Additive Manufacturing for Repair and Restoration in Remanufacturing: An Overview from Object Design and Systems Perspectives



Abstract
:
1. Introduction
2. Systematic Literature Review
Application of Screening Criteria
3. Results and Discussion
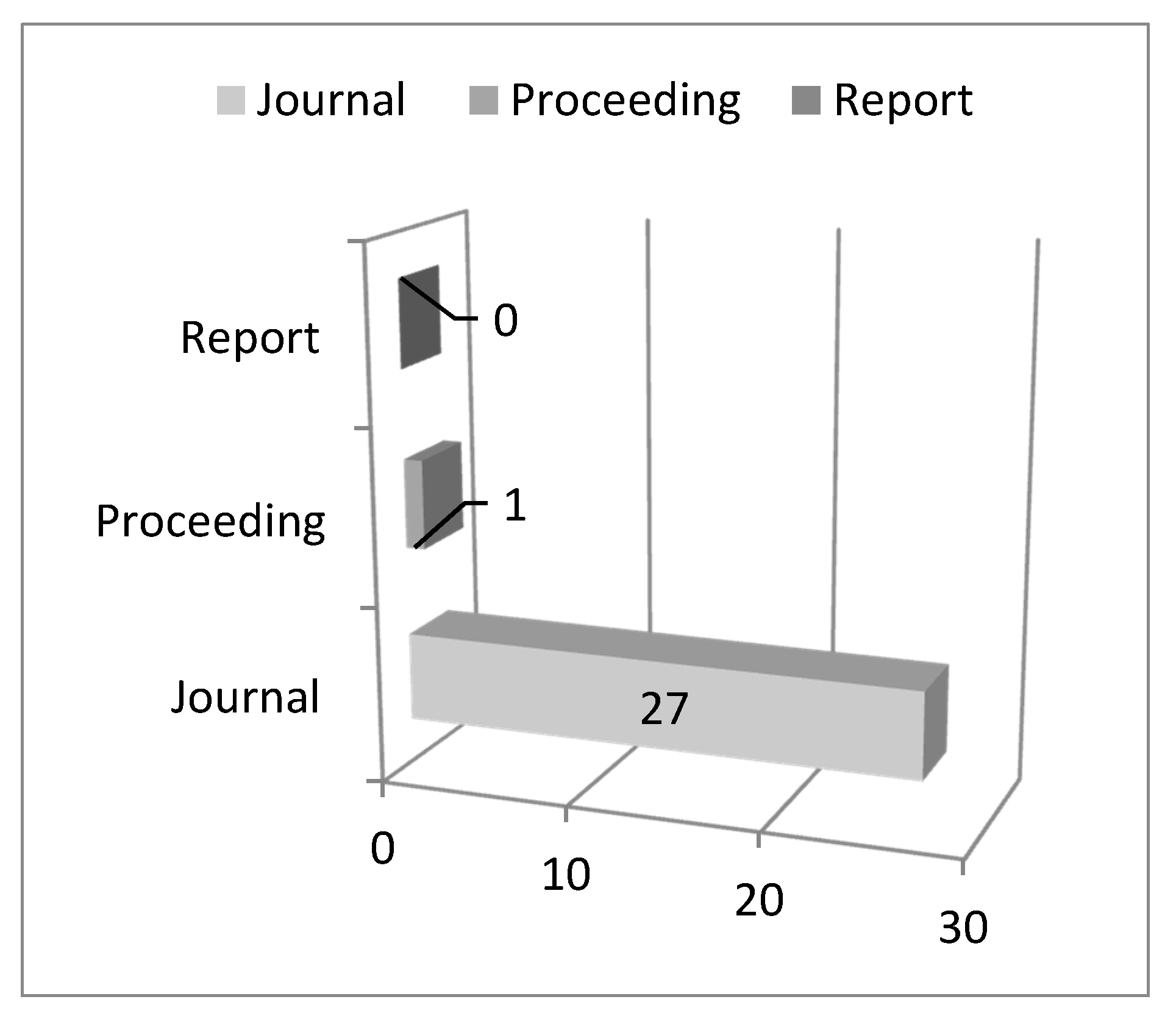
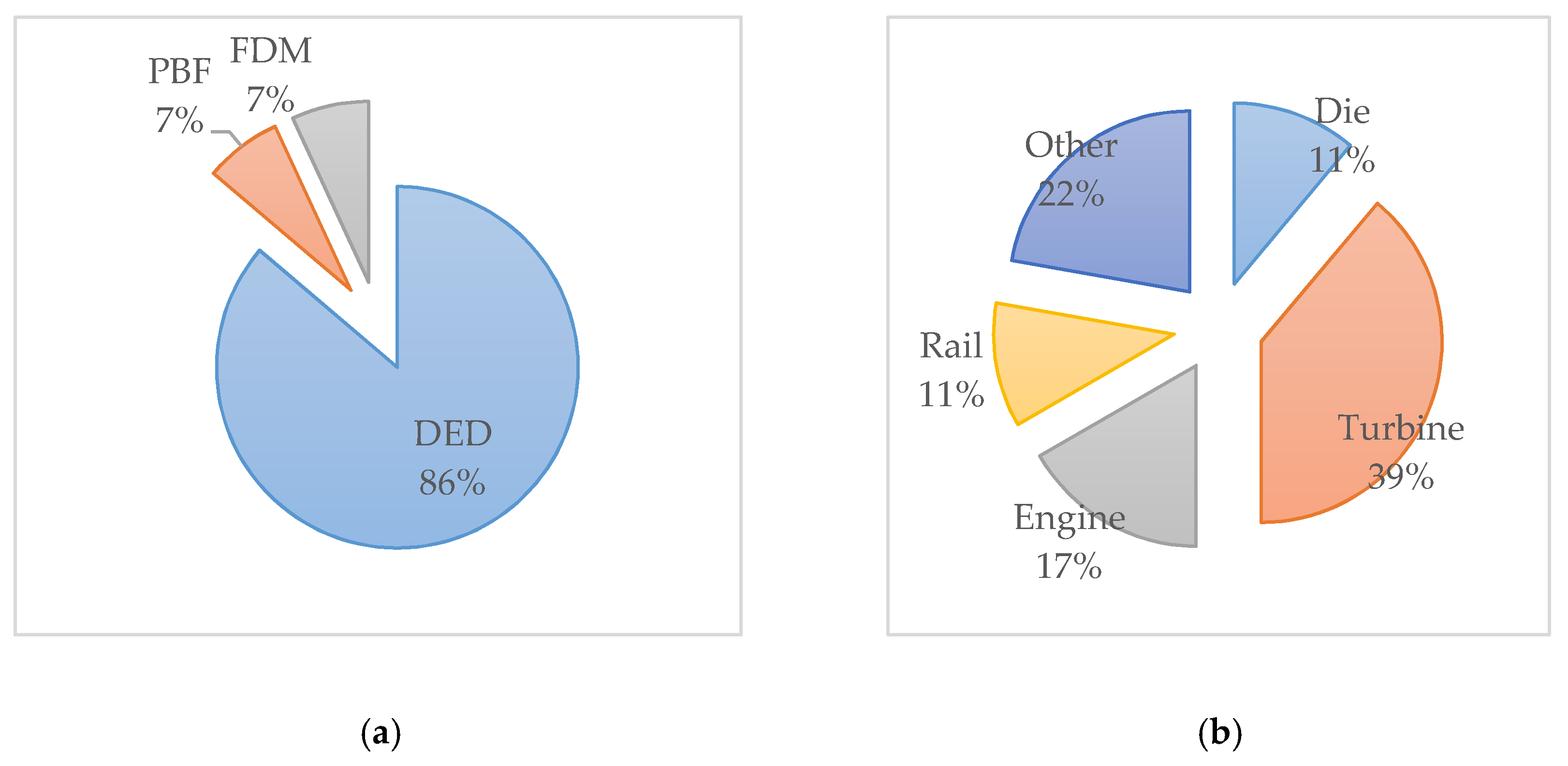
3.1. Bibliographic Analysis and Type of Industry
3.2. Focus of Previous Study
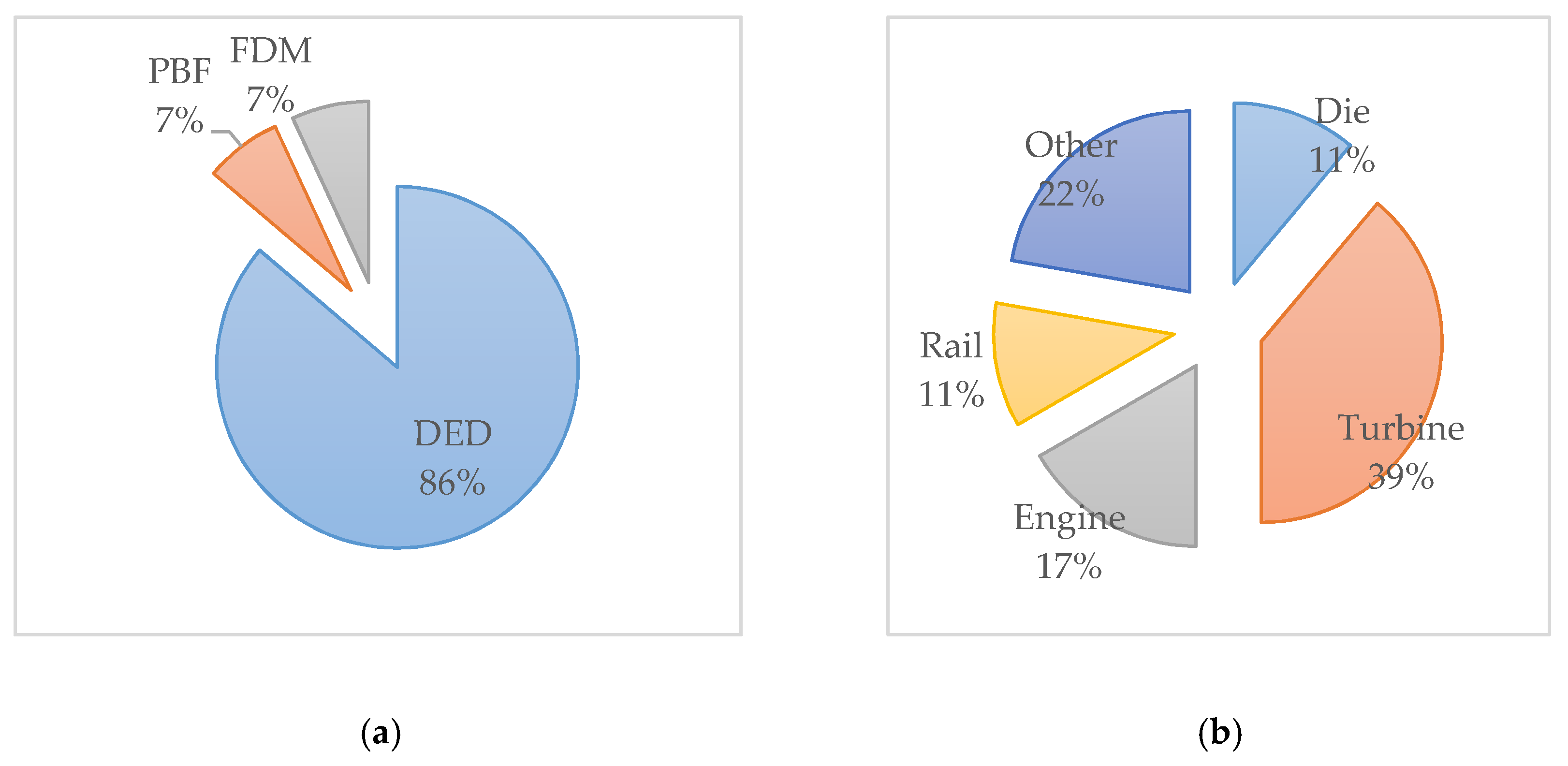
3.2.1. AM Technology for Repair and Restoration
3.2.2. Product or Object Material
3.2.3. AM Material
3.2.4. AM Machine Setting
3.2.5. Geometrical Complexity of Product
3.2.6. Pre-Processing
3.2.7. Engineering Tolerance
3.2.8. Material Compatibility
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- World Energy Council. World Energy Council World Energy Resources: 2013 Survey; World Energy Council: London, UK, 2013; p. 11. [Google Scholar]
- Patel, D.; Kellici, S.; Saha, B. Green Process Engineering as the Key to Future Processes. Processes 2014, 2, 311–332. [Google Scholar] [CrossRef] [Green Version]
- OECD. Material Resources, Productivity and the Environment; OECD: Paris, France, 2015; p. 172. [Google Scholar]
- Lv, L.; Deng, Z.; Liu, T.; Wan, L.; Huang, W.; Yin, H.; Zhao, T. A Composite Evaluation Model of Sustainable Manufacturing in Machining Process for Typical Machine Tools. Processes 2019, 7, 110. [Google Scholar] [CrossRef]
- Ong, S.; Fang, H.; Nee, A. A Design Feature-based Approach for Product Remanufacturability Assessment and Analysis. Procedia CIRP 2016, 53, 15–20. [Google Scholar] [CrossRef] [Green Version]
- Sun, H.; Liu, C.; Chen, J.; Gao, M.; Shen, X.; Sun, L.; Chen, G.; Shen, A. Novel Method of Sustainability Evaluation in Machining Processes. Processes 2019, 7, 275. [Google Scholar] [CrossRef]
- Schöggl, J.-P.; Baumgartner, R.J.; Hofer, D. Improving sustainability performance in early phases of product design: A checklist for sustainable product development tested in the automotive industry. J. Clean. Prod. 2017, 140, 1602–1617. [Google Scholar] [CrossRef]
- Subramanian, A.S.R.; Gundersen, T.; Adams, T.A. Modeling and Simulation of Energy Systems: A Review. Processes 2018, 6, 238. [Google Scholar] [CrossRef]
- Reike, D.; Vermeulen, W.J.; Witjes, S. The circular economy: New or Refurbished as CE 3.0—Exploring Controversies in the Conceptualization of the Circular Economy through a Focus on History and Resource Value Retention Options. Resour. Conserv. Recycl. 2018, 135, 246–264. [Google Scholar] [CrossRef]
- Velte, C.J.; Scheller, K.; Steinhilper, R. Circular Economy through Objectives—Development of a Proceeding to Understand and Shape a Circular Economy Using Value-focused Thinking. Procedia CIRP 2018, 69, 775–780. [Google Scholar] [CrossRef]
