
Prediction of New Distillation-Membrane Separation Integrated Process with Potential in Industrial Application


Abstract
:1. Introduction
2. Improved GP Algorithm for Distillation-Membrane Separation Integration Process
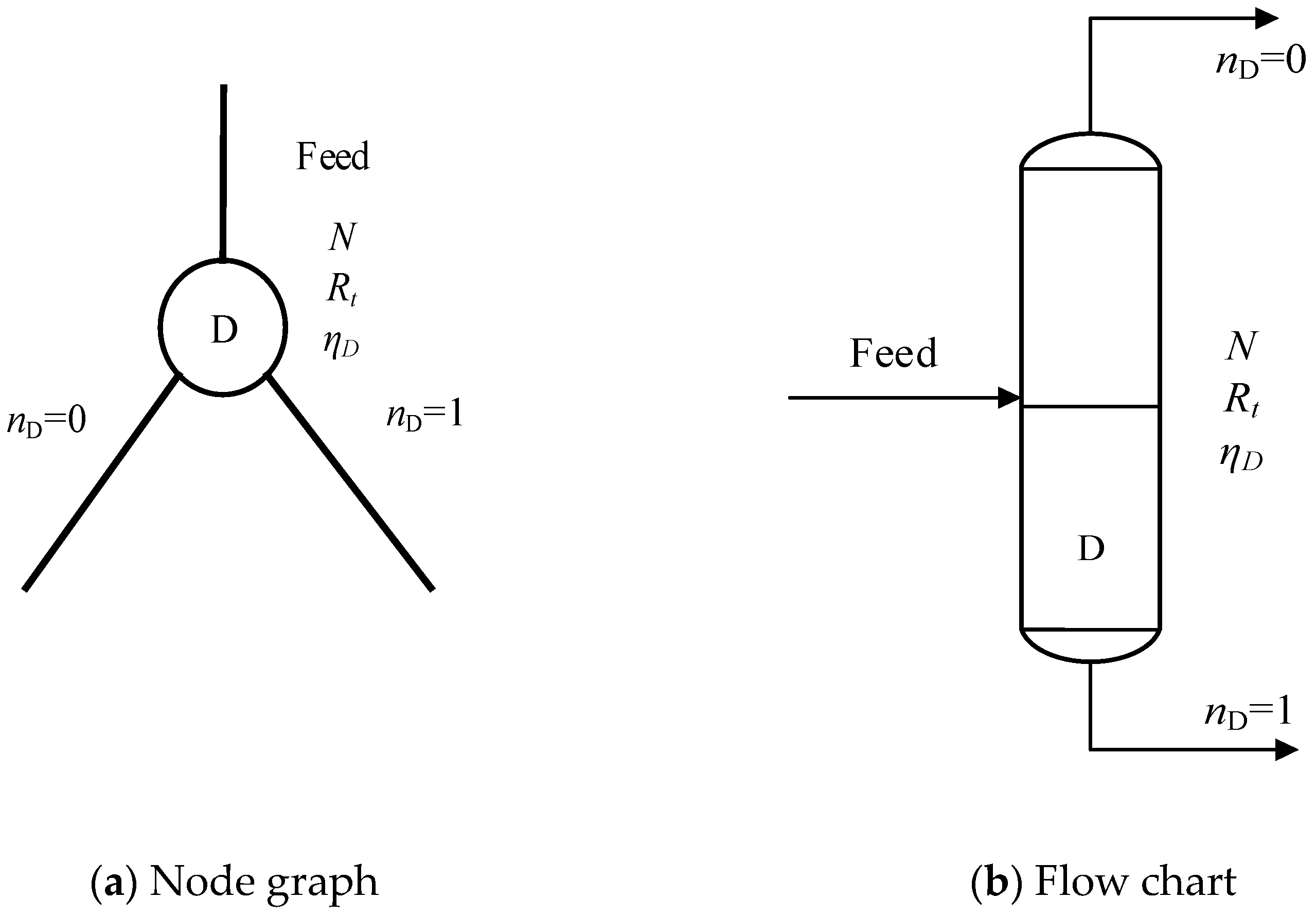
2.1. The Node Definition of Extended Distillation Column (D)
- (1)
- The first characteristic parameter is (nD), which represents the different discharge lines of the distillation column. The distillation column model used in the experiment is mainly one inlet and two outlets, so the feed stream is not defined separately. Each distillation column node has two outputs, one represents the top stream, the other is the bottom stream. If nD = 0, it means the top stream; if nD = 1, it means the bottom stream.
- (2)
- The second characteristic parameter is the number of theoretical plates (N). This value is generated randomly in a given range and used to solve the integrated process of the distillation membrane.
- (3)
- The third characteristic parameter is the ratio of reflux ratio to minimum reflux ratio (Rt). Similar to N, Rt is generated randomly in a given range.
- (4)
- The fourth characteristic parameter is the recovery rate of light components at the top of the column (ηD). This parameter is also generated randomly in a reasonable range.
