
Measurement of Heat Transfer and Flow Resistance for a Packed Bed of Horticultural Products with the Implementation of a Single Blow Technique


Abstract
:1. Introduction
2. Methodology
2.1. Single Blow Technique and Modelling Approach
- (a)
- For τ < τi (i.e., for t < L/wf), the temperature jump did not reach the tested bed outlet, therefore (Equation (4)):
- (b)
- For τ ≥ τi (i.e., t ≥ L/wf), the fluid temperature variations are described by the following analytic solution (Equation (5)):
2.2. Test Apparatus and Procedure
- First section: flow intake, flow rectifier (Figure 3), and inlet measurement section;
- Second section: the inlet to the test section fitted with the confusor;
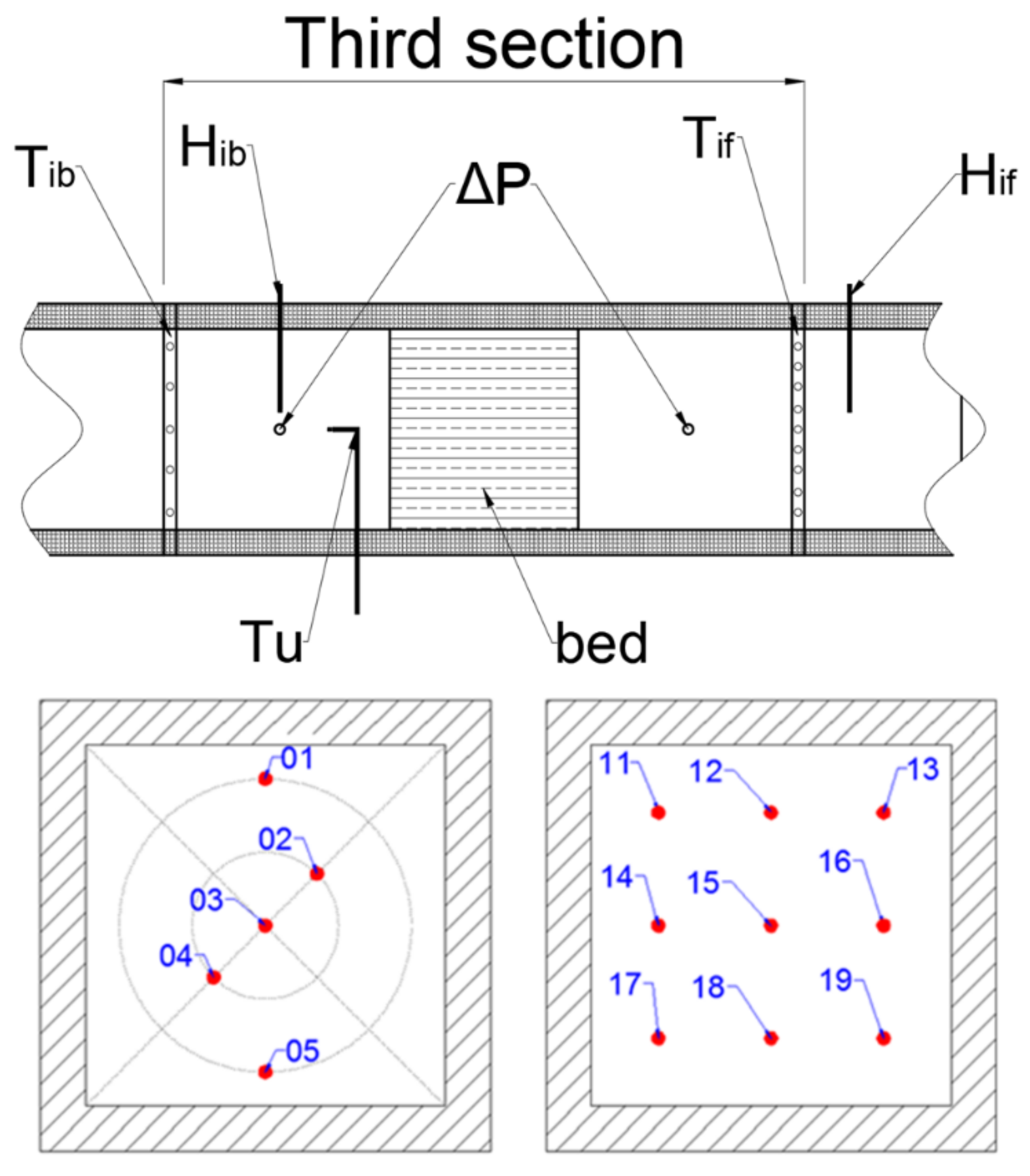
- Third section: the measurement section with the tested packed bed and inlet and outlet thermocouples mesh structures, see Figure 3;
- Fourth section: outlet fitted with the diffuser and the outflow fan.