- Rios, I.C.D.L.; Charnley, F.J. Skills and capabilities for a sustainable and circular economy: The changing role of design. J. Clean. Prod. 2017, 160, 109–122. [Google Scholar] [CrossRef]
- Gan, S.S.; Pujawan, I.N. Suparno Remanufacturing of Short Life-cycle Products. Oper. Supply Chain Manag. 2014, 7, 13–22. [Google Scholar]
- Anne-Marie, B.; Owen, L.; Michael, F. Triple Win: The Social, Economic and Environmental Case for ReManufacturing; All-Party Parliamentary Sustainable Resource Group & All-Party Parliamentary Manufacturing Group: London, UK, 2014. [Google Scholar]
- King, A.M.; Burgess, S.C.; Ijomah, W.; McMahon, C.A. Reducing waste: Repair, recondition, remanufacture or recycle? Sustain. Dev. 2006, 14, 257–267. [Google Scholar] [CrossRef]
- Wahab, D.; Blanco-Davis, E.; Ariffin, A.; Wang, J. A review on the applicability of remanufacturing in extending the life cycle of marine or offshore components and structures. Ocean Eng. 2018, 169, 125–133. [Google Scholar] [CrossRef]
- Dias, A.S.; Kim, H.; Sivakumar, P.K.; Liu, Z.; Zhang, H. Re-engineering Manufacturing for Sustainability; Springer: Singapore, 2013. [Google Scholar]
- Paterson, D.A.; Ijomah, W.L.; Windmill, J.F. End-of-life decision tool with emphasis on remanufacturing. J. Clean. Prod. 2017, 148, 653–664. [Google Scholar] [CrossRef] [Green Version]
- Kim, H.-I.; Park, H.-S.; Koo, J.-M.; Seok, C.-S.; Yang, S.-H.; Kim, M.-Y. Evaluation of welding characteristics for manual overlay and laser cladding materials in gas turbine blades. J. Mech. Sci. Technol. 2012, 26, 2015–2018. [Google Scholar] [CrossRef]
- Lee, C.M.; Woo, W.S.; Roh, Y.H. Remanufacturing: Trends and issues. Int. J. Precis. Eng. Manuf. Green Technol. 2017, 4, 113–125. [Google Scholar] [CrossRef]
- USITC. The USITC Remanufacturing Report: Key Findings, Observations, and Insights 7; USITC: New York, NY, USA, 2013. [Google Scholar]
- Oakdene Hollins Ltd. Inspiring Change for Scotland’ s Resource Economy; Oakdene Hollins Ltd.: Aylesbury, UK, 2015. [Google Scholar]
- Vlaanderen, T. Accelerating Growth of the US Remanufacturing Industry A Stakeholder Guide Accelerating Growth of the US Remanufacturing Industry; Circular Futures: New York, NY, USA, 2018. [Google Scholar]
- Kafuku, J.M.; Saman, M.Z.M.; Yusof, S.M. Current and future issues in electronics and automobiles remanufacturing operations. In Proceedings of the 2016 Future Technologies Conference (FTC), San Francisco, CA, USA, 6–7 December 2016; pp. 415–421. [Google Scholar]
- Kumar, A.; Chinnam, R.B.; Murat, A. Hazard rate models for core return modeling in auto parts remanufacturing. Int. J. Prod. Econ. 2017, 183, 354–361. [Google Scholar] [CrossRef]
