Optimization Algorithm and Joint Simulation to Micro Thermal Deformation Using Temperature Measurement in the Orifice of Hydraulic Valve

Abstract
:1. Introduction
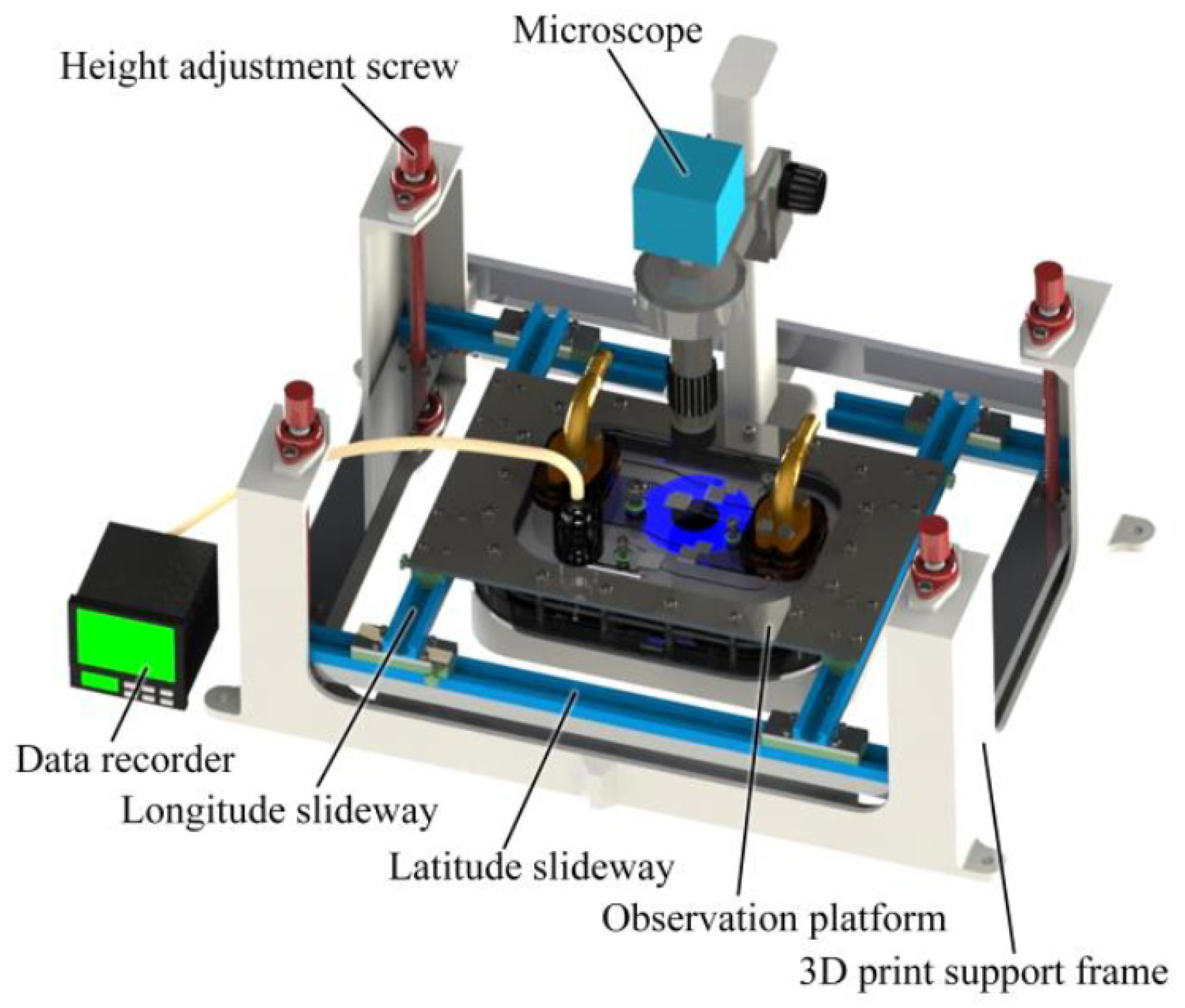
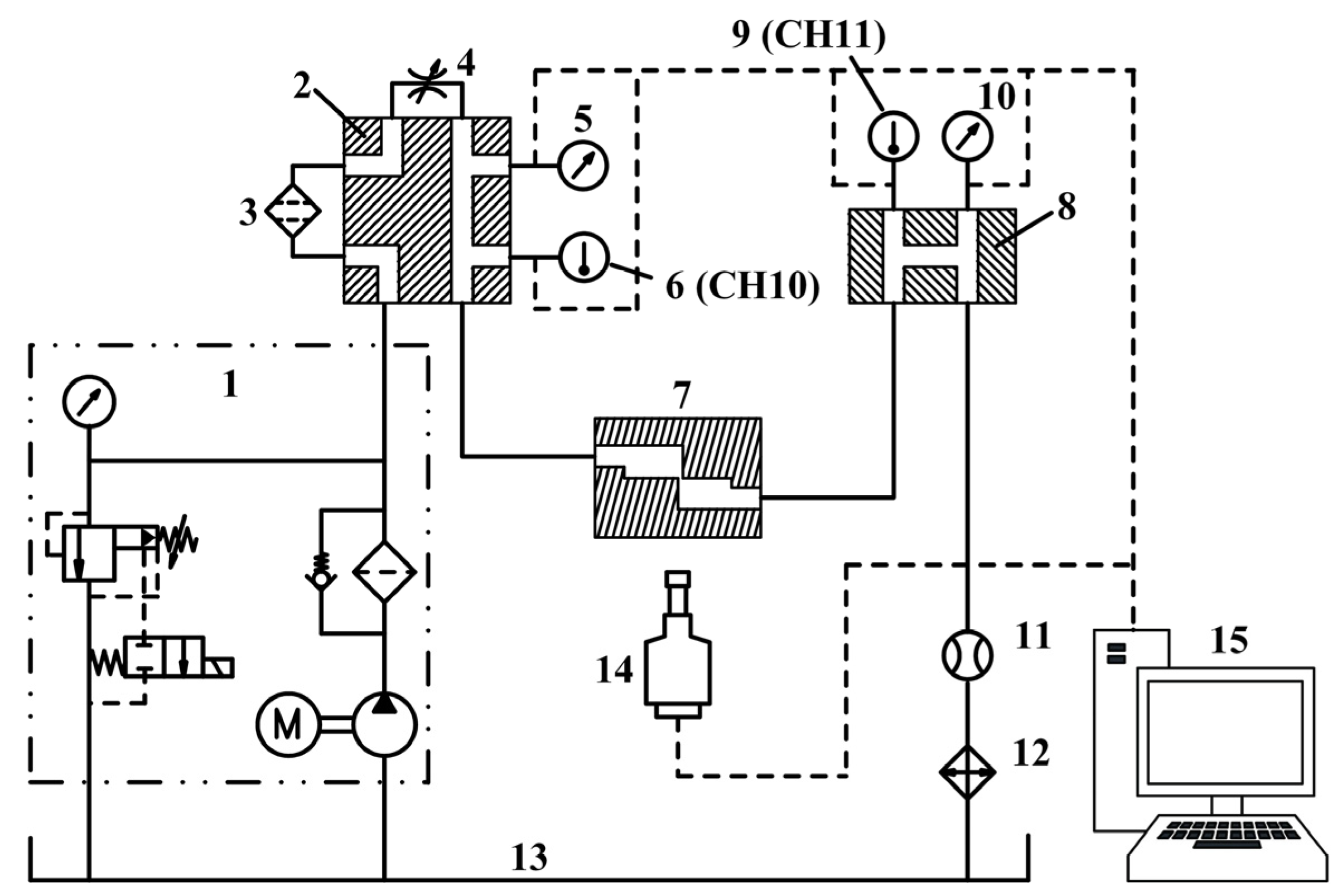
2. Design of the Experimental Device
