Grey-Taguchi-Based Optimization of Wire-Sawing for a Slicing Ceramic


Abstract
:1. Introduction
2. Experimental Design
3. Experimental Results and Data Analysis
4. Conclusions
- In terms of single quality characteristics, wire speed has a significant effect on the MRR and the FT and mixed grains mesh size have a significant effect on the machined SR of the SC, KW, and WW. The slurry concentration and the working load are also the significant parameters. The wire tension has a relatively insignificant effect on wire-saw machining.
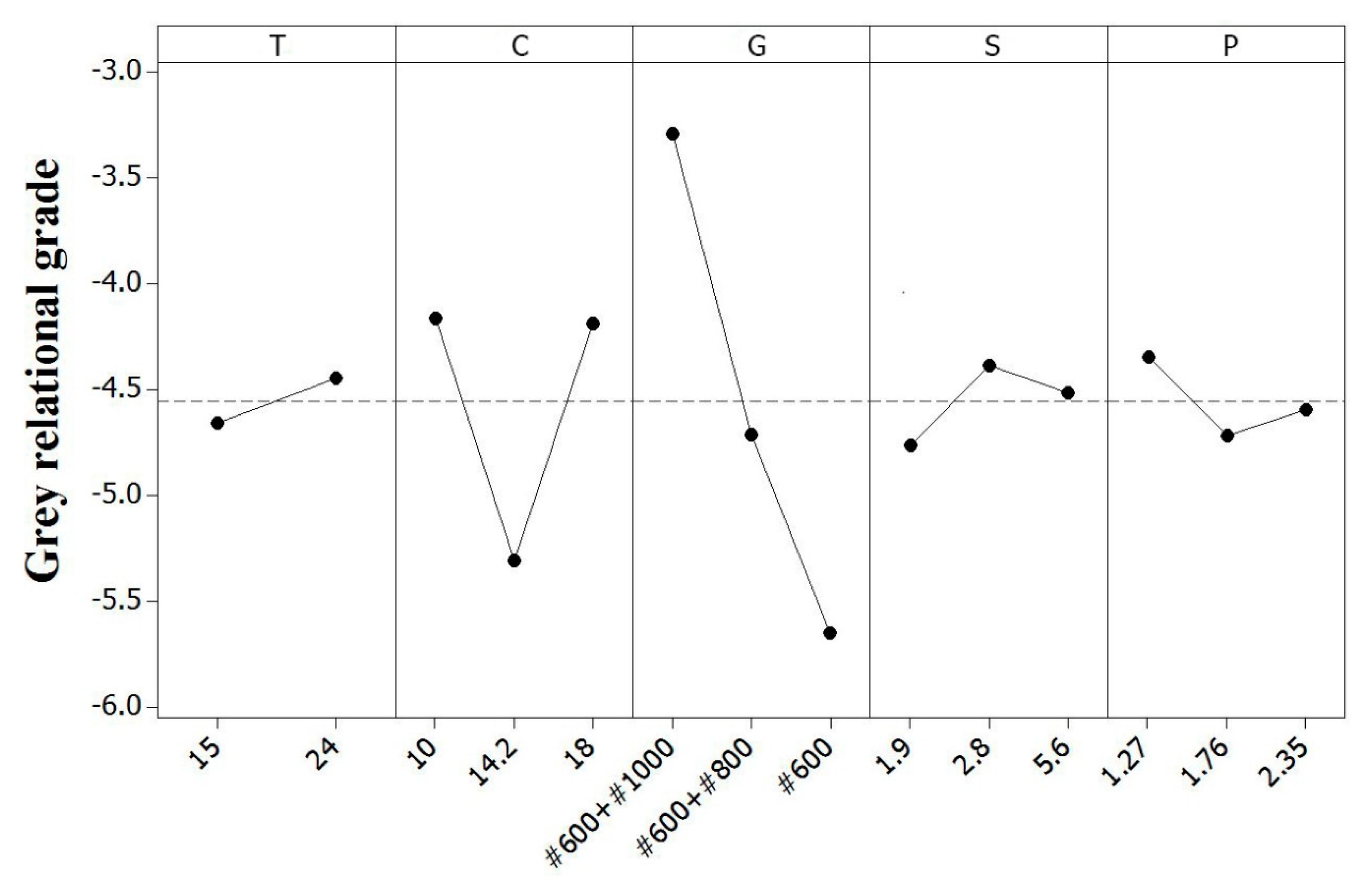
- In terms of multiple quality characteristics, the respective percentage contribution (%) for mixed grains mesh size (G) and slurry concentration (C) for wire-saw machining of SC is 64.30% and 19.50%. Mixed grains (#600 + #1000 mesh size) and a lower slurry concentration decrease the amount of active grains, so the MRR is decreased and the quality characteristics for the machined SR of the SC, KW, WW, and FT are improved.
