3.1. Microstructure around the Bonding Interface Under Different Strains
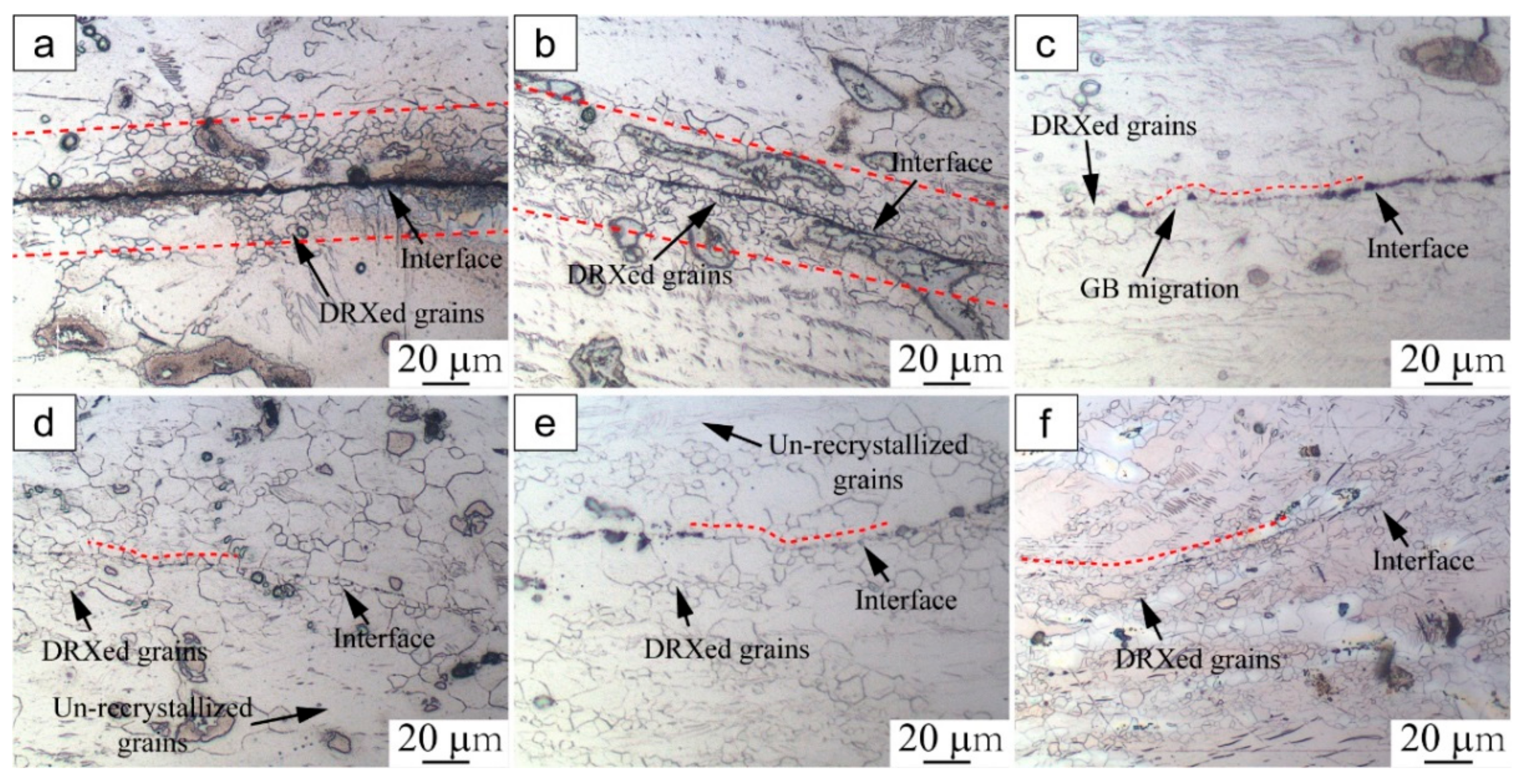
Figure 2 presents the microstructure evolution around the bonding interface under different deformation strains (0.1–0.6). It can be seen that dynamic recrystallized (DRXed) grains became distributed around the interface, and the bonding interface was gradually eliminated with increasing deformation strain. In
Figure 2a, there are a few fine DRXed grains evolved around the interface, and the straight bonding line of the interface is evident. When the strain was increased to 0.2, the region of DRXed grains around the interface increased with further deformation, as shown in
Figure 2b. These DRXed grain boundaries are aligned along the bonding interface. Despite the increasing number of DRXed grains, the bonding interface is still easily spotted. These results imply that the specimens could not be successfully bonded at this strain level.