3. Analysis of Experiment Results
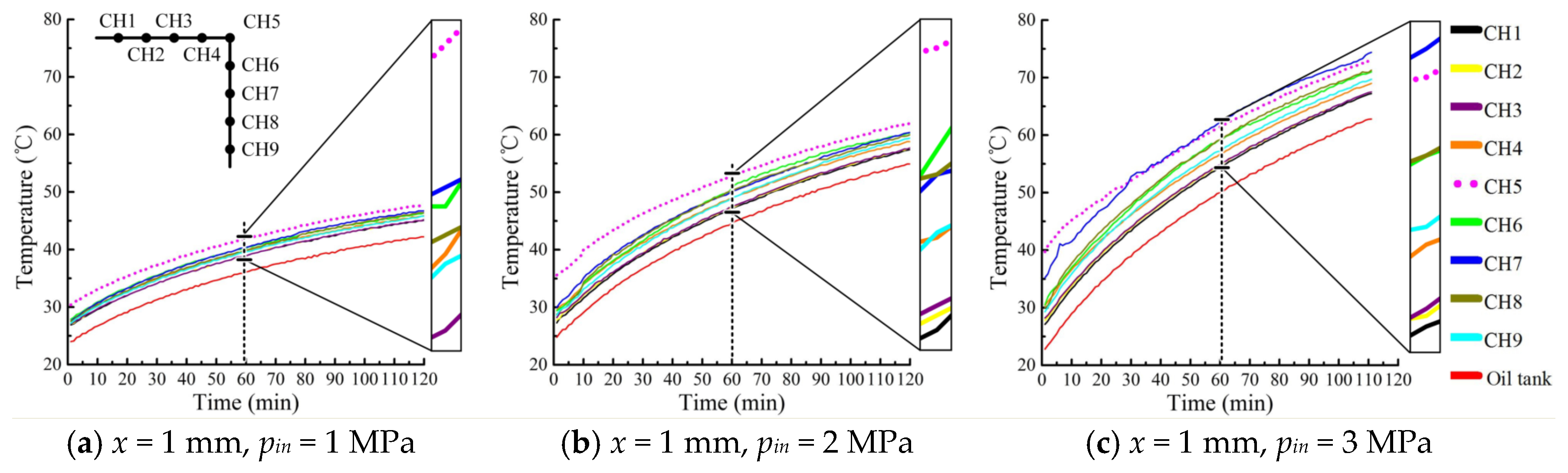
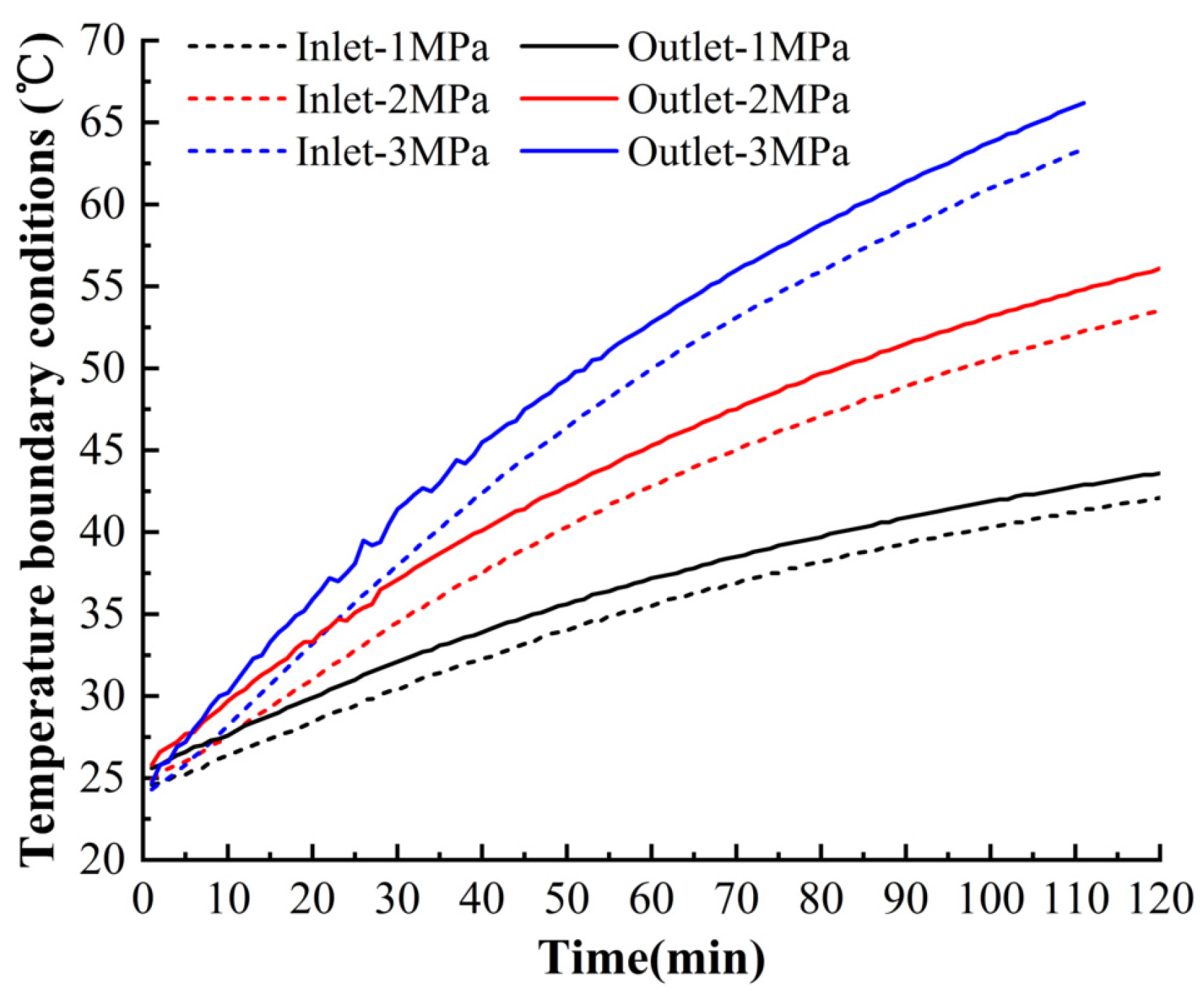
3.1. Analysis of Temperature Measurement Results under Different Pressure Drops
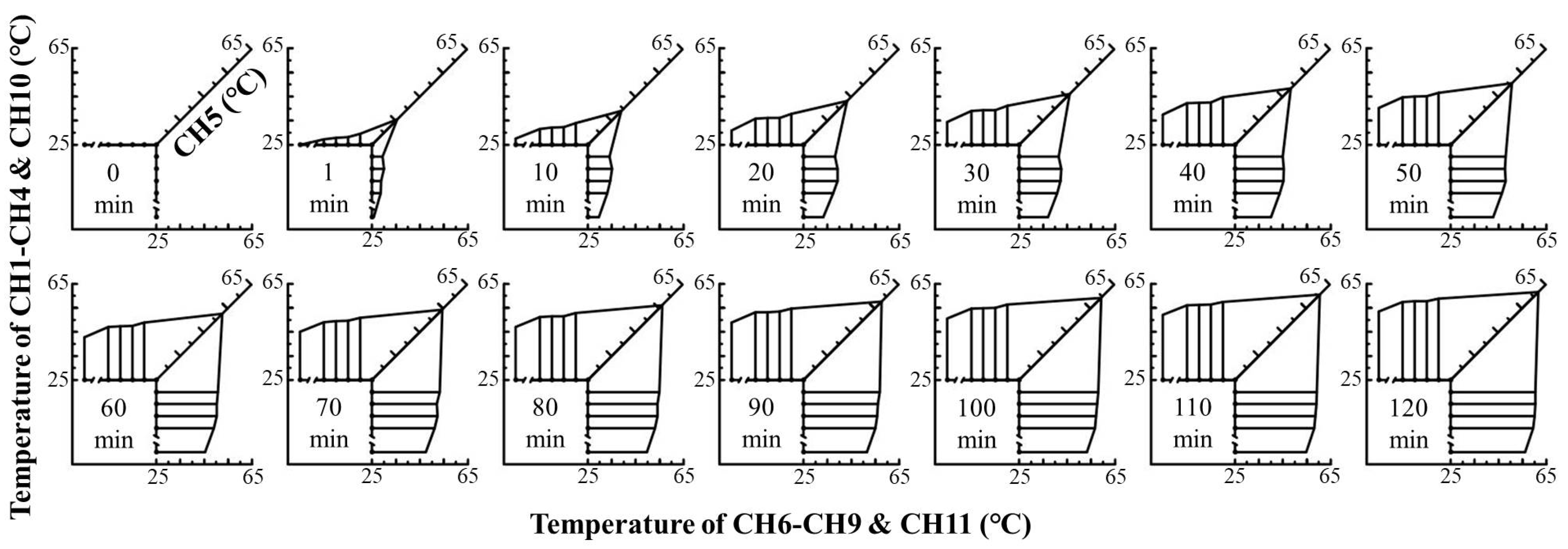
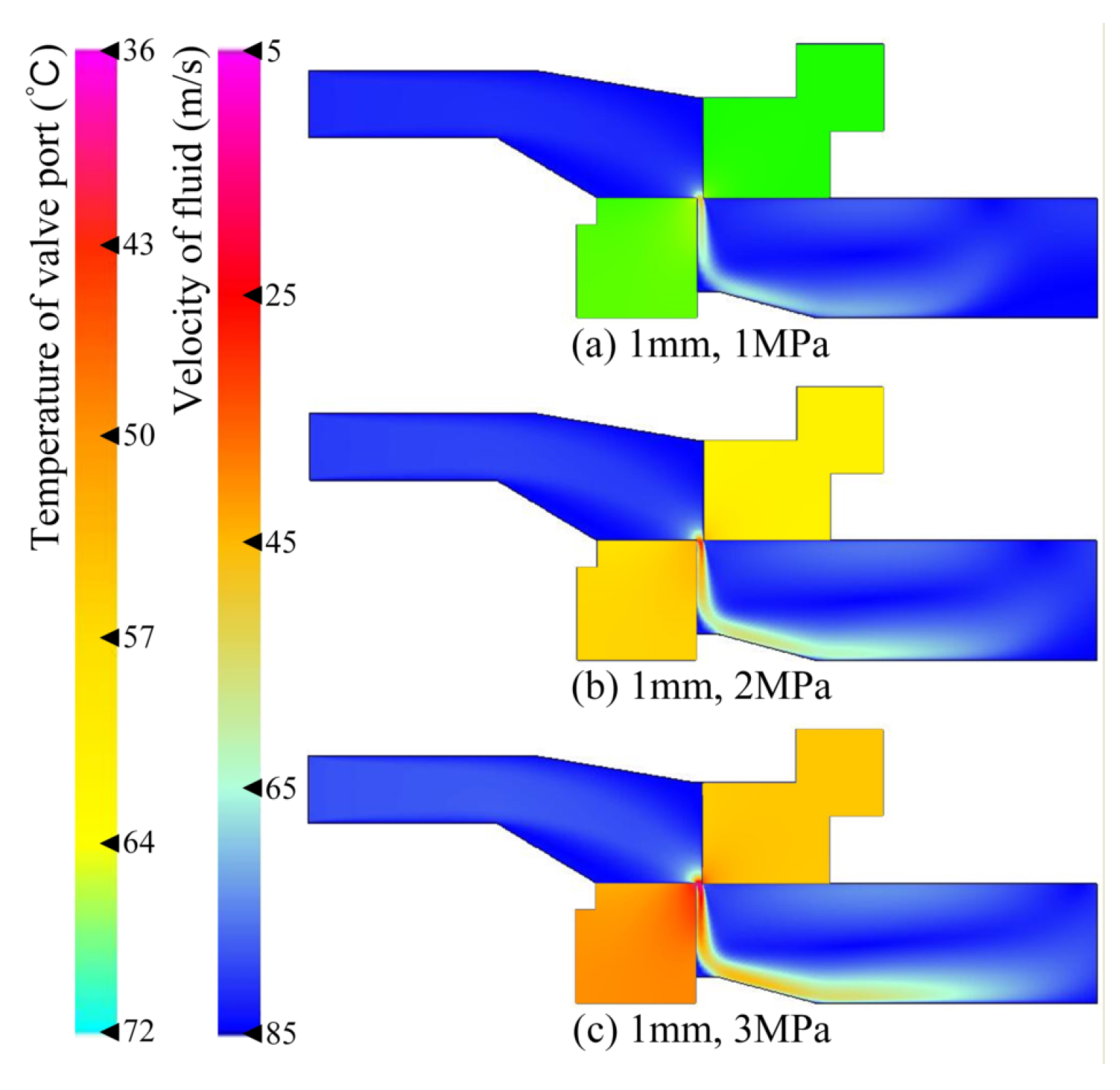