- A medium wire speed and smaller working load result in a decrease in the MRR, so there is a decrease in the machined SR of the SC and WW and the cutting path is prevented from straying. An increase in the wire tension eases the passage of abrasives into the machining region so the MRR is increased.
- The Grey-Taguchi method produces a significant improvement in multiple quality characteristics. The optimum conditions (T2C1G1S2P1) that the GRA produces are a wire tension of 24 N, a slurry concentration of 10% wt., mixed grains of #600 + #1000 mesh size, a wire speed of 2.8 m/s, and a working load of 1.27 N. The MRR, the machined SR of the SC, the KW, WW, and FT are, respectively, decreased by approximately 2.43%, 2.36%, 1.08%, 2.33%, and 14.27% using the Grey-Taguchi method. Adopting proper process parameters has a positive effect on the machining efficiency and quality for the wire-sawing results.
Author Contributions
Funding
Conflicts of Interest
References
- Costa, E.C.; Xavier, F.A.; Knoblauch, R.; Binder, C.; Weingaertner, W.L. Effect of cutting parameters on surface integrity of monocrystalline silicon sawn with an endless diamond wire saw. Sol. Energy 2020, 207, 640–650. [Google Scholar] [CrossRef]
- Wang, P.; Ge, P.; Li, Z.; Ge, M.; Gao, Y. A scratching force model of diamond abrasive particles in wire sawing of single crystal SiC. Mater. Sci. Semicond. Process. 2017, 68, 21–29. [Google Scholar] [CrossRef]
- Liu, T.; Ge, P.; Bi, W.; Gao, Y. Subsurface crack damage in silicon wafers induced by resin bonded diamond wire sawing. Mater. Sci. Semicond. Process. 2017, 57, 147–156. [Google Scholar] [CrossRef]
- Yamamoto, T. Multi-wire slabbing of granite. Ind. Diam. Rev. 1995, 55, 179–181. [Google Scholar]
- Suwabe, H.; Ishikawa, K.I.; Miyashita, T. A study of the processing characteristics of a vibration multi-wire saw-regarding the effects of slurry composition. In Proceedings of the International Conference on Precision Engineering, Taipei, Taiwan, 20–22 November 1997; pp. 253–256. [Google Scholar]
- Clark, W.; Shih, A.; Hardin, C.; LeMaster, R.; Mcspadden, S. Fixed abrasive diamond wire machining—Part I: Process monitoring and wire tension force. Int. J. Mach. Tools Manuf. 2003, 43, 523–532. [Google Scholar] [CrossRef]
- Hardin, C.W.; Qu, J.; Shih, A.J. Fixed Abrasive Diamond Wire Saw Slicing of Single-Crystal Silicon Carbide Wafers. Mater. Manuf. Process. 2004, 19, 355–367. [Google Scholar] [CrossRef]
- Gao, Y.; Ge, P.; Liu, T. Experiment study on electroplated diamond wire saw slicing single-crystal silicon. Mater. Sci. Semicond. Process. 2016, 56, 106–114. [Google Scholar] [CrossRef]
- Liedke, T.; Kuna, M. A macroscopic mechanical model of the wire sawing process. Int. J. Mach. Tools Manuf. 2011, 51, 711–720. [Google Scholar] [CrossRef]