3. Measurements Results and Discussion
4. Summary
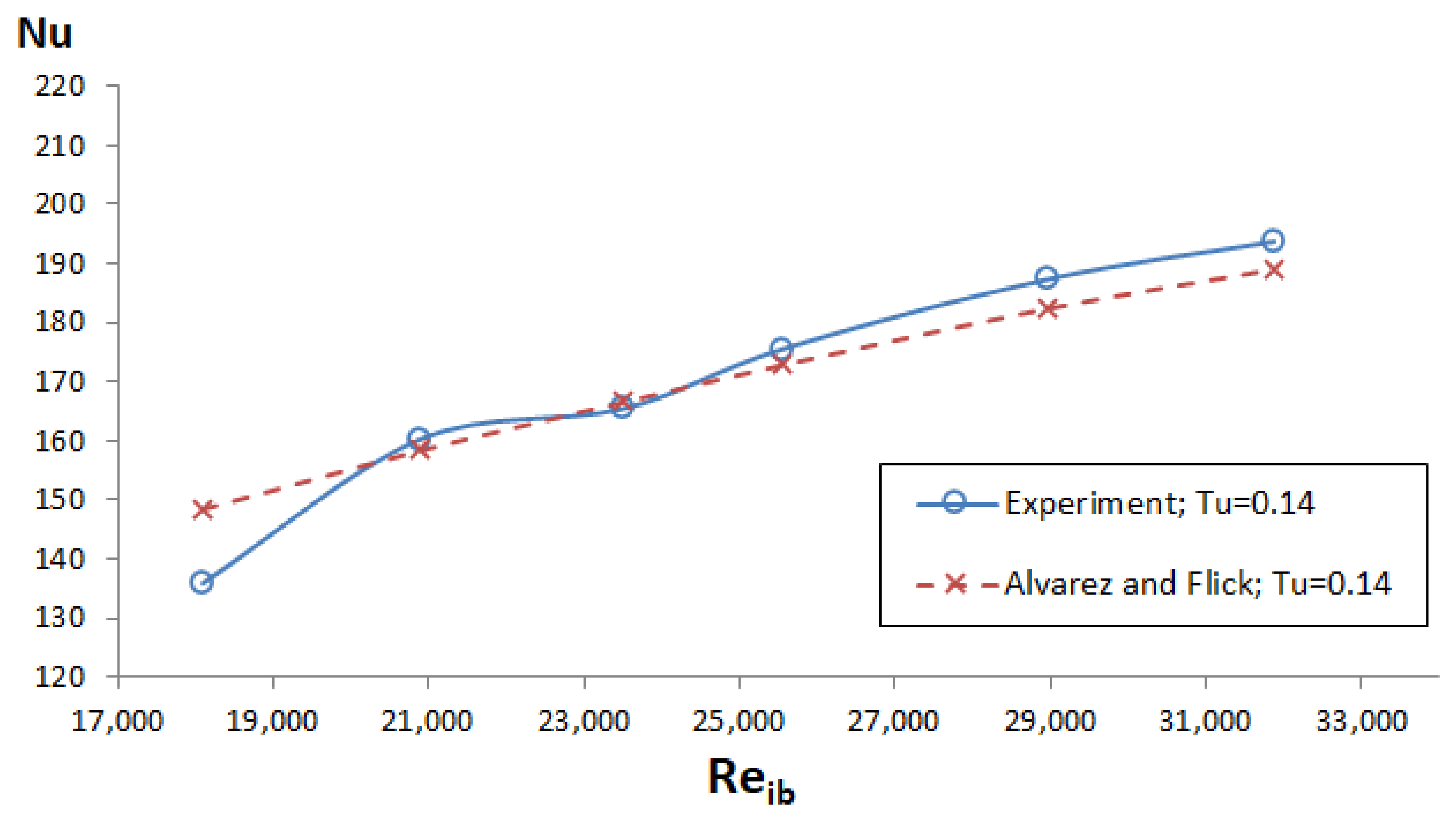
- The effective application of the single blow method for the average heat transfer coefficient measurement for the packed bed of vegetables and fruits was demonstrated.