3.2. Characteristics of the Temperature Distribution in the Valve Orifice
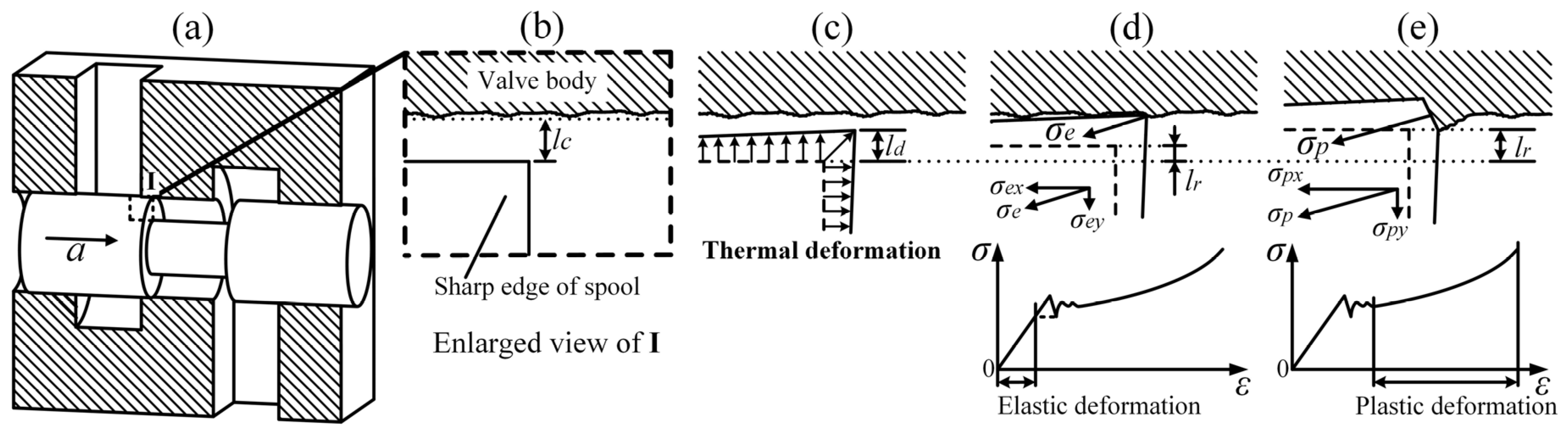
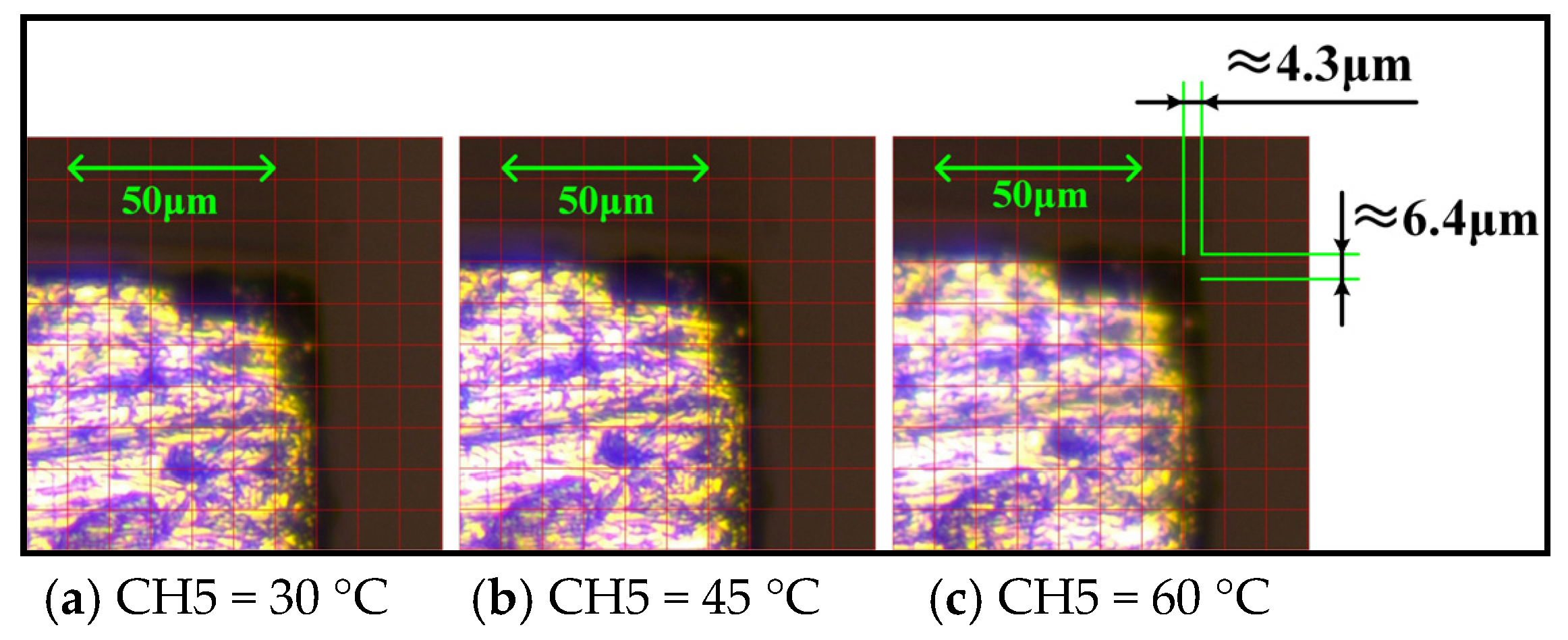
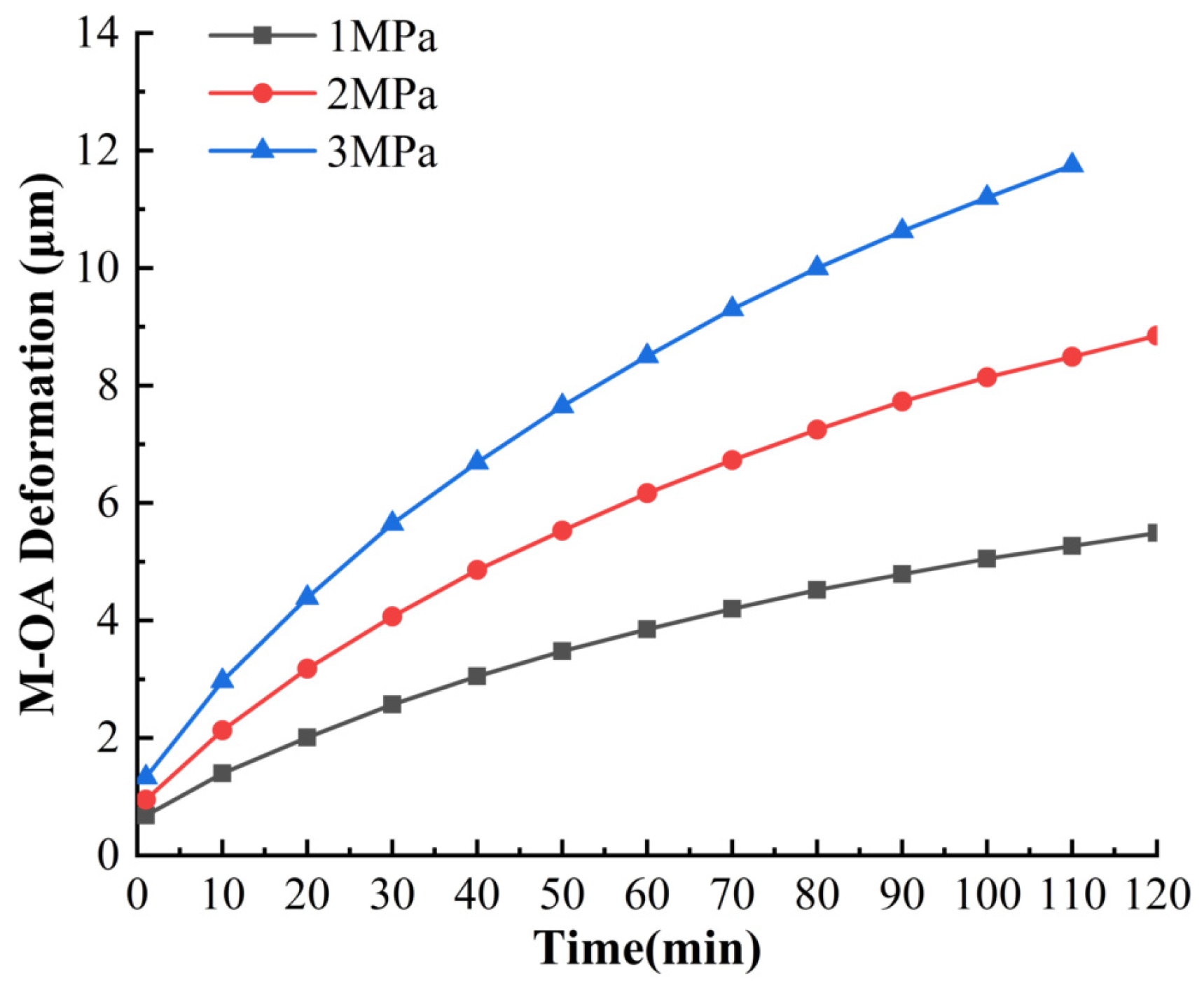
3.3. Analysis of Thermal Deformation Observation Results
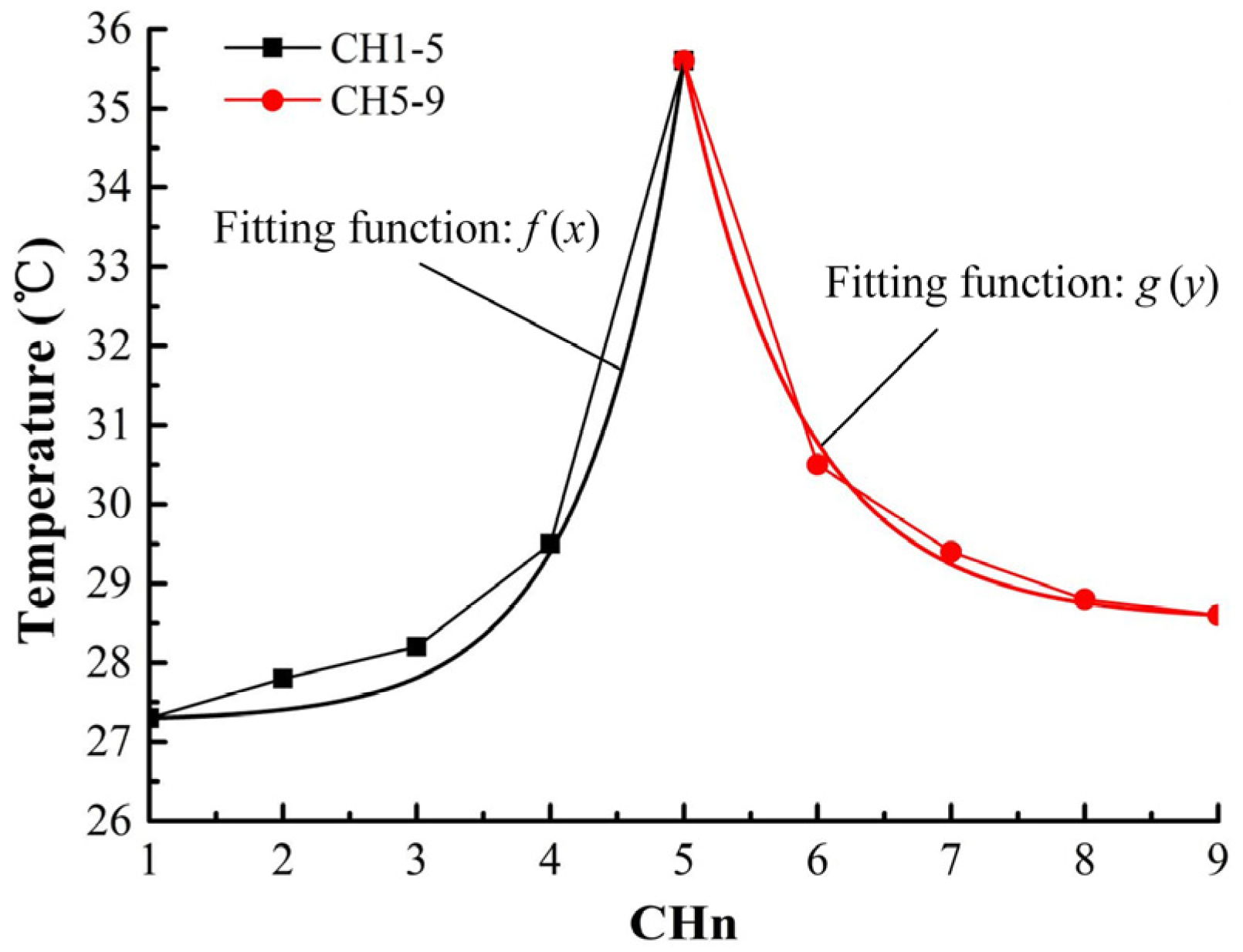
