3.1. Results of the Box–Behnken Design (BBD) Simulations
The scheme of the Box–Behnken design test and the simulation results are shown in
Table 6. According to the data in
Table 6, we used the Design-Expert software to perform multiple regression analysis on the simulation results and established quadratic regression models for the angles of repose α
1, α
2, and α
3 and test variables, respectively, given as:
From Equation (5), the angles of repose, i.e., α1, α2, and α3, have a quadratic function with the coefficient of static friction between rapeseed X2, indicating that an optimal combination of parameters for the coefficient of restitution, static friction, and rolling friction between rapeseed and the coefficient of rolling friction exists between rapeseed and the contact materials, such that angles of repose α1, α2, and α3 reach their maximum values. The coefficient of rolling friction between rapeseed X3 and the coefficient of rolling friction between rapeseed and the contact material X4 showed a positive linear correlation on the angles of repose α1, α2, and α3, indicating that the angles of repose α1, α2, and α3 will increase as the coefficient of rolling friction between rapeseed and the coefficient of rolling friction between rapeseed and the contact materials increase.
From Equation (5), the angle of reposes α1, α2, and α3 have a quadratic function with the coefficient of static friction between rapeseed X2, indicating that there exists an optimal combination of parameters for the coefficient of restitution, static friction, and rolling friction between rapeseed and coefficient of rolling friction between rapeseed and contact material, such that angle of reposes α1, α2, and α3 reach their maximum values. The coefficient of rolling friction between rapeseed X3 and coefficient of rolling friction between rapeseed and contact material X4 showed a positive linear correlation on the angle of reposes α1, α2, and α3. It indicates that the angle of reposes α1, α2, and α3 will increase as the coefficient of rolling friction between rapeseed and the coefficient of rolling friction between rapeseed and contact material increase.
As shown in
Table 7, the
p-values of all the models were less than 0.0001, indicating that the models were highly significant and could predict the angles of repose
α1,
α2, and
α3. The larger the coefficient of determination
R2 (in the range of 0 to 1), the better the fit of the model. The
R2 of the model for the angles of repose
α1,
α2, and
α3 were 0.977, 0.979, and 0.945, respectively, indicating that the predicted values of the regression equation fit well with the actual values. Generally, a higher coefficient of variation (CV) results in lower test reliability [
32]. The CV values for the angles of repose
α1,
α2, and
α3 are 4.87%, 3.97%, and 6.36%, respec-tively, indicating that the simulation test has good reliability.
From
Table 7, we can see the effect of factors. The
p-value of the coefficient of restitution between rapeseed
X1 was greater than 0.05, indicating that the coefficient of restitution between rapeseed was not significant and had no effect on the angle of repose. The
p-values of the coefficient of static friction between rapeseed
X2, the coefficient of rolling friction between rapeseed
X3, and the coefficient of rolling friction of rapeseed with contact material
X4 were all less than 0.0001, indicating that these three factors had highly significant effects on the angles of repose
α1,
α2, and
α3. The
p-values of the
X2X3,
X2X4, and
X3X4 interaction models for the angle of repose
α1 were all less than 0.05; the
p-values of only the
X3X4 interaction model for the angle of repose
α2 were all less than 0.05; the
p-values of only the
X2X3 interaction model for the angle of repose
α3 were all less than 0.05, indicating that these interaction terms had significant effects on the angles of repose
α1,
α2, and
α3, respectively; other than that, the remaining interaction terms had no significant effects on the angles of repose
α1,
α2, and
α3.
