
Optimizing Painting Sequence Scheduling Based on Adaptive Partheno-Genetic Algorithm

 ,
,
Abstract
:1. Introduction
2. Problem Formulation
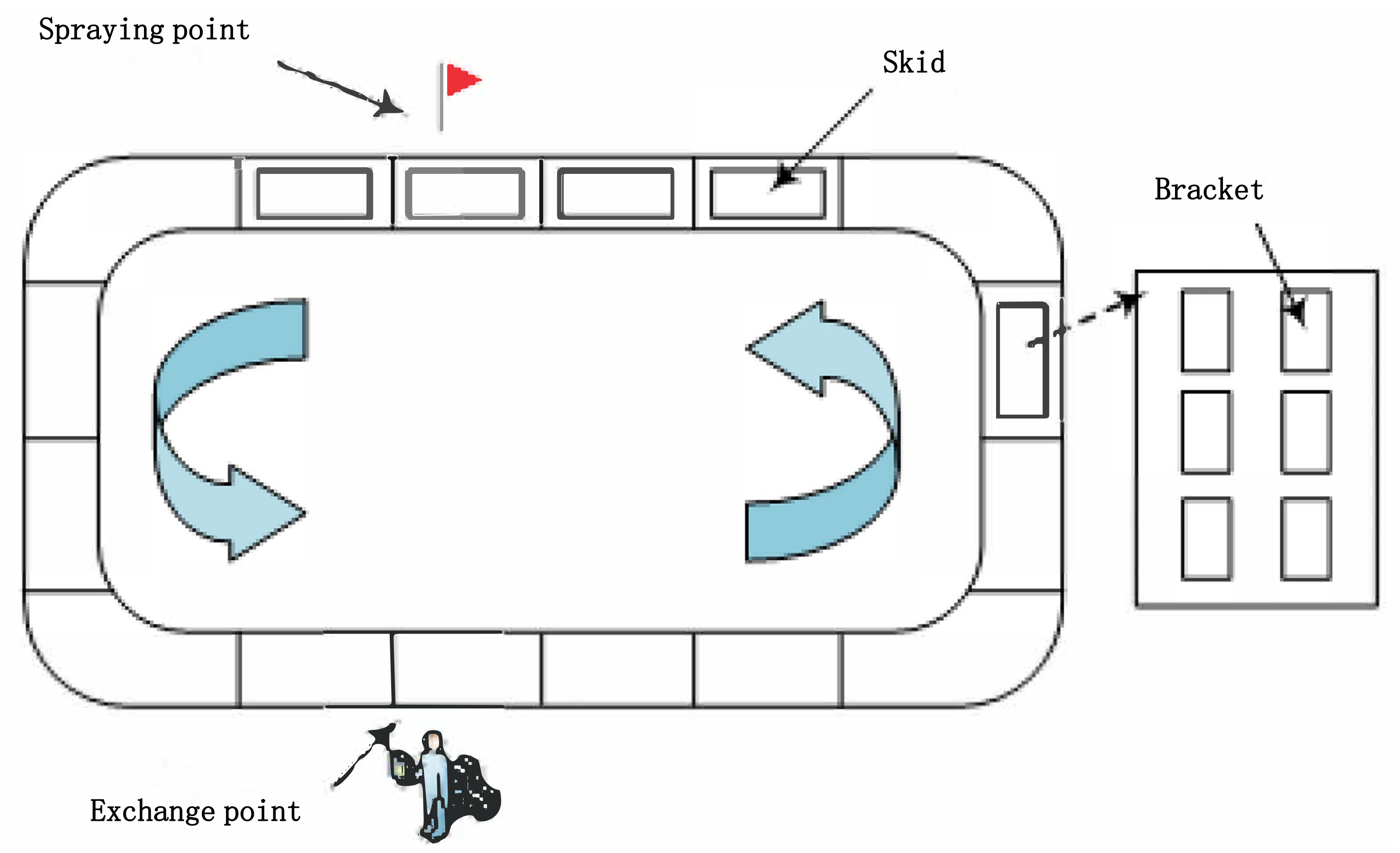
2.1. Problem Description
2.2. Color Arrangement Restrictions
2.3. Part Arrangement Restrictions
- P1.
- The parts of threshold B, the parts of threshold C, and the parts of threshold A, threshold D, Rear bumper A, and threshold trim A are classified by three kinds of incompatible processing parts, which means that they cannot be placed on two skids successively. If they are, they will cause product collision damage;
- P2.
- The parts of threshold B and threshold C cannot be placed on two skids successively with any radar bracket.
