
Effect of Heat-Treatment Process on Magnetic Characteristics of Grain-Oriented Electrical Steel

 ,
,  and
and
Abstract
1. Introduction
2. Materials and Methods
2.1. Sample Preparation
2.2. The Epstein Frame Method
3. Experimental Results
4. Discussion
5. Conclusions
- Using nanoindentation, we concluded that the brittleness of the material increased; the hardness and apparent Young’s modulus increased following quenching.
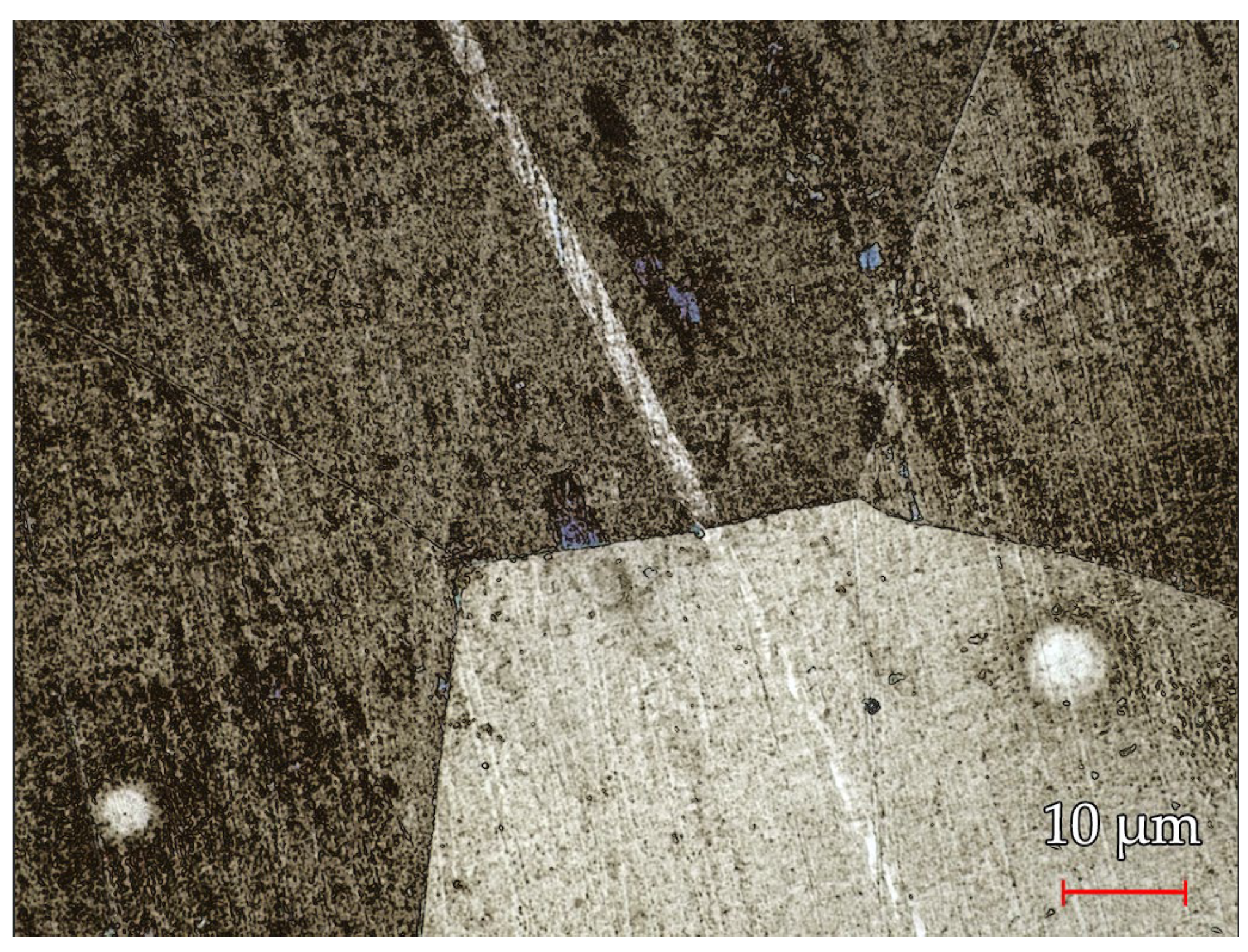
- Using laser microscopy, we concluded that the heat-treatment process affected the distance between grains, increasing it, reducing the height difference between grains, and thus reducing the surface roughness.