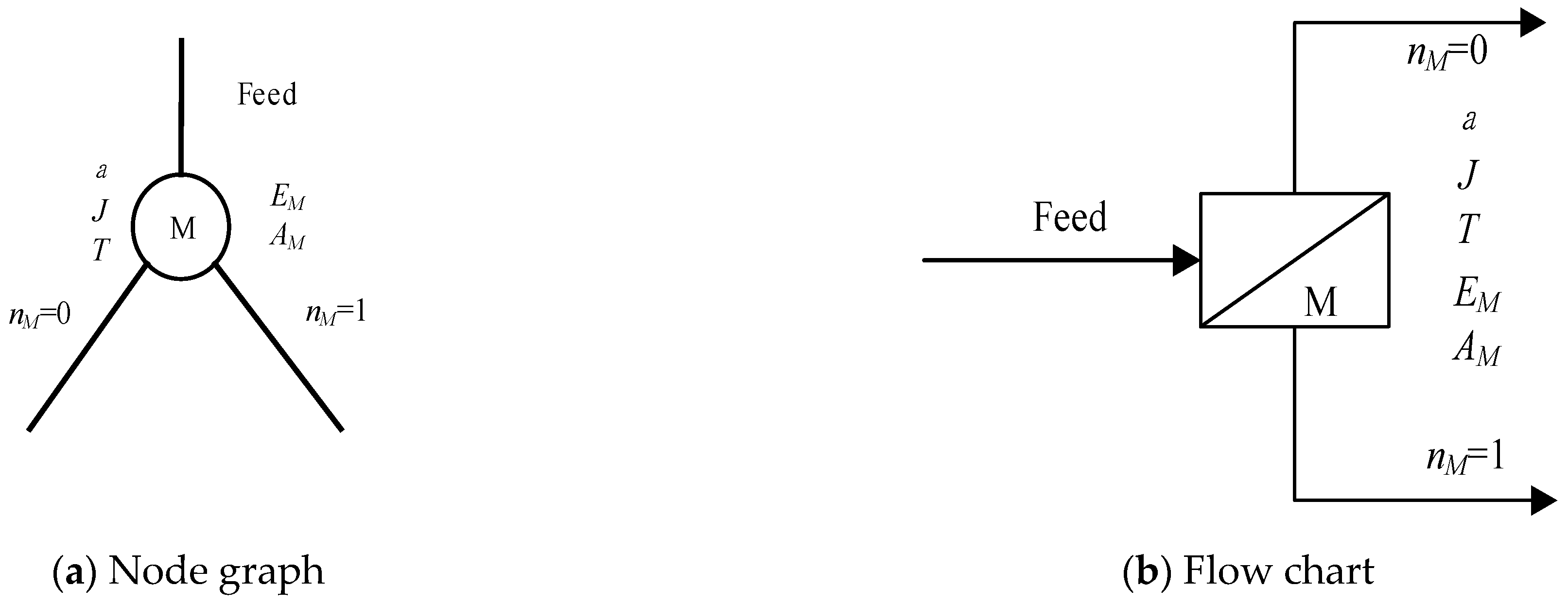
2.2. Extended Membrane Separation Node (M)
- (1)
- Structure parameter (nM) is performance parameter. The membrane module is defined as a model of one inlet and two outlets. When nM = 0, it represents the output flow of the residual side; when nM = 1, it represents the output flow of the permeate side.
- (2)
- Experimental parameter (EM) is also a performance parameter. Because the membrane selected in this paper is still in the experimental stage, it is necessary to add the operating temperature and thickness of the membrane to characterize the experimental conditions of the membrane.
- (3)
- The separation factor α and the following three parameters are all separation parameters. It refers to the ratio of the relative composition of the component in the outlet stream of the membrane to that in the feed stream, as defined in Formula (1) [9]. YB and YC represent the mass fractions of the two components on the permeate side respectively, and YB, F and YC, F represent the mass fractions of the two components in feed respectively:
- (4)
- Flux per unit membrane area J, the unit is kg/(m2·h), as shown in Formula (2) [9], is the total mass of material per unit membrane area per unit time. m is the total mass of material passing through the membrane module in unit time (kg/h); a is the total membrane area of the current membrane module (m2):
- (5)
- The total area of the membrane is AM, and the unit is m2. With the increase of AM, the total flux of the membrane can be increased, and the processing capacity of the membrane module can be improved.
- (6)
- Further, the last one is membrane operating temperature (T), the unit is °C. Its change may cause the performance of membrane materials and affect the separation performance of the membrane changed.
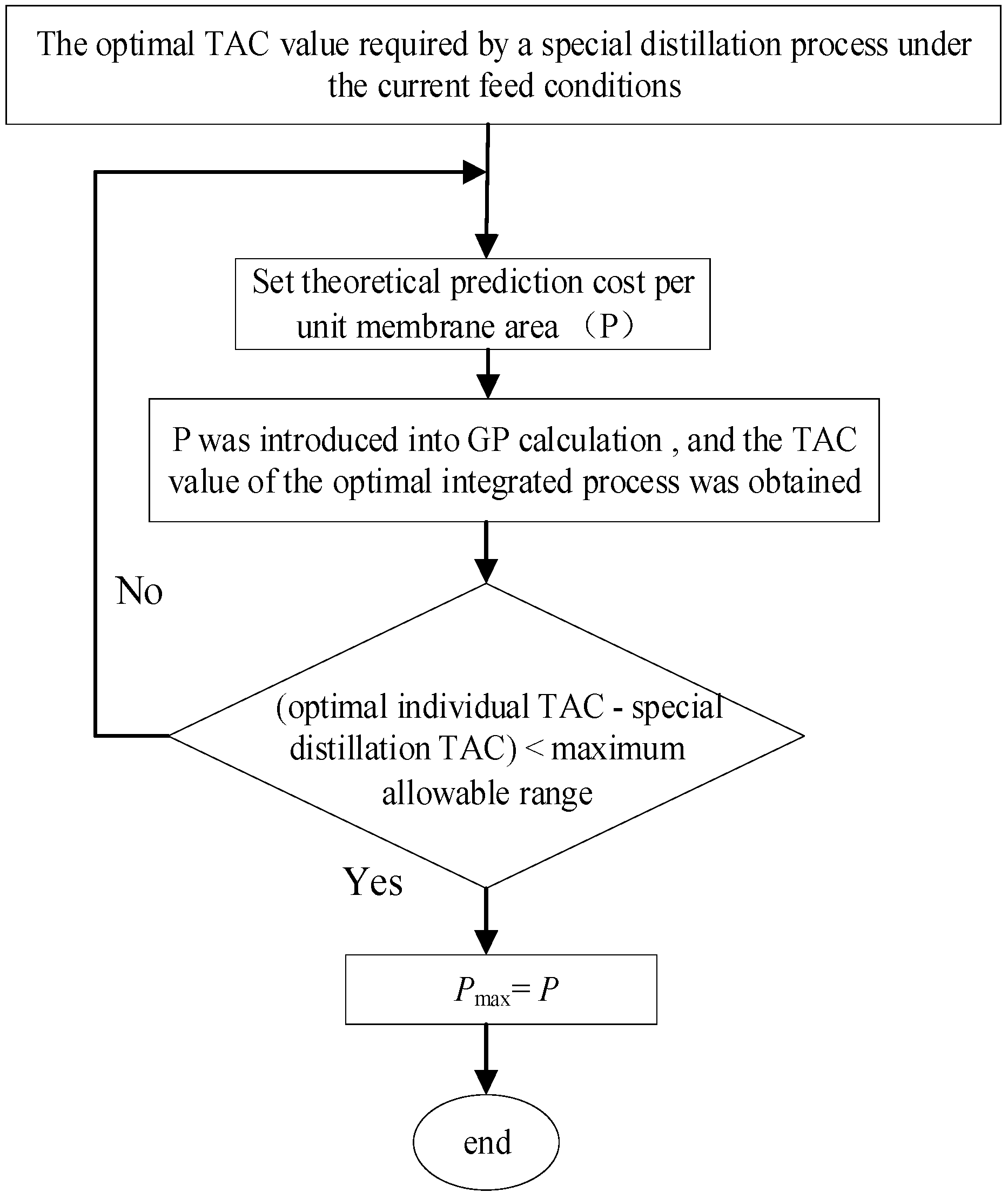
2.3. Membrane Cost Theory Prediction Method
- (1)
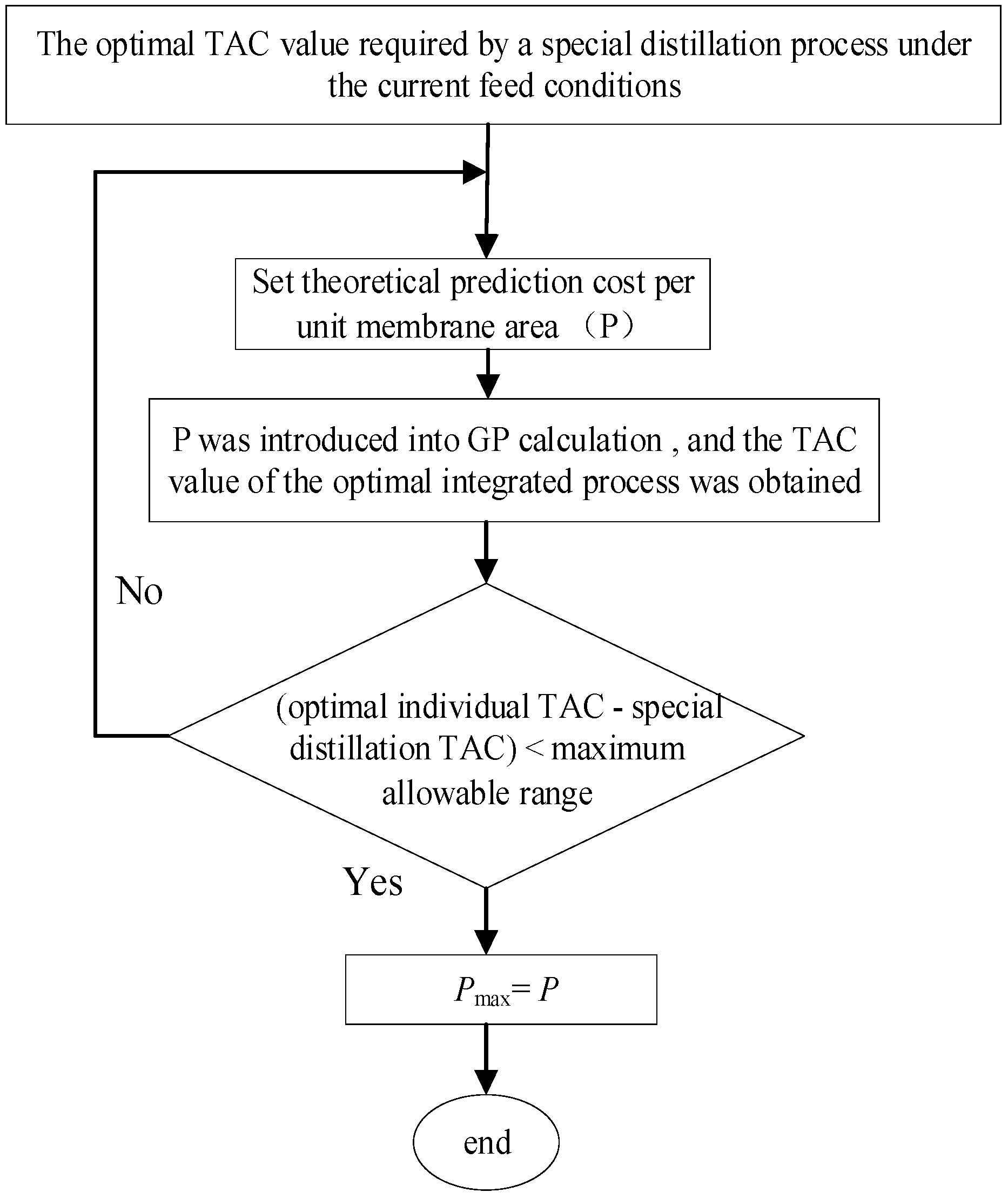
- The special distillation method was used to establish a process to separate the separated system, and the process was optimized to obtain the optimal process and the corresponding TAC.
