
Novel Intensified Alternatives for Purification of Levulinic Acid Recovered from Lignocellulosic Biomass



Abstract
:1. Introduction
- Biomass selection. For processes where biomass is used as a feedstock, its selection is an important issue in the global process economy. Lignocellulosic material [22], oil palm mesocarp fiber [23], and waste fractions from the papermaking process [24] are just a few examples reported in the literature.
- Development of new catalysts. The acid hydrolysis process is usually used to produce LA with H2SO4 being the most common acid catalyst [25]. Heterogeneous catalysts are emerging as an alternative to overcome the limitations imposed by the homogeneous counterpart like corrosion and challenge in recovering the catalyst [26,27,28].
- Solvent selection for LA extraction. LA extraction from aqueous solutions is the common method for LA production. The definition of the optimal solvent can dictate the economic feasibility of the process. 2-methyltetrahydrofuran [29], phosphine oxide [30], MIBK [30] are a few examples of solvents tested.
- Analysis of physicochemical and thermodynamic properties of LA and derivatives. This part represents a fundamental step in the definition of properties to be used in the modeling and simulation of the process, particularly because uncertainties in properties values can have a considerable effect on the performance of the thermodynamic models applied to predict and calculate the phase equilibria of the complex systems investigated. Among the different contributions, recently Nikitin et al. [31] reported the experimental values of the critical temperatures, pressures, heat capacities, and thermal diffusivities of levulinic acid and four n-alkyl levulinates, while Ariba et al. [32] measured and advocated simple relations to express the variation of viscosity, density, refractive index and specific heat capacity for LA and derivatives as a function of temperature.
- Process simulation and optimization. By using the results achieved in the previous points, process simulation acquires the potential to reduce the gap between research and implementation. It has the benefit to explore different scenarios and optimize the production and separation scheme based on specific objective function(s) [33,34].
2. Synthesis Methodology and Generation of the Separation Alternatives