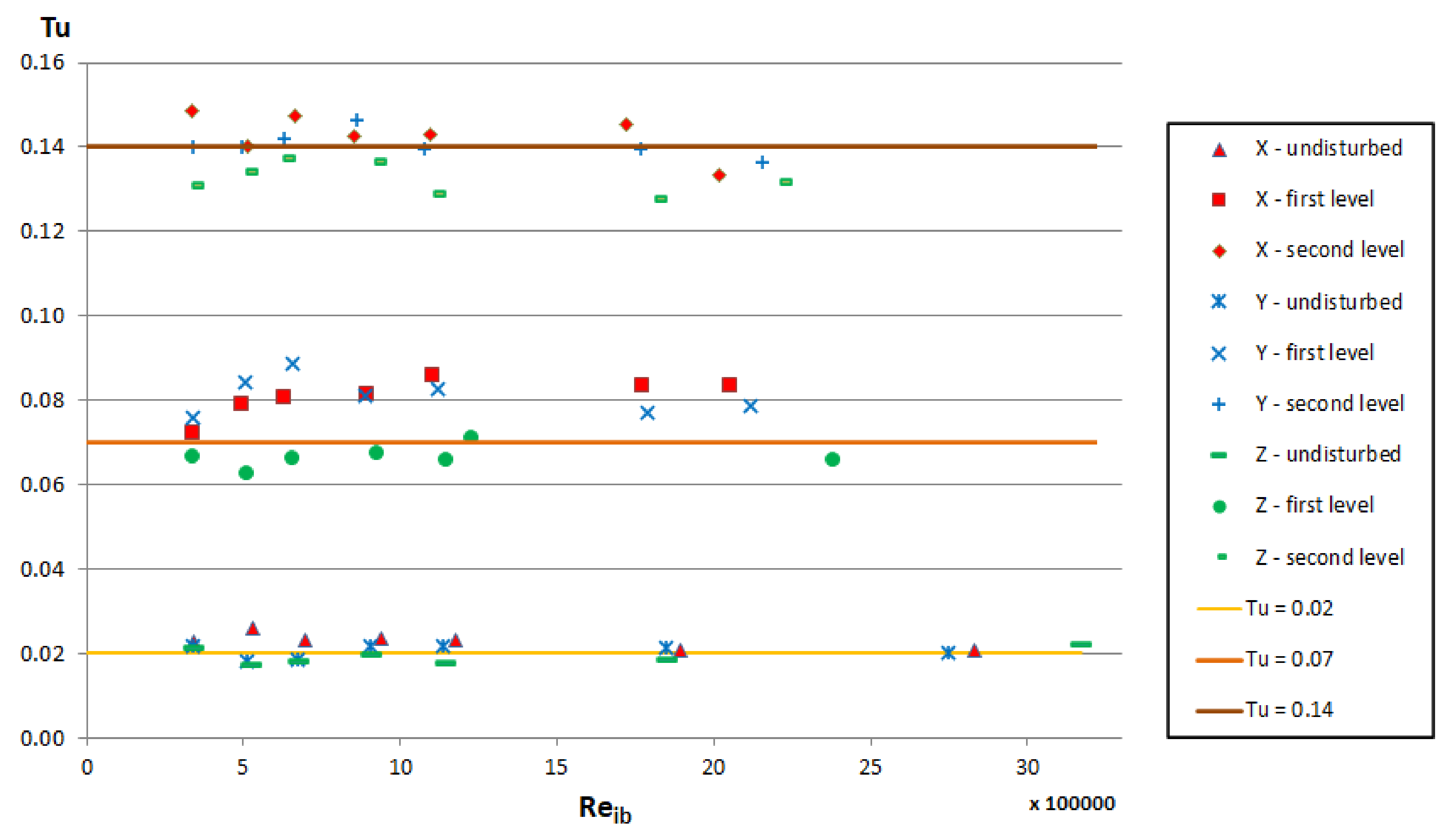
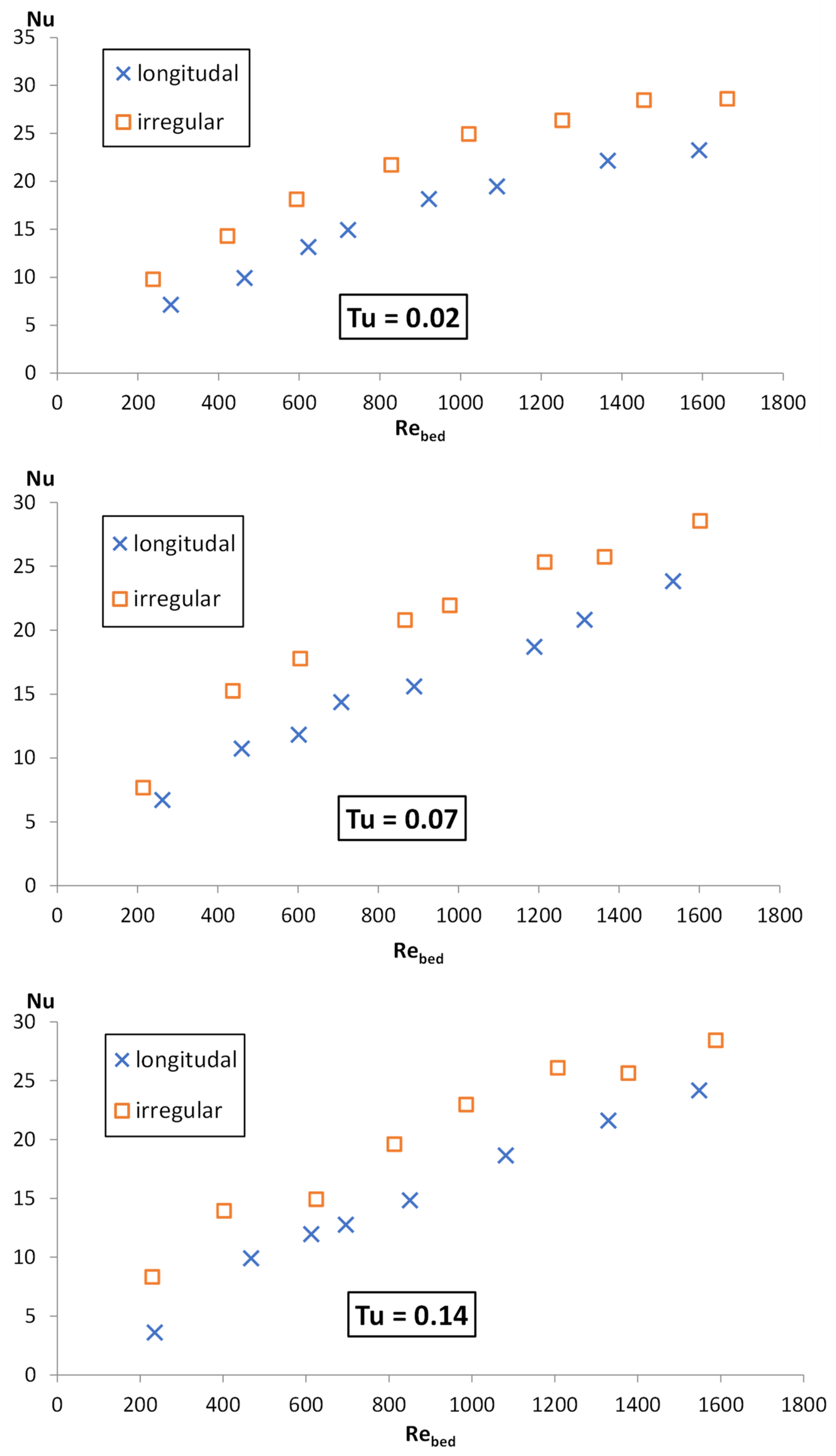
- The intensity of turbulence in the tested range produces slight effects on heat transfer irrespective of the packed bed arrangement.
- The influence of the bed arrangement on heat transfer is significant; the results show enhanced heat transfer for the case of the irregular arrangement carrot bed. This is the reason for the separate heat transfer correlations that were proposed for these two cases of the carrot packed bed. The proposed heat transfer and pressure drop correlations are valid for the range of 200 < Rebed < 1700; 0.02 < Tu < 0.14; 0.7802 < Pr < 0.7826. The above range of the Prandtl number corresponds to humid air as heat transfer fluid, which is the most common case for practical implementation of the proposed heat transfer correlations.
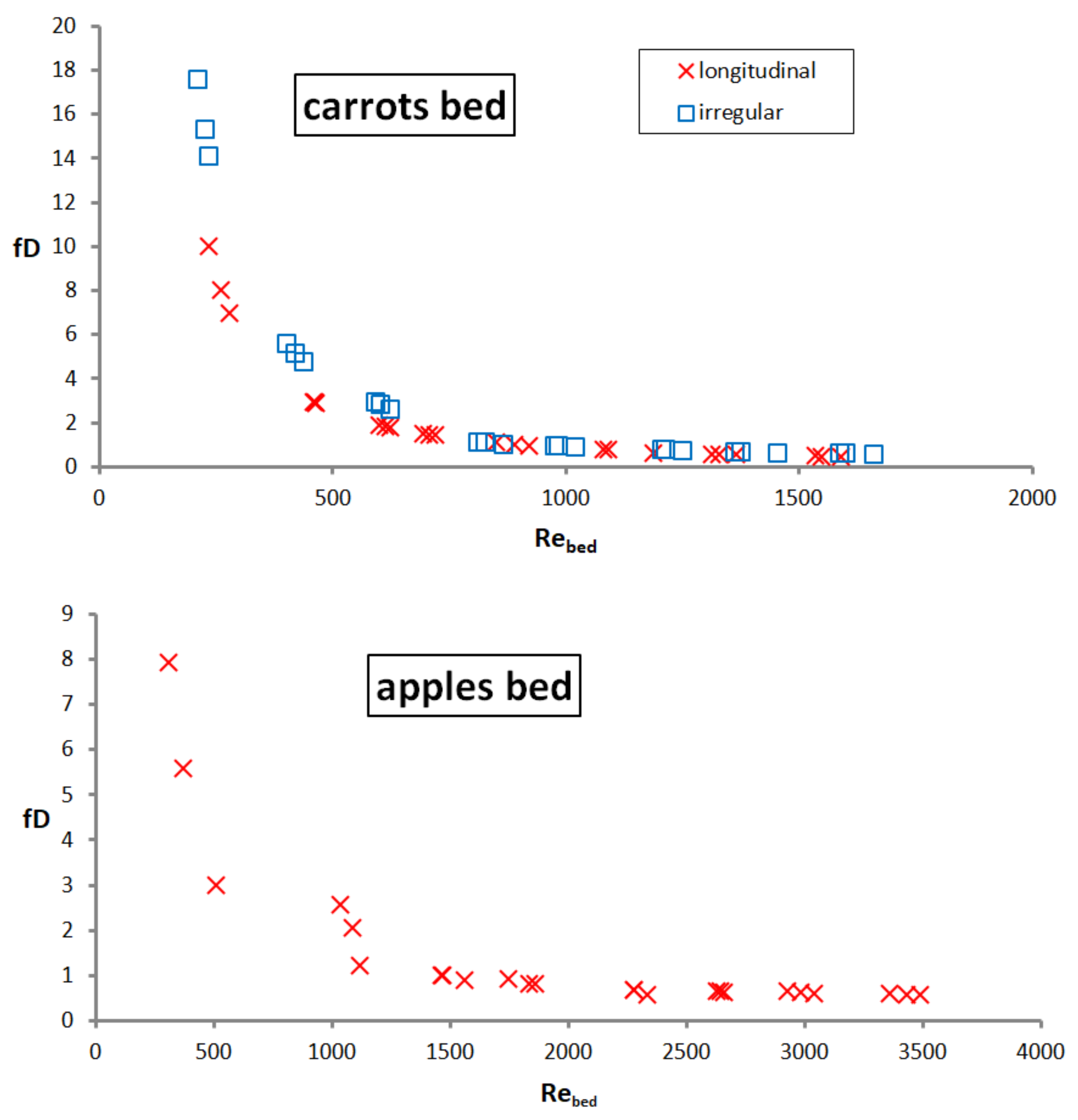
- The influence of the turbulence intensity or bed arrangement (longitudinal and irregular carrot bed) has no significant effect on the resistance of air flowing through the bed. The significant decrease of the Darcy factor is observed in the range of a low Reynolds numbers only, Rebed < 1200, and above this range a kind of stabilization of the Darcy factor is observed for the tested beds.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| Symbols | |
| a | specific surface area, Ap/Vt, m−1 |
| A | surface area, m2 |
| c | specific heat, J kg−1 K−1 |
| Dh | hydraulic diameter, m |
| fD | Darcy friction factor |
| L | length of the tested packed bed section, m |
| Ki, Ko | inlet and outlet pressure loss coefficients, respectively |
| m | mass, kg |
| mass flow rate, kg s−1 | |
| Nu | Nusselt number |
| NTU | number of transfer units |
| p | static pressure, Pa |
| Pr | Prandtl number |
| Re | Reynolds number |
| t | time, s |
| th | time constant of electric heater, s |
| tsys | time constant of solid-fluid system, , s |
| T | temperature, °C |
| Tu | turbulence intensity |
| U | perimeter, m |
| V | volume, m3 |
| w | velocity, m s−1 |
| Greek symbols | |
| α | heat transfer coefficient, W m−2 K−1 |
| β | constant in eq. (5), β = ms cs/(mf cf), dimensionless |
| ε | porosity, ε = Vp/Vt |