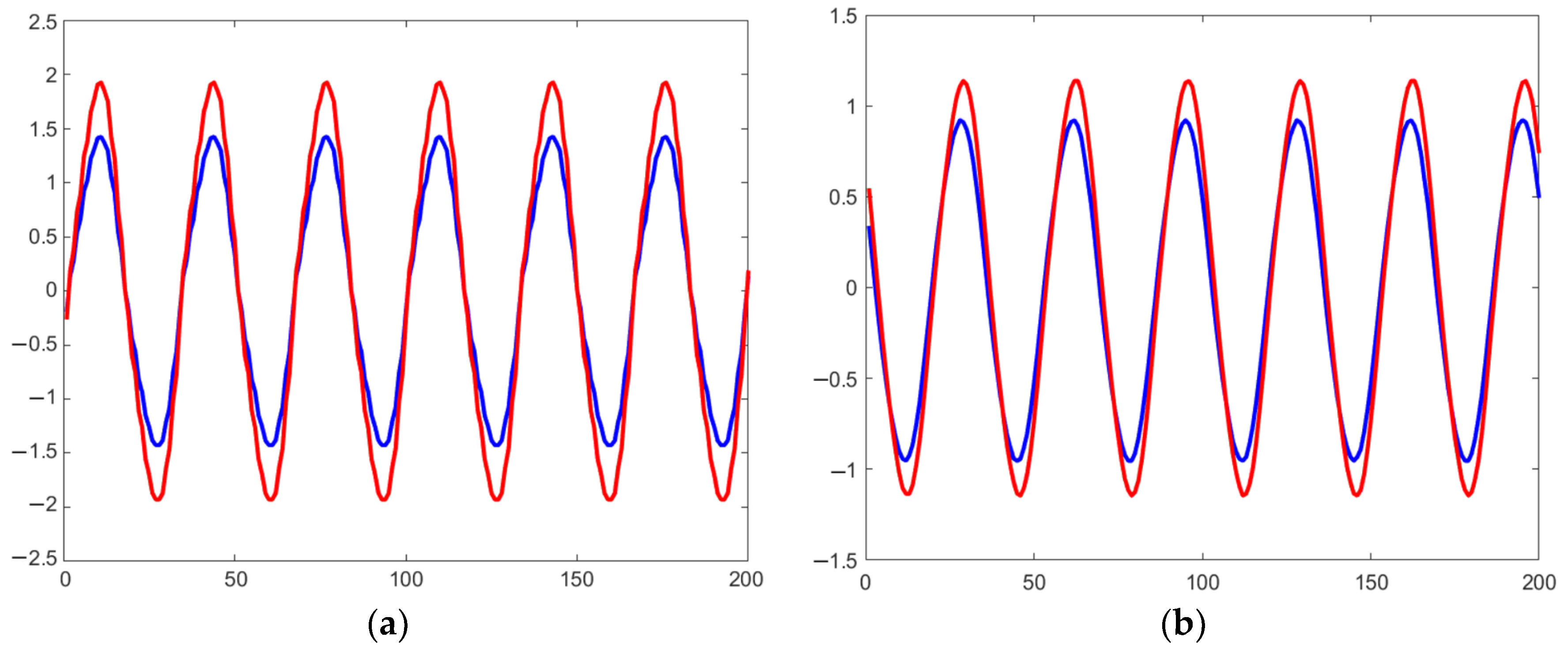
- Using the Epstein frame, we concluded that magnetic properties deteriorated post-quenching, evidenced by an increased coercive field, which mirrored the magnetic properties observed at higher frequencies.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Krings, A.; Boglietti, A.; Cavagnino, A.; Sprague, S. Soft Magnetic Material Status and Trends in Electric Machines. IEEE Trans. Ind. Electron. 2016, 64, 2405–2414. [Google Scholar] [CrossRef]
- Lopez, S.; Cassoret, B.; Brudny, J.F.; Lefebvre, L.; Vincent, J.N. Grain Oriented Steel Assembly Characterization for the Development of High Efficiency AC Rotating Electrical Machines. IEEE Trans. Magn. 2009, 45, 4161–4164. [Google Scholar] [CrossRef]
- Xia, Z.; Kang, Y.; Wang, Q. Developments in the production of grain-oriented electrical steel. J. Magn. Magn. Mater. 2008, 320, 3229–3233. [Google Scholar] [CrossRef]
- Günther, K.; Abbruzzese, G.; Fortunati, S.; Ligi, G. Recent technology developments in the production of Grain-Oriented electrical steel. Steel Res. Int. 2005, 76, 413–421. [Google Scholar] [CrossRef]
- Elgamli, E.; Anayi, F. Advancements in Electrical Steels: A Comprehensive Review of Microstructure, Loss Analysis, Magnetic Properties, Alloying Elements, and the Influence of Coatings. Appl. Sci. 2023, 13, 10283. [Google Scholar] [CrossRef]
- Shin, S.; Birosca, S.; Chang, S.; De Cooman, B.C. Texture evolution in grain-oriented electrical steel during hot band annealing and cold rolling. J. Microsc. 2008, 230, 414–423. [Google Scholar] [CrossRef]