3.2. Interaction Effects of the Regression Model
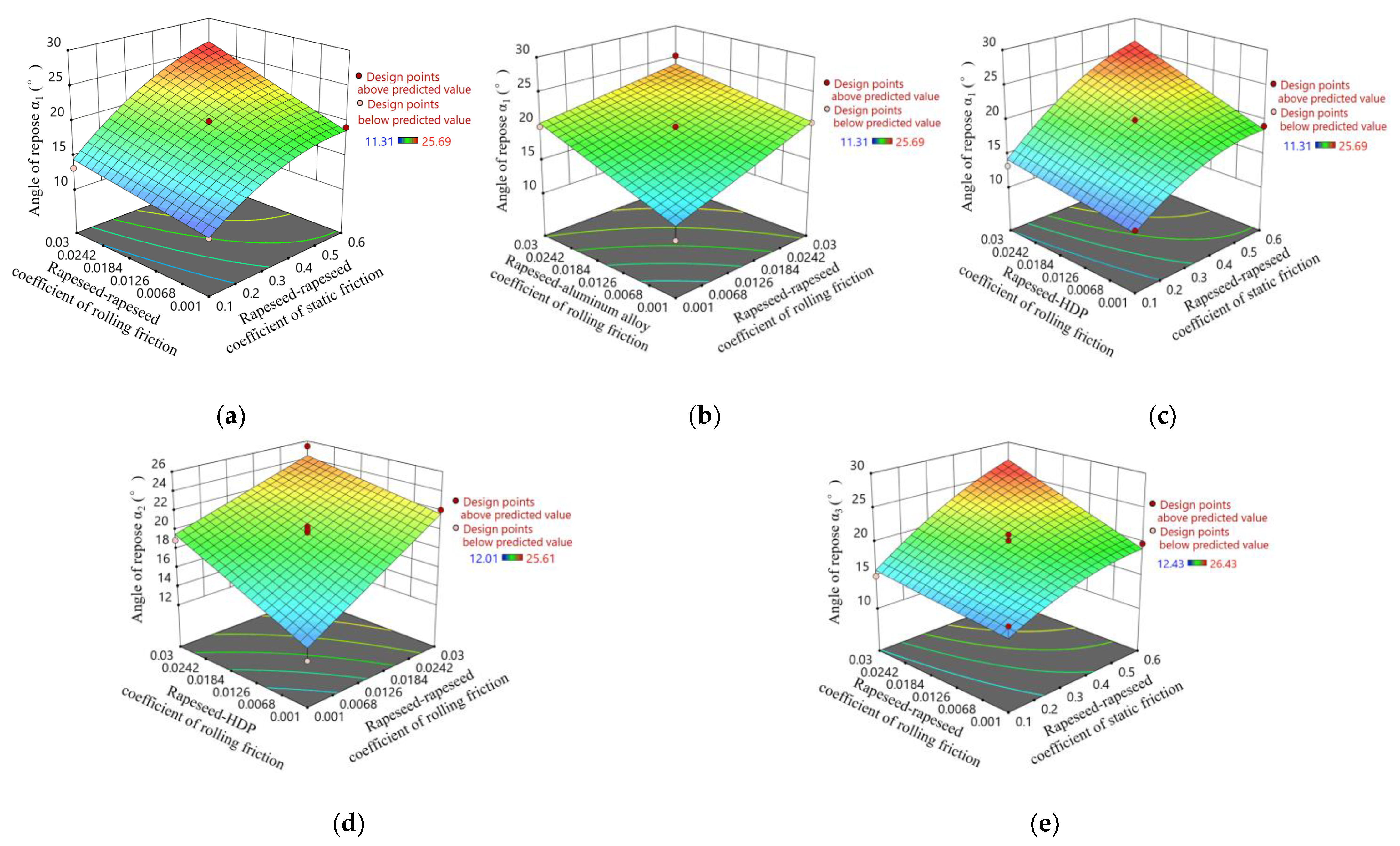
To further explore the effect of interaction terms, the response surface for the interaction of the factors on the angle of repose was obtained by using Design-Expert software. As shown in
Table 7, the coefficient of restitution between rapeseed did not have a significant effect, so it was taken to be in the middle range of the level of 0.35. Among the three factors, the coefficient of static friction between rapeseed, the coefficient of rolling friction between rapeseed, and the coefficient of rolling friction of rapeseed with contact materials, one of the factors was fixed first, and then the response surface was used to analyze the effect law of the remaining two factors on the angle of repose.
Figure 8a,c show the response surfaces of the coefficient of static friction and rolling friction between rapeseed and the coefficient of rolling friction between rapeseed and HDPE with each other, respectively. It can be seen from the plots that the interaction between the three is obvious. From
Figure 8a,b, it can be seen that angle of repose
α1 gradually becomes larger with an increase in the coefficient of static friction between rapeseed, while the coefficient of static friction between rapeseeds and coefficient of rolling friction between rapeseed and aluminum alloy is constant. From
Figure 8b,c, it can be seen that when the coefficient of static friction and rolling friction between rapeseed and aluminum alloy are constant, the angle of repose
α1 gradually increases with an increase in the coefficient of rolling friction between rapeseed particles. From
Figure 8d, it can be seen that when the coefficient of rolling friction between rapeseed particles and the coefficient of rolling friction between rapeseed and HDPE are both fixed at one, the angle of repose
α2 will gradually increase with an increase of the other one. From
Figure 8e, it can be seen that when the coefficient of rolling friction between rapeseed and the coefficient of static friction between rapeseed particles is fixed one-by-one, the angle of repose
α3 increases gradually with an increase in the other one.