| η, ξ | dummy variables in eq. (5), dimensionless |
| θ | dimensionless fluid temperature, |
| λ | thermal conductivity, W m−1 K−1 |
| ρ | density, kg m−3 |
| τ | dimensionless time, |
| τh | dimensionless time constant of electric heater, |
| τi | dimensionless characteristic time of solid-fluid system, |
| subscripts | |
| av | average |
| bed | inside the bed |
| f | fluid (air) |
| h | electric heater |
| ib | fluid at the bed inlet |
| if | initial fluid conditions at the bed outlet |
| s | solid (product) |
| rms | standard deviation |
| p | free space |
| t | total volume of solid-fluid system |
| w | heat transfer surface area |
References
- Alvarez, G.; Flick, D. Analysis of heterogeneous cooling of agricultural products inside bins: Part II: Thermal study. J. Food Eng. 1999, 39, 239–245. [Google Scholar] [CrossRef]
- Alvarez, G.; Bournet, P.-E.; Flick, D. Two-dimensional simulation of turbulent flow and transfer through stacked spheres. Int. J. Heat Mass Transf. 2003, 46, 2459–2469. [Google Scholar] [CrossRef]
- Kondjoyan, A. A review on surface heat and mass transfer coefficients during air chilling and storage of food products. Int. J. Refrig. 2006, 29, 863–875. [Google Scholar] [CrossRef]
- Defraeye, T.; Lambrecht, R.; Tsige, A.A.; Delele, M.A.; Opara, U.L.; Cronje, P.; Verboven, P.; Nicolai, B. Forced-convective cooling of citrus fruit: Package design. J. Food Eng. 2013, 118, 8–18. [Google Scholar] [CrossRef] [Green Version]
- Gruyters, W.; Verboven, P.; Diels, E.; Rogge, S.; Smeets, B.; Ramon, H.; Defraeye, T.; Nicolaï, B.M. Modelling Cooling of Packaged Fruit Using 3D Shape Models. Food Bioprocess Technol. 2018, 11, 2008–2020. [Google Scholar] [CrossRef]
- Dehghannya, J.; Ngadi, M.; Vigneault, C. Transport phenomena modelling during produce cooling for optimal package design: Thermal sensitivity analysis. Biosyst. Eng. 2012, 111, 315–324. [Google Scholar] [CrossRef]
- Delele, M.A.; Ngcobo, M.; Getahun, S.; Chen, L.; Mellmann, J.; Opara, U.L. Studying airflow and heat transfer characteristics of a horticultural produce packaging system using a 3-D CFD model. Part II: Effect of package design. Postharvest Biol. Technol. 2013, 86, 546–555. [Google Scholar] [CrossRef]