- Krawczyk, J.; Ścibisz, K.; Goły, M.; Śleboda, T. Texture Intensity in Grain-Oriented Steel in the Main Stages of the Production Cycle. Crystals 2024, 14, 107. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H. 21—Physical Metallurgy of Steels. In Physical Metallurgy, 5th ed.; Laughlin, D.E., Hono, K., Eds.; Elsevier: Amsterdam, The Netherlands, 2014. [Google Scholar]
- Millan Mirabal, L.A.; Messal, O.; Benabou, A.; Le Menach, Y.; Chevallier, L.; Roger, J.Y.; Ducreux, J.P. Study of the effect of the demagnetizing field in Epstein strips of grain-oriented electrical steels through 3D finite element analysis. COMPEL—Int. J. Comput. Math. Electr. Electron. Eng. 2022, 41, 579–588. [Google Scholar] [CrossRef]
- Németh, Z.; Kuczmann, M. Measuring and simulating magnetic characteristics using Epstein frame. Pollack Period. 2018, 13, 15–26. [Google Scholar] [CrossRef]
- Marketos, F.; Zurek, S.; Moses, A. A Method for Defining the Mean Path Length of the Epstein Frame. IEEE Trans. Magn. 2007, 43, 2755–2757. [Google Scholar] [CrossRef]
- Sievert, J.D. Determination of AC magnetic power loss of electrical steel sheet: Present status and trends. IEEE Trans. Magn. 1984, 20, 1702–1707. [Google Scholar] [CrossRef]
- Ahlers, H.; Sievert, J.D.; Qu, Q.C. Comparison of a single strip tester and Epstein frame measurements. J. Magn. Magn. Mater. 1982, 26, 176–178. [Google Scholar] [CrossRef]
- IEC 60404-2; Magnetic Materials—Part 2: Methods of Measurement of the Magnetic Properties of Electrical Steel Sheet and Strips by Means of an Epstein Frame. International Electrotechnical Commission Std: Geneva, Switzerland, 1996.