- Malaysia Automotive Institute. Updates on the Automotive Industry 2017 and Outlook in 2018; Malaysia Automotive Institute: Selangor, Malaysia, 2018. [Google Scholar]
- Mirhedayatian, S.M.; Vahdat, S.E.; Jelodar, M.J.; Saen, R.F. Welding process selection for repairing nodular cast iron engine block by integrated fuzzy data envelopment analysis and TOPSIS approaches. Mater. Des. 2013, 43, 272–282. [Google Scholar] [CrossRef]
- Torims, T.; Pikurs, G.; Ratkus, A.; Logins, A.; Vilcāns, J.; Sklariks, S. Development of Technological Equipment to Laboratory Test In-situ Laser Cladding for Marine Engine Crankshaft Renovation. Procedia Eng. 2015, 100, 559–568. [Google Scholar] [CrossRef] [Green Version]
- Petrat, T.; Graf, B.; Gumenyuk, A.; Rethmeier, M. Laser Metal Deposition as Repair Technology for a Gas Turbine Burner Made of Inconel 718. Phys. Procedia 2016, 83, 761–768. [Google Scholar] [CrossRef]
- Mandil, G.; Le, V.T.; Paris, H.; Suard, M. Building new entities from existing titanium part by electron beam melting: Microstructures and mechanical properties. Int. J. Adv. Manuf. Technol. 2016, 85, 1835–1846. [Google Scholar] [CrossRef]
- Wits, W.W.; García, J.R.R.; Becker, J.M.J. How Additive Manufacturing Enables more Sustainable End-user Maintenance, Repair and Overhaul (MRO) Strategies. Procedia CIRP 2016, 40, 693–698. [Google Scholar] [CrossRef] [Green Version]
- Yeo, N.; Pepin, H.; Yang, S. Revolutionizing Technology Adoption for the Remanufacturing Industry. Procedia CIRP 2017, 61, 17–21. [Google Scholar] [CrossRef]
- Mahamood, R.M.; Mahamood, D.R.M. Laser Metal Deposition Process of Metals, Alloys, and Composite Materials; Springer: Berlin/Heidelberg, Germany, 2018. [Google Scholar]
- Huang, R.; Riddle, M.; Graziano, D.; Warren, J.; Das, S.; Nimbalkar, S.; Cresko, J.; Masanet, E. Energy and emissions saving potential of additive manufacturing: The case of lightweight aircraft components. J. Clean. Prod. 2016, 135, 1559–1570. [Google Scholar] [CrossRef]
- ASTM International. F2792-12a—Standard Terminology for Additive Manufacturing Technologies; ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]
- Gardan, J. Additive manufacturing technologies: State of the art and trends. Int. J. Prod. Res. 2016, 54, 3118–3132. [Google Scholar] [CrossRef]
- Kruth, J.-P.; Leu, M.; Nakagawa, T. Progress in Additive Manufacturing and Rapid Prototyping. CIRP Ann. 1998, 47, 525–540. [Google Scholar] [CrossRef]
- Gebhardt, A. Understanding Additive Manufacturing; Carl Hanser Verlag GmbH & Co. KG: Munich, Germany, 2011; ISBN 978-3-446-42552-1. [Google Scholar]
- Gao, J.; Chen, X.; Yilmaz, O.; Gindy, N. An integrated adaptive repair solution for complex aerospace components through geometry reconstruction. Int. J. Adv. Manuf. Technol. 2008, 36, 1170–1179. [Google Scholar] [CrossRef]