3. Design Objective and Simulation Settings
4. Simulation Results and Novel Intensified Configurations
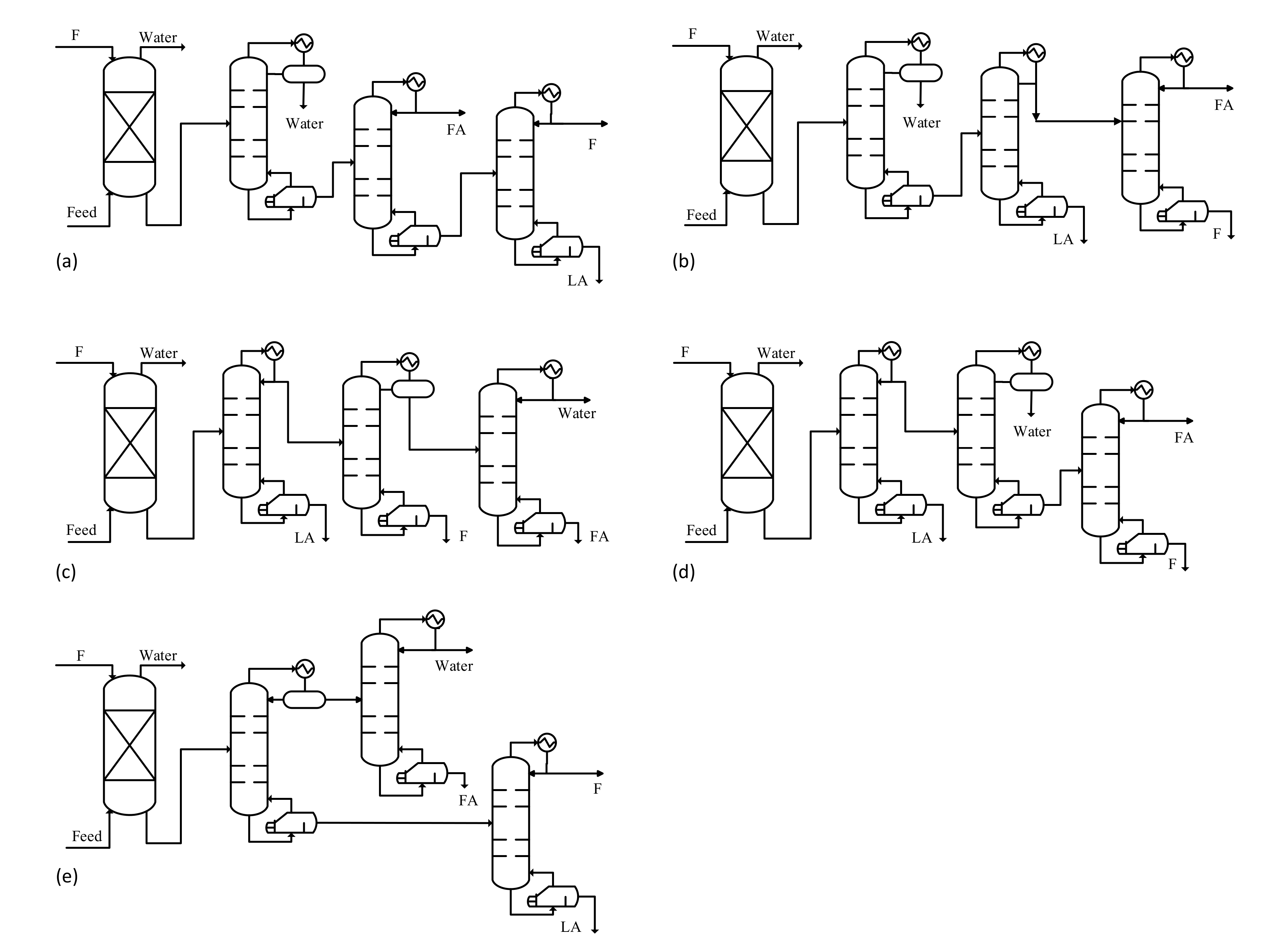
Generation of the Intensified Alternatives
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sengupta, D.; Pike, R.W. Chemicals from Biomass: Integrating Bioprocesses into Chemical Production Complexes for Sustainable Development; CRC Press: Boca Raton, FL, USA, 2012; ISBN 9781439878156. [Google Scholar]
- Kelloway, A.; Daoutidis, P. Process synthesis of biorefineries: Optimization of biomass conversion to fuels and chemicals. Ind. Eng. Chem. Res. 2014, 53, 5261–5273. [Google Scholar] [CrossRef]
- Han, J.; Murat Sen, S.; Luterbacher, J.S.; Alonso, D.M.; Dumesic, J.A.; Maravelias, C.T. Process systems engineering studies for the synthesis of catalytic biomass-to-fuels strategies. Comput. Chem. Eng. 2015, 81, 57–69. [Google Scholar] [CrossRef] [Green Version]
- Trippe, F.; Fröhling, M.; Schultmann, F.; Stahl, R.; Henrich, E.; Dalai, A. Comprehensive techno-economic assessment of dimethyl ether (DME) synthesis and Fischer-Tropsch synthesis as alternative process steps within biomass-to-liquid production. Fuel Process. Technol. 2013, 106, 577–586. [Google Scholar] [CrossRef]
- Keleman, A.; Rañó, H.G. The mexican tortilla crisis of 2007: The impacts of grain-price increases on food-production chains. Dev. Pract. 2011, 21, 550–565. [Google Scholar] [CrossRef]
- Isikgor, F.H.; Becer, C.R. Lignocellulosic biomass: A sustainable platform for the production of bio-based chemicals and polymers. Polym. Chem. 2015, 6, 4497–4559. [Google Scholar] [CrossRef] [Green Version]
- Fitzpatrick, S.W. Production of Levulinic Acid from Carbohydrate-Containing Materials. U.S. Patent 5,608,105, 4 March 1997. [Google Scholar]
- Fitzpatrick, S. Lignocellulose Degradation to Furfural and Levulinic Acid. U.S. Patent 4,897,497, 30 January 1990. [Google Scholar]
- Hayes, D.J.; Fitzpatrick, S.; Hayes, M.H.B.; Ross, J.R.H. The Biofine Process—Production of Levulinic Acid, Furfural, and Formic Acid from Lignocellulosic Feedstocks. In Biorefineries-Industrial Processes and Products: Status Quo and Future Directions; Kamm, B., Gruber, P.R., Kamm, M., Eds.; Wiley-VCH: Weinheim, Germany, 2006; pp. 139–164. ISBN 3527310274. [Google Scholar]
- Waleva Turning Waste into Resource. Available online: http://waleva.eu (accessed on 2 March 2021).