- Olatunji, J.; Love, R.; Shim, Y.; East, A. An automated random stacking tool for packaged horticultural produce. J. Food Eng. 2020, 284, 110037. [Google Scholar] [CrossRef]
- Hoang, D.K.; Lovatt, S.J.; Olatunji, J.R.; Carson, J.K. Experimental measurement and numerical modelling of cooling rates of bulk-packed chicken drumsticks during forced-air freezing. Int. J. Refrig. 2020, 114, 165–174. [Google Scholar] [CrossRef]
- Alvarez, G.; Flick, D. Modelling turbulent flow and heat transfer using macro-porous media approach used to predict cooling kinetics of stack of food products. J. Food Eng. 2007, 80, 391–401. [Google Scholar] [CrossRef]
- Getahun, S.; Ambaw, A.; Delele, M.A.; Meyer, C.J.; Opara, U.L. Analysis of airflow and heat transfer inside fruit packed refrigerated shipping container: Part I—Model development and validation. J. Food Eng. 2017, 203, 58–68. [Google Scholar] [CrossRef]
- Achenbach, E. Heat and flow characteristics of packed beds. Exp. Therm. Fluid Sci. 1995, 10, 17–27. [Google Scholar] [CrossRef]
- Becker, B.R.; Fricke, B.A. Experimental study of convective heat transfer during cooling with low air velocity in a stack of objects. Int. J. Therm. Sci. 2004, 43, 1213–1221. [Google Scholar] [CrossRef]
- Laguerre, O.; Ben Amara, S.; Flick, D. Heat transfer between wall and packed bed crossed by low velocity airflow. Appl. Therm. Eng. 2006, 26, 1951–1960. [Google Scholar] [CrossRef]
- Laguerre, O.; Amara, S.B.; Alvarez, G.; Flick, D. Transient heat transfer by free convection in a packed bed of spheres: Comparison between two modelling approaches and experimental results. Appl. Therm. Eng. 2008, 28, 14–24. [Google Scholar] [CrossRef]
- ASHRAE Handbook—Refrigeration; Amer Society of Heating: Peachtree Corners, GA, USA, 2006; Chapter 9; pp. 9.1–9.31.
- Łapiński, A.; Butrymowicz, D.; Kołodziejczyk, M. Measurement Approach of Mean Heat Transfer Coefficient for Packed Bed of Vegetables. Acta Mech. Autom. 2017, 11, 73–80. [Google Scholar] [CrossRef] [Green Version]