2.4. Purpose and Symbol Statements
3. Model
3.1. Decision Variables and Indicator Variables
3.2. Global Constraints
3.2.1. Restrictions of Brackets
3.2.2. Demands Restrictions
3.2.3. Color Change Restrictions
3.2.4. Color Arrangement Restrictions
- According to restriction C1 and Figure 5, the paint tasks and are incompatible with the skids k and . Thus, we establish the following constraints.where the set denotes that the set K removes the points . When the parts on the -th skid are painted with the color white, the expression ③ is equal to 1. To satisfy the constraint (10), the parts on the k-th skid cannot be painted with the color red or blue, that is, the expression ④ is equal to 0. Other scenarios are not subject to this constraint.
- According to restriction C2 and Figure 6, the paint tasks and are incompatible with the skids k and . Thus, we establish following constraints.When the parts placed on the k-th skid are painted with polar white, the expression ⑤ is equal to 1. To satisfy the constraint (11), the parts on the -th skid cannot be painted with the color black, that is, the value of expression ⑥ is 0. Other scenarios are not subject to this constraint.
- According to restriction C3 and Figure 7, the paint task must be arranged after the task . Thus, we establish the following constraints.When the parts placed on the -th skid are painted with diamond white, the value of expression ⑦ is equal to 1. Diamond white may come from polar white on the k-th skid by color change, or the previous parts are painted diamond white on the -th skid. The constraints (8) and (9) exactly guarantee that and in expression ⑧ are not equal to 1 simultaneously. Therefore, the constraints in the form of (12) can express all possible layouts of diamond white, as seen in Figure 8.
3.2.5. Parts Arrangement Restrictions
- According to the restriction P1, we established the following constraints.where . As shown in Figure 9a, when parts belonging to are placed on the k-th skid, the left of (13) is equal to 0, and the right of (13) must be 0. The parts in cannot be arranged on the -th and -th skids. As shown in Figure 9b, when parts belonging to are not placed on the k-th skid, the left of (13) is equal to 2, and the right of (13) can reach 0, 1, and 2, that is, the types of parts placed on two consecutive skids are not restricted. Therefore, the scale 2 in the left of (13) guarantees the feasibility of the solution.
- According to the restriction P2, we established the following constraints.As shown in Figure 9a, when parts belonging to are placed on the k-th skid, the left of (14) is equal to 0 and the right of (14) must be equal 0. At this time, the parts belonging to cannot be placed on the -th and -th skids. As shown in Figure 9b, when parts belonging to are not placed on the k-th skid, the left of (14) is equal to 2, and the right of (14) can reach 0, 1, and 2, that is, the types of parts placed on two consecutive skids are not restricted. Therefore, the scale 2 in the left of (14) guarantees the feasibility of the solution.
3.3. Objective
3.3.1. Objective of Production Demands
3.3.2. Minimize the Number of Bracket Replacements
3.4. Multi-Objective Mixed-Integer Linear Programming Model
4. Algorithm and Solution
4.1. Rule-Based Scheduling Algorithm (RSA)
- Step 1.
- Make statistics on production demands according to the type of color. According to the principle of fewer color changes, color types with the greatest demand are processed first. For example, consider the real instance in this paper, and the priority is as follows, based on the parts requirements. Color 10(4068)>Color 1(3854)>Color 2(1746)>Color 6(1110)>Color 3(935)>Color 8(704)>Color 7(551)>Color 5(429)>Color 9(43)>Color 4(15);
- Step 2.
- Construct a task priority sequence and the sequence is defined by a vector (parts, colors, demand). Firstly, the painting tasks are scheduled based on the priority of the parts type. When the parts types have the same priorities, they could be scheduled according to the colors;
- Step 3.
- Traverse every skid in each cycle and conduct polling according to task priority;
- Step 4.
- Assign task to the th skid on the th cycle , and set the task number ;
- Step 5.
- Select the th task from the task sequence. If or in the th circle, update the skid status as an unused skid, set the task number as , and return to Step 5. Otherwise, execute Step 7;
- Step 6.
- Check the constraints. If it is not satisfied, update the skid’s status as an unused skid, set the task number as , and return to step 5. Otherwise, continue to execute step 7;
- Step 7.
- Set the decision variable , parts number and update and ;
- Step 8.
- If , set , return to Step 4. Otherwise, set , set and return to step 4.