- Dibanet Development of Integrated Biomass Approaches NETwork. Available online: https://dibanet.geonardo.com (accessed on 2 March 2021).
- Galletti, A.M.R.; Antonetti, C.; De Luise, V.; Licursi, D.; Di Nasso, N.N.O. Levulinic acid production from waste biomass. BioResources 2012, 7, 1824–1834. [Google Scholar] [CrossRef] [Green Version]
- Morone, A.; Apte, M.; Pandey, R.A. Levulinic acid production from renewable waste resources: Bottlenecks, potential remedies, advancements and applications. Renew. Sustain. Energy Rev. 2015, 51, 548–565. [Google Scholar] [CrossRef]
- Kumar, P.; Varkolu, M.; Mailaram, S.; Kunamalla, A.; Maity, S.K. Biorefinery polyutilization systems: Production of green transportation fuels from biomass. In Polygeneration with Polystorage: For Chemical and Energy Hubs; Khalilpour, K.R., Ed.; Academic Press: Cambridge, MA, USA, 2019; pp. 73–407. ISBN 9780128133064. [Google Scholar]
- Prescient & Strategic Intelligence. Available online: https://www.psmarketresearch.com/market-analysis/levulinic-acid-market (accessed on 30 December 2020).
- Kumar, A.; Shende, D.Z.; Wasewar, K.L. Production of levulinic acid: A promising building block material for pharmaceutical and food industry. Mater. Today Proc. 2019, 790–793. [Google Scholar] [CrossRef]
- Signoretto, M.; Taghavi, S.; Ghedini, E.; Menegazzo, F. Catalytic Production of Levulinic Acid (LA) from Actual Biomass. Molecules 2019, 24, 2760. [Google Scholar] [CrossRef] [Green Version]
- Pyo, S.H.; Glaser, S.J.; Rehnberg, N.; Hatti-Kaul, R. Clean Production of Levulinic Acid from Fructose and Glucose in Salt Water by Heterogeneous Catalytic Dehydration. ACS Omega 2020, 5, 14275–14282. [Google Scholar] [CrossRef] [PubMed]
- GF Biochemicals. Available online: http://www.gfbiochemicals.com/company/ (accessed on 2 March 2021).