In
Figure 2c, fine DRXed grains appear to be gradually coarsened and the bonding interface has merged into the matrix of the base metal at a strain of 0.3. The GB bonding first occurred at the interface, and part of the bonding interface became non-obvious. When the strain was further increased to 0.4, the bonding interface was distributed with fine DRXed grains and coarse un-recrystallized grains. As a result of the development of these fine DRXed grains, the compressed specimens bonded gradually (
Figure 2d). When the strain was increased to 0.5 and 0.6, the bonding zone was full of fine DRXed grains and the initial bonding interface could hardly be recognized (
Figure 2e,f).
As mentioned above, during the initial stage of hot compression, DRXed grains were generated around the interface and the interfacial bonding line was essentially flat. The formation and growth of fine DRXed grains accompanied the interface bonding process as the strain increased. Plastic deformation is known to promote the flow of interfacial material to overcome the surface roughness and guarantee sufficient contact of the adjacent plates [
12,
18]. The results are consistent with the reported findings, indicating that increasing plastic deformation promoted the bonding of AZ31 magnesium alloy. Moreover, it was noted that the bonding interface became obviously serrated under a strain of 0.3. These phenomena were induced by GB bulging, and the serrated areas were proven to be possible sites for subsequent DRXed nucleation [
19,
20]. According to the microstructure observations, the initial DRXed grains were generated on the sites of GB bulging at low levels (0.1–0.3). This indicates that discontinuous dynamic recrystallization was the main nucleation mechanism for the specimens at low strain levels. As the deformation strain increased, the initial bonding line was eliminated due to the continuous migration of interfacial grain boundaries.
Hence, the mechanism of strain-induced GB migration can be used to explain interface grain bulging and evolution in the bonding area. In light of this mechanism, the strain-induced GB migration is driven by the stored energy difference associated with the difference in the dislocation contents between the opposite sides of the grain boundary [
6]. Owing to the discrepancy in potential activation of different slip systems and the local inhomogeneity of plastic deformation, different dislocation densities develop inside the adjacent grains. Consequently, GB bulging is driven by the energy difference between adjacent grains, and is an indication of strain-induced grain boundary migration [
12]. In short, the fresh bonding interface first joins to atomically form a grain boundary; the driving force for the GB migration is then achieved by strain-induced dislocation accumulation.
Evolution of the interfacial microstructure indicates that the bonding process is closely related to the development of fine DRXed grains under high strain level (0.4–0.6). Furthermore, the volume fraction and size of the DRXed grains increases with increased plastic deformation strain. The larger deformation offers more energy for interface bonding and atom diffusion, leading to better bonding quality [
10,