- Gao, Y.; Ge, P.; Zhang, L.; Bi, W. Material removal and surface generation mechanisms in diamond wire sawing of silicon crystal. Mater. Sci. Semicond. Process. 2019, 103, 104642. [Google Scholar] [CrossRef]
- Pala, U.; Kuster, F.; Wegener, K. Characterization of electroplated diamond wires and the resulting workpiece quality in silicon sawing. J. Mater. Process. Technol. 2020, 276, 116390. [Google Scholar] [CrossRef]
- Li, X.; Gao, Y.; Ge, P.; Zhang, L.; Bi, W. The effect of cut depth and distribution for abrasives on wafer surface morphology in diamond wire sawing of PV polycrystalline silicon. Mater. Sci. Semicond. Process. 2019, 91, 316–326. [Google Scholar] [CrossRef]
- Bidiville, A.; Wasmer, K.; Van Der Meer, M.; Ballif, C. Wire-sawing processes: Parametrical study and modeling. Sol. Energy Mater. Sol. Cells 2015, 132, 392–402. [Google Scholar] [CrossRef]
- Tsai, Y.-Y.; Wu, M.-C.; Liao, Y.-S.; Tsao, C.-C.; Hsu, C.-Y. Slicing Ceramics on Material Removed by a Single Abrasive Particle. Materials 2020, 13, 4324. [Google Scholar] [CrossRef] [PubMed]
- Wu, H. Wire sawing technology: A state-of-the-art review. Precis. Eng. 2016, 43, 1–9. [Google Scholar] [CrossRef]
- Lin, C.-T.; Chang, C.-W.; Chen, C.-B. The worst ill-conditioned silicon wafer slicing machine detected by using grey relational analysis. Int. J. Adv. Manuf. Technol. 2006, 31, 388–395. [Google Scholar] [CrossRef]
- Lin, H.-L. Optimization of Inconel 718 alloy welds in an activated GTA welding via Taguchi method, gray relational analysis, and a neural network. Int. J. Adv. Manuf. Technol. 2012, 67, 939–950. [Google Scholar] [CrossRef]
- Pradhan, M. Estimating the effect of process parameters on MRR, TWR and radial overcut of EDMed AISI D2 tool steel by RSM and GRA coupled with PCA. Int. J. Adv. Manuf. Technol. 2013, 68, 591–605. [Google Scholar] [CrossRef]
- Kumar, K.; Agarwal, S. Multi-objective parametric optimization on machining with wire electric discharge machining. Int. J. Adv. Manuf. Technol. 2011, 62, 617–633. [Google Scholar] [CrossRef]
- Phillip, J.R. Taguchi Techniques for Quality Engineering; McGraw-Hill: New York, NY, USA, 1989. [Google Scholar]
- Tsai, Y.-Y.; Chen, Y.-C.; Liao, Y.-S.; Hsieh, C.-C.; Tsao, C.-C.; Hsu, C.-Y. The Effects of Different Slurry Concentrations and Wire Speeds for Swinging and Non-Swinging Wire-Saw Machining. Processes 2020, 8, 1319. [Google Scholar] [CrossRef]
- Singh, P.; Raghukandan, K.; Pai, B. Optimization by Grey relational analysis of EDM parameters on machining Al-10%SiCP composites. J. Mater. Process. Technol. 2004, 155-156, 1658–1661. [Google Scholar] [CrossRef]
- Chiang, K.-T.; Chang, F.-P. Optimization of the WEDM process of particle-reinforced material with multiple performance characteristics using grey relational analysis. J. Mater. Process. Technol. 2006, 180, 96–101. [Google Scholar] [CrossRef]
