S.; Satti, R.P.; Ji, M.; Howard, J.J. A Next-Generation Shock-Capturing, Multi-Phase Flow Simulator for Perforating Applications in HPHT Environment. In Proceedings of the SPE Deepwater Drilling and Completions Conference, Galveston, TX, USA, 14 September 2016. [Google Scholar] [CrossRef]
- Qiao, D.; Hui, Z.; Jun, L.; Hao, W.; Xuejun, H. Safety Distances of Packers for Deep-Water Tubing-Conveyed Perforating. In Proceedings of the Offshore Technology Conference, Houston, TX, USA, 30 April–3 May 2018. [Google Scholar]
- Zifeng, L. Applicability of unified strength theory in tubular mechanics and safety stress field of the material with SD effect. Acta Pet. Sin. 2016, 37, 1537–1542. [Google Scholar]
- Yihua, D.; Mingfei, L.; Fuxiang, Z.; Xiangtong, Y. An analysis of the effect of the well bore structure on the strength safety of the tubing string at the perforation section. China Pet. Mach. 2012, 40, 27–29. [Google Scholar]
- Bale, D.S.; Satti, R.P. A fast computational model for wellbore pressure transients while perforating with dynamic underbalance. J. Pet. Sci. Eng. 2020, 185, 106495. [Google Scholar] [CrossRef]
- Jiang, J.; Deng, Q.; Yang, D.; Qi, G.; Zhang, F.; Tan, L. Numerical Simulation Study on the Damage Mechanism of the Combined Perforating Well Testing Tubing in Ultra-Deep Wells. Processes 2024, 12, 380. [Google Scholar] [CrossRef]
- Mingfei, L.; Fei, X.; Yihua, D. Measurement of perforating column vibration parameters and ALE-based numerical simulation. Chin. J. Appl. Mech. 2019, 36, 458–465+515. [Google Scholar]
- Mark, B.; Andrea, B.; Carlos, B. Perforating Gunshock Loads: Simulation Capabilities and Applications. In Proceedings of the International Petroleum Technology Conference, Kuala Lumpur, Malaysia, 10–12 December 2014. [Google Scholar]
- Canal, C.; Priscilla, M.; Scott, M.; Jovineto, M.; Darren, B. Predicting Pressure Behavior and Dynamic Shock Loads on Completion Hardware during Perforating. In Proceedings of the 2010 Offshore Technology Conference, Houston, TX, USA, 3–6 May 2010. [Google Scholar]
- John, M.B.; George, Y. A study of explosive effects in close proximity to a submerged cylinder. Int. J. Impact Eng. 2008, 35, 206–225. [Google Scholar]
- Yvonne, C.; Harwinder, S.; Mohd, S.I.; Ronny, V.T.; Amir, F.M.N. Optimizing perforating strategy with side mounted gun system for auto gas lift application with smart completions, offshore Malaysia. In Proceedings of the Abu Dhabi International Petroleum Exhibition & Conference, Abu Dhabi, United Arab Emirates, 9 November 2020; p. SPE-202695–MS. [Google Scholar] [CrossRef]
- Khan, A.M.; Binziad, A.; Alsubaii, A.; Ahmed, D.; Alotaibi, A. Perforating for Stimulation: Techniques, Challenges, Considerations, and Efficient Workflows. In Proceedings of the Middle East Oil, Gas and Geosciences Show, Manama, Bahrain, 7 February 2023. [Google Scholar] [CrossRef]
- Li, B.; Tang, K.; Lu, Y.; Luo, M.; Chen, H.; Huang, R. Research and effect evaluation of bidirectional shock absorber based on measured frequency of downhole perforated detonation wave. Well Logging Technol. 2023, 47, 636–641. [Google Scholar] [CrossRef]
- Huang, J.; Huang, C.; Liu, C.; Xian, W. Prediction and analysis method and safety guarantee measures of perforation-detonation effect of perforation-test combined operation technology in ultra-deep wells. In Natural Gas Committee of China Petroleum Society, Proceedings of the 33rd National Natural Gas Academic Annual Conference (2023) (04 Drilling and Production Engineering), Nanning, China, 1 June 2023; Chuanqing Drilling Engineering Co., Ltd.: Chengdu, China, 2023; Volume 8, p. 8. [Google Scholar] [CrossRef]
- Liu, H.; Liu, X.; Liu, Y.; Li, J.; Xi, Y.; Lian, W. Nonlinear Propagation and Influencing Factors of Perforation Detonation Waves in Ultra-Deep Wells. Xinjiang Pet. Nat. Gas 2024, 20, 31–37. [Google Scholar]
- Yuan, F.; Zhang, J.; Chen, Z.; Tang, Y.; Guo, R.; Lu, H. Study on the Rule of Annular Pressure Pulsation in Wellbore Caused by Three-in-One Perforation Detonation. Nat. Gas Oil 2024, 42. [Google Scholar]
- GB/T 4336-2016; Carbon and Low-Alloy Steel-Determination of Multi-Element Contents—Spark Discharge Atomic Emission Spectrometric Method (Routine Method). Standardization Administration of the People’s Republic of China: Beijing, China, 2016.