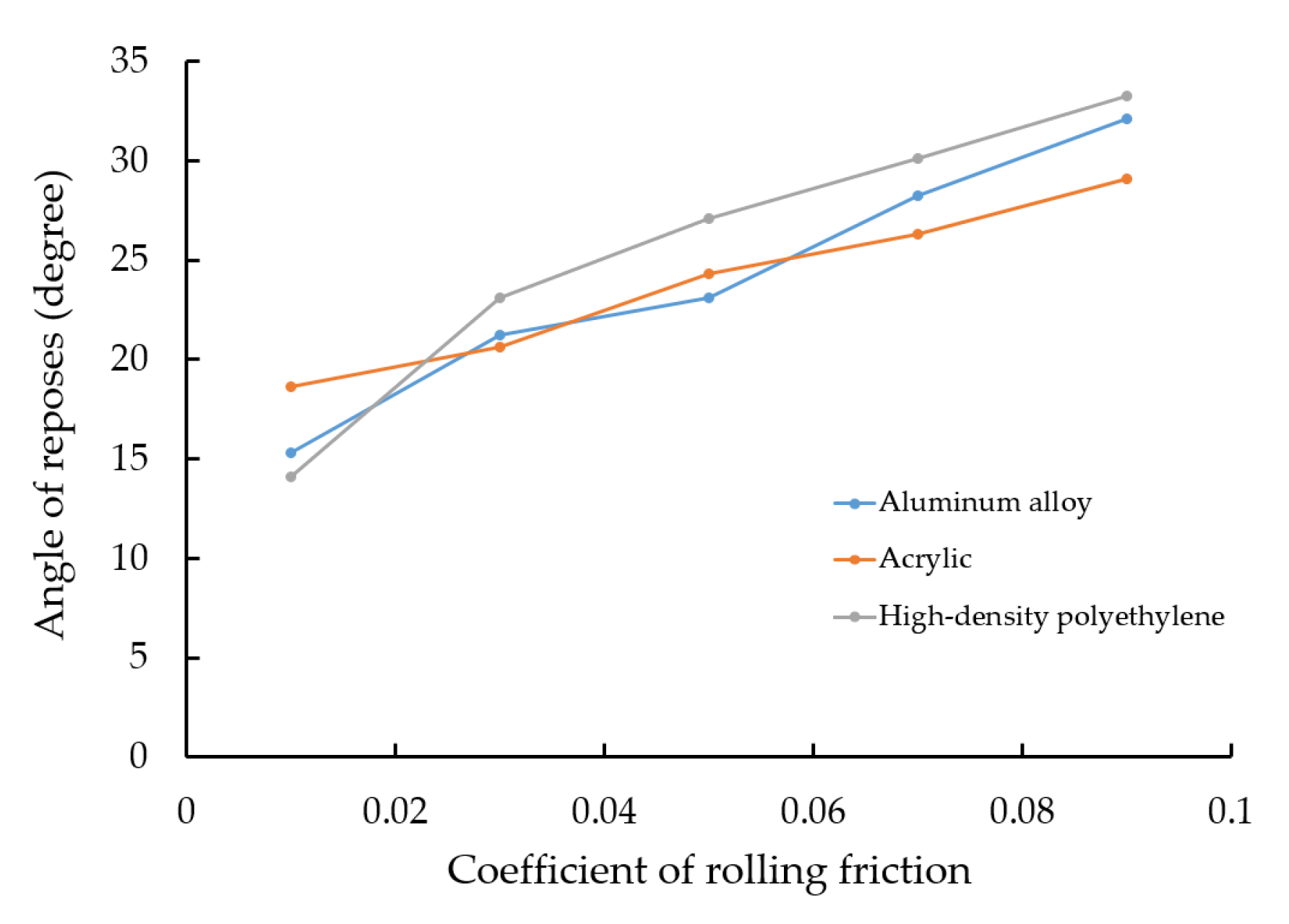
In general, when any one of the parameters was fixed, the effect of the other two parameters on the angle of repose tended to increase. This is because as the coefficient of static friction between rapeseed increases, the sliding resistance of contact between rapeseeds increases. As the coefficient of rolling friction between rapeseed increases, more and more particles in the stacking, the compaction between particles keeps increasing, the resistance to rotational movement of rapeseeds increases, and the particles are not easily displaced by leveling, resulting in a high pile of particles, which is similar to the results of ZHOU, Y.C. [
33]. As the coefficient of rolling friction between rapeseed and a contact material increases, the flow capacity of the bottom particles during the stacking process decreases, which facilitates the formation of particle piles, therefore, the angle of repose on different materials increases with an increase in these three parameters.
