
Simulation and Optimisation of Integrated Anaerobic-Aerobic Bioreactor (IAAB) for the Treatment of Palm Oil Mill Effluent

 ,
,  ,
,  , , ,
, , , 

Abstract
:
1. Introduction
2. POME Treatment
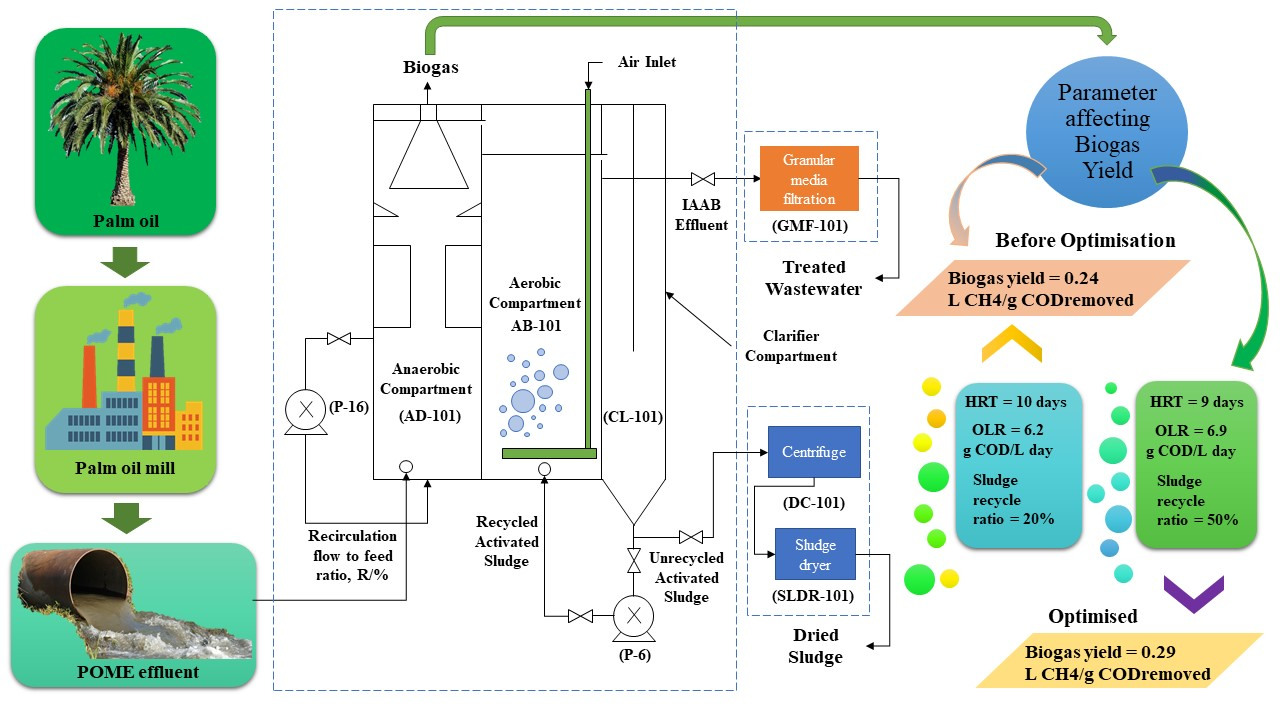
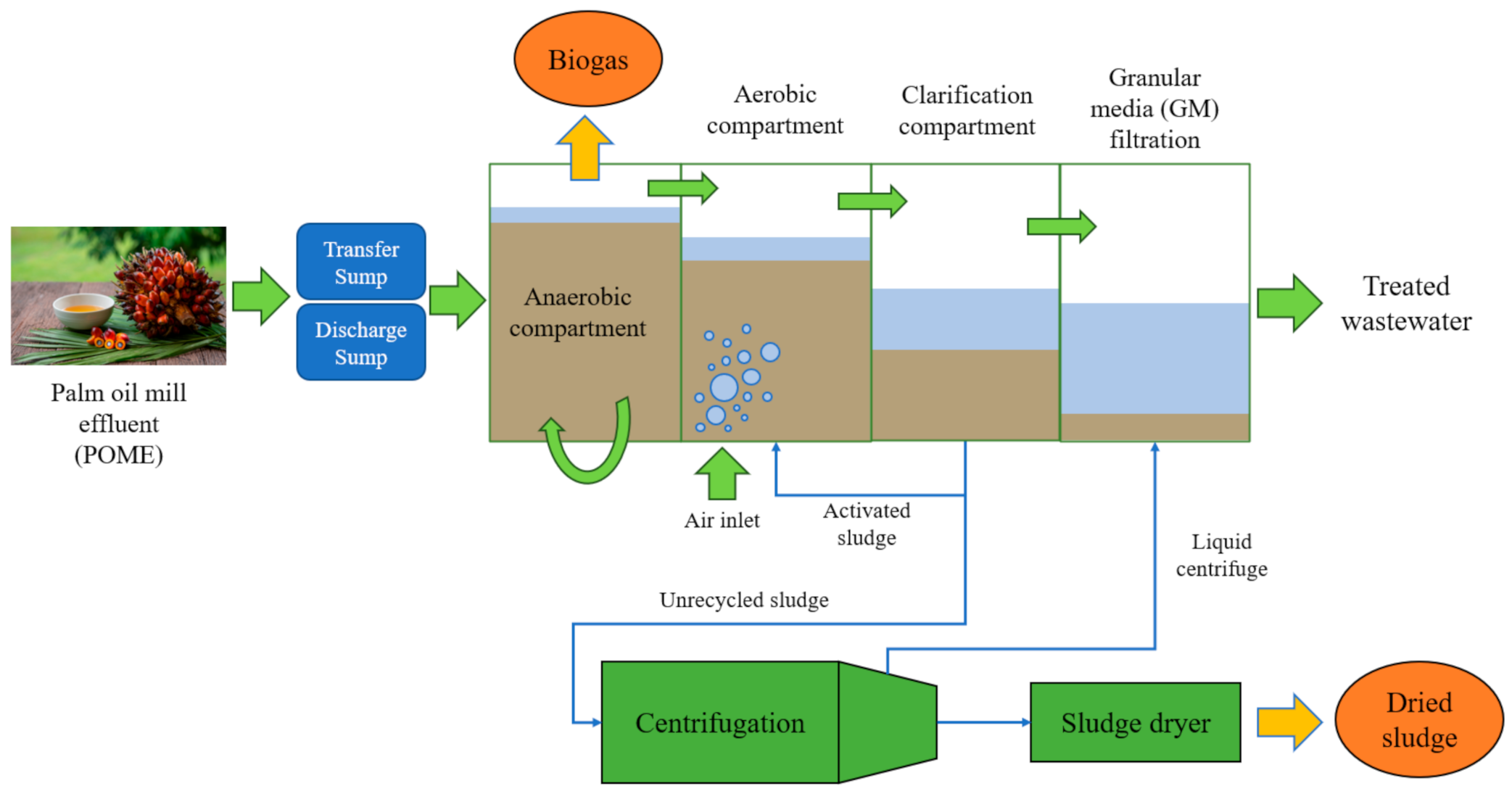
2.1. IAAB (Integrated Anaerobic-Aerobic Bio-Reactor) Technology