- GB/T 13298-2015; Inspection Methods of Microstructure for Metals. Standardization Administration of the People’s Republic of China: Beijing, China, 2015.
- GB/T 10561-2023; Determination of Content of Nonmetallic Inclusions in Steel—Micrographic Method Using Standard Diagrams. Standardization Administration of the People’s Republic of China: Beijing, China, 2023.
- GB/T 6394-2017; Determination of Estimating the Average Grain Size of Metal. Standardization Administration of the People’s Republic of China: Beijing, China, 2017.
- Zachopoulos, F.N.; Kokkinos, N.C. Detection methodologies on oil and gas kick: A systematic review. Int. J. Oil Gas Coal Technol. 2023, 33, 1–19. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Well | Region | Actual Depth, m | Drilling Period, Years |
|---|---|---|---|---|
| 1 | Kolskaya SG-3 | Russia | 12,262 | 1970–1990 |
| 2 | Tiber | USA | 10,692 | 2009 |
| 3 | Deep Water | USA | 10,500 | 1985 |
| 4 | Blackbird West | USA | 10,064 | 2008 |
| 5 | KTB-Oberpfalz | Germany | 9901 | 1987–1995 |
| 6 | Berta Rogers | USA | 9583 | 1973–1974 |
| 7 | Baden Unit | USA | 9159 | 1970–1971 |
| 8 | Hauptborung | Germany | 9100 | 1990–1994 |
| 9 | Pengshen-6 | China | 9026 | 2023 |
| 10 | Luntan-1 | China | 8882 | 2018–2019 |
| 11 | 53-2N | China | 8874 | 2020 |
| 12 | University | USA | 8668 | 1970–1980 |
| 13 | Zisterdorf | Austria | 8553 | 1990–1994 |
| 14 | Chuanshen-1 | China | 8420 | 2018 |
| 15 | Tashen-1 | China | 8408 | 2006 |
| 16 | Saatlinskaya SG-1 | Azerbaijan | 8340 | 1977–1990 |
| 17 | En-Yakhinskaya SG-7 | Russia | 8250 | 2000–2006 |
| 18 | Wutan-1 | China | 8060 | 2018 |
| 19 | Guole-3C | China | 8057 | 2023 |
| Nozzle Size mm | Tube Pressure MPa | Flow Pressure MPa | Pressure Differential MPa | Gas Production 104 m3 | Fluid Production m3 | Oil Production m3 | Oil Cut % | Gas–Liquid Ratio m3/m3 | Gas–Oil Ratio m3/m3 |
|---|---|---|---|---|---|---|---|---|---|
| 3 | 107.15–111.08 | 168.86 | 2.92 | 2.83 | 35.26 | / | 0 | 803 | / |
| 4 | 105.86–116.90 | 167.05 | 4.73 | 11.90 | 166.23 | / | 0 | 716 | / |
| 5 | 114.07–123.36 | 162.71 | 9.08 | 21.89 | 212.85 | / | 0 | 1028 | / |
| 6 | 116.15–121.95 | 162.44 | 9.34 | 41.73 | 199.96 | 85.74 | 30 | 2087 | 4867 |
| 7.2 | 115.58–119.93 | 160.47 | 11.31 | 56.82 | 150.16 | 122.76 | 45 | 3784 | 4628 |
| 8.1 | 112.31–117.19 | 158.51 | 13.27 | 75.82 | 127.32 | 127.22 | 50 | 5955 | 5960 |