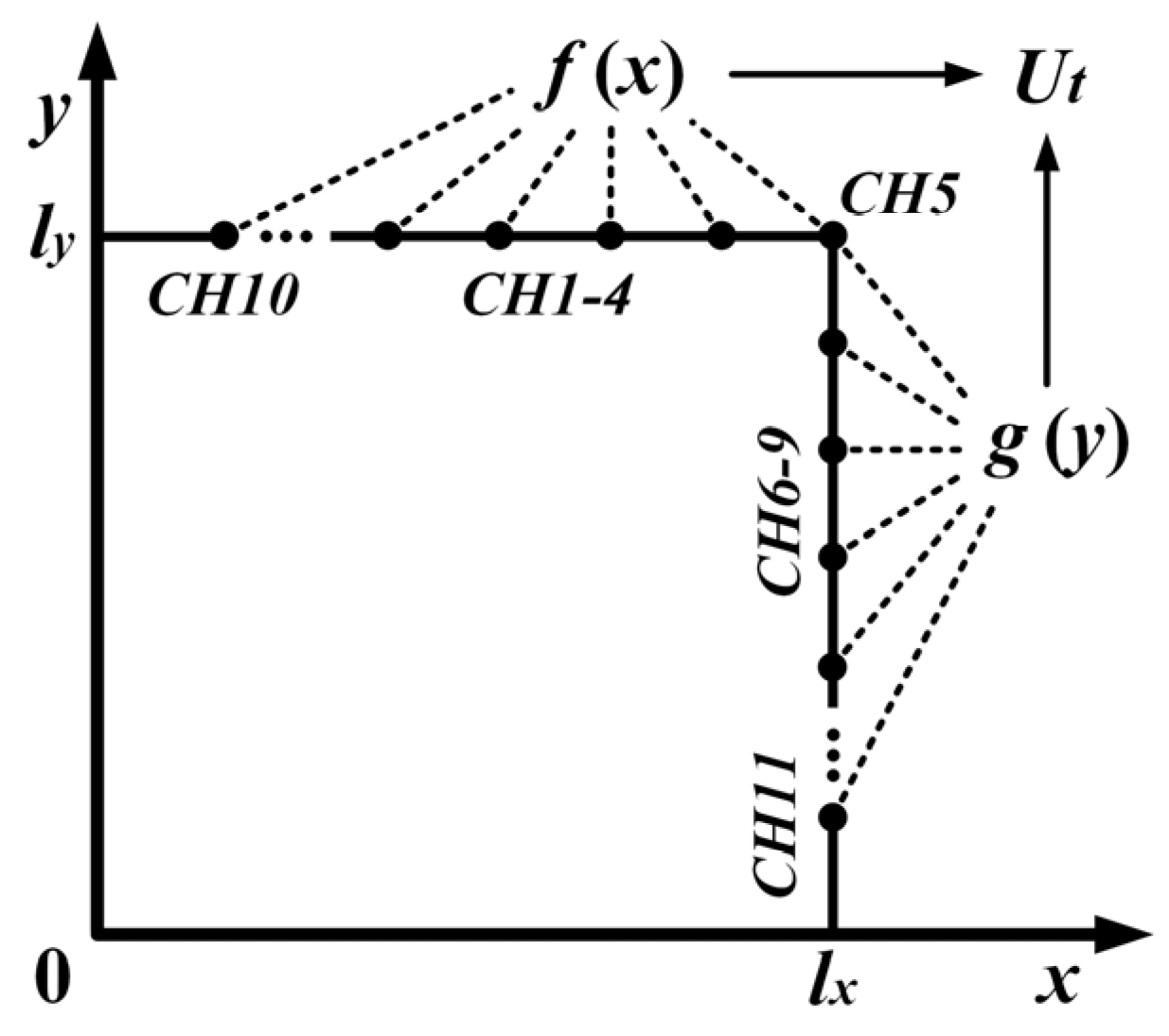
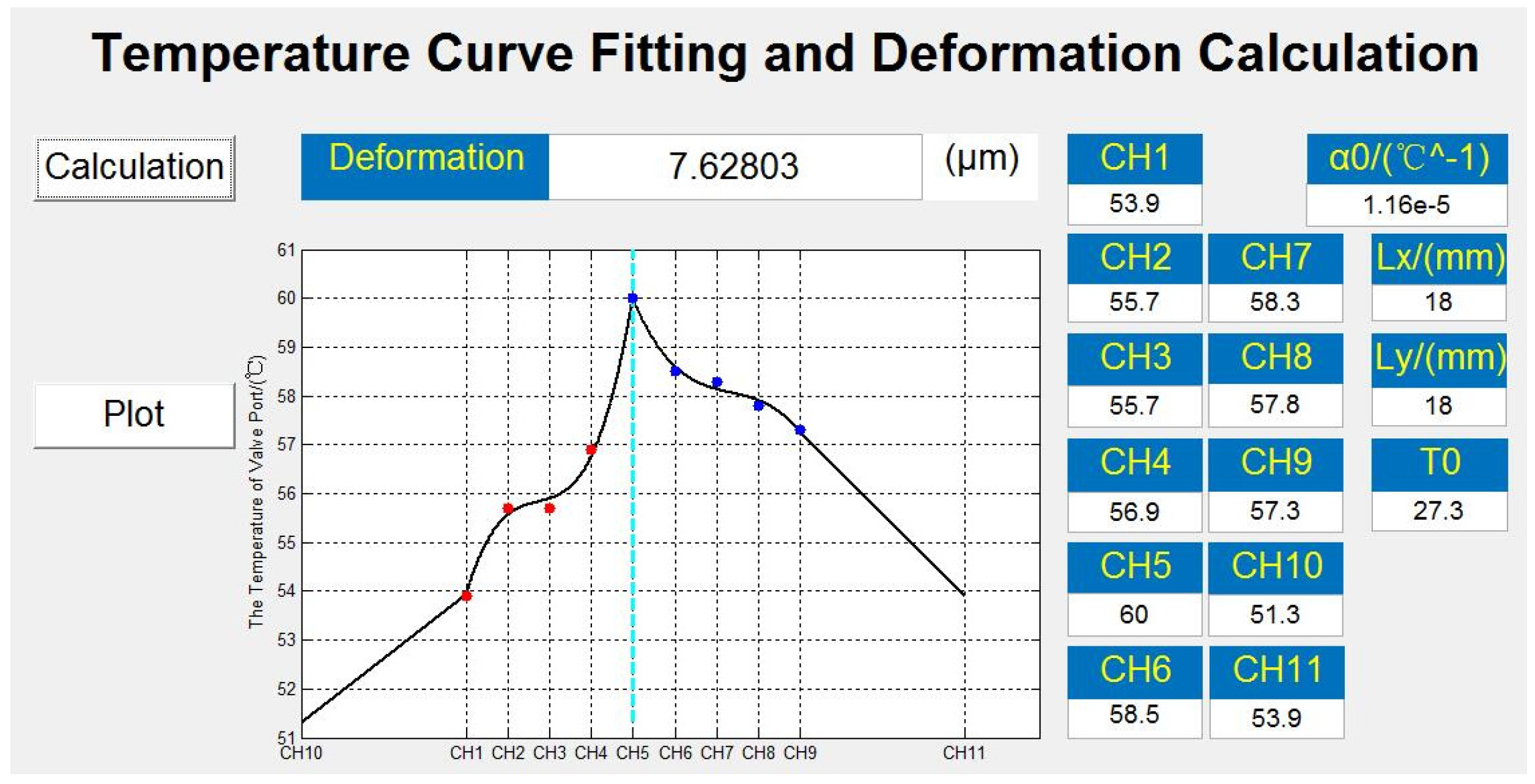
3.4. Optimal Algorithm of Thermal Deformation Based on Measured Temperature Data
4. Fluent and Workbench Joint Simulation
4.1. CFD (Computational Fluid Dynamics) Model
4.2. Calculation and Boundary Conditions
