
Evolution and Latest Trends in Cooling and Lubrication Techniques for Sustainable Machining: A Systematic Review



Abstract
:1. Introduction
2. Materials and Methods
2.1. Inclusion and Exclusion Criteria Used in the Search
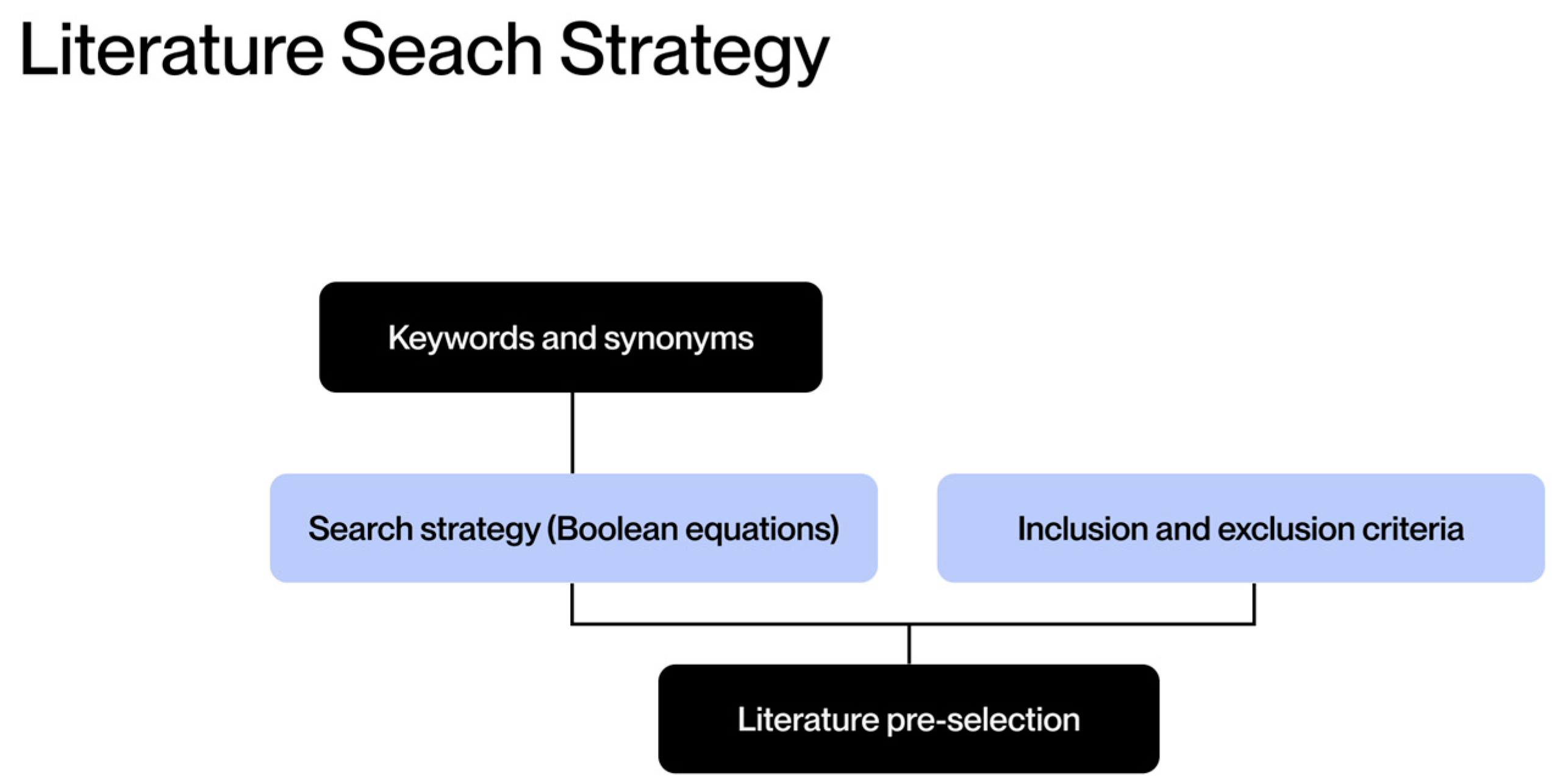
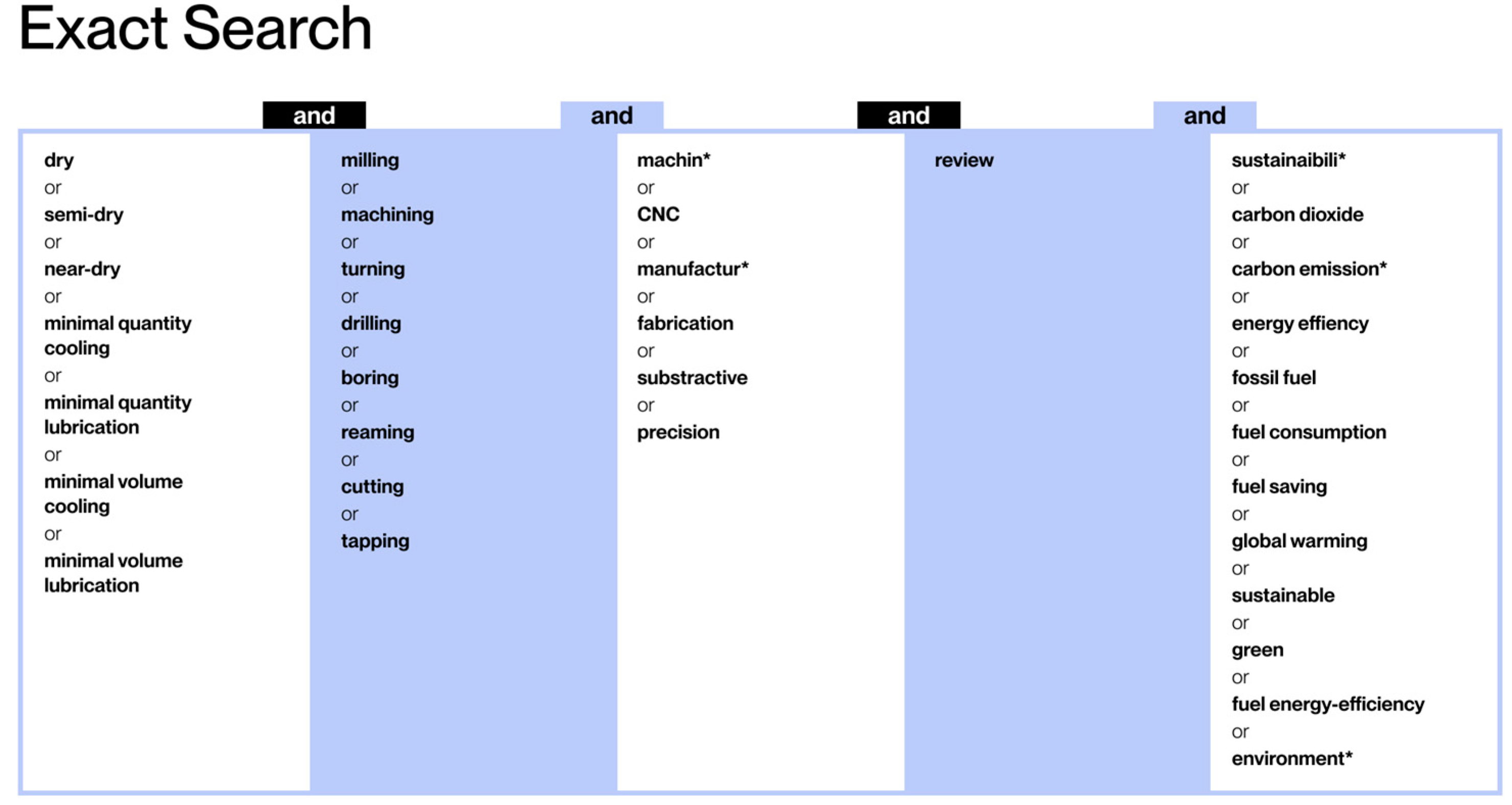
2.2. Definition of Search Criteria
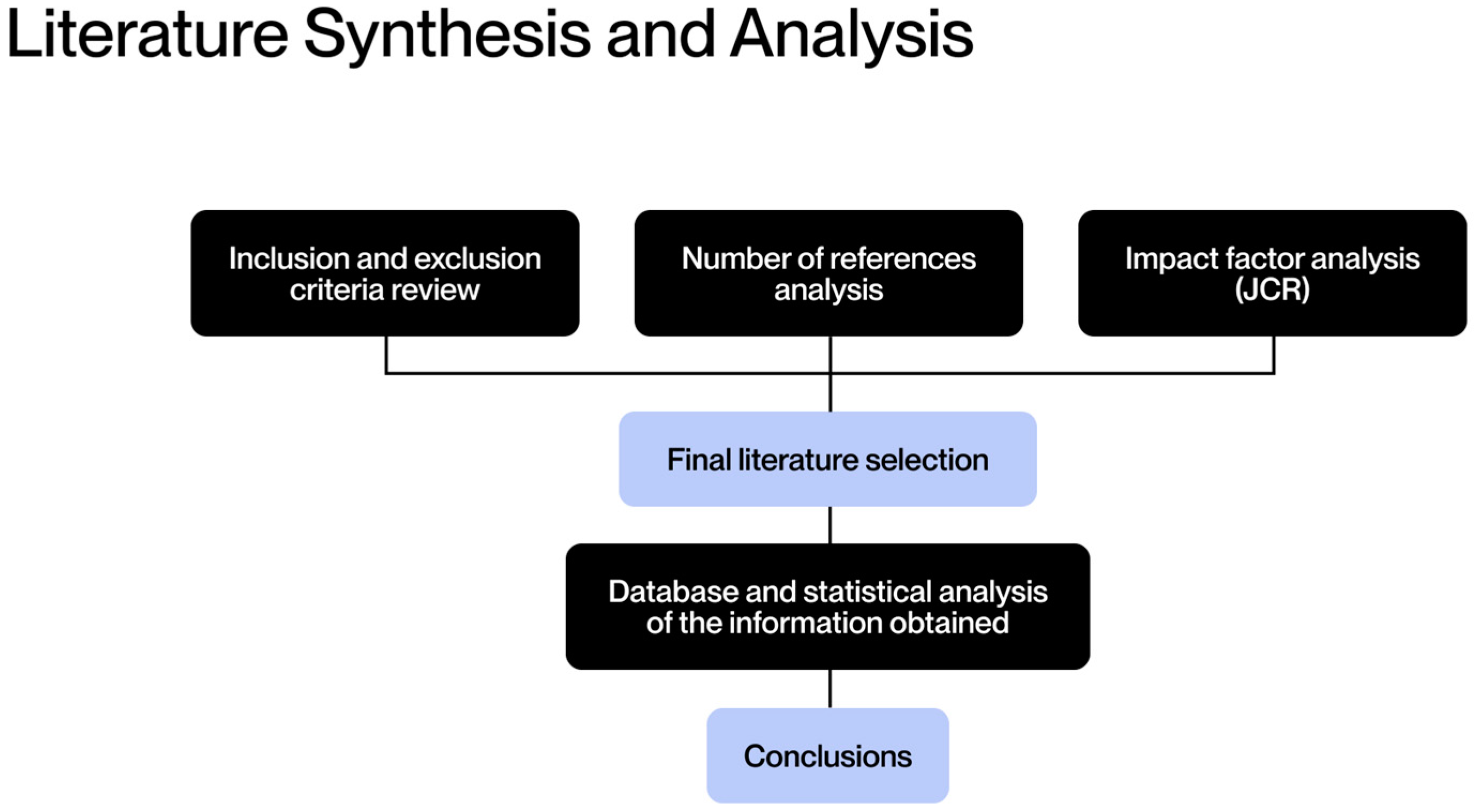
2.3. Literature Selection
2.4. Synthesis and Analysis of the Documents Included in the Literature Review
3. Results
3.1. Sustainability in Machining
3.1.1. The Need for Sustainability in Machining
- An increase in energy efficiency and optimization of resource use;
- A reduction in process waste;
- An improvement in health and safety conditions for people involved in the process;
- A minimization of emissions of harmful substances.
3.1.2. Cooling and Lubrication in Machining
- Straight oils: These types of oil are water-immiscible cutting fluids composed mainly of mineral, vegetable or animal oils, which provide excellent lubrication and corrosion protection, making them ideal for low-speed or high-friction machining operations such as threading and broaching. However, their cooling capacity is limited due to their low thermal conductivity, making them less suitable for high-speed machining. In contrast, these oils offer advantages such as long life and high lubricating efficiency, but they generate mist during use, which poses a health hazard, and they have a significant environmental impact, especially if they are mineral-based. They are mainly used in specific applications where lubrication is a priority, although their limitations have led to the development of more sustainable alternatives [1].