- Baumers, M.; Tuck, C.; Hague, R. Realised levels of geometric complexity in additive manufacturing Martin Baumers. Chris Tuck. Int. J. Prod. Dev. 2011, 13, 222–244. [Google Scholar] [CrossRef]
- Kovalev, O.B.; Bedenko, D.V. Development and application of laser cladding modeling technique: From coaxial powder feeding up to the surface deposition and bead formation. Appl. Math. Model. 2017, 57, 339–359. [Google Scholar] [CrossRef]
- Huang, S.H.; Liu, P.; Mokasdar, A.; Hou, L. Additive manufacturing and its societal impact: A literature review. Int. J. Adv. Manuf. Technol. 2013, 67, 1191–1203. [Google Scholar] [CrossRef]
- Flynn, J. Hybrid Additive and Subtractive Machine Tools-Research and Industrial Developments Hybrid Additive and Subtractive Machine Tools- Research and Industrial Developments. Int. J. Mach. Tools Manuf. 2015, 101, 1–45. [Google Scholar]
- Crawford, R.H.; Beaman, J.J. Solid freeform fabrication: A new fabrication paradigm. IEEE Spectrum, February 1999; 34–43. [Google Scholar]
- Gornet, T. History of Additive Manufacturing. Wohlers Rep. 2014, 24, 118. [Google Scholar]
- Kumar, S. Selective Laser Sintering/Melting. In Comprehensive Materials Processing; Elsevier: Amsterdam, The Netherlands, 2014; Volume 10, pp. 93–134. ISBN 9780080965338. [Google Scholar]
- Brückner, F.; Lepski, D. Laser Cladding; CRC Press: Boca Raton, FL, USA, 2017; Volume 119, ISBN 0849321727. [Google Scholar]
- Rahito Wahab, D.A.; Azman, A.H. Restoration of Remanufacturable Components Using Additive Manufacturing. In Sustainable Design and Manufacturing 2018; Dao, D., Howlett, R.J., Setchi, R., Vlacic, L., Eds.; Springer International Publishing: Cham, Switzland, 2019; pp. 193–198. [Google Scholar]
- Leino, M.; Pekkarinen, J.; Soukka, R. The Role of Laser Additive Manufacturing Methods of Metals in Repair, Refurbishment and Remanufacturing—Enabling Circular Economy. Phys. Procedia 2016, 83, 752–760. [Google Scholar] [CrossRef]
- Matsumoto, M.; Yang, S.; Martinsen, K.; Kainuma, Y. Trends and research challenges in remanufacturing. Int. J. Precis. Eng. Manuf. Technol. 2016, 3, 129–142. [Google Scholar] [CrossRef]
- Fink, A. Conducting Research Literature Reviews; Sage: Thousand Oaks, CA, USA, 2014; ISBN 9781452259499. [Google Scholar]
- www.Sciencedirect.Com. Available online: http://www.sciencedirect.com/ (accessed on 2 November 2019).
- www.Link.Springer.com. Available online: http://link.springer.com/ (accessed on 2 November 2019).
- www.emerald.com. Available online: https://www.emerald.com/insight/ (accessed on 2 November 2019).
- www.wiley.com. Available online: https://www.wiley.com/en-id (accessed on 2 November 2019).