- (2)
- Set the initial value of the theoretical prediction price of the unit membrane area, and automatically calculate the fitness of individuals in the group.
- (3)
- The TAC of the optimal integrated process is compared with that of the special distillation process. If the difference between the two is less than the maximum allowable range, stop the calculation, then the theoretical predicted price of the unit membrane area is Pmax; if not, return to step (2), reset the theoretical predicted price of the unit membrane area and calculate individual fitness until Pmax is obtained. The direction of price adjustment is determined by the difference of TAC between the two. If the difference is positive, the price per unit membrane area theoretically predicted will be reduced; otherwise, the price per unit membrane area theoretically predicted will be increased.
3. GP Algorithm Objective Function and Cost Model
3.1. Cost Model of Distillation Column
3.1.1. The Cost of Column ($/year)
3.1.2. The Cost of Operation ($/year)
- (1)
- Low pressure steam (6 bar, 433 K) = 7.72 $/GJ,
- (2)
- Medium pressure steam (11 bar, 457 K) = 8.22 $/GJ,
- (3)
- High pressure steam (42 bar, 527 K) = 9.88 $/GJ.
3.2. Cost Model of Membrane Module Separation
4. Calculation of Industrial Examples
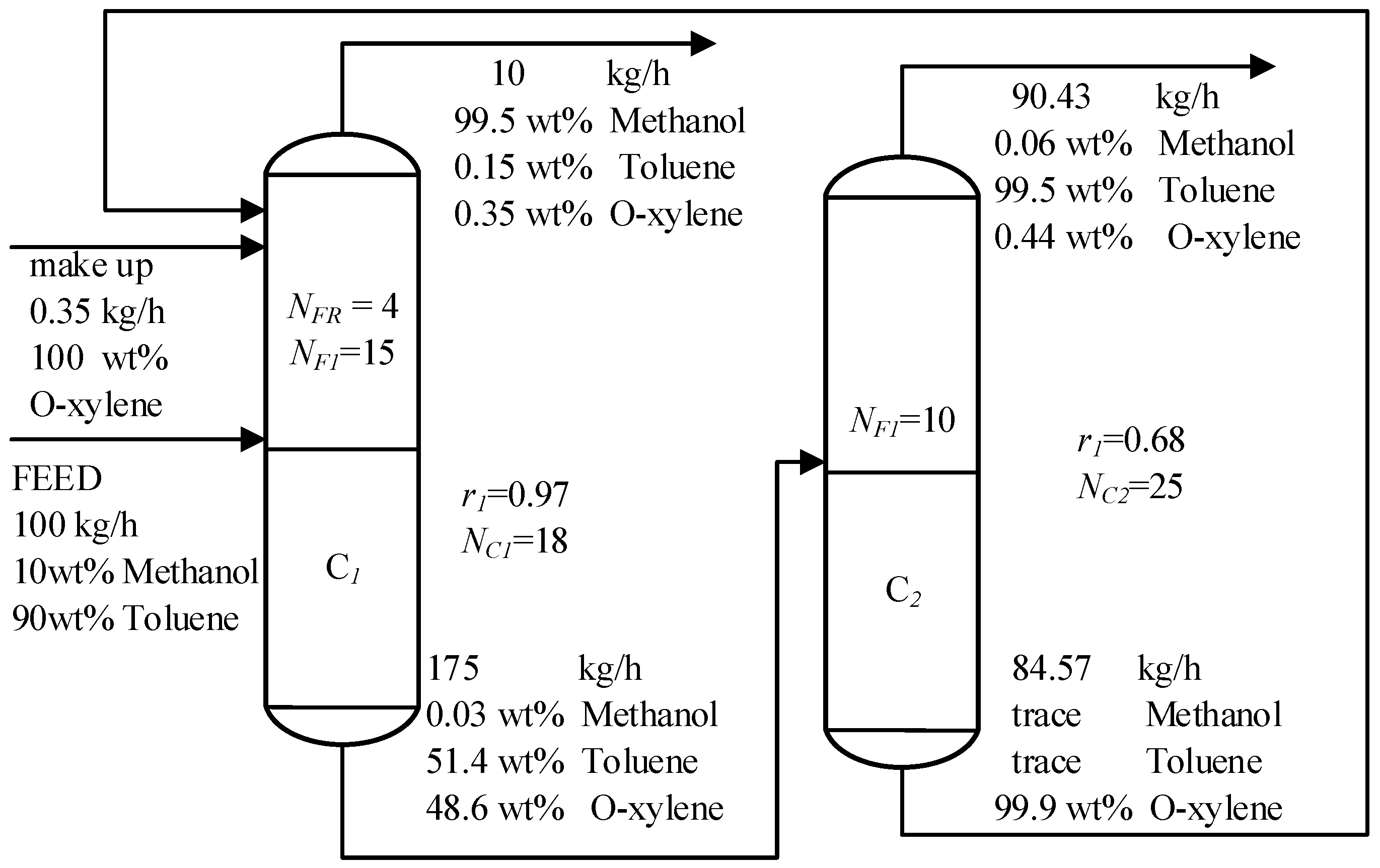
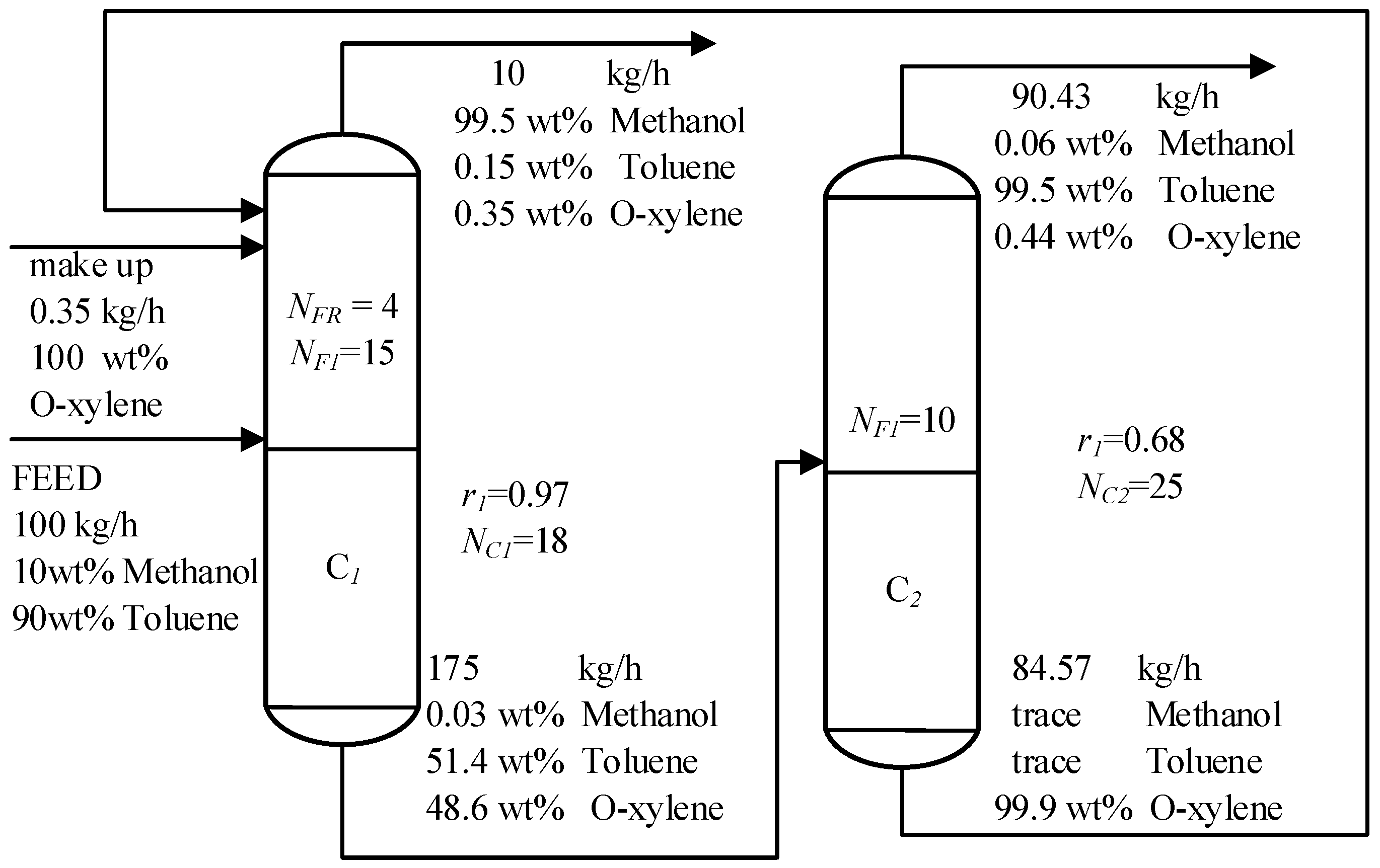
4.1. Optimization Calculation of Extraction Distillation Separation Process for Methanol-Toluene System