- Köçkar, H.; Meydan, T. Specific Power Loss Comparisons of Magnetic Strips Using Standard Epstein Frame. J. Korean Phys. Soc. 2002, 40, 918–920. [Google Scholar]
- Reimets, N. Revamp of the Epstein Frame Measurement System for Characterizing Magnetic Materials; CERN, TE—Magnets, Superconductors and Cryostats TE-MSC-MM: Geneva, Switzerland, 2018. [Google Scholar]
- Fiorillo, F. Soft magnetic materials. In Characterization and Measurement of Magnetic Materials, 1st ed.; Mayergoyz, I.D., Ed.; Academic Press: Cambridge, MA, USA, 2004. [Google Scholar]
- Marthini, V.; Alhelali, I.A.A.; Afendi, M.; Majid, M.; Syafiq, W.M. Effect of Quenching on the Mechanical Properties of Carbon Steel for Hammer Mill. J. Phys. Conf. Ser. 2021, 2051, 012057. [Google Scholar] [CrossRef]
- Zhang, Y.; Yang, J.; Xiao, D.; Luo, D.; Tuo, C.; Wu, H. Effect of Quenching and Tempering on Mechanical Properties and Impact Fracture Behavior of Low-Carbon Low-Alloy Steel. Metals 2022, 12, 1087. [Google Scholar] [CrossRef]
- Pham, T.H.; Nguyen, N.V. Mechanical properties of constituent phases in structural steels and heat-affected zones investigated by statistical nanoindentation analysis. Constr. Build. Mater. 2021, 268, 121211. [Google Scholar] [CrossRef]
- Ducharne, B.; Hamzehbahmani, H.; Gao, Y.; Fagan, P.; Sebald, G. High-Frequency Fractional Predictions and Spatial Distribution of the Magnetic Loss in a Grain-Oriented Magnetic Steel Lamination. Fractal Fract. 2024, 8, 176. [Google Scholar] [CrossRef]
- Liu, Z.; Yang, P.; Li, X.; Wang, X.; Ma, J.; Liu, G. Formation of island grains in high-permeability grain-oriented silicon steel manufactured by the acquired inhibitor method. J. Phys. Chem. Solids 2020, 136, 109165. [Google Scholar] [CrossRef]
- Bali, M.; De Gersem, H.; Muetze, A. Epstein frame measurement based determination of original non-degraded and fully degraded magnetic properties of material submitted to mechanical cutting. In Proceedings of the 2015 IEEE International Electric Machines & Drives Conference (IEMDC), Coeur d’Alene, ID, USA, 10–13 May 2015; pp. 1184–1189. [Google Scholar]
- Stoyka, V.; Kovac, F.; Julius, B. Study of secondary recrystallization in grain-oriented steel treated under dynamical heat treatment conditions. Metalurgija 2009, 48, 99–102. [Google Scholar]
- Xiao, L.; Yu, G.; Zou, J.; Xu, Y.; Liang, W. Experimental analysis of magnetic properties of electrical steel sheets under temperature and pressure coupling environment. J. Magn. Magn. Mater. 2019, 475, 282–289. [Google Scholar] [CrossRef]
- Lu, H.; Zhu, J.G.; Hui, S.Y. Measurement and Modeling of Thermal Effects on Magnetic Hysteresis of Soft Ferrites. IEEE Trans. Magn. 2007, 43, 3952–3960. [Google Scholar] [CrossRef]
- Wang, J.; Li, J.; Wang, X.; Mi, X.; Zhang, S. Rapid heating effects on grain-size, texture and magnetic properties of 3% Si non-oriented electrical steel. Bull. Mater. Sci. 2011, 34, 1477–1482. [Google Scholar] [CrossRef]
- Ferraris, L.; Franchini, F.; Pošković, E.; Actis Grande, M.; Bidulský, R. Effect of the Temperature on the Magnetic and Energetic Properties of Soft Magnetic Composite Materials. Energies 2021, 14, 4400. [Google Scholar] [CrossRef]
- Schoen, J.W.; Margerum, D.E. Ultra-Rapid Heat Treatment of Grain Oriented Electrical Steel. European Patent Office EP0334223A3, 1989. [Google Scholar]
- Pfuetzner, H.; Shilyashki, G.; Palkovits, M.; Galabov, V. Concept for more correct magnetic power loss measurements considering path length dynamics. Int. J. Appl. Electromagn. Mech. 2014, 44, 259–270. [Google Scholar] [CrossRef]