3.3. Determination of Optimal Parameter Combination
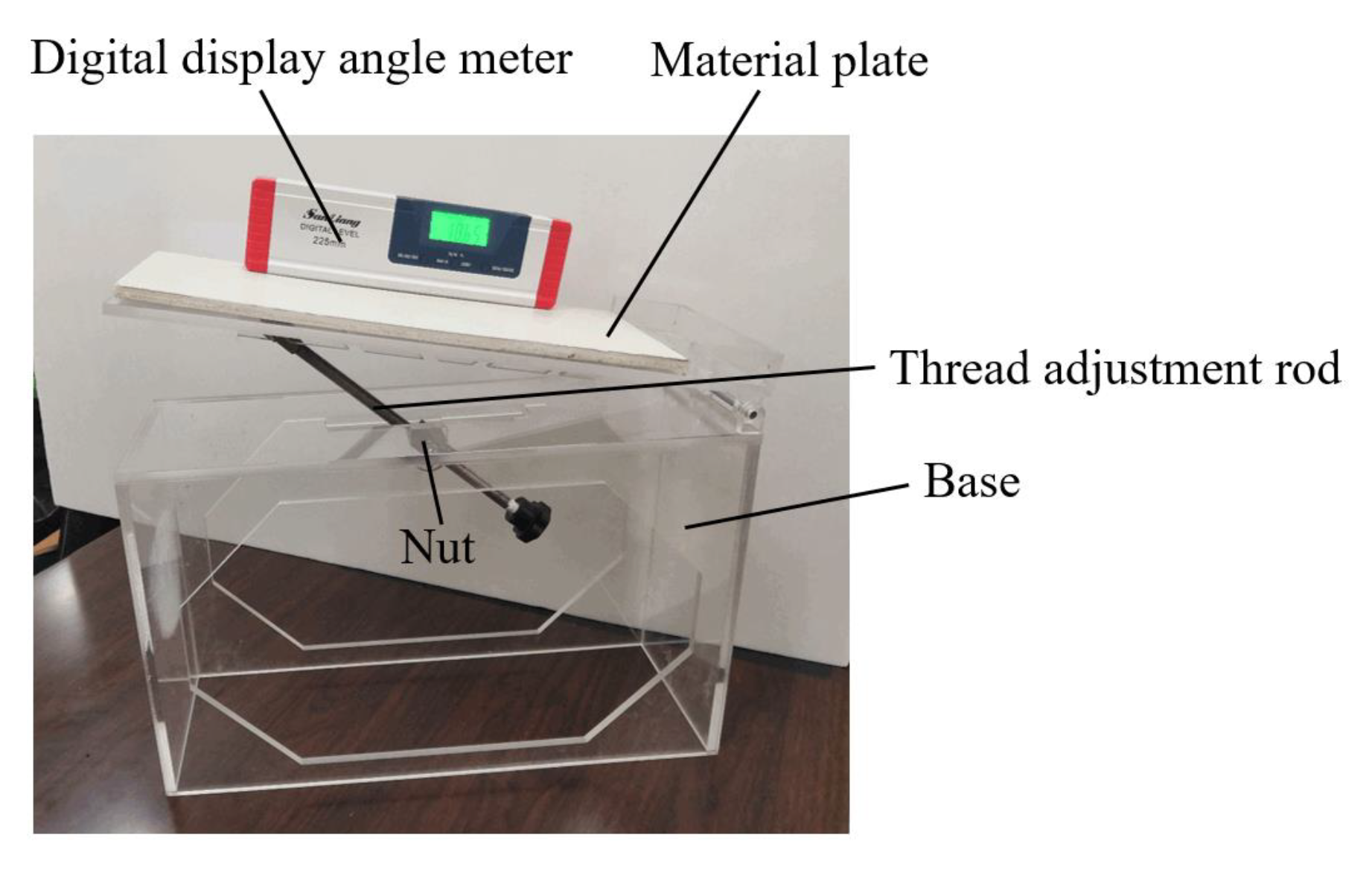
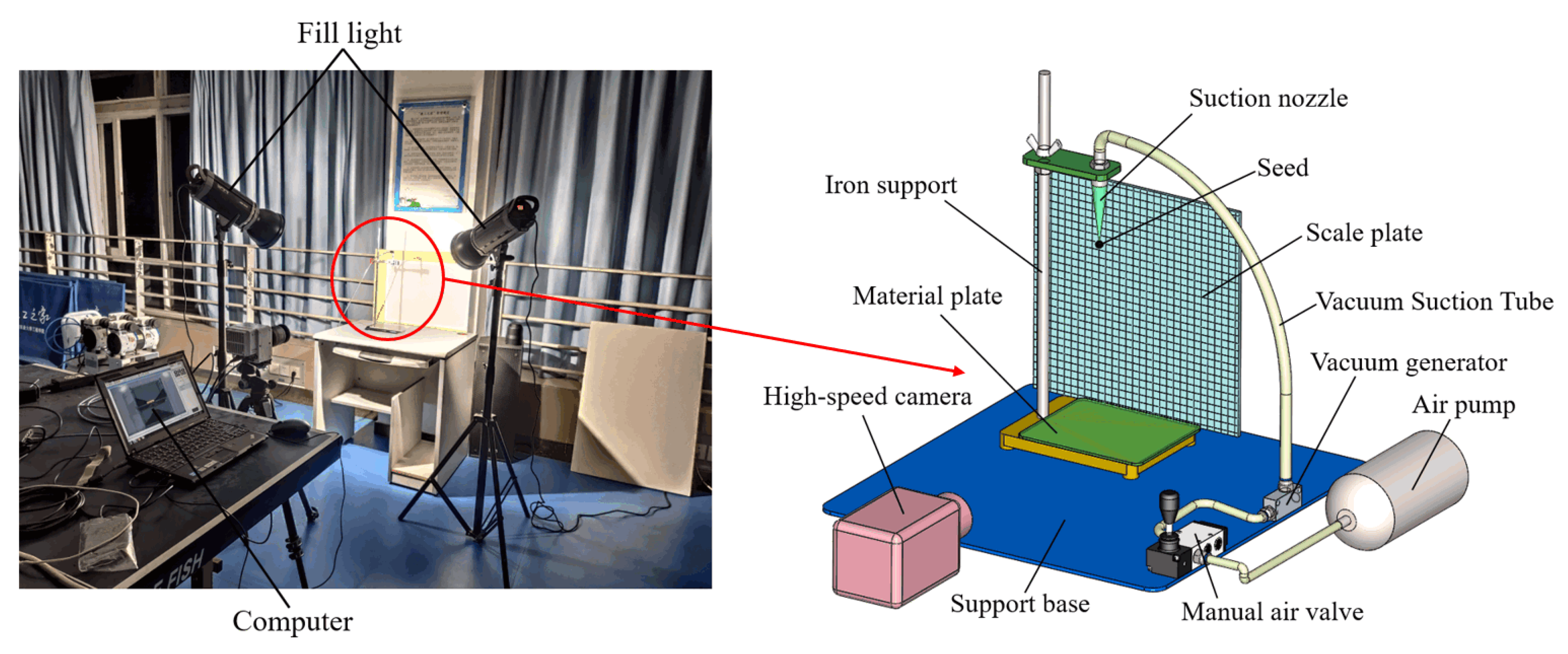
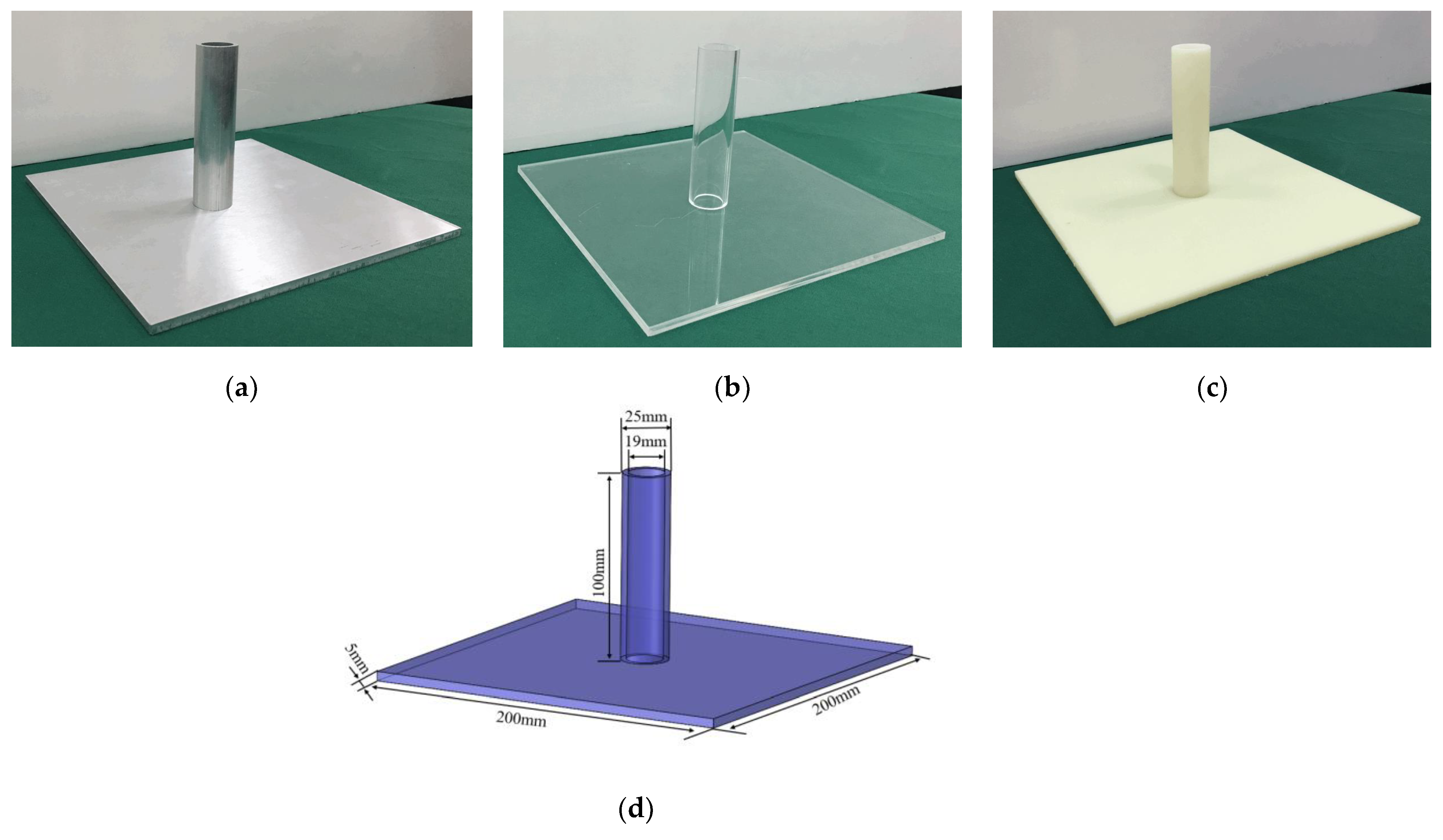
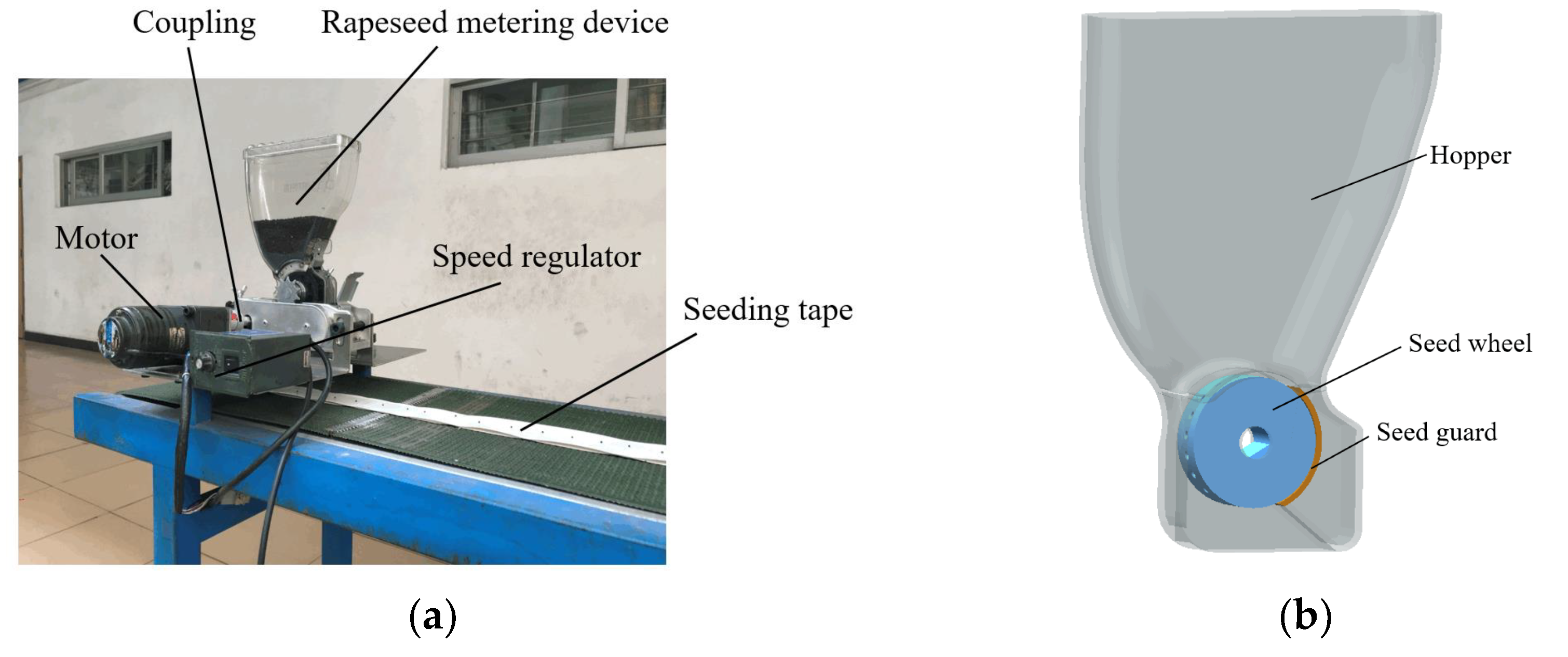
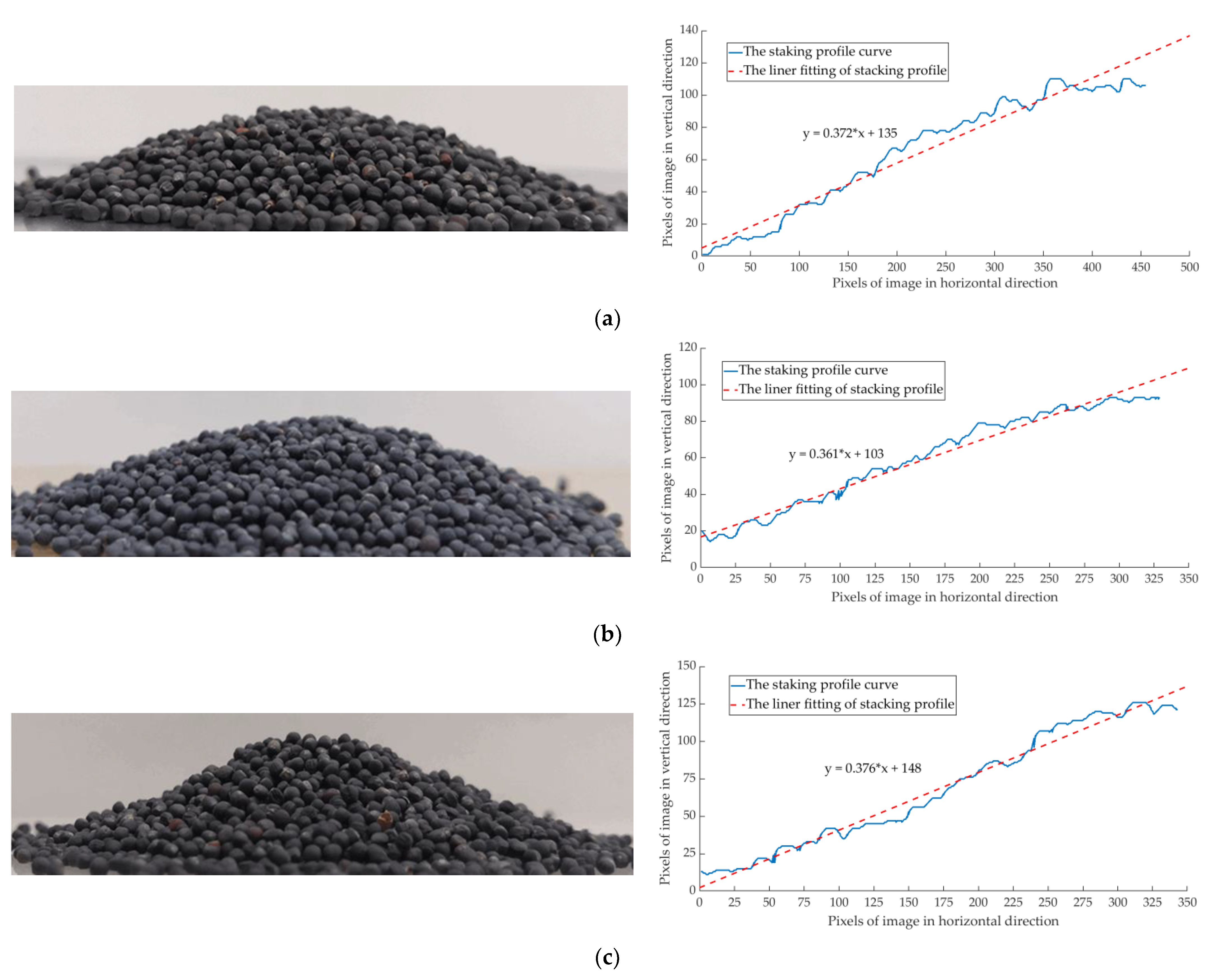
The particle stacks of rapeseed particles on aluminum alloy, acrylic, and