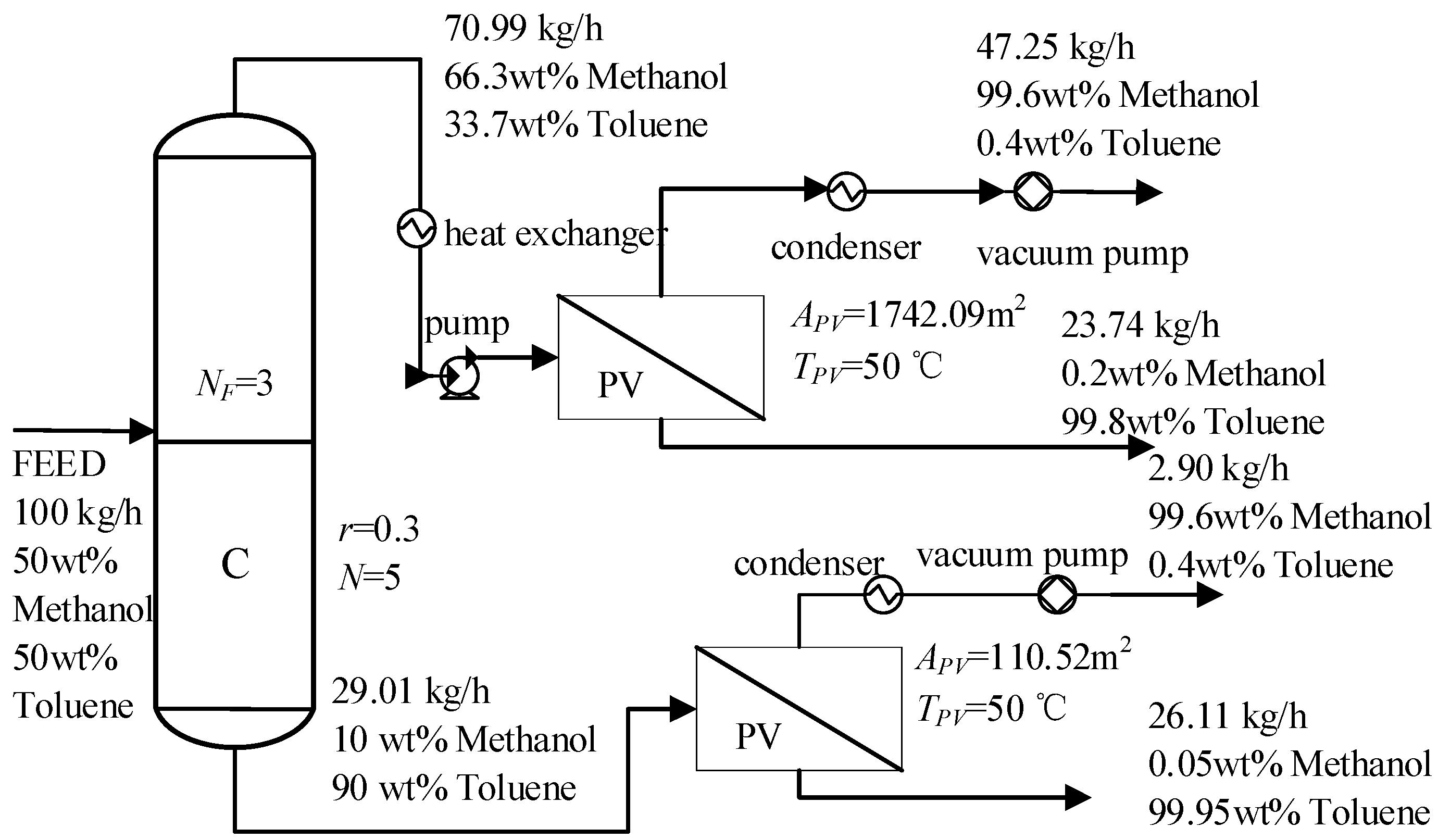
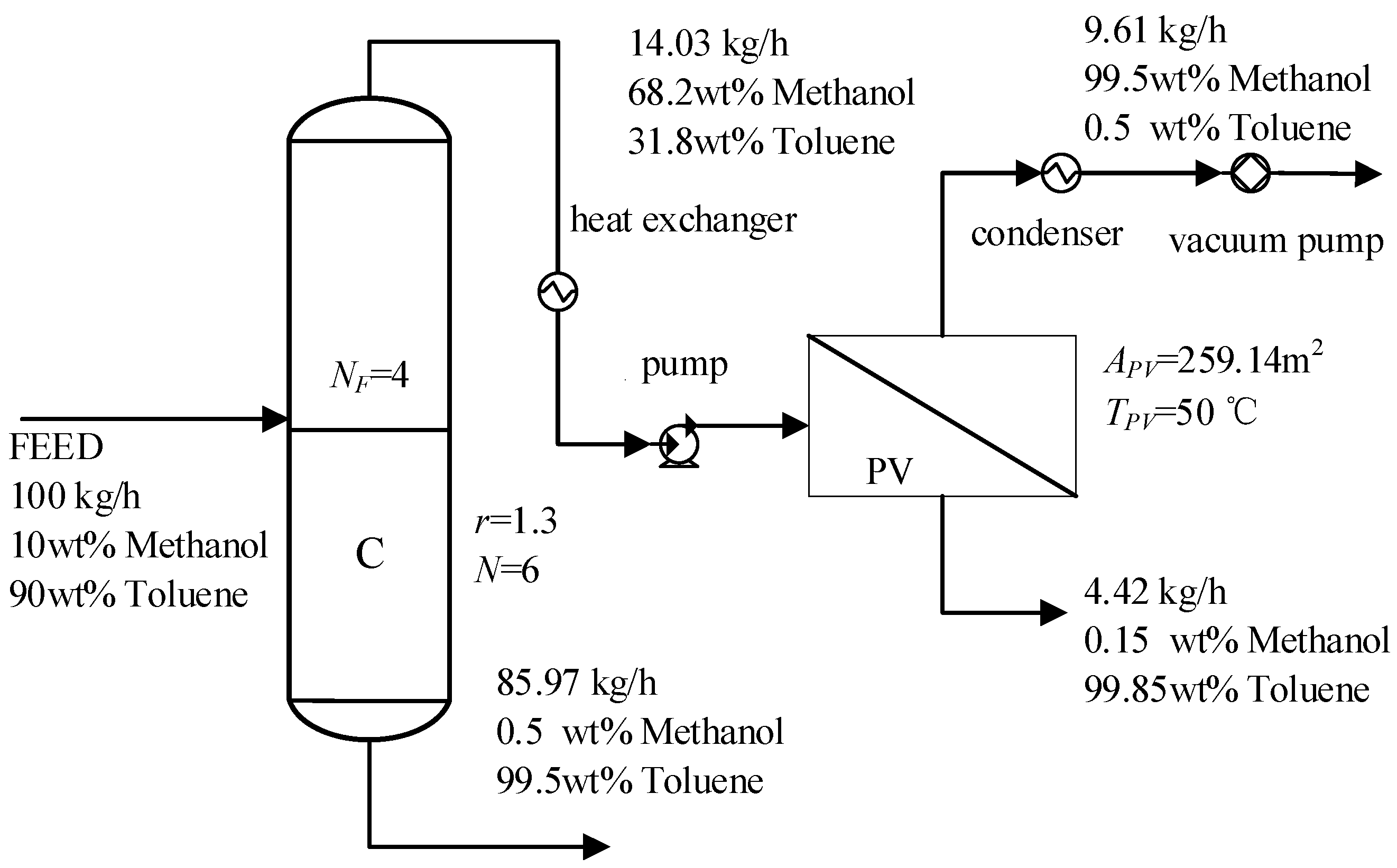
4.2. Optimization Calculation and Analysis of the Distillation-Membrane Separation Integration Process for Chitosan Membrane
4.3. Influence of Feed Flow on Chitosan Membrane Modification
4.4. Influence of Feed Composition on Chitosan Membrane Modification
4.5. Summary
5. Conclusions
- (1)
- The methanol-toluene azeotropic system was taken as an example to conduct an integrated optimization calculation by matching the chitosan membrane, and the change of membrane separation task in the integrated process of distillation membrane separation was studied from two aspects of feed flow and composition.