- Butrymowicz, D.; Karwacki, J.; Kwidziński, R.; Śmierciew, K.; Gagan, J.; Przybyliński, T.; Skiepko, T.; Łapin, M. Methodology of heat transfer and flow resistance measurement for matrices of rotating regenerative heat exchangers. Chem. Process Eng. 2016, 37, 341–358. [Google Scholar] [CrossRef] [Green Version]
- Anzelius, A. Über Erwärmung vermittels durchströmender Medien. ZAMM 1926, 6, 291–294. [Google Scholar] [CrossRef]
- Liang, C.Y.; Yang, W.-J. Modified Single-Blow Technique for Performance Evaluation on Heat Transfer Surfaces. J. Heat Transf. 1975, 97, 16–21. [Google Scholar] [CrossRef]
- Kays, W.M.; London, A.L. Compact Heat Exchangers; Krieger Publishing Company: Malabar, FL, USA, 1984; ISBN 978-93-87938-03-8. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Weight Range [g] | Average Mass [g] | Average Volume [m3 × 10−3] | Average Surface Area [m2 × 10−2] | Amount per Bed | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Carrot | Apple | Carrot | Apple | Carrot | Apple | Carrot | Apple | longitudinal Arrangement Carrots | Irregular Arrangement Carrots | Apple |
| 60–65 | 120–129 | 62.3 | 126.5 | 0.060 | 0.15 | 1.095 | 0.0142 | 17 | 17 | 4 |
| 65–70 | 130–139 | 67.7 | 137 | 0.066 | 0.17 | 1.125 | 0.0155 | 16 | 16 | 7 |
| 70–75 | 140–149 | 73.3 | 146.5 | 0.070 | 0.19 | 1.295 | 0.0156 | 12 | 12 | 8 |
| 75–80 | 150–159 | 77.7 | 154 | 0.078 | 0.20 | 1.262 | 0.0173 | 19 | 19 | 10 |
| 80–85 | 160–169 | 83.0 | 165.5 | 0.079 | 0.20 | 1.332 | 0.0185 | 23 | 22 | 21 |
| 85–90 | 170–179 | 87.6 | 174.5 | 0.086 | 0.23 | 1.408 | 0.0193 | 13 | 13 | 15 |
| 90–95 | 180–189 | 92.2 | 183.5 | 0.090 | 0.24 | 1.485 | 0.0199 | 25 | 24 | 10 |
| 95–100 | 190–199 | 97.2 | 194 | 0.093 | 0.25 | 1.508 | 0.0202 | 20 | 20 | 13 |
| 100–105 | 200–209 | 103.0 | 203.5 | 0.100 | 0.27 | 1.600 | 0.0217 | 11 | 10 | 7 |
| 105–110 | 210–219 | 106.4 | 211.5 | 0.104 | 0.28 | 1.616 | 0.0219 | 16 | 16 | 2 |
| 110–115 | 113.2 | 0.108 | 1.553 | 19 | 18 | |||||
| 115–120 | 116.8 | 0.112 | 1.614 | 12 | 12 | |||||
| 120–125 | 121.6 | 0.120 | 1.762 | 15 | 15 | |||||
| 125–130 | 126.8 | 0.130 | 1.819 | 8 | 8 | |||||
| 130–135 | 132.6 | 0.128 | 1.889 | 7 | 6 | |||||
| 135–140 | 136.4 | 0.131 | 1.883 | 15 | 14 | |||||
| 140–145 | 141.8 | 0.138 | 1.984 | 9 | 8 | |||||
| 145–150 | 148.0 | 0.145 | 1.848 | 7 | 6 | |||||