- De, B.S.; Wasewar, K.L.; Dhongde, V. Extractive separation of protocatechuic acid using natural non-toxic solvents and conventional solvents. Chem. Data Collect. 2018, 15–16, 244–253. [Google Scholar] [CrossRef]
- Datta, D.; Marti, M.E.; Pal, D.; Kumar, S. Equilibrium study on the extraction of levulinic acid from aqueous solution with aliquat 336 dissolved in different diluents: Solvent’s polarity effect and column design. J. Chem. Eng. Data 2017, 62, 3–10. [Google Scholar] [CrossRef]
- Isoni, V.; Kumbang, D.; Sharratt, P.N.; Khoo, H.H. Biomass to levulinic acid: A techno-economic analysis and sustainability of biorefinery processes in Southeast Asia. J. Environ. Manag. 2018, 214, 267–275. [Google Scholar] [CrossRef] [PubMed]
- Tiong, Y.W.; Yap, C.L.; Gan, S.; Yap, W.S.P. Kinetic study on oil palm biomass conversion to levulinic acid via indium trichloride-ionic liquids. IOP Conf. Ser. Earth Environ. Sci. 2018, 164, 012007. [Google Scholar] [CrossRef]
- Licursi, D.; Antonetti, C.; Martinelli, M.; Ribechini, E.; Zanaboni, M.; Raspolli Galletti, A.M. Monitoring/characterization of stickies contaminants coming from a papermaking plant—Toward an innovative exploitation of the screen rejects to levulinic acid. Waste Manag. 2016, 49, 469–482. [Google Scholar] [CrossRef] [PubMed]
- Kang, S.; Fu, J.; Zhang, G. From lignocellulosic biomass to levulinic acid: A review on acid-catalyzed hydrolysis. Renew. Sustain. Energy Rev. 2018, 94, 340–362. [Google Scholar] [CrossRef]
- Pratama, A.P.; Rahayu, D.U.C.; Krisnandi, Y.K. Levulinic acid production from delignified rice husk waste over manganese catalysts: Heterogeneous versus homogeneous. Catalysts 2020, 10, 327. [Google Scholar] [CrossRef] [Green Version]
- Barla, M.K.; Velagala, R.R.; Minpoor, S.; Madduluri, V.R.; Srinivasu, P. Biomass derived efficient conversion of levulinic acid for sustainable production of γ-valerolactone over cobalt based catalyst. J. Hazard. Mater. 2020, 405, 123335. [Google Scholar] [CrossRef]
- López-Aguado, C.; Paniagua, M.; Melero, J.A.; Iglesias, J.; Juárez, P.; Granados, M.L.; Morales, G. Stable continuous production of γ-valerolactone from biomass-derived levulinic acid over zr–al-beta zeolite catalyst. Catalysts 2020, 10, 678. [Google Scholar] [CrossRef]
- Laitinen, A.T.; Penttilä, K.J.T.; Kaunisto, J.M. Physical solvent extraction of levulinic acid from dilute aqueous solution with 2-methyltetrahydrofuran. Sep. Sci. Technol. 2016, 465–473. [Google Scholar] [CrossRef]
- Brouwer, T.; Blahusiak, M.; Babic, K.; Schuur, B. Reactive extraction and recovery of levulinic acid, formic acid and furfural from aqueous solutions containing sulphuric acid. Sep. Purif. Technol. 2017, 185, 186–195. [Google Scholar] [CrossRef]
- Nikitin, E.D.; Popov, A.P.; Bogatishcheva, N.S.; Faizullin, M.Z. Critical temperatures and pressures, heat capacities, and thermal diffusivities of levulinic acid and four n-alkyl levulinates. J. Chem. Thermodyn. 2019, 135, 233–240. [Google Scholar] [CrossRef]
- Ariba, H.; Wang, Y.; Devouge-Boyer, C.; Stateva, R.P.; Leveneur, S. Physicochemical Properties for the Reaction Systems: Levulinic Acid, Its Esters, and γ-Valerolactone. J. Chem. Eng. Data 2020, 65, 3008–3020. [Google Scholar] [CrossRef]
- Tacchini, E.; Casson Moreno, V.; Tugnoli, A.; Cozzani, V. Technical-economic analysis of processes for the production of levulinic acid. Chem. Eng. Trans. 2020, 80, 277–282. [Google Scholar]