- Denyer, D.; Smart, P.; Tranfield, D. Towards a Methodology for Developing Evidence-Informed Management Knowledge by Means of Systematic Review. Br. J. Manag. 2003, 14, 207–222. [Google Scholar]
- Littell, J.H.; Corcoran, J.; Pillai, V. Systematic Review and Meta-Analysis; Oxford University Press: Oxford, UK, 2008; ISBN 978-0-19-532654-3. [Google Scholar]
- Stechemesser, K.; Guenther, E. Carbon accounting: A systematic literature review. J. Clean. Prod. 2012, 36, 17–38. [Google Scholar] [CrossRef]
- Suhariyanto, T.; Wahab, D.; Rahman, M.A. Multi-Life Cycle Assessment for sustainable products: A systematic review. J. Clean. Prod. 2017, 165, 677–696. [Google Scholar] [CrossRef]
- Khajavi, S.H.; Partanen, J.; Holmström, J. Additive manufacturing in the spare parts supply chain. Comput. Ind. 2014, 65, 50–63. [Google Scholar] [CrossRef]
- Koehler, H.; Partes, K.; Seefeld, T.; Vollertsen, F. Influence of Laser Reconditioning on Fatigue Properties of Crankshafts. Phys. Procedia 2011, 12, 512–518. [Google Scholar] [CrossRef] [Green Version]
- Shellabear, M.; Nyrhilä, O. DMLS—Development History and State of the Art. Lane 2004, 2004, 1–12. [Google Scholar]
- Penaranda, X.; Moralejo, S.; Lamikiz, A.; Figueras, J. An adaptive laser cladding methodology for blade tip repair. Int. J. Adv. Manuf. Technol. 2017, 92, 4337–4343. [Google Scholar] [CrossRef]
- Ion, J.C.; Ion, J.C. Chapter 12—Cladding. In Laser Processing of Engineering Materials; Butterworth-Heinemann: Oxford, UK, 2005; pp. 296–326. ISBN 9780750660792. [Google Scholar]
- Wilson, J.M.; Piya, C.; Shin, Y.C.; Zhao, F.; Ramani, K. Remanufacturing of turbine blades by laser direct deposition with its energy and environmental impact analysis. J. Clean. Prod. 2014, 80, 170–178. [Google Scholar] [CrossRef]
- Bi, G.; Gasser, A. Restoration of Nickel-Base Turbine Blade Knife-Edges with Controlled Laser Aided Additive Manufacturing. Phys. Procedia 2011, 12, 402–409. [Google Scholar] [CrossRef]
- Liu, H.; Hu, Z.; Qin, X.; Wang, Y.; Zhang, J.; Huang, S. Parameter optimization and experimental study of the sprocket repairing using laser cladding. Int. J. Adv. Manuf. Technol. 2017, 91, 3967–3975. [Google Scholar] [CrossRef]
- Leunda, J.; Soriano, C.; Sanz, C.; Navas, V.G. Laser Cladding of Vanadium-Carbide Tool Steels for Die Repair. Phys. Procedia 2011, 12, 345–352. [Google Scholar] [CrossRef] [Green Version]
- Guo, S.; Shang, H.; Cui, L.; Guo, X.; Yao, J. Effects of Laser Cladding Layers Width on Total Indicated Runout Characteristics of Steam Turbine Rotor Surface. Xiyou Jinshu Cailiao Yu Gongcheng/Rare Met. Mater. Eng. 2017, 46, 612–616. [Google Scholar]
- Lourenço, J.M.; Da Sun, S.; Sharp, K.; Luzin, V.; Klein, A.N.; Wang, C.H.; Brandt, M. Fatigue and fracture behavior of laser clad repair of AerMet® 100 ultra-high strength steel. Int. J. Fatigue 2016, 85, 18–30. [Google Scholar] [CrossRef]
- Lewis, S.; Lewis, R.; Fletcher, D. Assessment of laser cladding as an option for repairing/enhancing rails. Wear 2015, 330, 581–591. [Google Scholar] [CrossRef]
- Acharya, R.; Das, S. Additive Manufacturing of IN100 Superalloy Through Scanning Laser Epitaxy for Turbine Engine Hot-Section Component Repair: Process Development, Modeling, Microstructural Characterization, and Process Control. Met. Mater. Trans. A 2015, 46, 3864–3875. [Google Scholar] [CrossRef]
- Clare, A.T.; Oyelola, O.; Abioye, T.E.; Farayibi, P.K. Laser cladding of rail steel with Co–Cr. Surf. Eng. 2013, 29, 731–736. [Google Scholar] [CrossRef]
- Walachowicz, F.; Bernsdorf, I.; Papenfuss, U.; Zeller, C.; Graichen, A.; Navrotsky, V.; Rajvanshi, N.; Kiener, C. Comparative Energy, Resource and Recycling Lifecycle Analysis of the Industrial Repair Process of Gas Turbine Burners Using Conventional Machining and Additive Manufacturing. J. Ind. Ecol. 2017, 21, S203–S215. [Google Scholar] [CrossRef] [Green Version]
- Kattire, P.; Paul, S.; Singh, R.; Yan, W.; Singh, R. Experimental characterization of laser cladding of CPM 9V on H13 tool steel for die repair applications. J. Manuf. Process. 2015, 20, 492–499. [Google Scholar] [CrossRef]
- Pathak, S.; Saha, G.C. Development of Sustainable Cold Spray Coatings and 3D Additive Manufacturing Components for Repair/Manufacturing Applications: A Critical Review. Coatings 2017, 7, 122. [Google Scholar] [CrossRef]
- Portolés, L.; Jordá, O.; Jordá, L.; Uriondo, A.; Esperon-Miguez, M.; Perinpanayagam, S. A qualification procedure to manufacture and repair aerospace parts with electron beam melting. J. Manuf. Syst. 2016, 41, 65–75. [Google Scholar] [CrossRef]
- Liu, Z.; Jiang, Q.; Li, T.; Dong, S.; Yan, S.; Zhang, H.-C.; Xu, B. Environmental benefits of remanufacturing: A case study of cylinder heads remanufactured through laser cladding. J. Clean. Prod. 2016, 133, 1027–1033. [Google Scholar] [CrossRef]
- Gao, J.; Wen, H.; Lin, Z.; Wu, H.; Li, S.; Chen, X.; Chen, Y.; He, Y. Geometric model reconstruction through a surface extension algorithm for remanufacturing of twist blades. Rapid Prototyp. J. 2017, 23, 382–390. [Google Scholar] [CrossRef]
- Lei, X.; Huajun, C.; Hailong, L.; Yubo, Z. Study on laser cladding remanufacturing process with FeCrNiCu alloy powder for thin-wall impeller blade. Int. J. Adv. Manuf. Technol. 2017, 90, 1383–1392. [Google Scholar] [CrossRef]
- Gupta, K. Advanced Manufacturing Technologies; Springer: Berlin/Heidelberg, Germany, 2017; Volume 16. [Google Scholar]