- Guillaume, P.; Rémi, P.; Lecointe, J.; Brudny, J.F.; Belgrand, T. Three Epstein frames to characterize iron losses and mean path length of grain oriented electrical steel lamination. In Proceedings of the XVII International Symposium on Electromagnetic Fields (ISEF), Valencia, Spain, 10–12 September 2015. [Google Scholar]
- Xiang, Q.; Cheng, L.; Wu, K. Study on the Single Sheet Measurement Method for AC Magnetic Measurement on Grain-Oriented Electrical Steel. Materials 2023, 16, 1648. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | S | Cu | Fe | Other |
|---|---|---|---|---|---|---|---|
| Content (%) | 0.04 | 3.1 | 0.03 | 0.005 | 0.04 | 96.1 | 0.685 |
| Test | Before Quenching | After Quenching | ||
|---|---|---|---|---|
| Apparent Young’s Modulus at Max Load (GPa) | Hardness at Max Load (GPa) | Apparent Young’s Modulus at Max Load (GPa) | Hardness at Max Load (GPa) | |
| 1 | 120.177 | 1.193 | 380.93 | 1.374 |
| 2 | 113.705 | 1.118 | 323.635 | 1.534 |
| 3 | 112.648 | 1.17 | 354.86 | 1.359 |
| 4 | 111.439 | 1.175 | 364.595 | 1.356 |
| 5 | 109.155 | 1.168 | 372.029 | 1.37 |
| 6 | 111.190 | 1.193 | 377.441 | 1.402 |
| 7 | 114.880 | 1.18 | 397.917 | 1.406 |
| 8 | 117.719 | 1.191 | 381.132 | 1.472 |
| 9 | 126.043 | 1.27 | 351.378 | 1.388 |
| 10 | 123.271 | 1.228 | 406.845 | 1.371 |
| 11 | 119.041 | 1.221 | 405.842 | 1.42 |
| 12 | 111.883 | 1.154 | 391.293 | 1.437 |
| 13 | 109.949 | 1.159 | 431.857 | 1.509 |
| 14 | 106.656 | 1.151 | 396.091 | 1.455 |
| 15 | 105.872 | 1.173 | 393.955 | 1.422 |
| 16 | 106.466 | 1.139 | 397.064 | 1.412 |
| 17 | 111.212 | 1.192 | 402.179 | 1.396 |
| 18 | 116.795 | 1.222 | 410.156 | 1.409 |
| 19 | 118.828 | 1.179 | 342.078 | 1.39 |
| 20 | 119.037 | 1.207 | 415.618 | 1.414 |
| 21 | 115.402 | 1.23 | 423.066 | 1.386 |
| 22 | 110.629 | 1.189 | 399.734 | 1.401 |
| 23 | 106.094 | 1.165 | 408.321 | 1.44 |
| 24 | 103.203 | 1.155 | 329.408 | 1.504 |
| Mean | 113.387 | 1.184 | 394.402 | 1.419 |
| Std. Dev. | 5.877 | 0.034 | 27.039 | 0.047 |
| % COV | 5.18 | 2.83 | 4.55 | 3.33 |
| Status | Degrees | Surface Roughness (Ra) | Elastic Deformation (%) | Plastic Deformation (%) | Pile-Up Height |
|---|---|---|---|---|---|
| Before Quenching | 0° (RD) | 71.6 | 33.8 | 66.2 | 176 |
| 45° | 54.1 | 36.8 | 63.2 | 58 | |
| 90° (TD) | 28.6 | 37.4 | 62.6 | 61 | |
| After Quenching | 0° (RD) | 52.1 | 39.6 | 60.4 | 168 |
| 45° | 40.9 | 42.2 | 57.8 | 23 | |
| 90° (TD) | 23.4 | 63.2 | 36.8 | 29 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stasac, C.-O.; Tomșe, A.-D.; Arion, M.-N.; Bandici, L.; Hathazi, F.-I. Effect of Heat-Treatment Process on Magnetic Characteristics of Grain-Oriented Electrical Steel. Processes 2024, 12, 2045. https://doi.org/10.3390/pr12092045
Stasac C-O, Tomșe A-D, Arion M-N, Bandici L, Hathazi F-I. Effect of Heat-Treatment Process on Magnetic Characteristics of Grain-Oriented Electrical Steel. Processes. 2024; 12(9):2045. https://doi.org/10.3390/pr12092045
Chicago/Turabian StyleStasac, Claudia-Olimpia, Andrei-Dan Tomșe, Mircea-Nicolae Arion, Livia Bandici, and Francisc-Ioan Hathazi. 2024. "Effect of Heat-Treatment Process on Magnetic Characteristics of Grain-Oriented Electrical Steel" Processes 12, no. 9: 2045. https://doi.org/10.3390/pr12092045
APA StyleStasac, C.-O., Tomșe, A.-D., Arion, M.-N., Bandici, L., & Hathazi, F.-I. (2024). Effect of Heat-Treatment Process on Magnetic Characteristics of Grain-Oriented Electrical Steel. Processes, 12(9), 2045. https://doi.org/10.3390/pr12092045