- Water-soluble oils: These types of oil are water-diluted cutting fluids that combine the lubrication of oil with the high cooling capacity of water. They are primarily used in high-speed machining processes where thermal control is a priority. Depending on their oil content, they are classified as emulsions (high lubrication), semi-synthetic fluids (balance between lubrication and cooling) and synthetic fluids (excellent cooling, less lubrication). The advantages offered by these fluids include effective cooling, reduced flammability and enhanced visibility, but they have disadvantages such as limited life, susceptibility to corrosion, bacterial growth and foaming. These fluids are particularly well suited for machining materials that generate elevated levels of heat but require careful maintenance to avoid performance problems [1].
- The reduction in frictional heat generated at the tool–workpiece interface, which allows for higher cutting speeds;
- The improvement of surface roughness and surface morphology of the machined part. They also protect the machined surface as well as the tools and machine parts against corrosion, thus extending their service life;
- The delivery the cutting fluid at high pressure to help break up the chips and remove them from the cutting zone. As a result, the lubricating effect of the cutting fluid on the cutting edges leads to improved cutting performance.
3.1.3. Conventional C/L in Machining
3.1.4. Sustainable Machining
3.2. Dry Machining
- Accelerated tool wear and reduced tool life, resulting in increased operating costs;
- Thermal deformation of the workpiece, cutting tool and machine, causes a reduction in machining accuracy. These issues are primarily manifested as dimensional inaccuracies;
- The surface layers of the workpiece destabilized by phase transformations, residual stresses and other thermally induced defects that affect the mechanical properties of the machined component. This results in micro-cracks in the surface as well as damage from oxidation and corrosion.
3.3. High-Performance Cooling and Lubrication Techniques
3.3.1. Semi-Dry Machining
- Reduced cutting fluid consumption and costs. The amount of cutting fluid used is so small that it is virtually consumed in the process, eliminating fluid disposal problems;
- Reduced environmental and worker health risks;
- It produces almost dry chips, making them easy to recycle;
- In favorable cases, it can help improve the surface quality of the machined part by minimizing chip formation and optimizing thermal control during the process.
3.3.2. Cryogenic Cooling Machining
- Greater cleanliness and sustainability in machining operations;
- Increased tool life and MRR, leading to reduce energy consumption;
- Improved dimensional accuracy and enhanced coefficient of friction between the tool and the workpiece;
- Enhanced chip breaking, which facilitates chip evacuation;
- Cryogenically machined components have improved properties, such as longer fatigue life, wear resistance and corrosion resistance;
- Significantly reduced equipment footprint compared to conventional C/L strategies.
3.3.3. Cryogenic Cooling-MQL Machining
3.3.4. High-Pressure Cooling Machining
3.4. Hybrid Cutting Processes
3.4.1. Vibration Assisted Machining
3.4.2. Laser-Assisted Machining
3.4.3. Electric Discharge Machining
4. Discussion
5. Conclusions
- Dry machining is the most sustainable alternative as it completely eliminates the use of cutting fluids. However, this method faces significant limitations, such as increased tool wear and a limited capability in high-precision operations. To address these challenges, ongoing innovation focuses on advanced tool coating materials. In contrast, MQL, with fluid consumption rates of up to 350 mL/h compared to over 100 L/h in conventional methods, provides a balance between functionality and sustainability. Additionally, the integration of nano-particles in MQL fluids has emerged as a highly promising technique, further enhancing the properties of the lubricants.
- Cryogenic cooling has been shown to reduce the cutting zone temperature compared to conventional machining, which minimizes the formation of built-up edges and extend the tool life. However, its adoption is limited by high energy consumption and implementation costs. The primary areas of development focus on the design of systems that facilitate a more uniform and controlled distribution of refrigerants. When combined with MQL, the advantages of both methods can be leveraged, leading to a reduction in cutting fluid usage while achieving exceptional cooling performance.
- In the realm of advanced industrial sectors, methodologies such as HPC, VAM and LAM emerge as targeted solutions. HPC, though accompanied by high energy and fluid consumption, has been observed to significantly enhance fluid penetration into the cutting zone. VAM’s effectiveness stems from its ability to reduce cutting forces and enhance chip removal, contributing to extended tool life and optimized energy consumption. LAM exhibits remarkable efficiency in machining advanced materials, leading to decreased tool wear and mechanical stress. Future research endeavors are directed to the exploration of hybrid techniques, such as MQL-HPC or MQL-LAM.