- Hällgren, S.; Pejryd, L.; Ekengren, J. (Re)Design for Additive Manufacturing. Procedia CIRP 2016, 50, 246–251. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.; Li, W.; Cui, W.; Liou, F. Modeling of worn surface geometry for engine blade repair using Laser-aided Direct Metal Deposition process. Manuf. Lett. 2018, 15, 1–4. [Google Scholar] [CrossRef]
- Zhang, P.; Liu, Z. Plastic deformation and critical condition for orthogonal machining two-layered materials with laser cladded Cr-Ni-based stainless steel onto AISI 1045. J. Clean. Prod. 2017, 149, 1033–1044. [Google Scholar] [CrossRef]
- Raju, R.; Duraiselvam, M.; Petley, V.; Verma, S.; Rajendran, R. Microstructural and mechanical characterization of Ti6Al4V refurbished parts obtained by laser metal deposition. Mater. Sci. Eng. A 2015, 643, 64–71. [Google Scholar] [CrossRef]
- Lestan, Z.; Milfelner, M.; Balic, J.; Brezocnik, M.; Karabegovic, I. Laser deposition of Metco 15E, Colmony 88 and VIM CRU 20 powders on cast iron and low carbon steel. Int. J. Adv. Manuf. Technol. 2013, 66, 2023–2028. [Google Scholar] [CrossRef]
- Zhang, W. Research on Microstructure and Property of Fe-VC Composite Material Made by Laser Cladding. Phys. Procedia 2012, 25, 200–204. [Google Scholar] [CrossRef] [Green Version]
- Rickli, J.L.; Dasgupta, A.K.; Dinda, G.P. A descriptive framework for additive remanufacturing systems. Int. J. Rapid Manuf. 2014, 4, 199. [Google Scholar] [CrossRef]
- Zhang, X.; Li, W.; Adkison, K.M.; Liou, F. Damage reconstruction from tri-dexel data for laser-aided repairing of metallic components. Int. J. Adv. Manuf. Technol. 2018, 96, 3377–3390. [Google Scholar] [CrossRef]
- Zhang, P.; Liu, Z. On sustainable manufacturing of Cr-Ni alloy coatings by laser cladding and high-efficiency turning process chain and consequent corrosion resistance. J. Clean. Prod. 2017, 161, 676–687. [Google Scholar] [CrossRef]
- Lashlem, A.; Wahab, D.; Abdullah, S.; Haron, C.C. The Effect of Geometry in End-of-Life Vehicle Recovery of Safety Beams. Appl. Mech. Mater. 2014, 663, 614–621. [Google Scholar] [CrossRef]
- Acharya, R. Multiphysics Modeling and Statistical Process Optimization of the Scanning Laser Epitaxy Process Applied to Additive Manufacturing of Turbine Engine Hot-Section Superalloy Components; Georgia Institute of Technology: Atlanta, Georgia, 2014. [Google Scholar]
- Cuda, P.E.; James, B. Engine Block Cylinder Head Bolt Hole Repair. United States Patent US 5,025,556, 25 June 1991. [Google Scholar]
- Kassim, J.; Ramli, R.; Abdullah, S. Review on Geometrical Tolerance Applications and Contribution in Automotive Industry. J. Eng. 2018, 1, 41–48. [Google Scholar]
- Arifin, A.M.T.; Abdullah, S.; Rafiquzzaman, M.; Zulkifli, R.; Wahab, D.A. Failure characterisation in polymer matrix composite for un-notched and notched (open-hole) specimens under tension condition. Fibers Polym. 2014, 15, 1729–1738. [Google Scholar] [CrossRef]
- Gebhardt, A.; Hötter, J.-S. Additive Manufacturing/3D Printing; Carl Hanser Verlag GmbH & Co. KG: Munich, Germany, 2016; Volume 35, ISBN 9781569905821. [Google Scholar]
- Calleja, A.; Tabernero, I.; Fernández, A.; Celaya, A.; Lamikiz, A.; De Lacalle, L.L.; Mentxaka, A.L.; De Lacalle, L.N.L. Improvement of strategies and parameters for multi-axis laser cladding operations. Opt. Lasers Eng. 2014, 56, 113–120. [Google Scholar] [CrossRef]
- Praniewicz, M.; Kurfess, T.; Saldana, C. Adaptive geometry transformation and repair for hybrid manufacturing. Procedia Manuf. 2018, 26, 228–236. [Google Scholar] [CrossRef]
- Fera, M.; Fruggiero, F.; Lambiase, A.; Macchiaroli, R.; Todisco, V. A modified genetic algorithm for time and cost optimization of an additive manufacturing single-machine scheduling. Int. J. Ind. Eng. Comput. 2018, 9, 423–438. [Google Scholar] [CrossRef]
- Fera, M.; Fruggiero, F.; Lambiase, A.; Macchiaroli, R.; Maccharoli, R. State of the art of additive manufacturing: Review for tolerances, mechanical resistance and production costs. Cogent Eng. 2016, 3, 1261503. [Google Scholar] [CrossRef]
- Costabile, G.; Fera, M.; Fruggiero, F.; Lambiase, A.; Pham, D. Cost models of additive manufacturing: A literature review. Int. J. Ind. Eng. Comput. 2016, 8, 263–282. [Google Scholar] [CrossRef]
- Di Pasquale, V.; Miranda, S.; Neumann, W.P.; Setayesh, A. Human reliability in manual assembly systems: A Systematic Literature Review. IFAC-PapersOnLine 2018, 51, 675–680. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Producers | Output Value (in USD) |
|---|---|
| Japan [23] | 4,800,000,000 |
| United Kingdom [13] | 7,280,000,000 |
| USA [24] | 75,000,000,000 |
| American Standard Testing and Materials (ASTM) Category | Basic Principles | Example of AM Technology |
|---|---|---|
| Binder Jetting (BJ) | Liquid printing binder deployed onto specific coordinate layer-by-layer of material powder that sticks at the particle until it becomes a 3D object. | 3D inkjet technology |
| Direct Energy Deposition (DED) | Deposition of powder material coincides with focused thermal energy to melt it through the targeted spot. | Electron Beam Laser Engineered Net Shaping (LENS) Plasma Arc Melting Laser cladding (LC) |
| Material Extrusion (ME) | Precipitation of build materials droplets through a heated nozzle. | 3D inkjet technology Fused Deposition Modeling (FDM) |
| Powder Bed Fusion (PBF) | The fusion of a specific coordinate in a small region of the powder bed of the build material using focused thermal energy | Direct Metal Laser Sintering (DMLS) Electron beam melting (EBM) Selective Laser Sintering/Melting (SLS/SLM) |
| Sheet Lamination (SE) | Attachment of sheets/foils of materials. | Ultrasound consolidation/Ultrasound Additive Manufacturing (UC/UAM) Laminated Object Manufacturing (LOM) |