18]. With the formation and growth of DRXed grains, the new grains on the interface gradually grow up into the adjacent deformation regions, resulting in the migration of interfacial grain boundaries and the gradual elimination of the bonding interface.
3.2. Evolution of Interfacial Microstructures and Oxides with Different Holding Time
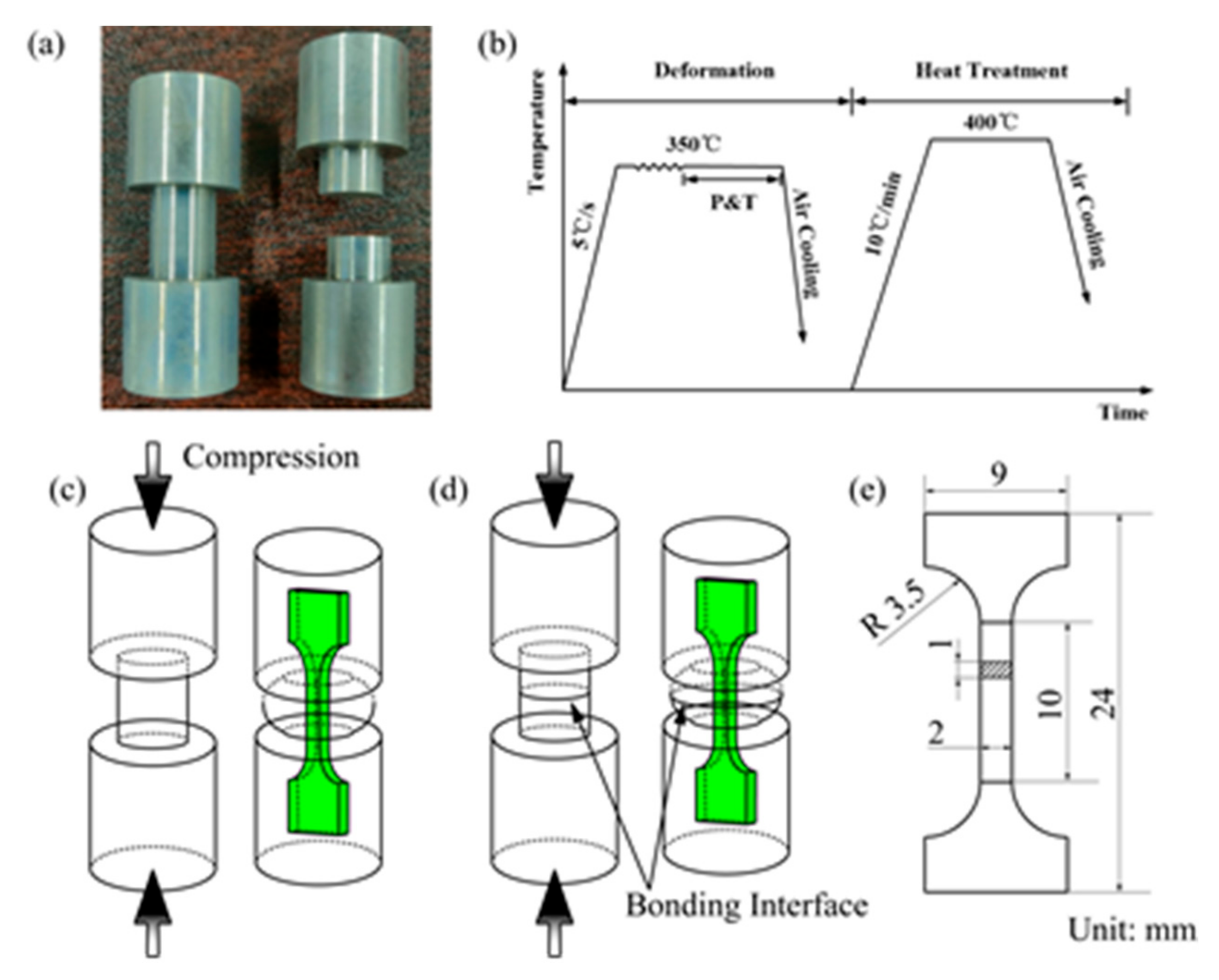
In order to further promote bonding quality, post-heating treatment at 400 °C was performed on the compressed specimens (350 °C, ε = 0.6). To better understand the effect of post-heating treatment and thermodynamic behavior on the bonding interface, heat treatments with different holding times (1 h, 2 h, 4 h, 8 h and 12 h) were conducted at a certain temperature. Then, the interfacial microstructure and grain size distributions around the bonding interface were examined (
Figure 3).
Since no stress was applied during the heat treatment, the axial deformation ratio of post-heated specimens remained the same as the compressed specimens (ε = 0.6). For the as-compressed specimen without heat treatment, grain boundary bonding can be observed and fine DRXed grains were distributed around the bonding interface, as shown in
Figure 3a. It can be obviously noted that these fine DRXed grains coarsened after holding for 1h, and the initial bonding interface was close to being completely eliminated (
Figure 3b). In addition, it can be seen that at the initial stage of heating treatment, the grain boundaries along the bonding interface were relatively straight. As the holding time increased to 2 h and then 4 h (
Figure 3c,d), these grain boundaries became serrated due to the grain boundary evolution, while grain size was not increased significantly. In addition, the bonding interface was gradually eliminated with the evolution of the grains. With increasing treating time, the GB migration ratio further increased. After holding for 8 h (
Figure 3e), the grains grew slightly during the heat-treatment process and the bonding interface completely disappeared. This phenomenon implies that during the heat treatment process grain growth could be the driving force for GB migration. With increasing treatment time (1 h
–8 h), the grain boundary migration ratio increases and the bonding interface can hardly be observed. On the other hand, this process has some similarities with diffusion bonding, in which the temperature and contact pressure are maintained between the solids for a period of time in order for the atoms to diffuse across the bonding interface [
21].
It is quite easy to understand that heat treatment will enhance the bonding quality of as-compressed specimens. However, it was noted that as the holding time further increased to 12 h (
Figure 3f), the number of coarse grains increased and the area fraction of fine grain obviously decreased. The bonding area exhibited a coarse and uniform microstructure with increased average grain size of 11.29 μm, compared with previous sizes ranging from 7.82~8.99 μm. This observation is consistent with findings on the grain growth behavior of AZ31 magnesium alloy [
22]. The present results indicate that the elongated holding time induced a large amount of coarse grain, which might not be beneficial for the mechanical properties of the bonding parts.