- Despite the technical efficacy of EDM in processing materials with extreme hardness or complex geometries, the process generates substantial amounts of waste. The primary advancements in this technique are focused on its potential application in dry or semi-dry environments, which face significant technical challenges.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Benedicto, E.; Carou, D.; Rubio, E.M. Technical, Economic and Environmental Review of the Lubrication/Cooling Systems Used in Machining Processes. Procedia Eng. 2017, 184, 99–116. [Google Scholar] [CrossRef]
- Khan, M.A.A.; Hussain, M.; Lodhi, S.K.; Zazoum, B.; Asad, M.; Afzal, A. Green Metalworking Fluids for Sustainable Machining Operations and Other Sustainable Systems: A Review. Metals 2022, 12, 1466. [Google Scholar] [CrossRef]
- Biermann, D.; Hartmann, H. Reduction of burr formation in drilling using cryogenic process cooling. Procedia CIRP 2012, 3, 85–90. [Google Scholar] [CrossRef]
- Pawanr, S.; Gupta, K. Dry Machining Techniques for Sustainability in Metal Cutting: A Review. Processes 2024, 12, 417. [Google Scholar] [CrossRef]
- Khanna, N.; Agrawal, C.; Pimenov, D.Y.; Singla, A.K.; Machado, A.R.; da Silva, L.R.R.; Gupta, M.K.; Sarikaya, M.; Krolczyk, G.M. Review on design and development of cryogenic machining setups for heat resistant alloys and composites. J. Manuf. Process. 2021, 68, 398–422. [Google Scholar] [CrossRef]
- Pimenov, D.Y.; da Silva, L.R.R.; Machado, A.R.; França, P.H.P.; Pintaude, G.; Unune, D.R.; Kuntoğlu, M.; Krolczyk, G.M. A comprehensive review of machinability of difficult-to-machine alloys with advanced lubricating and cooling techniques. Tribol. Int. 2024, 196, 109677. [Google Scholar] [CrossRef]
- Bocǎneţ, A.M.; Croitoru, C. Considerations regarding the use of cryogenic cooling in metal cutting as an alternative to conventional cooling—Brief review. MATEC Web Conf. 2018, 178, 03014. [Google Scholar] [CrossRef]
- Gupta, K. A review on green machining techniques. Procedia Manuf. 2020, 51, 1730–1736. [Google Scholar] [CrossRef]
- Blanco, D.; Rubio, E.M.; Marín, M.M.; De Agustina, B. Propuesta metodológica para revisión sistemática en el ámbito de la ingeniería basada en PRISMA. In Proceedings of the XXIII Congreso Nacional de Ingeniería Mecánica, Jaén, Spain, 21–23 October 2020. [Google Scholar]
- Feng, C.; Huang, S. The analysis of key technologies for sustainable machine tools design. Appl. Sci. 2020, 10, 731. [Google Scholar] [CrossRef]
- Ishfaq, K.; Anjum, I.; Pruncu, C.I.; Amjad, M.; Kumar, M.S.; Maqsood, M.A. Progressing towards sustainable machining of steels: A detailed review. Materials 2021, 14, 5162. [Google Scholar] [CrossRef]
- García-Martínez, E.; Miguel, V.; Martínez-Martínez, A.; Manjabacas, M.C.; Coello, J. Sustainable Lubrication Methods for the Machining of Titanium Alloys: An Overview. Materials 2019, 12, 3852. [Google Scholar] [CrossRef] [PubMed]
- Makhesana, M.A.; Patel, K.M. Investigations on machinability aspects of AISI 52100 with minimum quantity solid lubrication. Procedia Manuf. 2020, 48, 11–17. [Google Scholar] [CrossRef]
- Ibrahim, A.M.M.; Li, W.; Mourad, A.-H.I.S.A.L.; Omer, M.A.E.; Essa, F.A.; El-Naby, A.M.A.B.; Al Soufi, M.S.; Ezzat, M.F.; Elsheikh, A. Cooling and lubrication techniques in grinding: A state-of-the-art review, applications, and sustainability assessment. Chin. J. Aeronaut. 2023, 36, 76–113. [Google Scholar] [CrossRef]