| Item | OD (Away from the Fracture) mm | OD (Near the Fracture) mm | ID (Away from the Fracture) mm | ID (Near the Fracture) mm | Tooth Height mm | Pitch | Length of Plier Tooth Mark 1 mm | Length of Plier Tooth Mark 2 mm |
|---|---|---|---|---|---|---|---|---|
| Result | 59.94 | 58.27 | 47.87 | 46.85 | +0.13 | −0.03 | 10.77 | 15.33 |
| Element | C | Si | Mn | P | S | Ni | Cr | Mo | Cu |
|---|---|---|---|---|---|---|---|---|---|
| packer mandrel | 0.42 | 0.23 | 0.67 | 0.015 | 0.006 | 0.05 | 1.0 | 0.17 | 0.19 |
| Test Items | Packer Mandrel |
|---|---|
| Microstructure | Tempered sorbite + bainite |
| Non-metallic inclusion rating | Class B 2.0; Class C 2.0; Class D 1.0 |
| Average grain size | Level 8.0 |
| No. | Item | Parameter | No. | Item | Parameter |
|---|---|---|---|---|---|
| 1 | Perforation gun OD | 89 mm | 10 | Type of gunpowder | HNS |
| 2 | Perforation gun length | 26 m | 11 | Weight of charge | 25 g |
| 3 | Casing ID | 108.1 mm | 12 | Gunpowder density | 1.6 g/cm3 |
| 4 | Casing steel grade | TP140 V | 13 | Tubing OD | 73.02 mm |
| 5 | Distance from top of gun to packer | 179 m | 14 | Tubing ID | 62 mm |
| 6 | Formation pressure | 162.47 MPa | 15 | Tubing steel grade | P110 |
| 7 | Pocket length | 74 m | 16 | Perforation Phase | 60 degrees |
| 8 | Wellbore pressure | 162.47 MPa | 17 | Type of packer | RTTS |
| 9 | Perforating fluid density | 1.2 g/cm3 | 18 | Packer tensile strength | 620 kN |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, C.; Liu, X.; Ruan, D.; Chen, X.; Yang, X.; Ning, K.; Lian, Z. Understanding Perforation Detonation Failure Mechanisms Based on Physicochemical Detection and Simulation Modeling. Processes 2024, 12, 1971. https://doi.org/10.3390/pr12091971
Chen C, Liu X, Ruan D, Chen X, Yang X, Ning K, Lian Z. Understanding Perforation Detonation Failure Mechanisms Based on Physicochemical Detection and Simulation Modeling. Processes. 2024; 12(9):1971. https://doi.org/10.3390/pr12091971
Chicago/Turabian StyleChen, Chaofeng, Xihe Liu, Dong Ruan, Xueru Chen, Xiangtong Yang, Kun Ning, and Zhilong Lian. 2024. "Understanding Perforation Detonation Failure Mechanisms Based on Physicochemical Detection and Simulation Modeling" Processes 12, no. 9: 1971. https://doi.org/10.3390/pr12091971
APA StyleChen, C., Liu, X., Ruan, D., Chen, X., Yang, X., Ning, K., & Lian, Z. (2024). Understanding Perforation Detonation Failure Mechanisms Based on Physicochemical Detection and Simulation Modeling. Processes, 12(9), 1971. https://doi.org/10.3390/pr12091971