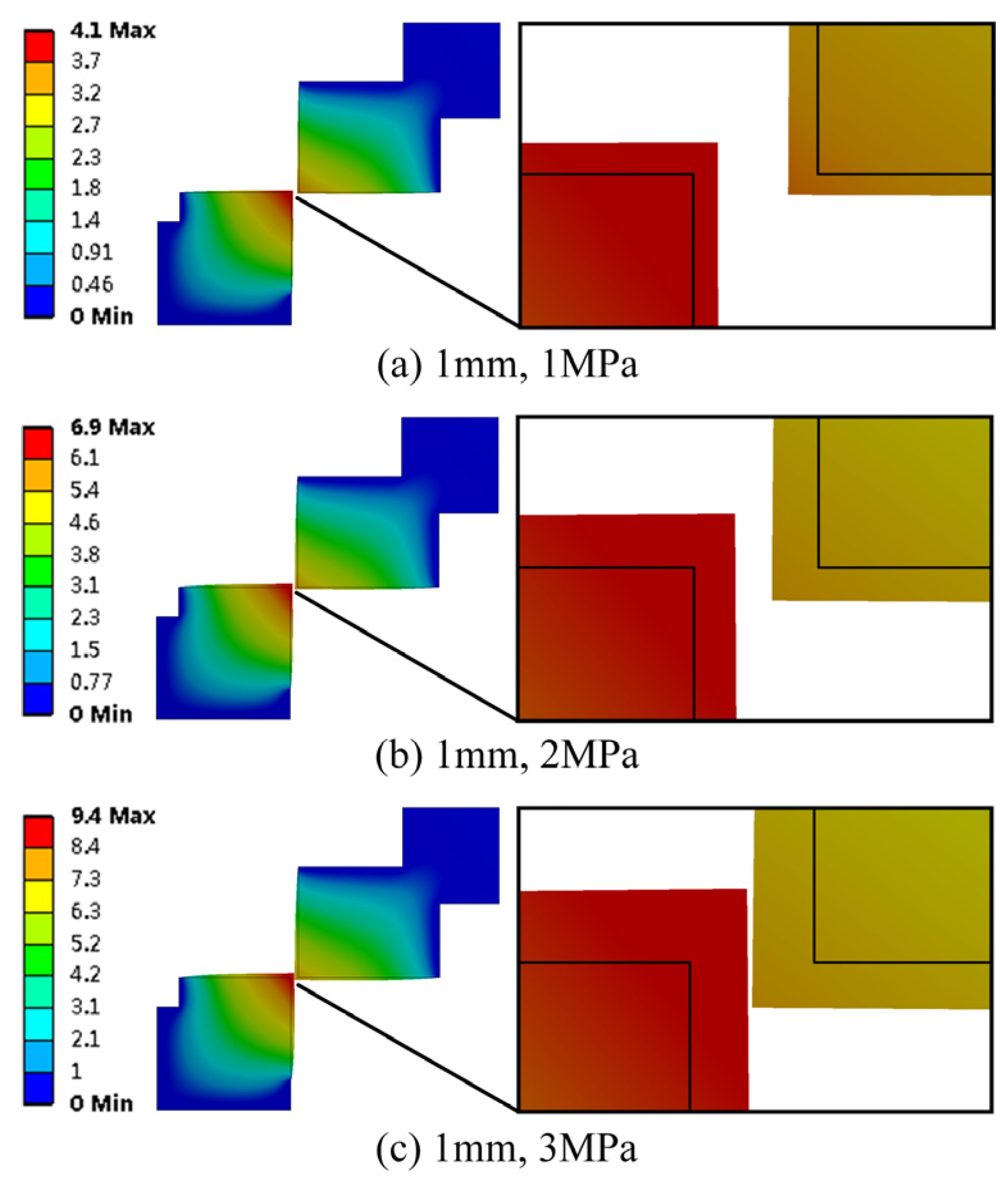
4.3. Analysis of Simulation Results
4.4. Accuracy Verification of Simulation
5. Discussion
6. Conclusions
- The proposed optimization algorithm based on measurement data (M-OA) can be successfully implemented in calculating the thermal deformation of a hydraulic valve orifice with an uneven temperature distribution. When the sharp edge was at a temperature of 60 °C, the thermal deformation results obtained via observation and M-OA were 7.7 μm and 7.62803 μm, respectively, indicating that the M-OA method is reliable in calculating thermal deformation.