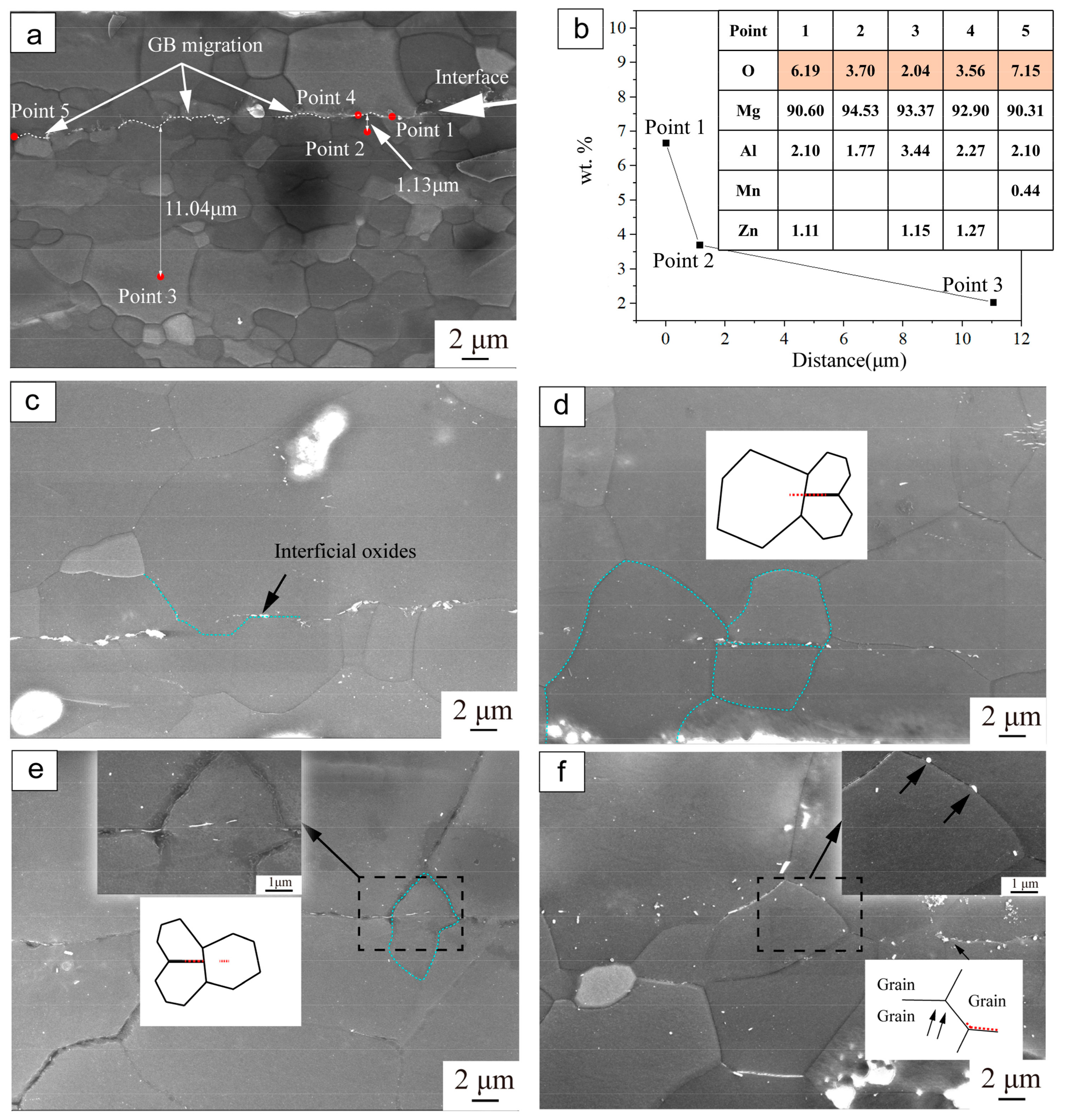
Detailed microstructure observation and elemental characterization were conducted in order to further examine the interfacial characteristics of the as-compressed specimen bonded at 350 °C under a strain of 0.6, as shown in
Figure 4. For the as-compressed specimen, it can be observed that the broken oxide particles scatter around the interface (
Figure 4a). In addition, there are two featured contact zones in the bonding interface: one with the fresh metal on both sides, the other with the broken oxide particles between the metal surfaces. According to
Figure 4b, the interfacial oxides were composed of Mg, O, Al, Mn, Zn; the element distribution shows a noticeable change with distance from the bonding interface. The marked points 1 and 4, 5 are located on the interface, and points 2 and 3 are away from the bonding interface. In comparison with oxygen element content at different pointed locations, it is found that the fraction of elemental oxygen at the marked points decreased with the distance from the interface. These results indicate that diffusion occurred. Previous research has reported similar behavior observed in the material bonding process [
13,
23]. In this study, the interfacial oxides are considered to be the oxygen source which created an oxygen potential between the interface and the base material. In the initial stage, the abundant interfacial oxides provide sufficient oxygen ions diffusing toward the base material. In addition, the high density of defects in the as-compressed specimens, such as dislocations generated by hot compression deformation, may provide channels for oxygen diffusion [
24]. These interfacial oxides possibly impeded the bonding of the interface. Therefore, it was confirmed that the post-heating treatments were necessary in order to promote the interface bonding quality of the as-compressed specimens.