- (2)
- The calculation results show that the Pmax evaluation method proposed in this paper can provide a clear quantitative index for membranes (even the membranes that are in the experimental stage) to explore which modification direction of the membrane is more practical, that is, it can predict the economic benefits of membrane modification in its future industrialization, and thus provide a strong basis for the development of membrane material modification.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Widagdo, S.; Seider, W.D. Journal review. Azeotropic distillation. AIChE J. 1996, 42, 96–130. [Google Scholar] [CrossRef]
- Qi, J.; Li, Y.F.; Xue, J.X.; Qiao, R.Q.; Zhang, Z.S.; Li, Q.S. Comparison of heterogeneous azeotropic distillation and energy-saving extractive distillation for separating the acetonitrile-water mixtures. Sep. Purif. Technol. 2020, 238, 116487. [Google Scholar] [CrossRef]
- Muhammad, A.Z.; Muhammad, F.I.Z.; Munawar, Z.S.; Kamarul, A.I.; Mohd, K.A.H. Economic, Feasibility, and Sustainability Analysis of Energy Efficient Distillation Based Separation Processes. Chem. Eng. Trans. 2019, 72, 109–114. [Google Scholar]
- Ahadi, H.; Karimi-Sabet, J.; Shariaty-Niassar, M.; Matsuurac, T. Experimental and numerical evaluation of membrane distillation module for oxygen-18 separation. Chem. Eng. Res. Des. 2018, 132, 49–504. [Google Scholar] [CrossRef]
- Takehiro, Y.; Miki, Y.; Nobuo, H.; Hideyuki, N. Heat-Integrated Hybrid Membrane Separation–Distillation Process for Energy-Efficient Isopropyl Alcohol Dehydration. J. Chem. Eng. Jpn. 2018, 51, 890–897. [Google Scholar]
- Qasim, F.; Shin, J.S.; Cho, S.J.; Park, S.J. Optimizations and heat integrations on the separation of toluene and 1-butanol azeotropic mixture by pressure swing distillation. Sep. Sci. Technol. 2016, 51, 316–326. [Google Scholar] [CrossRef]
- Wu, Z.Q.; Zhang, C.; Peng, L.; Wang, X.R.; Kong, Q.Q.; Gu, X.D. Enhanced Stability of MFI Zeolite Membranes for Separation of Ethanol/Water by Eliminating Surface Si-OH Groups. ACS Appl. Mater. Interfaces 2018, 10, 3175–3180. [Google Scholar] [CrossRef]
- Mansoor, K. Multi-stage synthesis of nanopore NaA zeolite membranes for separation of water/Ethanol mixtures. Int. J. Res. Eng. Innov. 2017, 6, 42–46. [Google Scholar]
- Yao, L.L.; Xi, T.; Ye, H.; Hao, W.T.; Cui, P. Influence of n-alkyl methacrylate on the structure and properties of waterborne polyurethane membrane. Membr. Sci. Technol. 2017, 37, 1–8. [Google Scholar]
- Fontalvo, J.; Keurentjes, J.T.F. A hybrid distillation–pervaporation system in a single unit for breaking distillation boundaries in multicomponent mixtures. Chem. Eng. Res. Des. 2015, 99, 158–164. [Google Scholar] [CrossRef]
- Wang, C.; Zhang, Z.S.; Zhang, X.K.; Gao, J.; Stewart, B. Energy-saving hybrid processes combining pressure-swing reactive distillation and pervaporation membrane for n-propyl acetate production. Sep. Purif. Technol. 2019, 221, 1–11. [Google Scholar] [CrossRef]
- Xiong, B.W.; Wu, H.D.; Zhou, Z.H. Research progress of organic-inorganic hybrid membranes for pervaporation. Fine Chem. Eng. 2020, 1–8. [Google Scholar] [CrossRef]
- Khalid, A.; Aslam, M.; Qyyum, M.A.; Faisal, A. Membrane separation process for dehydration of bioethanol from fermentation broths: Recent developments, challenges, and prospects. Renew. Sustain. Energy Rev. 2019, 105, 427–443. [Google Scholar] [CrossRef]
- Yu, C.L.; Guo, H.C.; Ji, Z.H. Economic feasibility analysis on application of zeolite membrane in bio-based fuel ethanol production. Mod. Chem. Ind. 2019, 39, 192–194. [Google Scholar]
- Jin, H.; Lu, J.W.; Tang, J.H.; Zhang, Z.X.; Fei, Z.Y.; Liu, Q.; Chen, X.; Cui, M.F.; Qiao, X. Simulation and analysis of a side stream reactive distillation- pervaporation integrated process for ethyl acetate production. Acta Chem. Sin. 2018, 69, 3469–3478. [Google Scholar]
- Wang, Y.; Qin, Y.J.; Hao, X.G.; Li, H.Q.; Cui, D.S.; Liu, L.Q.; Liu, J. Reversible gas membrane process-multiple effect membrane distillati distillation process for removing ammonia from aqueous solution an producing aqueous ammonia. Acta Chem. Sin. 2015, 66, 3588–3596. [Google Scholar]
- Koza, J.R. Genetic Programming II: Automatic Discovery of Reusable Programs. Artif. Life 2014, 1, 439–441. [Google Scholar]