- Chan, J.W.; Tong, T.K. Multi-criteria material selections and end-of-life product strategy: Grey relational analysis approach. Mater. Des. 2007, 28, 1539–1546. [Google Scholar] [CrossRef]
- Gopalsamy, B.M.; Mondal, B.; Ghosh, S. Optimisation of machining parameters for hard machining: Grey relational theory approach and ANOVA. Int. J. Adv. Manuf. Technol. 2009, 45, 1068–1086. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
| Name (symbol) | ||
|---|---|---|
| Arm (A) | Pulleys (B) | Balance weight (C) |
| Belt (D) | Support roller (E) | Inverter (F) |
| Wire (G) | Pump (H) | Adjustment screw (I) |
| Workpiece (J) | Jig (K) | Gear (L) |
| Rack (M) | Universal joint (N) | Motor (O) |
| Workpiece | Al2O3 φ8 mm | |||
|---|---|---|---|---|
| Wire Diameter (mm) | Stainless Steel Wire φ0.24 ± 0.05 mm | |||
| Slurry Content | SiC + Water | |||
| Variables | Symbols | Level 1 | Level 2 | Level 3 |
| Wire tension, (N) | T | 15 | 24 | |
| Slurry concentration, (% wt.) | C | 10 | 14.2 | 18 |
| Mixed grains, (mesh size) | G | #600 + #1000 | #600 + #800 | #600 |
| Wire speed, (m/s) | S | 1.9 | 2.8 | 5.6 |
| Working load, (N) | P | 1.27 | 1.76 | 2.35 |
| Exp. | Factors | MRR (mm3/min) | S/N (dB) | SR (μm) | S/N (dB) | KW (mm) | S/N (dB) | WW (μm) | S/N (dB) | FT (μm) | S/N (dB) | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| T | C | G | S | P | |||||||||||
| 1 | 1 | 1 | 1 | 1 | 1 | 0.469 | −6.577 | 0.427 | 7.391 | 0.274 | 11.245 | 4.290 | −12.668 | 3.333 | −10.540 |
| 2 | 1 | 1 | 2 | 2 | 2 | 0.953 | −0.418 | 0.610 | 4.293 | 0.280 | 11.057 | 8.400 | −18.488 | 2.333 | −7.533 |
| 3 | 1 | 1 | 3 | 3 | 3 | 1.458 | 3.275 | 0.567 | 4.906 | 0.290 | 10.742 | 10.500 | −20.430 | 2.667 | −8.653 |
| 4 | 1 | 2 | 1 | 1 | 2 | 0.658 | −3.635 | 0.520 | 5.677 | 0.282 | 10.983 | 5.133 | −14.218 | 2.667 | −8.653 |
| 5 | 1 | 2 | 2 | 2 | 3 | 1.025 | 0.214 | 0.513 | 5.787 | 0.282 | 10.994 | 8.567 | −18.693 | 2.667 | −8.653 |
| 6 | 1 | 2 | 3 | 3 | 1 | 2.037 | 6.180 | 0.637 | 3.914 | 0.281 | 11.025 | 8.353 | −18.437 | 3.000 | −9.853 |
| 7 | 1 | 3 | 1 | 2 | 1 | 0.973 | −0.238 | 0.490 | 6.192 | 0.280 | 11.056 | 5.433 | −14.713 | 2.333 | −7.533 |
| 8 | 1 | 3 | 2 | 3 | 2 | 1.541 | 3.756 | 0.510 | 5.841 | 0.289 | 10.782 | 11.270 | −21.037 | 2.333 | −7.533 |
| 9 | 1 | 3 | 3 | 1 | 3 | 1.031 | 0.265 | 0.503 | 5.926 | 0.295 | 10.603 | 6.223 | −15.916 | 3.000 | −9.853 |
| 10 | 2 | 1 | 1 | 3 | 3 | 2.142 | 6.616 | 0.423 | 7.463 | 0.279 | 11.077 | 12.870 | −22.195 | 2.333 | −7.533 |
| 11 | 2 | 1 | 2 | 1 | 1 | 0.585 | −4.657 | 0.527 | 5.563 | 0.279 | 11.077 | 3.933 | −11.942 | 3.000 | −9.853 |
| 12 | 2 | 1 | 3 | 2 | 2 | 1.172 | 1.379 | 0.710 | 2.974 | 0.285 | 10.913 | 8.790 | −18.881 | 2.333 | −7.533 |