- Miranda, J.C.C.; Ponce, G.H.S.F.; Neto, J.M.; Concha, V.O.C. Simulation and Feasibility Evaluation of a Typical Levulinic Acid (LA) Plant using Biomass as Substrate. Chem. Eng. Trans. 2019, 74, 901–906. [Google Scholar] [CrossRef]
- Nhien, L.C.; Long, N.V.D.; Lee, M. Design and optimization of the levulinic acid recovery process from lignocellulosic biomass. Chem. Eng. Res. Des. 2016, 107, 126–136. [Google Scholar] [CrossRef]
- Alcocer-García, H.; Segovia-Hernández, J.G.; Prado-Rubio, O.A.; Sánchez-Ramírez, E.; Quiroz-Ramírez, J.J. Multi-objective optimization of intensified processes for the purification of levulinic acid involving economic and environmental objectives. Chem. Eng. Process. Process Intensif. 2019, 136, 123–137. [Google Scholar] [CrossRef]
- Errico, M. Process synthesis and intensification of hybrid separations. In Process Synthesis and Process Intensification; Rong, B.G., Ed.; De Gruyter: Berlin, Germany; Boston, MA, USA, 2017. [Google Scholar]
- Kiss, A.A. Distillation technology—Still young and full of breakthrough opportunities. J. Chem. Technol. Biotechnol. 2014, 89, 479–498. [Google Scholar] [CrossRef]
- Seibert, F. A Method for Recovering Levulinic Acid; World Intellectual Property Organization: Geneva, Switzerland, 2009. [Google Scholar]
- Errico, M.; Rong, B.G.; Tola, G.; Turunen, I. A method for systematic synthesis of multicomponent distillation systems with less than N-1 columns. Chem. Eng. Process. Process Intensif. 2009, 48, 907–920. [Google Scholar] [CrossRef]
- Thompson, R.W.; King, C.J. Systematic synthesis of separation schemes. AIChE J. 1972, 18, 941–948. [Google Scholar] [CrossRef]
- King, C.J. Separation Processes; McGraw-Hil: New York, NY, USA, 1980. [Google Scholar]
- Errico, M.; Pirellas, P.; Torres-Ortega, C.E.; Rong, B.G.; Segovia-Hernandez, J.G. A combined method for the design and optimization of intensified distillation systems. Chem. Eng. Process. Process Intensif. 2014, 85, 69–76. [Google Scholar] [CrossRef]
- Errico, M.; Rong, B.G. Systematic synthesis of intensified distillation systems. In Process Intensification in Chemical Engineering: Design Optimization and Control; Springer: Cham, Switzerland, 2016; pp. 35–64. ISBN 9783319283920. [Google Scholar]
- Rong, B.G. Synthesis of dividing-wall columns (DWC) for multicomponent distillations-A systematic approach. Chem. Eng. Res. Des. 2011, 89, 1281–1294. [Google Scholar] [CrossRef]
- Errico, M.; Rong, B.G.; Torres-Ortega, C.E.; Segovia-Hernandez, J.G. The importance of the sequential synthesis methodology in the optimal distillation sequences design. Comput. Chem. Eng. 2014, 62, 1–9. [Google Scholar] [CrossRef]
- ICIS. Chemical Profile: Formic Acid. Available online: https://www.icis.com/explore/resources/news/2006/07/26/2015258/chemical-profile-formic-acid/ (accessed on 6 January 2021).
- Aspen Plus V.11. Available online: https://www.aspentech.com/en/products/pages/aspen-process-manual (accessed on 18 January 2021).
- Turton, R.; Shaeiwitz, J.A.; Bhattacharyya, D.; Whiting, W.B. Analysis, Synthesis, and Design of Chemical Processes; Prentice Hall PTR: Upper Saddle River, NJ, USA, 2018; ISBN1 0135705657. ISBN2 9780135705650. [Google Scholar]
- Economic Indicators, Chemical Engineering, December 2020. Available online: https://www.chemengonline.com/economic-indicators-cepci/?printmode=1 (accessed on 5 February 2021).