| 150–155 | 152.2 | 0.163 | 1.983 | 13 | 13 | |||||
| 155–160 | 156.4 | 0.156 | 1.981 | 8 | 7 | |||||
| 160–165 | 162.2 | 0.158 | 2.079 | 4 | 4 | |||||
| 165–170 | 167.2 | 0.169 | 2.033 | 1 | 0 | |||||
| 170–175 | 171.8 | 0.165 | 2.114 | 7 | 6 | |||||
| 175–180 | 177.6 | 0.168 | 2.325 | 0 | 0 | |||||
| 180–190 | 184.4 | 0.178 | 2.432 | 14 | 13 | |||||
| 190–200 | 194.4 | 0.189 | 2.397 | 8 | 7 | |||||
| Bed | Carrots (Irregular) | Carrots (Longitudinal) | Apples | |
|---|---|---|---|---|
| Parameter | ||||
| Average mass [kg] | 33.87 | 35.69 | 16.496 | |
| Average heat transfer surface area [m2] | 4.934 | 5.179 | 1.806 | |
| Average volume [m3] | 0.0331 | 0.0349 | 0.0211 | |
| Average density [kg m−3] | 1023 | 784 | ||
| Carrots—Longitudinal Arrangement | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Tu = 0.02 | Tu = 0.07 | Tu = 0.14 | |||||||||
| wib | Rebed | Reib | α | wib | Rebed | Reib | α | wib | Rebed | Reib | α |
| [m s−1] | [Wm−2K−1] | [m s−1] | [Wm−2K−1] | [m s−1] | [Wm−2K−1] | ||||||
| 0.11 | 281 | 1897 | 7.3 | 0.1 | 263 | 1776 | 6.8 | 0.09 | 236 | 1592 | 5.8 |
| 0.18 | 463 | 3128 | 10.5 | 0.18 | 459 | 3100 | 10.3 | 0.18 | 466 | 3148 | 10.4 |
| 0.24 | 624 | 4211 | 13.8 | 0.23 | 602 | 4064 | 12.6 | 0.24 | 613 | 4140 | 12.5 |
| 0.28 | 720 | 4861 | 14.5 | 0.27 | 708 | 4780 | 12.9 | 0.27 | 695 | 4691 | 13.3 |
| 0.36 | 922 | 6220 | 17.4 | 0.34 | 890 | 6005 | 15.2 | 0.33 | 851 | 5741 | 14.4 |
| 0.42 | 1091 | 7360 | 18.0 | 0.46 | 1188 | 8012 | 18.7 | 0.42 | 1082 | 7300 | 17.8 |
| 0.53 | 1365 | 9020 | 21.0 | 0.51 | 1313 | 8852 | 20.0 | 0.51 | 1329 | 8961 | 20.6 |
| 0.61 | 1591 | 10,730 | 22.5 | 0.59 | 1535 | 10,350 | 23.0 | 0.59 | 1549 | 10,450 | 22.9 |
| Carrots—Irregular Arrangement | |||||||||||
| Tu = 0.02 | Tu = 0.07 | Tu = 0.14 | |||||||||
| wib | Rebed | Reib | α | wib | Rebed | Reib | α | wib | Rebed | Reib | α |
| [m s−1] | [Wm−2K−1] | [m s−1] | [Wm−2K−1] | [m s−1] | [Wm−2K−1] | ||||||
| 0.09 | 236 | 1521 | 7.5 | 0.08 | 213 | 1373 | 5.9 | 0.08 | 229 | 1473 | 6.0 |
| 0.16 | 422 | 2714 | 11.5 | 0.16 | 438 | 2814 | 12.1 | 0.15 | 403 | 2590 | 10.8 |
| 0.22 | 594 | 3821 | 14.4 | 0.22 | 604 | 3884 | 14.5 | 0.23 | 625 | 4020 | 12.9 |