| 13 | 2 | 2 | 1 | 2 | 3 | 1.439 | 3.161 | 0.537 | 5.404 | 0.282 | 11.005 | 8.610 | −18.705 | 2.333 | −7.533 |
| 14 | 2 | 2 | 2 | 3 | 1 | 1.737 | 4.796 | 0.537 | 5.404 | 0.283 | 10.974 | 9.733 | −19.767 | 3.333 | −10.790 |
| 15 | 2 | 2 | 3 | 1 | 2 | 0.984 | −0.140 | 0.640 | 3.871 | 0.300 | 10.448 | 5.850 | −15.345 | 3.000 | −9.542 |
| 16 | 2 | 3 | 1 | 3 | 2 | 2.370 | 7.495 | 0.500 | 6.016 | 0.288 | 10.812 | 10.600 | −20.509 | 2.333 | −7.533 |
| 17 | 2 | 3 | 2 | 1 | 3 | 1.247 | 1.917 | 0.513 | 5.773 | 0.286 | 10.882 | 7.787 | −17.829 | 2.333 | −7.533 |
| 18 | 2 | 3 | 3 | 2 | 1 | 1.243 | 1.889 | 0.650 | 3.736 | 0.294 | 10.643 | 5.933 | −15.496 | 2.333 | −7.533 |
| Factor | S/N Ratio (dB) | Degree of Freedom | Sum of Square | Variance | Contribution (CP %) | ||
|---|---|---|---|---|---|---|---|
| Level 1 | Level 2 | Level 3 | |||||
| MRR | |||||||
| T | 0.278 | 2.487 | 1 | 21.959 | 21.959 | 8.81 | |
| C | −0.072 | 1.744 | 2.476 | 2 | 20.655 | 10.327 | 8.29 |
| G | 1.120 | 0.918 | 2.109 | 2 | 4.870 | 2.435 | 1.96 |
| S | −2.178 | 0.978 | 5.348 | 2 | 171.408 | 85.704 | 68.79 |
| P | 0.222 | 1.388 | 2.537 | 2 | 16.081 | 8.040 | 6.45 |
| Error | 8 | 14.205 | 1.776 | 5.70 | |||
| Total | 17 | 249.178 | 100 | ||||
| SR | |||||||
| T | 5.548 | 5.134 | 1 | 0.771 | 0.771 | 3.12 | |
| C | 5.432 | 5.009 | 5.581 | 2 | 1.053 | 0.527 | 4.27 |
| G | 6.357 | 5.443 | 4.221 | 2 | 13.780 | 6.890 | 55.79 |
| S | 5.700 | 4.731 | 5.591 | 2 | 3.381 | 1.690 | 13.69 |
| P | 5.367 | 4.779 | 5.876 | 2 | 3.622 | 1.811 | 14.67 |
| Error | 8 | 2.089 | 0.261 | 8.46 | |||
| Total | 17 | 24.696 | 100 | ||||
| KW | |||||||
| T | 10.943 | 10.870 | 1 | 0.024 | 0.024 | 3.49 | |
| C | 11.019 | 10.905 | 10.796 | 2 | 0.148 | 0.074 | 21.70 |
| G | 11.030 | 10.961 | 10.729 | 2 | 0.298 | 0.149 | 43.56 |
| S | 10.873 | 10.945 | 10.902 | 2 | 0.016 | 0.008 | 2.28 |
| P | 11.003 | 10.832 | 10.884 | 2 | 0.092 | 0.046 | 13.48 |
| Error | 10.943 | 10.870 | 8 | 0.106 | 0.013 | 15.49 | |
| Total | 17 | 0.684 | 100 | ||||
| WW | |||||||
| T | −17.178 | −17.852 | 1 | 2.045 | 2.045 | 1.38 | |
| C | −17.434 | −17.527 | −17.584 | 2 | 0.068 | 0.034 | 0.05 |
| G | −17.168 | −17.959 | −17.418 | 2 | 1.964 | 0.982 | 1.33 |
| S | −14.653 | −17.496 | −20.396 | 2 | 98.952 | 49.476 | 66.85 |
| P | −15.504 | −18.080 | −18.961 | 2 | 38.728 | 19.364 | 26.16 |
| Error | 8 | 6.262 | 0.783 | 4.23 | |||
| Total | 17 | 148.019 | 100 | ||||
| FT | |||||||
| T | −8.756 | −8.376 | 1 | 0.650 | 0.650 | 2.66 | |
| C | −8.608 | −9.171 | −7.920 | 2 | 4.712 | 2.356 | 19.31 |
| G | −8.222 | −8.651 | −8.828 | 2 | 1.165 | 0.583 | 4.77 |
| S | −9.330 | −7.720 | −8.650 | 2 | 7.836 | 3.918 | 32.11 |
| P | −9.351 | −8.055 | −8.293 | 2 | 5.715 | 2.857 | 23.41 |