4.2. Adaptive Partheno-Genetic Algorithm (APGA)
- Fitness functionThe rule-based scheduling algorithm has minimized the number of color changes and the number of bracket replacements. Thus, the total part production (16) is selected as the fitness function;
- Regeneration operatorTo prevent the optimal solution produced in the evolution process from being destroyed by the crossover operator or the mutation operator, set the elite individuals’ proportion as 0.2, and copy the individuals with higher fitness directly to the next generation as part of the offspring population;
- Mutation operatorThe mutation operator is the primary operator for maintaining the genetic algorithm population’s diversity and prevent it from prematurely falling into a locally optimal solution. Let p be the mutation probability of an individual, then for any solution , the mutation operator includes the rearrangement operator and the rotation operator.
- (i)
- Rearrangement operatorThe rearrangement operator is defined as the random rearrangement of the individual x in all dimensions and expressed aswhere, is a random arrangement of .
- (ii)
- Rotation operatorRotation operator maps the individual x to a new individual expressed aswhere k is a random integer in .
- Probability exchange operatorWe introduce a probability exchange mechanism to avoid an infinite cycle. The exchange mechanism exchanges the positions of any two elements in an individual x and obtains the new individual aswhere r and k are random integers in . The probability of an exchange occurring is q.
- Adaptive adjustmentIf all elite individuals have the same fitness, reduce the proportion of elites and increase the proportion of mutations to increase the mutation population. Set an adjustment scale factor and the proportion of elites is . Moreover, the ratio of mutations is . If all individuals have the same fitness, a more radical mutation strategy is adopted. Reduce the proportion of elite individuals and increase the ratio of the mutations. Set an adjustment scale factor , the proportion of elites and mutations are and , respectively.
- Step 1.
- Set parameters of the population size, the maximum number of iterations, the probability of mutation, the probability of exchange, the expected optimal solution, and the adaptive adjustment coefficients;
- Step 2.
- Generate the initial population and obtain the initial solution vector;
- Step 3.
- Evaluate each individual through fitness function and sort them in order of fitness;
- Step 4.
- If the number of iterations is equal to the maximum number of iterations or the current optimal fitness is better than the expected optimal solution, end this program and output the optimal result. Otherwise, go to Step 5;
- Step 5.
- Utilize elite operator, mutation operator, and exchange operator to generate individual offspring.
- Step 6.
- Adaptively adjust the proportion of the elite population and the proportion of the mutant population and return to Step 3.
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parts Name | Type | No. | Parts Name | Type | No. | Parts Name | Type | No. |
|---|---|---|---|---|---|---|---|---|
| Upper grille | A | 1 | Rear bumper | B | 12 | Threshold | C | 23 |
| B | 2 | C | 13 | D | 24 | |||
| Middle spoiler | A | 3 | D | 14 | E | 25 | ||
| Front bumper | A | 4 | E | 15 | Threshold trim | A | 26 | |
| B | 5 | F | 16 | Radar bracket | A | 27 | ||
| C | 6 | G | 17 | B | 28 | |||
| D | 7 | Shell | A | 18 | C | 29 | ||
| E | 8 | Rim decoration | A | 19 | D | 30 | ||
| F | 9 | B | 20 | E | 31 | |||
| G | 10 | Threshold | A | 21 | ||||
| Rear bumper | A | 11 | B | 22 | ||||
| Part Name | Topcoat | Demands | Part Name | Topcoat | Demands |
|---|---|---|---|---|---|
| Upper grille A | Iridium Silver | 135 | Rear bumper E | Polar White | 6 |
| Upper grille B | Iridium Silver | 150 | Rear bumper F | Shining Blue | 115 |