| 0.30 | 828 | 5323 | 18.2 | 0.32 | 867 | 5572 | 17.8 | 0.29 | 812 | 5219 | 17.0 |
| 0.37 | 1021 | 6556 | 21.2 | 0.36 | 978 | 6287 | 19.5 | 0.36 | 986 | 6337 | 20.2 |
| 0.46 | 1251 | 8037 | 23.8 | 0.45 | 1214 | 7798 | 22.5 | 0.44 | 1207 | 7753 | 23.0 |
| 0.53 | 1454 | 9343 | 26.5 | 0.5 | 1364 | 8764 | 24.3 | 0.51 | 1377 | 8848 | 24.0 |
| 0.61 | 1661 | 10,670 | 27.0 | 0.59 | 1601 | 10,280 | 27.0 | 0.58 | 1588 | 10,200 | 26.8 |
| Apples | |||||||||||
| Tu = 0.02 | Tu = 0.07 | Tu = 0.14 | |||||||||
| wib | Rebed | Reib | α | wib | Rebed | Reib | α | wib | Rebed | Reib | α |
| [m s−1] | [Wm−2K−1] | [m s−1] | [Wm−2K−1] | [m s−1] | [Wm−2K−1] | ||||||
| 0.13 | 508 | 1345 | 12.0 | 0.09 | 369 | 978 | 9.0 | 0.08 | 308 | 816 | 6.5 |
| 0.29 | 1117 | 2958 | 18.0 | 0.26 | 1034 | 2739 | 18.0 | 0.39 | 1089 | 2945 | 12.0 |
| 0.41 | 1562 | 4138 | 24.1 | 0.38 | 1469 | 3891 | 22.0 | 0.38 | 1462 | 3873 | 20.5 |
| 0.48 | 1858 | 4923 | 27.0 | 0.48 | 1837 | 4867 | 25.8 | 0.45 | 1746 | 4625 | 24.5 |
| 0.61 | 2334 | 6183 | 32.0 | 0.59 | 2280 | 6040 | 31.0 | 0.59 | 2278 | 6034 | 30.5 |
| 0.69 | 2646 | 7010 | 35.1 | 0.68 | 2626 | 6957 | 34.5 | 0.69 | 2660 | 7048 | 33.5 |
| 0.79 | 3042 | 8059 | 39.5 | 0.76 | 2928 | 7756 | 35.5 | 0.78 | 2985 | 7909 | 35.7 |
| 0.91 | 3487 | 9237 | 42.4 | 0.89 | 3432 | 9092 | 40.5 | 0.87 | 3361 | 8904 | 40.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Łapiński, A.; Śmierciew, K.; Zou, H.; Butrymowicz, D. Measurement of Heat Transfer and Flow Resistance for a Packed Bed of Horticultural Products with the Implementation of a Single Blow Technique. Processes 2021, 9, 2151. https://doi.org/10.3390/pr9122151
Łapiński A, Śmierciew K, Zou H, Butrymowicz D. Measurement of Heat Transfer and Flow Resistance for a Packed Bed of Horticultural Products with the Implementation of a Single Blow Technique. Processes. 2021; 9(12):2151. https://doi.org/10.3390/pr9122151
Chicago/Turabian StyleŁapiński, Adam, Kamil Śmierciew, Huiming Zou, and Dariusz Butrymowicz. 2021. "Measurement of Heat Transfer and Flow Resistance for a Packed Bed of Horticultural Products with the Implementation of a Single Blow Technique" Processes 9, no. 12: 2151. https://doi.org/10.3390/pr9122151