Figure 4c–f show the SEM images of the evolution of microstructure and interfacial oxides of specimens bonded at 350 °C with a strain of 0.6 and then heat treated for different times. After holding for 1 h (
Figure 4c), the distributed interfacial oxides became less dense. The evolution of the interfacial oxides can be explained by considering the thermodynamics of the matrix and interfacial oxides. The oxide particles scattered via diffusion from the interface to the internal materials. It has been proved that GB can be the channel for oxide particle diffusion [
25,
26]. Furthermore, prior research has reported that such diffusion is driven by differences in chemical potential arising from changes in interface curvature [
27,
28]. This mechanism can explain the diffusion phenomenon in the bonding area.
Additionally, it can be observed that with the evolution of DRX, the new grains on the interface gradually grow up into the adjacent deformation regions, causing the GB to migrate to the opposite sides (
Figure 4c). The migration of recrystallized GB is considered to be induced by grain growth, especially occurring at the starting period of heat-treatment. In addition, it can be observed that small oxide particles are dispersed inside the grains. It is considered that in the region rich in small oxide particles, dislocations can be strongly pinned by these oxide particles and accumulate around these sites, resulting in a highly-strained deformation zone [
6]. As a result, the fine oxide particles band was kinked by the grain growth, and moved along with GB migration. As the holding time increased (