| Middle spoiler A | Shining Blue | 39 | Ruby Red | 101 | |
| Obsidian Black | 72 | Obsidian Black | 278 | ||
| Polar White | 149 | Milan Silver | 41 | ||
| Milan Silver | 76 | Diamond White | 323 | ||
| Front bumper A | Shining Blue | 249 | Rear bumper G | Milan Silver | 79 |
| Sapphire Blue | 80 | Diamond White | 427 | ||
| Obsidian Black | 212 | Shell A | Shining Blue | 13 | |
| Polar White | 885 | Ruby Red | 7 | ||
| Milan Silver | 84 | Sapphire Blue | 18 | ||
| Iridium Silver | 40 | Polar White | 87 | ||
| Front bumper B | Sapphire Blue | 27 | Demim Blue | 6 | |
| Polar White | 28 | Milan Silver | 3 | ||
| Iridium Silver | 24 | Rim decoration A | Shining Blue | 51 | |
| Front bumper C | Shining Blue | 12 | Sapphire Blue | 6 | |
| Sapphire Blue | 3 | Polar White | 168 | ||
| Obsidian Black | 424 | Rim decoration B | Demim Blue | 4 | |
| Diamond White | 78 | Diamond White | 26 | ||
| Front bumper D | Sapphire Blue | 15 | Threshold A | Shining Blue | 204 |
| Obsidian Black | 992 | Ruby Red | 351 | ||
| Front bumper E | Shining Blue | 115 | Sapphire Blue | 86 | |
| Ruby Red | 99 | Obsidian Black | 47 | ||
| Obsidian Black | 373 | Polar White | 505 | ||
| Milan Silver | 75 | Milan Silver | 83 | ||
| Diamond White | 475 | Iridium Silver | 10 | ||
| Front bumper F | Shining Blue | 128 | Threshold B | Sapphire Blue | 94 |
| Polar White | 961 | Obsidian Black | 579 | ||
| Front bumper G | Universe Black | 43 | Diamond White | 177 | |
| Milan Silver | 20 | Threshold C | Obsidian Black | 276 | |
| Diamond White | 121 | Threshold D | Polar White | 468 | |
| Rear bumper A | Shining Blue | 174 | Threshold E | Milan Silver | 12 |
| Ruby Red | 372 | Threshold trim A | Iridium Silver | 299 | |
| Sapphire Blue | 3 | Radar bracket A | Ruby Red | 5 | |
| Polar White | 565 | Radar bracket B | Sapphire Blue | 12 | |
| Iridium Silver | 35 | Polar White | 32 | ||
| Rear bumper B | Milan Silver | 75 | Radar bracket C | Diamond White | 26 |
| Rear bumper C | Sapphire Blue | 85 | Radar bracket D | Obsidian Black | 4 |
| Obsidian Black | 808 | Milan Silver | 3 | ||
| Diamond White | 87 | Radar bracket E | Demim Blue | 5 | |
| Rear bumper D | Obsidian Black | 3 | Diamond White | 6 | |
| Iridium Silver | 11 | ||||
| Part Name | Bracket Number | Part Name | Bracket Number |
|---|---|---|---|
| Upper grille A | 34 | Rear bumper G | 131 |
| Upper grille B | 39 | Shell A | 52 |
| Middle spoiler A | 95 | Rim decoration A | 63 |
| Front bumper A | 400 | Rim decoration B | 15 |
| Front bumper B | 28 | Threshold A | 341 |
| Front bumper C | 141 | Threshold B | 219 |
| Front bumper D | 255 | Threshold C | 69 |
| Front bumper E | 297 | Threshold D | 118 |
| Front bumper F | 280 | Threshold E | 3 |
| Front bumper G | 51 | Threshold trim A | 76 |
| Rear bumper A | 304 | Radar bracket A | 5 |
| Rear bumper B | 21 | Radar bracket B | 16 |
| Rear bumper C | 251 | Radar bracket C | 9 |
| Rear bumper D | 11 | Radar bracket D | 10 |
| Rear bumper E | 3 | Radar bracket E | 11 |
| Rear bumper F | 225 |
References
- Abdulrahman, M.D.-A.; Subramanian, N.; Liu, C.; Shu, C. Viability of remanufacturing practice: A strategic decision making framework for chinese auto-parts companies. J. Clean. Prod. 2015, 105, 311–323. [Google Scholar] [CrossRef]
- Wang, J.; Li, J.; Huang, N. Optimal scheduling to achieve energy reduction in automotive paint shops. In Proceedings of the ASME 2009 International Manufacturing Science and Engineering Conference (MSEC2009), West Lafayette, IN, USA, 4 October 2009; pp. 161–167. [Google Scholar]
- Epping, T.; Hochstattler, W.; Oertel, P. Complexity results on a paint shop problem. Discret. Appl. Math. 2004, 136, 217–226. [Google Scholar] [CrossRef] [Green Version]
- Winter, F.; Musliu, N. Constraint-based Scheduling for Paint Shops in the Automotive Supply Industry. ACM Trans. Intell. Syst. Technol. 2021, 12, 1–25. [Google Scholar] [CrossRef]