{kind=link}
{kind=link}
{kind=link}
| Component | Mass Fraction [%] |
|---|---|
| LA | 7 |
| F | 4 |
| FA | 3 |
| Water | 86 |
| Flowrate [kg h−1] | 90,000 |
| Pressure [atm] | 2 |
| Temperature [K] | 298.15 |
| Component | |||
|---|---|---|---|
| Property | LA | FA | F |
| Critical temperature [°C] | 464.85 | 314.85 | 397.00 |
| Critical pressure [bar] | 40.02 | 58.10 | 56.60 |
| Critical volume [cm3 mol−1] | 343.00 | 125.00 | 252.00 |
| Acentric factor [-] | 0.755749 | 0.312521 | 0.367784 |
| Standard enthalpy of formation [cal mol−1] | −144,979 | −90,427.10 | −36,065.70 |
| Enthalpy of fusion at melting point [cal mol−1] | 2202.16 | 3033.34 | 3439.38 |
| Component i | Component j | Aij | Aji | Bij | Bji | Cij |
|---|---|---|---|---|---|---|
| FA | Water | 4.5156 | −2.5864 | −1432.08 | 725.017 | 0.3 |
| FA | F | 0 | 0 | 46.1655 | 289.216 | 0.3 |
| Water | F | 4.2362 | −4.7563 | −262.241 | 1911.42 | 0.3 |
| LA | FA | 0 | 0 | −337.828 | 569.597 | 0.3 |
| LA | Water | 0 | 0 | −261.319 | 1030.13 | 0.3 |
| LA | F | 0 | 0 | −336.725 | 859.563 | 0.3 |
| Extractor | Column 1 | Column 2 | Column 3 | |
|---|---|---|---|---|
| Number of stages | 35 | 20 | 22 | 28 |
| Feed stage | - | 11 | 13 | 12 |
| Reflux ratio [mass] | - | 0.5 | - | 48.80 |
| Diameter [m] | - | 2.68 | 3.27 | 1.76 |
| Extract flowrate [kg h−1] | 114,069 | - | - | - |
| Residue stream [kg h−1] | - | 6270 | 104,330 | 104,010 |
| Distillate temperature [K] | - | 316.15 | 333.15 | 379.29 |
| Residue temperature [K] | - | 530.72 | 432.75 | 434.47 |
| Condenser duty [kW] | - | 2452.31 | 14,729.6 | 3419.68 |
| Reboiler duty [kW] | - | 9358.43 | 15,005.3 | 3487.82 |
| LL-TE | LL-SSC | ||
|---|---|---|---|
| Column 2 | Column 3 | Column 2 | |
| Number of stages | 33 | 15 | 35 |
| Feed stage | 28 | - | 28 |
| Side stream stage | - | - | 19 |
| Reflux ratio [mass] | 247 | - | 303 |
| Diameter [m] | 3.52 | 1.38 | 3.83 |
| Residue stream [kg h−1] | 6270 | 104,000 | 6300 |
| Distillate temperature [K] | 106.15 | - | 106.16 |
| Residue temperature [K] | 253.64 | 161.32 | 252.56 |
| Condenser duty [kW] | 17,064.0 | - | 19,726.2 |
| Reboiler duty [kW] | 15,633.5 | 1773.97 | 20,062.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Errico, M.; Stateva, R.P.; Leveneur, S. Novel Intensified Alternatives for Purification of Levulinic Acid Recovered from Lignocellulosic Biomass. Processes 2021, 9, 490. https://doi.org/10.3390/pr9030490
Errico M, Stateva RP, Leveneur S. Novel Intensified Alternatives for Purification of Levulinic Acid Recovered from Lignocellulosic Biomass. Processes. 2021; 9(3):490. https://doi.org/10.3390/pr9030490
Chicago/Turabian StyleErrico, Massimiliano, Roumiana P. Stateva, and Sébastien Leveneur. 2021. "Novel Intensified Alternatives for Purification of Levulinic Acid Recovered from Lignocellulosic Biomass" Processes 9, no. 3: 490. https://doi.org/10.3390/pr9030490