- Neugebauer, R.; Drossel, W.; Wertheim, R.; Hochmuth, C.; Dix, M. Resource and energy efficiency in machining using high-performance and hybrid processes. Procedia CIRP 2012, 1, 3–16. [Google Scholar] [CrossRef]
- Leonidas, E.; Ayvar-Soberanis, S.; Laalej, H.; Fitzpatrick, S.; Willmott, J.R. A Comparative Review of Thermocouple and Infrared Radiation Temperature Measurement Methods during the Machining of Metals. Sensors 2022, 22, 4693. [Google Scholar] [CrossRef]
- Razavykia, A.; Delprete, C.; Baldissera, P. Correlation between microstructural alteration, mechanical properties and manufacturability after cryogenic treatment: A review. Materials 2019, 12, 3302. [Google Scholar] [CrossRef]
- Okokpujie, I.P.; Bolu, C.A.; Ohunakin, O.S.; Akinlabi, E.T.; Adelekan, D.S. A review of recent application of machining techniques, based on the phenomena of CNC machining operations. Procedia Manuf. 2019, 35, 1054–1060. [Google Scholar] [CrossRef]
- Zindani, D.; Kumar, K. A brief review on cryogenics in machining process. SN Appl. Sci. 2020, 2, 1107. [Google Scholar] [CrossRef]
- Nita, B.; Tampu, R.I.; Tampu, C.; Chirita, B.A.; Herghelegiu, E.; Schnakovszky, C. Review Regarding the Influence of Cryogenic Milling on Materials Used in the Aerospace Industry. J. Manuf. Mater. Process. 2024, 8, 186. [Google Scholar] [CrossRef]
- Rajmohan, T.; Kalyan Chakravarthy, V.V.; Nandakumar, A.; Satish Kumar, S.D. Eco Friendly Machining Processes for Sustainability—Review. IOP Conf. Ser. Mater. Sci. Eng. 2020, 954, 012044. [Google Scholar] [CrossRef]
- Blanco, D.; Rubio, E.M.; Lorente-Pedreille, R.M.; Sáenz-Nuño, M.A. Sustainable processes in aluminium, magnesium, and titanium alloys applied to the transport sector: A review. Metals 2022, 12, 9. [Google Scholar] [CrossRef]
- Karpuschewski, B.; Knoche, H.J.; Hipke, M.; Beutner, M. High performance gear hobbing with powder-metallurgical high-speed-steel. Procedia CIRP 2012, 1, 196–201. [Google Scholar] [CrossRef]
- Ramachandran, K.; Yeesvaran, B.; Kadirgama, K.; Ramasamy, D.; Anwar, S.; Ghani, C.; Anamalai, K. State of art of cooling method for dry machining. MATEC Web Conf. 2017, 90, 01015. [Google Scholar] [CrossRef]
- Zhang, J.; Huang, X.; Kang, X.; Yi, H.; Wang, Q.; Cao, H. Energy field-assisted high-speed dry milling green machining technology for difficult-to-machine metal materials. Front. Mech. Eng. 2023, 18, 28. [Google Scholar] [CrossRef]
- Wang, L.; Cai, W.; He, Y.; Peng, T.; Xie, J.; Hu, L.; Li, L. Equipment-process-strategy integration for sustainable machining: A review. Front. Mech. Eng. 2023, 18, 36. [Google Scholar] [CrossRef]
- Iruj, M.; Yaqoob, S.; Ghani, J.A.; Jaber, H.; Saibani, N.; Alkhedher, M. State-of-the-art hybrid lubrication (Cryo-MQL) supply systems, performance evaluation, and optimization studies in various machining processes. Results Eng. 2024, 22, 102090. [Google Scholar] [CrossRef]
- Rahman, H.; Jouini, N.; Ghani, J.A.; Rasani, M.R.M. A Review of High-Speed Turning of AISI 4340 Steel with Minimum Quantity Lubrication (MQL). Coatings 2024, 14, 1063. [Google Scholar] [CrossRef]
- Sahoo, S.K.; Sahoo, B.N.; Panigrahi, S.K. Investigation into machining performance of microstructurally engineered in-situ particle reinforced magnesium matrix composite. J. Magnes. Alloys 2023, 11, 916–935. [Google Scholar] [CrossRef]
- Panjaya, D.; Ginting, A.; Nasution, D.Y. A Review: The Use of Nanoparticles in Cutting Fluid as an Effort to Improve the Performance of Hard Machining in Sustainable MQL Systems. IOP Conf. Ser. Mater. Sci. Eng. 2020, 1003, 012057. [Google Scholar] [CrossRef]