| Vat Photo Polymerization (VP) | Focused light-curing towards liquid polymer in a vat | Digital Light Processing (DLP) Stereo Lithography (SLA) |
| Cold Spray | Injected powder at high velocity to build-up material, caused by adhesion | Multi-Metal Deposition |
| Issues in AM Restoration | Research Questions |
|---|---|
| How does AM technology conduct repair and restoration? | What are the recommendations for effective repair and restoration using AM technology from an object design and systems perspective? |
| Bibliographic Data and Field of Industry | ||
| Author | Who is the author of the publication? | Xu Lei, Cao Huajun, Liu Hailong, Zhang Yubo |
| Year | In what year is the work issued? | 2016 |
| Title | What is the title of the publication? | Study on laser cladding remanufacturing process with FeCrNiCu alloy powder for thin-wall impeller blade. |
| Type of Publication | What kind of publication? | Journal |
| Name of Publication | What is the name of journal/proceeding/book/report? | International Journal of Advanced Manufacturing Technology |
| Field of Industry | What is the industrial field categorizing the product? | Marine and offshore |
| Focus and Content of the Publication | ||
| AM technology Determination | Which AM technology is used in this study, according to the object of restoration? | Laser Cladding (DED) |
| Motivation | What is the reason for conducting the study? | To conduct restoration on the thin wall of a centrifugal compressor impeller. |
| Goal | What is the goal of the study? | To ascertain the use of FeCrNiCu alloy powder in the restoration process |
| Product or object material | What is the material of the restored product and AM? | Metal-based product and FeCrNiCu alloy powder |
| AM machine setting | What is the AM machine setting used in this study? | 4 axis robotic arm to aid the extrusion process 4 kW laser −140~+320 mesh size of powder material 5 mm/s laser speed 8.0 g/min powder feed rate 3 mm laser spot diameter 150 L/h carrier flow |
| Geometrical complexity | What is the geometrical complexity of the restored object? | Impeller blade has a thin wall, which limits the optimization of the LC scanning path. |
| Pre-processing | What is the pre-processing of the restoration process preparation? | This experiment uses ANSYS software as a simulated heat source, Pro/E software as 3D-remanufactured impeller model builder. |
| Engineering Tolerance | What is the geometric tolerance of the restoration process? | 1.5 mm. |
| Material compatibility | How was the material compatibility of the restoration process? | The AM material was compatible to be used to repair the object material |
| Repaired Object | AM Technology | Focus of Study and Repair |
|---|---|---|
| Turbine Blade of Aircraft component [64] | Laser Energy Deposition (DED) | A geometric reconstruction algorithm for repairing turbine airfoils. |
| Gas Turbine Blade of Power Plant [65] | Laser Aided Additive Manufacturing (DED) | Analysis of a restoration process using Laser Aided AM onto turbine blade knife edges. |
| Sprocket Mining [66] | Laser Cladding (DED) | Ascertaining the optimum process parameters of LC for sprocket reparation. |
| Automotive Die [67] | Laser Cladding (DED) | Studying the effect of material on the heat treatment of Vanadis Extra 4. |
| Steam Turbine Rotor of Power Plant [68] | Laser Cladding (DED) | Analyzing the effect of different widths of LC on the Total Indicated Runout. |
| Crankshaft of Marine Engine [60] | Laser Cladding (DED) | Comparison between uncladded and cladded flat specimens towards crankpin journal surface. |
| Yoke plate Cylinder Guide [30] | FDM | Analysis of specific strategies for Maintenance Repair Overhaul optimization. |
| Sprocket Mining [66] | Laser Cladding (DED) | Application of the LC process in sprocket restoration. |
| Aerospace [28] | Laser Metal Deposition (DED) | Analysis of appropriate geometries towards the remanufacturing process. |
| Marine [27] | Laser Cladding (DED) | Constructing the system for onboard reparation using LC on the engine housing of marine. |
| Aerospace [69] | Laser Cladding (DED) | Analysis of fatigue and fracture of AerMet 100 powder application for LC repair process. |
| Railways [70] | Laser Cladding (DED) | Analysis of the wear and Rolling Contact Fatigue (RCF) performance of the LC process for rail applications. |
| Aircraft [71] | Scanning Laser Epitaxy (DED) | Development of a model for melting and solidification of EQ Alloy IN100 in Scanning Laser Epitaxy. |
| Railways [72] | Laser Cladding (DED) | Analysis of surface coating for R260 rail steel. |
| Industrial Gas Turbine Burner [73] | PBF | Analysis of the environmental impact of the reparation process using PBF for gas turbine burner. |
| Repaired Object | AM Technology | Additive Material |
|---|---|---|
| Composite materials [32] | DED | Ti6Al4V |
| Die [82] | DED | Inconel 625 |
| Steam turbine rotor [68] | DED | Stainless Steel |
| AISI 1045 steel rod bar [83] | DED | Cr–Ni alloy |
| Centrifugal compressor impeller [79] | DED | FeCrNiCu Alloy |
| Sprocket [66] | DED | AISI 4140 & Fe based powder |
| Aerospace component [69] | DED | AerMet Powder |
| Gas turbine burner [28] | DED | Nickel-based alloy Inconel 718 |
| Cylinder’s guide yoke plate [30] | FDM | Polylactic Acid (PLA) |
| Ti6Al4V based aero engine blade material [84] | DED | Ti6AlV |
| Turbine blade [64] | DED | Stainless Steel 316 L powder |