- A large drop in pressure leads to a rapid increase in temperature and causes serious deformation. When the inlet pressures were 1 MPa, 2 MPa and 3 MPa, the temperatures in the sharp edge of the valve orifice reached 41.9 °C, 52.8 °C and 61.4 °C, respectively, and thermal deformation within 60 min was measured at 3.85 μm, 6.71 μm and 8.5 μm, respectively.
- The accuracy rates of the temperature and deformation results calculated via Fluent and Workbench joint simulation are acceptable. When the measurement and M-OA results served as criteria, the accuracy rate of the temperature result calculated with the fluid–solid–heat method reached 95%, and that of the deformation result obtained with the static–structural module reached 82.7% when the inlet pressure ranged from 1 MPa to 3 MPa.
- Spool clamping is considerably affected by the relationships between unilateral clearance lc, radial fretting allowance lr and radial thermal deformation ld. In this study, ld reached 8.3 μm when the temperature of the sharp edge rose to 72.9 °C, meaning that the value of ld is high enough to cause spool clamping for a spool valve of Φ36 mm, with unilateral clearance lc ranging from 5 μm to 7.5 μm. When the radial fretting allowance lr, including thermal deformation of spool and extra displacement, is taken into consideration, there is a higher risk of clamping.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Lisowski, E.; Filo, G.; Rajda, J. Pressure compensation using flow forces in a multi-section proportional directional control valve. Energy Convers. Manag. 2015, 103, 1052–1064. [Google Scholar] [CrossRef]
- Lisowski, E.; Czyzycki, W.; Rajda, J. Three dimensional CFD analysis and experimental test of flow force acting on the spool of solenoid operated directional control valve. Energy Convers. Manag. 2013, 70, 220–229. [Google Scholar] [CrossRef]
- Aung, N.Z.; Peng, J.; Li, S. Reducing the Steady Flow Force Acting on the Spool by Using a Simple Jet-Guiding Groove. In Proceedings of the 2015 International Conference on Fluid Power and Mechatronics (FPM), Harbin, China, 5–7 August 2015. [Google Scholar]
- Lee, G.S.; Sung, H.J.; Kim, H.C.; Lee, H.W. Flow Force Analysis of a Variable Force Solenoid Valve for Automatic Transmissions. J. Fluids Eng. 2010, 132, 031103. [Google Scholar] [CrossRef]
- Chen, Q.; Ji, H.; Zhu, Y.; Yang, X. Proposal for Optimization of Spool Valve Flow Force Based on the MATLAB-AMESim-FLUENT Joint Simulation Method. IEEE Access 2018, 6, 33148–33158. [Google Scholar]
- Borghi, M. Hydraulic locking-in spool-type valves: Tapered clearances analysis. Proc. Inst. Mech. Eng. Part I J. Syst. Control Eng. 2001, 215, 157–168. [Google Scholar] [CrossRef]
- Wei, M.; Yang, S.; Wu, L.; Liu, S. Simulation and Experiment on the Flow Field in Fit Clearance for a Large Size Spool Valve. In Proceedings of the 2011 International Conference on Fluid Power and Mechatronics, Beijing, China, 17–20 August 2011. [Google Scholar]
- Park, T.J.; Hwang, Y.G. Effect of Groove Sectional Shape on the Lubrication Characteristics of Hydraulic Spool Valve. Tribol. Online 2010, 5, 239–244. [Google Scholar] [CrossRef] [Green Version]
- He, T.; Wang, C.; Huang, S.; Tian, D. Effect of micro-topography on the lubrication and leakage characteristics of a micro-texture valve core. J. Beijing Univ. Chem. Technol. 2016, 43, 110–116. [Google Scholar]
- Han, L.; Wang, S.; Zhang, C. A partial lubrication model between valve plate and cylinder block in axial piston pumps. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2015, 229, 3201–3217. [Google Scholar] [CrossRef]
- Fan, M.; Zeng, Z.; Kang, R.; Zio, E. Reliability Modeling of a Spool Valve Considering Dependencies Among Failure Mechanisms. In Proceedings of the 25th European Safety and Reliability Conference, ESREL, Zurich, Switzerland, 7–10 September 2015. [Google Scholar]
- Fan, S.; Xu, R.; Ji, H.; Yang, S.; Yuan, Q. Experimental Investigation on Contaminated Friction of Hydraulic Spool Valve. Appl. Sci. 2019, 9, 5230. [Google Scholar] [CrossRef] [Green Version]
- Ji, H.; Cui, T.X.; Chen, X.M.; Min, W.; Zheng, Z.; Liu, X.Q. Rotation phenomenon of square micron particles in clearance of spool valve. J. Lanzhou Univ. Technol. 2017, 43, 51–55. (In Chinese) [Google Scholar]
- Zhou, Z.; Jin, G.; Tian, B.; Ren, J. Hydrodynamic force and torque models for a particle moving near a wall at finite particle Reynolds numbers. Int. J. Multiph. Flow 2017, 92, 1–19. [Google Scholar] [CrossRef]
- Tanaka, Y.; Oba, G.; Hagiwara, Y. Experimental study on the interaction between large scale vortices and particles in liquid–solid two-phase flow. Int. J. Multiph. Flow 2003, 29, 361–373. [Google Scholar] [CrossRef]
- Liu, X.; Ji, H.; Min, W.; Zheng, Z.; Wang, J. Erosion behavior and influence of solid particles in hydraulic spool valve without notches. Eng. Fail. Anal. 2020, 108, 104262. [Google Scholar] [CrossRef]
- Yuan, H.; Ji, H.; Zhang, J.; Liu, X.; Chen, Q.; Zheng, Z.; Peng, G. Visualization Experiment of Single Particle Motion in Model of Spool Valve Clearance. In Proceedings of the 2019 IEEE 8th International Conference on Fluid Power and Mechatronics (FPM), Wuhan, China, 10–13 April 2019. [Google Scholar]
- Deng, J.; Shao, X.M.; Fu, X.; Zheng, Y. Evaluation of the viscous heating induced jam fault of valve spool by fluid–structure coupled simulations. Energy Convers. Manag. 2009, 50, 947–954. [Google Scholar] [CrossRef]
- Yuan, W.B.; Ji, H.; Yang, X.B.; Li, D.M. Influence of the Throttle Groove Number on the Valve Spool Thermal Deformation. Hydraul. Pneum. Seals 2019, 39, 17–20. [Google Scholar]
- Ji, H.; Yong, C.; Wang, Z.; Yang, W. Numerical Analysis of Temperature Rise by Throttling and Deformation in Spool Valve. In Proceedings of the 2011 International Conference on Fluid Power and Mechatronics, Beijing, China, 17–20 August 2011. [Google Scholar]