Figure 4d,e), it was observed that the large GB began to cross the bonding interface and the amount of interfacial oxides further decreased. After holding for 12 h (
Figure 4f), the interfacial oxides nearly disappeared, with only a few small particles dispersed away from the bonding interface. Different methods could be proposed for the oxide elimination process, and further research is needed on this topic. Usually, the oxides migrate into base material via GB. Meanwhile, the GB and dislocations could be the channels for atomic transport [
24,
29], and the elemental oxygen could diffuse with the driving force of the chemical gradient between the oxides and the base material.
3.3. Tensile Properties
Tensile tests were carried out at the speed of 3 mm/min parallel to the compression direction.
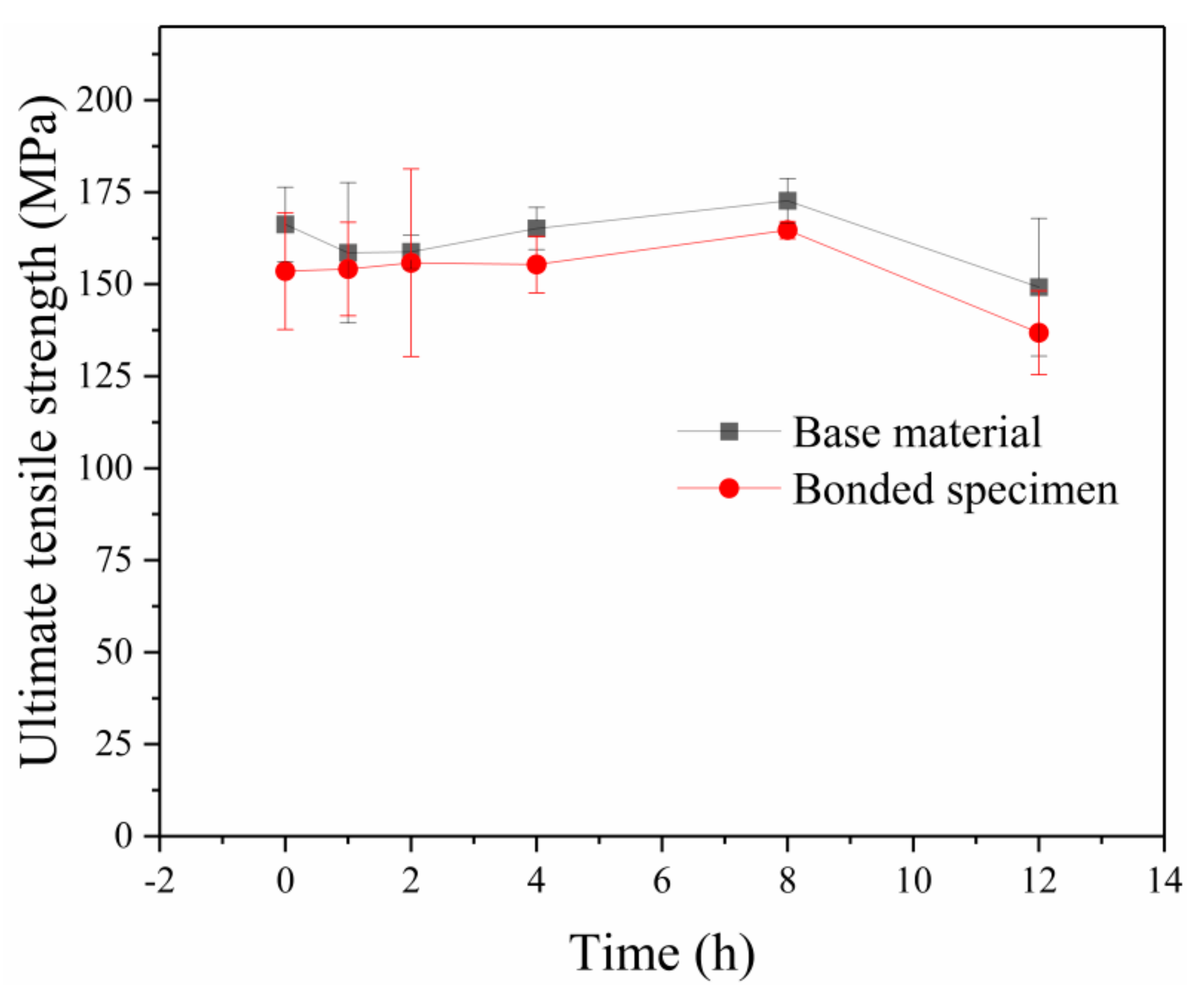
Figure 5 shows the UTS of the bonded specimens and base materials undergoing the same heat treatment. The two curves exhibited almost the same trend. In other words, the bonded specimens showed similar tensile behavior to the base material, while the UTS of the bonded specimens were slightly lower than that of the base material. It can be seen that when the holding time increased from 1 h to 4 h, the UTS of the bonded specimens did not show obvious improvement. As the holding time increased from 4 h to 8 h, the UTS of the bonding specimens reached 164.7 MPa, improving about 9% compared with that of holding for 1 h. It is interesting to note that when the holding time was further increased to 12 h, the UTS of base materials and bonded specimens declined evidently. As the holding time increased, the bonding strength improved as a result of GB migration across the initial bonding interface. However, the UTS of specimens holding for 12 h decreased owing to the large number of coarse grains, as observed in