- Wang, X.H.; Li, Y.G. Intergration of Multicomponent products separation sequences via stochastic GP method. Ind. Eng. Chem. Res. 2008, 47, 8815–8822. [Google Scholar] [CrossRef]
- Wang, X.H.; Hu, Y.D.; Li, Y.G. Synthesis of nonsharp distillation sequences via genetic programming. Korean J. Chem. Eng. 2008, 25, 402–408. [Google Scholar] [CrossRef]
- Wang, X.H.; Li, Y.G.; Hu, Y.D. Intergration of heat-integrated complex distillation systems via Genetic Programming. Comput. Chem. Eng. 2008, 32, 1908–1917. [Google Scholar] [CrossRef]
- Wang, X.H.; Li, Y.G. Stochastic GP intergration of heat integrated nonsharp distillation sequences. Chem. Eng. Res. Des. 2010, 88, 45–54. [Google Scholar] [CrossRef]
- Wang, X.H.; Li, M.G.; Zhang, Y.P.; Hong, J.; Li, W.K.; Ding, X.; Li, Y.G. Research on the integration process of energy saving distillation-membrane separation based on genetic programming to achieve clean production. Chem. Eng. Process. Process Intensif. 2020, 151, 107885. [Google Scholar] [CrossRef]
- Luyben, W.L. Distillation Design and Control Using Aspen Simulation; John Wiley & Sons: Hoboken, NJ, USA, 2013. [Google Scholar]
- Tian, P. Process Design and Control of Acetonitrile-n-Propanol Azeotropic System by Special Distillation. Master’s Thesis, Qingdao University of science and technology, Qingdao, China, 2016. [Google Scholar]
- Zhang, L.; Zhang, J.W.; Zhu, H.J. Separation of methanol toluene azeotrope by extractive distillation. Chem. Ind. Eng. 2013, 30, 71–75. [Google Scholar]
- Mouilk, S.; Bukke, V.; Satta, S.C. Chitosan-polytetrafluoroethylene composite membranes for separation of methanol and toluene by pervaporation. Carbohydr. Polym. Sci. Technol. Asp. Ind. Important Polysacch. 2018, 69, 28–38. [Google Scholar] [CrossRef] [PubMed]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Feed Flow/(kg/h) | Feed Composition/(methanol/wt %) | TAC/(k $/year) |
|---|---|---|
| 100 | 10 | 54.23 |
| 300 | 10 | 116.22 |
| 500 | 10 | 166.56 |
| 100 | 30 | 88.5 |
| 100 | 50 | 108.3 |
| Membrane Type | Feed Flow (kg/h) | Pmax ($/m2 year) | N | r | APV (m2) | Mcost (k $/year) | Scost (k $/year) | PVcost (k $/year) | Tcost (k $/year) | TAC (k $/year) |
|---|---|---|---|---|---|---|---|---|---|---|
| Chitosan membrane | 100 | 131 | 6 | 1.3 | 259 | 2.5 | 17.5 | 33.9 | 20.0 | 53.9 |
| 300 | 100 | 4 | 1.1 | 934 | 2.4 | 15.2 | 99.1 | 17.5 | 116.6 | |
| 500 | 84 | 4 | 0.7 | 1781 | 2.1 | 15.0 | 149.6 | 17.1 | 166.7 | |
| Modified chitosan membrane | 100 | 246 | 4 | 0.6 | 152 | 2.0 | 15.0 | 37.3 | 16.9 | 54.2 |
| 300 | 218 | 5 | 1.3 | 446 | 2.5 | 16.4 | 97.4 | 18.9 | 116.3 | |
| 500 | 198 | 6 | 1.3 | 741 | 2.5 | 17.5 | 146.7 | 20.0 | 166.7 |
| Membrane Type | Feed (Methanol Composition wt%) | Pmax ($/m2 year) | N | r | APV (m2) | Mcost (k $/year) | Scost (k $/year) | PVcost (k $/year) | Tcost (k $/year) | TAC (k $/year) |
|---|---|---|---|---|---|---|---|---|---|---|
| Chitosan membrane | 10 | 131 | 6 | 1.3 | 259 | 2.5 | 17.5 | 33.9 | 20.0 | 53.9 |
| 30 | 70 | 4 | 0.6 | 967 | 4.4 | 16.2 | 67.8 | 20.6 | 88.4 | |
| 50 | 46 | 5 | 0.3 | 1853 | 5.3 | 17.7 | 85.2 | 23.0 | 108.2 | |
| Modified chitosan membrane | 10 | 246 | 4 | 0.6 | 152 | 2.0 | 15.0 | 37.3 | 16.9 | 54.2 |
| 30 | 145 | 5 | 0.2 | 469 | 3.5 | 16.9 | 68.1 | 20.4 | 88.5 | |
| 50 | 54 | 11 | 9 | 1404 | 7.1 | 25.0 | 75.8 | 32.1 | 107.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ding, X.; Wang, X.; Du, P.; Tian, Z.; Chen, J. Prediction of New Distillation-Membrane Separation Integrated Process with Potential in Industrial Application. Processes 2021, 9, 318. https://doi.org/10.3390/pr9020318
Ding X, Wang X, Du P, Tian Z, Chen J. Prediction of New Distillation-Membrane Separation Integrated Process with Potential in Industrial Application. Processes. 2021; 9(2):318. https://doi.org/10.3390/pr9020318
Chicago/Turabian StyleDing, Xin, Xiaohong Wang, Peng Du, Zenghu Tian, and Jingxuan Chen. 2021. "Prediction of New Distillation-Membrane Separation Integrated Process with Potential in Industrial Application" Processes 9, no. 2: 318. https://doi.org/10.3390/pr9020318
APA StyleDing, X., Wang, X., Du, P., Tian, Z., & Chen, J. (2021). Prediction of New Distillation-Membrane Separation Integrated Process with Potential in Industrial Application. Processes, 9(2), 318. https://doi.org/10.3390/pr9020318