| Rails [72] | DED | Stellite 6 powder |
| Cast iron and low carbon steel [85] | DED | Metco 15 E Colmony 88 VIM CRU 20 |
| Author | AM Technology | Additive Material | AM Machine Setting |
|---|---|---|---|
| Zhang et al. [88] | DED | Inconel 625 | Laser power: 600 W Scan speed: 220 mm/min Powder feed rate: 4 g/min |
| Guo et al. [68] | DED | Stainless Steel | Laser power: 1800 W Laser spot diameter: 4 mm Powder feed rate: 10 g/min |
| Zhang and Liu [89] | DED | Cr–Ni alloy | Laser power: 3000 W Scan speed: 5.1 mm/s Powder feed rate: 450 g/min |
| Lei et al. [79] | DED | FeCrNiCu Alloy | Laser power: 1100 W Powder size: −140∼+320 mesh Scan speed: 5 mm/s Powder feed rate: 8 g/min Laser spot diameter: 3 mm Carrier flow: 150 L |
| Liu et al. [66] | DED | AISI 4140 & Fe based powder | Laser power: 1000–2000 W Powder feed rate: 2.21–2.81 g/min Scanning speed: 800–1200 mm/min |
| Lourenço et al. [69] | DED | AerMet Powder | Laser power: 800 W Laser spot size: 1.3 mm Powder flow rate: 5.15 g/min |
| Petrat et al. [28] | DED | Nickel-base alloy Inconel 718 | Laser power: 800–1600 W Spot diameter: 1–2.2 mm Powder flow rate: 5–15 g/min |
| Wits et al. [30] | FDM | Polylactic Acid (PLA) | Ultimaker machine Heated bed & nozzle: 2.85 mm Heat: 210 °C Print speed: 50 mm/s |
| Raju et al. [84] | DED | Ti6AlV | Laser power: 1500 W Scan speed: 600 mm/min Powder size: 45–100 μm Spot diameter: 2 mm |
| Wilson et al. [64] | DED | Stainless Steel 316L powder | Laser carrier: Optomec LENS® 750 Laser power: 500 W Powder size: 44 μm |
| Clare et al. [72] | DED | Stellite 6 powder | Laser power: 1600 W Powder flow rate: 0.25–0.5 g/s |
| Lestan et al. [85] | DED | Metco 15 E Colmony 88 VIM CRU 20 | Laser carrier: Optomec LENS 850-R Laser power: 360–400 W Laser spot diameter: 0.8 mm Powder feed rate: 3.5–3.8 g/min |
| Repaired Object | Geometrical Complexity |
|---|---|
| Manufacturing Die [88] | Reconstructing the convex chipped part at the edge of the die. |
| Turbine Blade of Aircraft component [64] | Reconstructing the chipped part of the blade tip. |
| Gas Turbine Blade of Power Plant [65] | Building up a thin wall of the turbine blade. |
| Sprocket Mining [66] | Reconstructing a sprocket tooth of the conveyor. |
| Manufacturing Die [74] | Overlaying the surface of a die. |
| Automotive Die [67] | Surface coating of die (surface was machined before laser treatment). |
| Steam Turbine Rotor of Power Plant [68] | The curved surface of the shaft. |
| Crankshaft of Marine engine [60] | Overlaying the surface of the marine crankshaft. |
| Yoke plate Cylinder Guide [92] | Rebuilding yoke plate using FDM machine. |
| Aerospace [28] | A hollow cylinder of gas turbine burner with varies thickness between 7.20 and 7.34 mm. |
| Marine [27] | Overlay wearing in the surface of the crankshaft. |
| Industrial Gas Turbine Burner [73] | A hollow cylinder of gas turbine burner. |
| Repaired Object | Challenge of Repair Process |
|---|---|
| Sprocket Mining [66] | The optimum parameter of LC machine should be determined to obtain the optimum result of repair |
| Aerospace [69] | The use of ultra-high-strength steels in aircraft, which is susceptible to fatigue resulting in brittle fracture, must be repaired using the appropriate material powder for LC repair |
| Aerospace [28] | Finding the optimum parameter of LC to build three different single hollow cylinders with varying wall thicknesses |
| Marine [27] | Building an onboard LC repair tool |
| Industrial Gas Turbine Burner [73] | Determining the precise location of the object for repair using the LBM machine |
| Manufacturing Die [88] | Building a reconstruction algorithm to model worn out parts for LC repair process. |
| Gas Turbine Blade of Power Plant [65] | Finding the appropriate heat input for the deposition of Laser Aided Additive Manufacturing to avoid crack after process completion |
| Sprocket Mining [66] | Ascertaining the different parameters of the LC machine (i.e., laser power, scanning speed, and powder feed rate) as they affect surface profile characteristics, microstructure, and micro-hardness |
| Manufacturing Die [74] | Analyzing the optimum laser power towards CPM powder burst on H13 tool steel. |
| Automotive Die [67] | Determining the appropriate choice of CPM 10V and Vanadis 4 Extra steel powder deposited into heat-treated Vanadis 4 plate |
| Steam Turbine Rotor of Power Plant [68] | Determining the optimum diameter and laser cladding width to solve wear reparation. |
| Yoke plate Cylinder Guide [92] | Constructing the appropriate process flow for MRO strategies. |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rahito; Wahab, D.A.; Azman, A.H. Additive Manufacturing for Repair and Restoration in Remanufacturing: An Overview from Object Design and Systems Perspectives. Processes 2019, 7, 802. https://doi.org/10.3390/pr7110802
Rahito, Wahab DA, Azman AH. Additive Manufacturing for Repair and Restoration in Remanufacturing: An Overview from Object Design and Systems Perspectives. Processes. 2019; 7(11):802. https://doi.org/10.3390/pr7110802
Chicago/Turabian StyleRahito, D. A. Wahab, and A. H. Azman. 2019. "Additive Manufacturing for Repair and Restoration in Remanufacturing: An Overview from Object Design and Systems Perspectives" Processes 7, no. 11: 802. https://doi.org/10.3390/pr7110802
APA StyleRahito, Wahab, D. A., & Azman, A. H. (2019). Additive Manufacturing for Repair and Restoration in Remanufacturing: An Overview from Object Design and Systems Perspectives. Processes, 7(11), 802. https://doi.org/10.3390/pr7110802