- Meunier, F.; Neveu, B. Computing solutions of the paintshop–necklace problem. Comput. Oper. Res. 2012, 39, 2666–2678. [Google Scholar] [CrossRef] [Green Version]
- Spieckermann, S.; Gutenschwager, K.; Voß, S. A sequential ordering problem in automotive paint shops. Int. J. Prod. Res. 2004, 42, 1865–1878. [Google Scholar] [CrossRef]
- Sun, H.; Fan, S.; Shao, X.; Zhou, J. A colour-batching problem using selectivity banks in automobile paint shops. Int. J. Prod. Res. 2015, 53, 1124–1142. [Google Scholar] [CrossRef]
- Sun, H.; Han, J. A study on implementing color-batching with selectivity banks in automotive paint shops. J. Manuf. Syst. 2017, 44, 42–52. [Google Scholar] [CrossRef]
- Singgih, I.K.; Yu, O.; Kim, B.I.; Koo, J.; Lee, S. Production scheduling problem in a factory of automobile component primer painting. J. Intell. Manuf. 2020, 31, 1483–1496. [Google Scholar] [CrossRef]
- Winter, F.; Musliu, N.; Demirovic, E.; Mrkvicka, C. Solution approaches for an automotive paint shop scheduling problem. Proc. Conf. Autom. Plan. Sched. 2019, 29, 573–581. [Google Scholar]
- Garey, M.R.; Johnson, D.S. Computers and Intractability. A Guide to the Theory of NP-Completeness; Freeman: New York, NY, USA, 1979. [Google Scholar]
- Korte, B.; Vygen, J. Combinatorial Optimization: Theory and Algorithms; Springer: Berlin, Germany, 2008. [Google Scholar]
- Feng, L.; Chunhua, T.; Hao, Z.; Wade, K. Rule-based optimization approach for airline load planning system. Procedia Comput. Sci. 2010, 1, 1455–1463. [Google Scholar]
- LLC Gurobi Optimization. Gurobi Optimizer Reference Manual. 2021. Available online: https://www.gurobi.com/documentation/9.1/refman/refman.html (accessed on 19 September 2021).








| Color | Topcoat | No. | Color | Topcoat | No. |
|---|---|---|---|---|---|
| White | Polar White | 1 | Blue | Shining Blue | 6 |
| Diamond White | 2 | Silver | Milan Silver | 7 | |
| Red | Ruby Red | 3 | Iridium Silver | 8 | |
| Blue | Denim Blue | 4 | Black | Universe Black | 9 |
| Sapphire Blue | 5 | Obsidian Black | 10 |
| Symbol | Symbol Description |
|---|---|
| i | Parts number, ; |
| j | Topcoat number, ; |
| k | Skid number, ; |
| n | Cycle number, ; |
| Decision variable, the parts i are painted with topcoat j on the k-th skid in the nth cycle. | |
| Indicator variable, the parts i, painted with topcoat j, may be completed or not. | |
| The maximum number of brackets for parts i | |
| The total number of parts i painted with topcoat j in the n-th cycle | |
| The number of parts i painted with topcoat j | |
| The production demands for parts i painted with topcoat j |
| Symbol | Symbol Description |
|---|---|
| Threshold B | |
| Threshold C | |
| Rear bumper A, threshold A, threshold D and threshold trim A | |
| All radar brackets |
| Work Type | Completed Tasks |
|---|---|
| Total painted part types | 73/83 |
| Total painted parts | 11,699/13,445 |
| Total color changes | 56 |
| Total brackets replacements per cycle | 143 |
| Algorithm | RSA + APGA | SSM | GA |
|---|---|---|---|
| Total painted part types | 83 | 81 | 79 |
| Total painted parts | 13,445 | 13,413 | 13,405 |
| Total color changes | 63 | 155 | 29 |
| Total brackets replacements | 104 | 1988 | 1440 |
| Time | 575 s | 6000 s | >5 h |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, J.; Sun, T.; Huang, X.; Peng, K.; Chen, Z.; Qian, G.; Qian, Z. Optimizing Painting Sequence Scheduling Based on Adaptive Partheno-Genetic Algorithm. Processes 2021, 9, 1714. https://doi.org/10.3390/pr9101714
Yang J, Sun T, Huang X, Peng K, Chen Z, Qian G, Qian Z. Optimizing Painting Sequence Scheduling Based on Adaptive Partheno-Genetic Algorithm. Processes. 2021; 9(10):1714. https://doi.org/10.3390/pr9101714
Chicago/Turabian StyleYang, Jun, Tong Sun, Xiuxiang Huang, Ke Peng, Zhongxiang Chen, Guoguang Qian, and Zekai Qian. 2021. "Optimizing Painting Sequence Scheduling Based on Adaptive Partheno-Genetic Algorithm" Processes 9, no. 10: 1714. https://doi.org/10.3390/pr9101714