Figure 3f.
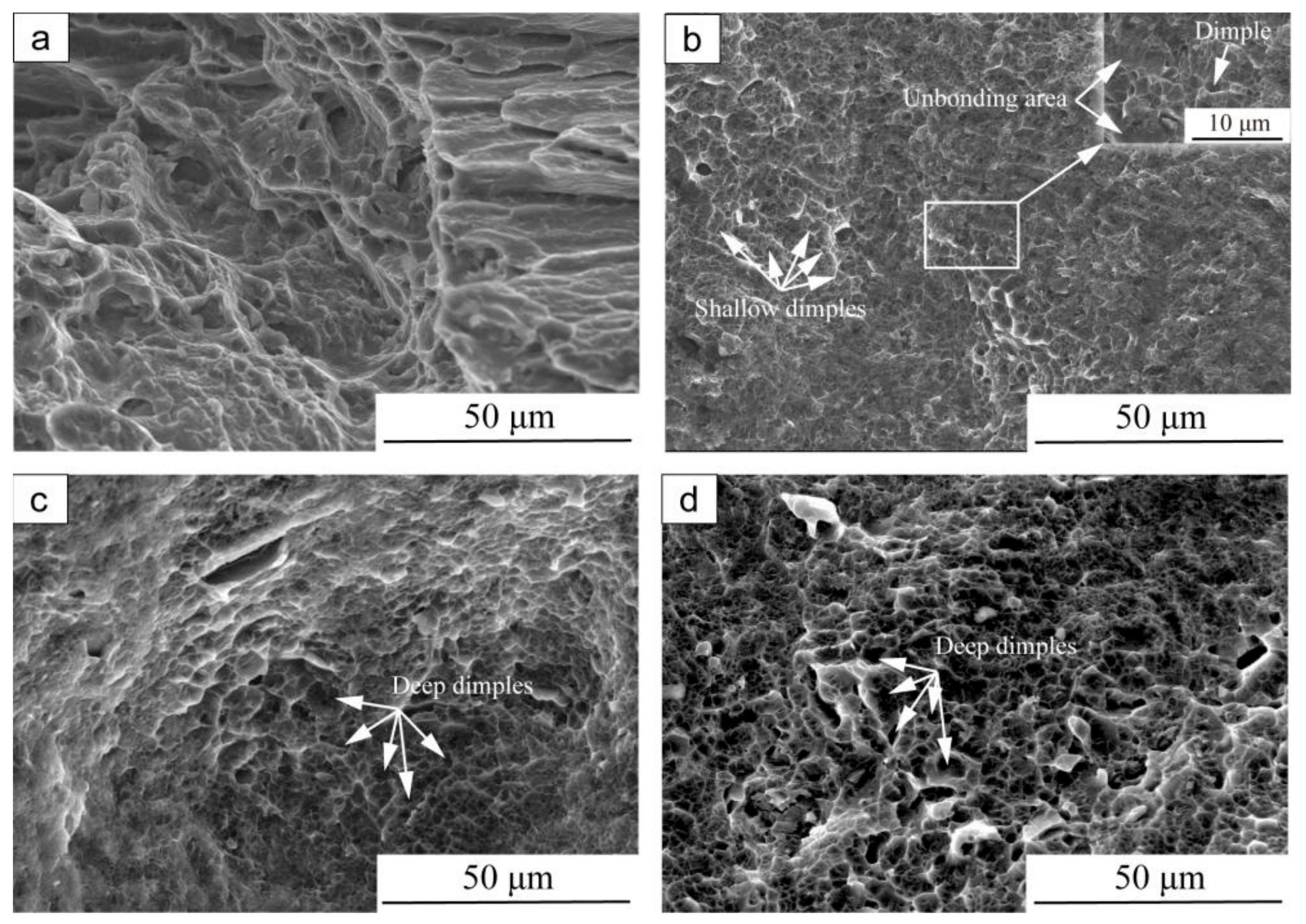
Figure 6 depicts the SEM fracture morphologies of the bonded specimens under different holding times. Differences in fracture morphology between specimens with and without post-heating treatment could be observed. As can be seen in
Figure 6a, the as-compressed specimen showed the quasi-cleavage fracture with a small amount of dimples and tear ridges, which indicated poor plasticity. In contrast, after holding for 2 h (
Figure 6b), the fracture surface showed a large number of shallow dimples due to improvement in the bonding ratio, indicating the occurrence of a mixed ductile mode of fracture. With increasing time of heat-treatment to 8 h (
Figure 6c), the dimples became deeper and the number of dimples increased, which indicates better plasticity due to the high bonding ratio and migration of the GB along the bonding interface. The characterized morphology indicates that the fracture mechanism of the interface is ductile failure mode [
30]. After holding for 12 h (
Figure 6d), the dimples became larger and looser compared to after holding for 8 h, due to the increasing grain size. Apparently, the fracture surface morphologies indicate the features of ductile fracture and the numerous dimples with different sizes distributed on fracture surfaces after heat-treatment process. The SEM results for the fracture surface are in good agreement with the results on tensile properties.