HDPE plates were obtained using the devices shown in
Figure 2a–c, respectively, as shown in
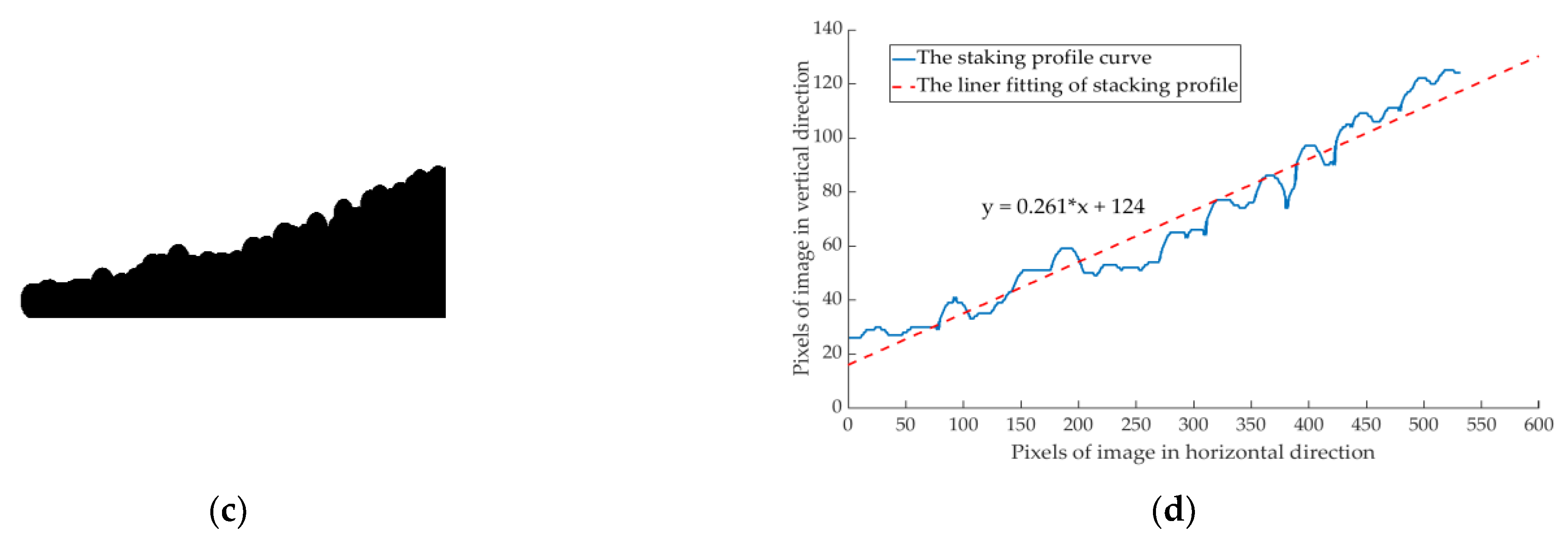
Figure 9a–c. The angles of repose were obtained at 20.41°, 19.86°, and 21.61°, respectively, according to the image processing technique above.
First, the actual angle of repose of rapeseed on the aluminum alloy plate was used as the response value, and then the optimization module of Design-Expert software was used to optimize the solution for this objective. The following optimal combinations of the influencing factors were obtained: a coefficient of static friction between rapeseed particles of 0.377, coefficient of rolling friction between rapeseed particles of 0.017, and coefficient of rolling friction between rapeseed particles and aluminum alloy of 0.016. After that, the angles of repose of rapeseed particles on the acrylic and HDPE plates were used as the response values, and the constraints were the coefficient of static friction between rapeseed particles and the coefficient of rolling friction between rapeseed particles obtained in the previous step, respectively. The coefficients of rolling friction between rapeseed particles and acrylic, and rapeseed particles and HDPE were obtained as 0.011, and 0.019, respectively.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}