- Angadi, S.V.; Jackson, R.L.; Choe, S.Y.; Flowers, G.T.; Suhling, J.C.; Chang, Y.-K.; Ham, J.-K. Reliability and life study of hydraulic solenoid valve. Part 1: A multi-physics finite element model. Eng. Fail. Anal. 2009, 16, 874–887. [Google Scholar] [CrossRef]
- Angadi, S.V.; Jackson, R.L.; Choe, S.Y.; Flowers, G.T.; Suhling, J.C.; Chang, Y.-K.; Ham, J.-K.; Bae, J.-I. Reliability and Life Study of Hydraulic Solenoid Valve. Part 2: Experimental Study. Eng. Fail. Anal. 2009, 16, 944–963. [Google Scholar] [CrossRef]
- Zhao, J.; Zhou, S.; Lu, X.; Gao, D. Numerical simulation and experimental study of heat-fluid-solid coupling of double flapper-nozzle servo valve. Chin. J. Mech. Eng. 2015, 28, 1030–1038. [Google Scholar] [CrossRef]
- He, J. Valve Body Thermal Stress Control While Warming Up. In Proceedings of the ASME Turbo Expo 2017: Turbomachinery Technical Conference and Exposition, Charlotte, CA, USA, 26–30 June 2017. [Google Scholar]
- Maher, A.R.; Al-Baghdadi, S. Mechanical and thermal stresses analysis in diesel engine exhaust valve with and without thermal coating layer on valve face. Int. J. Energy Environ. 2016, 7, 253–262. [Google Scholar]
- Wu, B.; Li, J.; Li, J.; Shao, J. Research on the Thermal Deformation Field of Exhaust Valve for High Temperature Steam Booster Pump Based on ANSYS. In Proceedings of the 2011 International Conference on Electronic & Mechanical Engineering and Information Technology, Harbin, China, 12–14 August 2011. [Google Scholar]
- Zhou, J.L.; Shi, M.; Zhang, P.Y.; Yang, G.Y.; Yu, R.; Dai, Y. Research on Hot Deformation Behavior of 45 Steel in Low Temperature Region. Iron Steel 2014, 49, 62–65, 75. (In Chinese) [Google Scholar]
- Ren, Q.; Wang, L.; Huang, Q. A Micro-Test Structure for the Thermal Expansion Coefficient of Metal Materials. Micromachines 2017, 8, 70. [Google Scholar] [CrossRef]
- Soares, A.R.; Pontón, P.I.; Mancic, L.; D’Almeida, J.R.M.; Romao, C.P.; White, M.A.; Marinkovic, B.A. Al2Mo3O12/polyethylene composites with reduced coefficient of thermal expansion. J. Mater. Sci. 2014, 49, 7870–7882. [Google Scholar] [CrossRef] [Green Version]
- Hu, X.; Hemmat, Z.; Majidi, L.; Cavin, J.; Mishra, R.; Salehi-Khojin, A.; Ogut, S.; Klie, R.F. Controlling Nanoscale Thermal Expansion of Monolayer Transition Metal Dichalcogenides by Alloy Engineering. Small 2020, 16, 1905892. [Google Scholar] [CrossRef] [PubMed]
- Vetterli, M.; Tavangar, R.; Weber, L.; Kelly, A. Influence of the elastic properties of the phases on the coefficient of thermal expansion of a metal matrix composite. Scr. Mater. 2011, 64, 153–156. [Google Scholar] [CrossRef]
- Xuan, H.; Amirhossein, B.; Serdar, O.; Salehi, A.; Klie, R.F. Tailoring Thermal Expansion Coefficient of Transition Metal Dichalcogenides via Alloy Engineering. Microsc. Microanal. 2018, 24, 1560–1561. [Google Scholar]
- Aggarwal, R.L.; Fan, T.Y. Thermal diffusivity, specific heat, thermal conductivity, coefficient of thermal expansion, and refractive-index change with temperature in AgGaSe2. Appl. Opt. 2005, 44, 2673–2677. [Google Scholar] [CrossRef]
- Yang, S.; Zhang, J.Y.; Yang, Y.-Y.; Huang, J.-Y.; Bai, Y.-R.; Zhang, Y.; Lin, X.-C. Automatic compensation of thermal drift of laser beam through thermal balancing based on different linear expansions of metals. Results Phys. 2019, 13, 102201. [Google Scholar] [CrossRef]
- Wang, Z.; Yuan, Y. Micromechanics-based modeling of elastic modulus and coefficient of thermal expansion for CNT-metal nanocomposites: Effects of waviness, lustering and aluminum carbide layer. Int. J. Mech. Mater. Des. 2020, 8, 1–17. [Google Scholar] [CrossRef]
- Wang, Q.K. Studies on the Linear Expansion Coefficientof Metal. J. Anhui Norm. Univ. 2018, 41, 440–443. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| cμ | c1 | c2 | σk | σε | σT |
|---|---|---|---|---|---|
| 0.09 | 1.44 | 1.92 | 1.0 | 1.3 | 0.9~1.0 |
| Items | Fluid (HM46) | Solid (# 45 Steel) |
|---|---|---|
| Density (kg/m3) | 851–890 | 7850 |
| Specific heat (J/kg °C) | 1890 | 465 |
| Thermal conductivity (W/m·K) | 0.12 | 50.2 |
| Dynamic viscosity (kg/m·s) | 0.014–0.165 | |
| Young modulus (MPa) | 2.06 × 105 | |
| Poisson’s ratio | 0.3 |
| Items | 1 MPa | 2 MPa | 3 MPa |
|---|---|---|---|
| Measurement T (°C) | 41.9 | 52.8 | 61.4 |
| Simulation T (°C) | 42 | 56 | 65 |
| M-OA D (μm) | 3.85 | 6.71 | 8.5 |
| Simulation D (μm) | 4.1 | 6.9 | 9.4 |
| Simulation | 1 MPa | 2 MPa | 3 MPa | Average |
|---|---|---|---|---|
| Temperature | 98.3% | 94.7% | 91.8% | 95% |
| Deformation | 86.2% | 80.2% | 81.7% | 82.7% |
| Spool Diameter (mm) | Valve Hole Diameter (mm) | Roughness | Unilateral Clearance of Spool Valve (μm) | ||
|---|---|---|---|---|---|
| Spool | Valve hole | Minimum size | Maximum size | ||
| 0.4 | 0.4 | 5 | 7.5 | ||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Q.; Ji, H.; Zhao, H.; Zhao, J. Optimization Algorithm and Joint Simulation to Micro Thermal Deformation Using Temperature Measurement in the Orifice of Hydraulic Valve. Processes 2020, 8, 1136. https://doi.org/10.3390/pr8091136
Chen Q, Ji H, Zhao H, Zhao J. Optimization Algorithm and Joint Simulation to Micro Thermal Deformation Using Temperature Measurement in the Orifice of Hydraulic Valve. Processes. 2020; 8(9):1136. https://doi.org/10.3390/pr8091136
Chicago/Turabian StyleChen, Qianpeng, Hong Ji, Hongke Zhao, and Jing Zhao. 2020. "Optimization Algorithm and Joint Simulation to Micro Thermal Deformation Using Temperature Measurement in the Orifice of Hydraulic Valve" Processes 8, no. 9: 1136. https://doi.org/10.3390/pr8091136
APA StyleChen, Q., Ji, H., Zhao, H., & Zhao, J. (2020). Optimization Algorithm and Joint Simulation to Micro Thermal Deformation Using Temperature Measurement in the Orifice of Hydraulic Valve. Processes, 8(9), 1136. https://doi.org/10.3390/pr8091136