- Proud, L.; Tapoglou, N.; Slatter, T. A Review of CO2 Coolants for Sustainable Machining. Metals 2022, 12, 283. [Google Scholar] [CrossRef]
- Singh, N.K.; Pandey, P.M.; Singh, K.K.; Sharma, M.K. Steps towards green manufacturing through EDM process: A review. Cogent Eng. 2016, 3, 1272662. [Google Scholar] [CrossRef]
- Abbas, N.M.; Yusoff, N.; Wahab, R.M. Electrical discharge machining (EDM): Practices in Malaysian industries and possible change towards green manufacturing. Procedia Eng. 2012, 41, 1684–1688. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Inclusion/Exclusion Criteria | Feature |
|---|---|
| Date of search | 28 November 2024 |
| Type of study | Articles: journals, reviews and conference proceedings |
| Keywords and synonyms | See Figure 3 |
| Information sources | Web of Science (WoS) |
| Databases in WoS | Option ‘All databases’ |
| Language of publication | English |
| Publication mode | Exclusively Open Access |
| Quality criteria required for each publication | Peer-reviewed articles included in WoS. Journal articles limited to Q1–Q2 |
| Quality criteria reviewed for each publication | Reviewed by Journal Impact Factor and Journal Citations Reports |
| Documents | Number of References | Publication Type | Publication Year | State of the Art | Process Optimization | Experiments Design | Conventional C/L Machining | Dry Machining | Semi-Dry Machining | Other Sustainable Processes | Country |
|---|---|---|---|---|---|---|---|---|---|---|---|
| [1] | 138 | Q1 | 2017 | X | X | X | X | X | Spain | ||
| [2] | 6 | Q2 | 2022 | X | X | X | X | X | Saudi Arabia | ||
| [3] | 38 | Q2 | 2012 | X | X | X | X | Germany | |||
| [4] | 2 | Q2 | 2024 | X | X | X | X | India | |||
| [5] | 110 | Q2 | 2021 | X | X | India | |||||
| [6] | 7 | Q1 | 2024 | X | X | X | X | X | Russia | ||
| [7] | 0 | Q2 | 2019 | X | X | X | Romania | ||||
| [8] | 21 | Q2 | 2020 | X | X | X | X | South Africa | |||
| [10] | 7 | Q2 | 2020 | X | X | X | X | X | China | ||
| [11] | 19 | Q2 | 2020 | X | X | X | X | X | Pakistan | ||
| [12] | 48 | Q2 | 2019 | X | X | X | X | X | Spain | ||
| [13] | 1 | Q2 | 2020 | X | X | X | X | India | |||
| [14] | 2 | Q1 | 2023 | X | X | X | X | X | Egypt | ||
| [15] | 53 | Q2 | 2012 | X | X | X | X | X | Alemania | ||
| [16] | 19 | Q2 | 2022 | X | X | X | X | X | X | United Kingdom | |
| [17] | 24 | Q2 | 2019 | X | X | X | X | Italy | |||
| [18] | 15 | Q2 | 2019 | X | X | X | X | X | Nigeria | ||
| [19] | 23 | Q2 | 2020 | X | X | X | India | ||||
| [20] | 0 | Q2 | 2024 | X | X | X | Romania | ||||
| [21] | 3 | Q2 | 2020 | X | X | X | X | X | India | ||
| [22] | 12 | Q2 | 2022 | X | X | X | X | Argentina | |||
| [23] | 26 | Q2 | 2012 | X | X | X | Germany | ||||
| [24] | 7 | Q2 | 2016 | X | X | Malaysia | |||||
| [25] | 1 | Q1 | 2023 | X | X | X | X | China | |||
| [26] | 1 | Q1 | 2023 | X | X | X | X | X | China | ||
| [27] | 1 | Q1 | 2024 | X | X | X | X | X | United Arab Emirates | ||
| [28] | 0 | Q2 | 2024 | X | X | X | X | Malaysia | |||
| [29] | 0 | Q1 | 2023 | X | X | X | India | ||||
| [30] | 0 | Q2 | 2020 | X | X | X | Indonesia | ||||
| [31] | 11 | Q2 | 2022 | X | X | X | Inglaterra | ||||
| [32] | 55 | Q2 | 2022 | X | X | X | X | India | |||
| [33] | 45 | Q2 | 2012 | X | X | Japan |
| Documents | Machining Processes | Surface Integrity | Tool Wear | Tool Life | Chip Morphology | Tool Material | Workpiece Material |
|---|---|---|---|---|---|---|---|
| [3] | Drilling | X | Not specified | 34CrNiMo6, AlMgSi1 | |||