3.4. Bonding Mechanisms
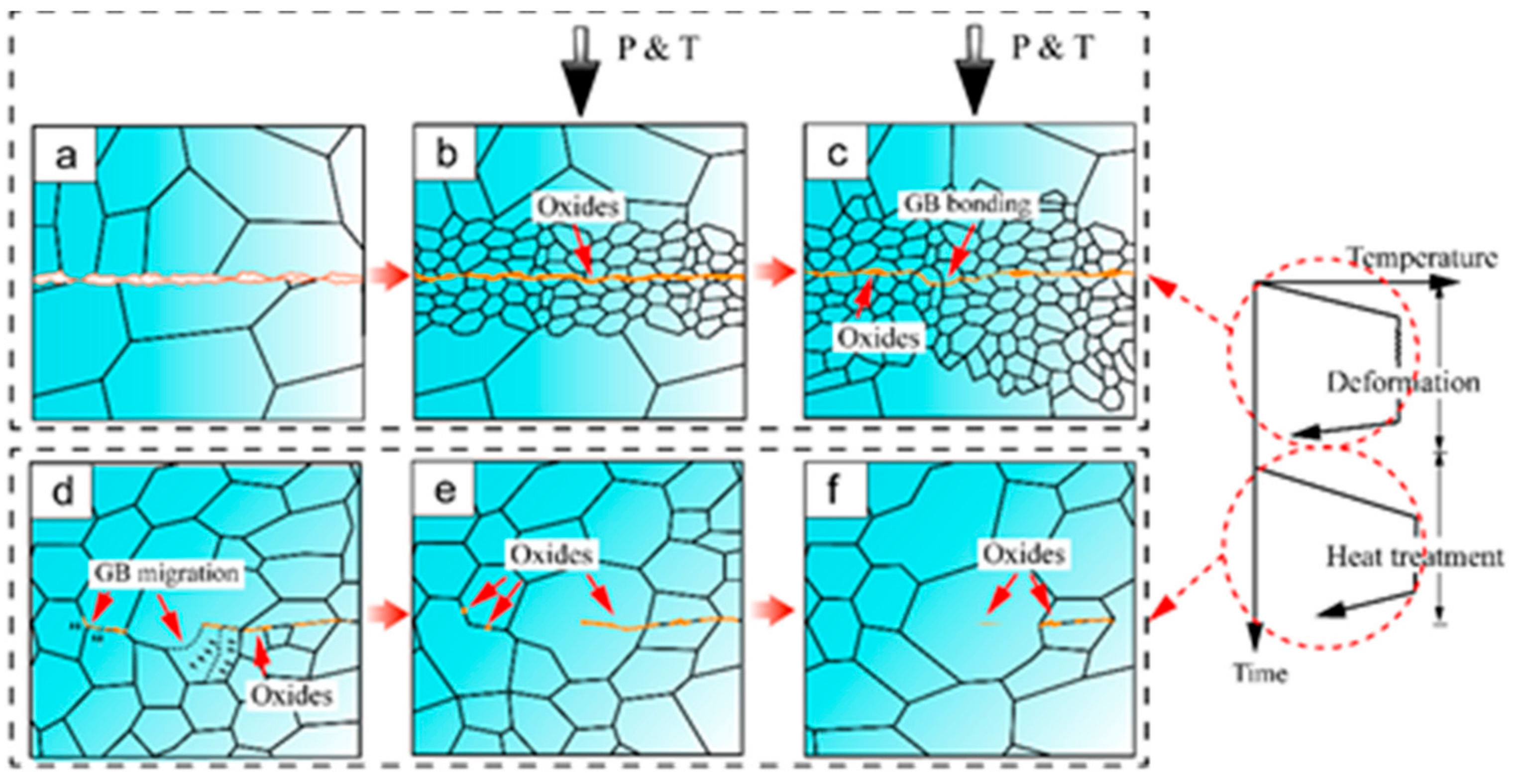
In summary, the interface bonding mechanism during hot compression and post-heating treatment of AZ31 magnesium alloy is schematically illustrated in
Figure 7. As shown in
Figure 7a, the interfaces are completely unbound prior to the joining process and oxides have formed along the interfaces upon heating. Once hot compression begins, the two metallic surfaces come into contact and the nucleation of DRXed grains initially occurs at the bonding interface (
Figure 7b). As the strain increases, the DRXed grains gradually spread and continue to evolve. Driven by the stored energy difference correlated with the dislocation density near the grain boundaries, strain-induced GB migration occurs, resulting in the serration of the bonding line. Meanwhile, this process can produce large deformation, thus effectively breaking the possible surface oxide that is a barrier to the formation of a metal–metal bond. Consequently, the exposed fresh surfaces are then joined under the compressive force perpendicular to the interface, where the initial bonding interface turns into a GB migration area. This newly formed bonding area is named the GB bonding area. The bonding interface contains interspersed fine grains (
Figure 7c). During the post-heating treatment, GB migration is driven by the growth of recrystallized grains. At this stage, there is no significant gradient of driving force for GB migration. With further increase in the holding time, the recrystallized grain boundaries migrate towards both sides of the bonding line (
Figure 7d). As a result, the oxides migrate into the base material through GB and the initial bonding line gradually disappears (
Figure 7e). After holding for enough time, the newly recrystallized grains spread across the bonding interface and a sound bonding finally forms with only a few dispersed small oxide particles (
Figure 7f).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}