| Error | 8 | 4.329 | 0.541 | 17.74 | |||
| Total | 17 | 24.407 | 100 | ||||
| Factors | MRR | SR | KW | WW | FT |
|---|---|---|---|---|---|
| Wire tension (T) | * | ||||
| Slurry concentration (C) | * | * | * | ||
| Mixed grains mesh size (G) | ** | ** | |||
| Wire speed (S) | ** | * | ** | ** | |
| Working load (P) | * | * | * | * | * |
| Exp. | Combination | GRG | Rank |
|---|---|---|---|
| 1 | T1C1G1S1P1 | 0.7131 | 2 |
| 2 | T1C1G2S2P2 | 0.6040 | 8 |
| 3 | T1C1G3S3P3 | 0.4924 | 17 |
| 4 | T1C2G1S1P2 | 0.5921 | 10 |
| 5 | T1C2G2S2P3 | 0.5476 | 13 |
| 6 | T1C2G3S3P1 | 0.5446 | 14 |
| 7 | T1C3G1S2P1 | 0.7039 | 4 |
| 8 | T1C3G2S1P2 | 0.5999 | 9 |
| 9 | T1C3G3S3P3 | 0.5058 | 15 |
| 10 | T2C1G1S3P3 | 0.7724 | 1 |
| 11 | T2C1G2S1P1 | 0.6156 | 7 |
| 12 | T2C1G3S2P2 | 0.5593 | 12 |
| 13 | T2C2G1S2P3 | 0.6340 | 5 |
| 14 | T2C2G2S3P1 | 0.5034 | 16 |
| 15 | T2C2G3S1P2 | 0.4533 | 18 |
| 16 | T2C3G1S3P2 | 0.7067 | 3 |
| 17 | T2C3G2S1P3 | 0.6260 | 6 |
| 18 | T2C3G3S2P1 | 0.5859 | 11 |
| Factor | S/N ratio (dB) | Degree of Freedom | Sum of Square | Variance | Contribution (CP %) | ||
|---|---|---|---|---|---|---|---|
| Level 1 | Level 2 | Level 3 | |||||
| T | −4.660 | −4.447 | 1 | 0.204 | 0.204 | 0.77 | |
| C | −4.162 | −5.309 | −4.189 | 2 | 5.138 | 2.569 | 19.50 |
| G | −3.293 | −4.715 | −5.653 | 2 | 16.944 | 8.472 | 64.30 |
| S | −4.761 | −4.385 | −4.515 | 2 | 0.437 | 0.219 | 1.66 |
| P | −4.347 | −4.717 | −4.596 | 2 | 0.427 | 0.213 | 1.62 |
| Error | 8 | 3.201 | 0.400 | 12.15 | |||
| Total | 17 | 26.351 | 100 | ||||
| Process Parameters | Quality Characteristics | ||||
|---|---|---|---|---|---|
| MRR (mm3/min) | SR (μm) | KW (mm) | WW (μm) | FT (μm) | |
| Initial (T2C1G1S3P3) | 2.142 | 0.423 | 0.279 | 12.870 | 2.333 |
| Optimal (T2C1G1S2P1) | 2.090 | 0.413 | 0.276 | 12.570 | 2.000 |
| Improvement ratio (%) | 2.43 | 2.36 | 1.08 | 2.33 | 14.27 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tsai, Y.-Y.; Ho, J.-K.; Wang, W.-H.; Hsieh, C.-C.; Tsao, C.-C.; Hsu, C.-Y. Grey-Taguchi-Based Optimization of Wire-Sawing for a Slicing Ceramic. Processes 2020, 8, 1602. https://doi.org/10.3390/pr8121602
Tsai Y-Y, Ho J-K, Wang W-H, Hsieh C-C, Tsao C-C, Hsu C-Y. Grey-Taguchi-Based Optimization of Wire-Sawing for a Slicing Ceramic. Processes. 2020; 8(12):1602. https://doi.org/10.3390/pr8121602
Chicago/Turabian StyleTsai, Yao-Yang, Jihng-Kuo Ho, Wen-Hao Wang, Chia-Chin Hsieh, Chung-Chen Tsao, and Chun-Yao Hsu. 2020. "Grey-Taguchi-Based Optimization of Wire-Sawing for a Slicing Ceramic" Processes 8, no. 12: 1602. https://doi.org/10.3390/pr8121602
APA StyleTsai, Y.-Y., Ho, J.-K., Wang, W.-H., Hsieh, C.-C., Tsao, C.-C., & Hsu, C.-Y. (2020). Grey-Taguchi-Based Optimization of Wire-Sawing for a Slicing Ceramic. Processes, 8(12), 1602. https://doi.org/10.3390/pr8121602