| [13] | Turning | X | X | X | X | CNMg 120408 coated with TiAlN | AISI 52100 |
| [23] | Milling | X | X | PM-HSS + AlCrN | 20MnCr5 | ||
| [29] | Milling | X | X | X | Tungsten carbide coated with AlTiN | AZ91 |
| C/L Technique | Surface Finish | Surface Integrity | Cutting Forces | Cutting Temperature | Tool Wear | Tool Life |
|---|---|---|---|---|---|---|
| Conventional C/L machining | ** | ** | *** | *** | *** | *** |
| Dry machining | ** | * | ** | * | * | * |
| Semi-dry machining (MQL) | ** (1) | ** (2) | *** (1) | ** (2) | *** (1) | *** |
| Cryogenic cooling machining | **** | *** | ** | **** | *** | *** |
| Cryogenic MQL cooling machining | **** | **** | **** | **** | **** | **** |
| High-pressure cooling | **** | *** | *** | ** | **** | **** |
| Vibration assisted machining | * | *** | *** | *** | *** | *** |
| Laser assisted machining | *** | ** | **** | * | *** | *** |
| Electric discharge machining | *** | ** | *** | ** | ** | ** |
| Cooling and Lubrication Technique | Raw Material Cost | Fluid Consumption | Equipment Costs | Tool Cost | Cleaning Costs | Disposal Costs |
|---|---|---|---|---|---|---|
| Conventional C/L machining | ** | ***** | **** | *** | ***** | ***** |
| Dry machining | * | * | * | ***** | * | * |
| Semi-dry machining (MQL) | ** (1) | ** (2) | *** | ** | ** | ** |
| Cryogenic cooling machining | *** | *** | ***** | *** | * | * |
| Cryogenic MQL cooling machining | **** (1) | *** (2) | ***** | *** | ** | ** |
| High-pressure cooling | **** | ***** | **** | *** | ***** | ***** |
| Vibration assisted machining | *** | * | **** | *** | ** | * |
| Laser assisted machining | **** | * | **** | ** | * | * |
| Electric discharge machining | **** | **** | **** | **** | **** | ***** |
| Cooling and Lubrication Technique | Residue | Fluid Drag Out | Dangerous Substances | Mist and Emissions | Workers Health Hazards |
|---|---|---|---|---|---|
| Conventional C/L machining | ***** | ***** | **** | ***** | ***** |
| Dry machining | * | * | * | * | * |
| Semi-dry machining (MQL) | ** (1) | ** (2) | ** | *** (1) | *** |
| Cryogenic cooling machining | * | * | * | ** (3) | * |
| Cryogenic MQL cooling machining | ** (1) | ** (2) | ** | *** (1) | *** |
| High-pressure cooling | ***** | ***** | **** | ***** | ***** |
| Vibration assisted machining | * | * | * | * | * |
| Laser assisted machining | * | * | * | * | * |
| Electric discharge machining | ***** | **** | ***** | ***** | ***** |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Polo, S.; Rubio, E.M.; Marín, M.M.; Sáenz de Pipaón, J.M. Evolution and Latest Trends in Cooling and Lubrication Techniques for Sustainable Machining: A Systematic Review. Processes 2025, 13, 422. https://doi.org/10.3390/pr13020422
Polo S, Rubio EM, Marín MM, Sáenz de Pipaón JM. Evolution and Latest Trends in Cooling and Lubrication Techniques for Sustainable Machining: A Systematic Review. Processes. 2025; 13(2):422. https://doi.org/10.3390/pr13020422
Chicago/Turabian StylePolo, Samuel, Eva María Rubio, Marta María Marín, and José Manuel Sáenz de Pipaón. 2025. "Evolution and Latest Trends in Cooling and Lubrication Techniques for Sustainable Machining: A Systematic Review" Processes 13, no. 2: 422. https://doi.org/10.3390/pr13020422
APA StylePolo, S., Rubio, E. M., Marín, M. M., & Sáenz de Pipaón, J. M. (2025). Evolution and Latest Trends in Cooling and Lubrication Techniques for Sustainable Machining: A Systematic Review. Processes, 13(2), 422. https://doi.org/10.3390/pr13020422