2.2. Biogas Production
3. Simulation Methodology
4. Results and Discussion
4.1. Simulation Results
4.2. Process Optimisation
4.2.1. Effect of HRT and OLR of Anaerobic Compartment on CH4 Production, COD Removal % and Total Cost
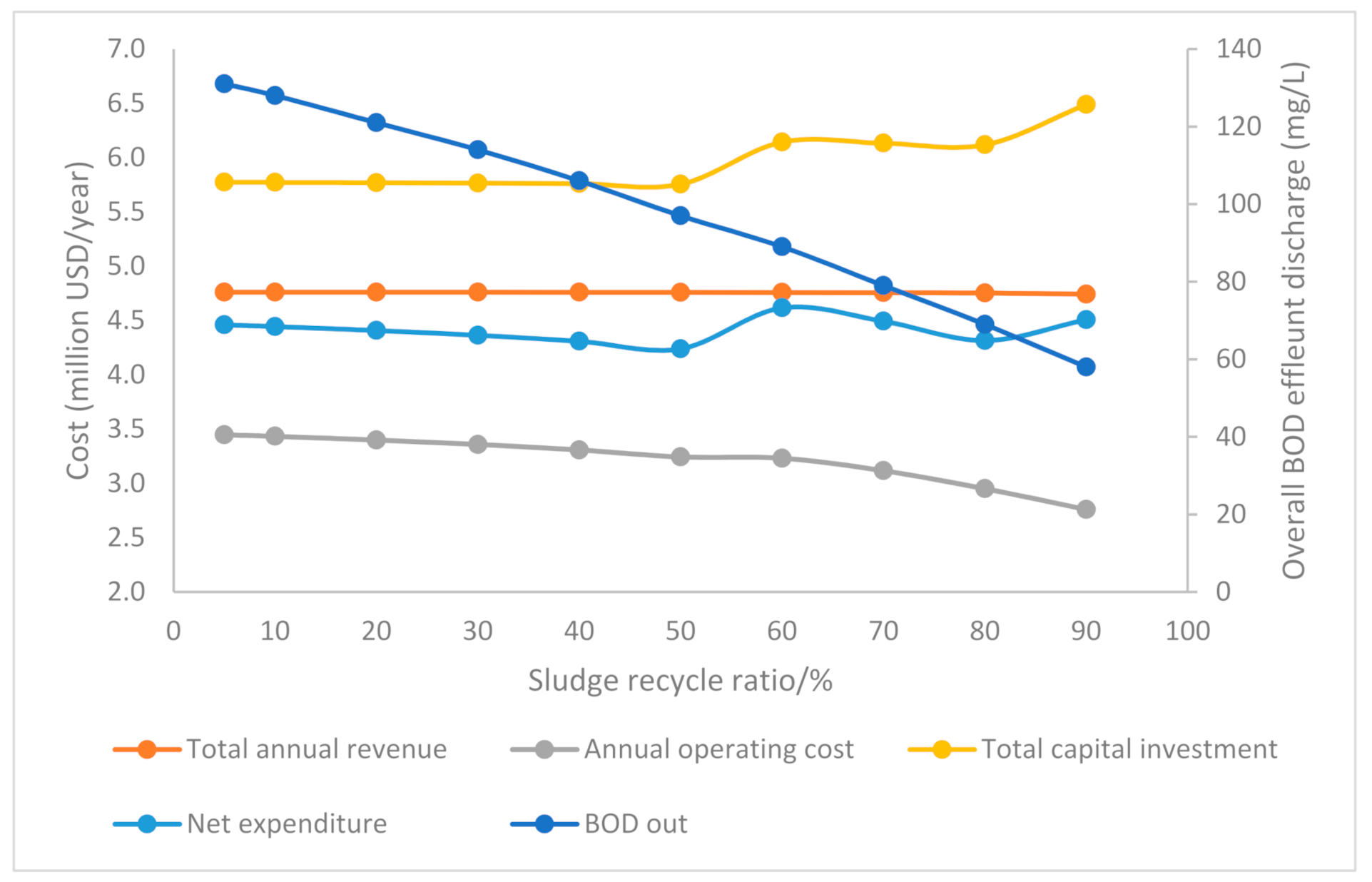
4.2.2. Effect of Aerobic Sludge Recycle Ratio (%) on Total Cost, and Overall BOD Discharge
4.3. Summary for Process Optimisation
4.4. Economic Analysis
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Main Component | Stoichiometry | Biogas Production (L/g) | Methane Content (%) |
|---|---|---|---|
| Carbohydrate | C6H10O5 + H2O → 3CH4 + 3CO2 | 0.83 | 50.0 |
| Protein | C16H24O5N4 + 14.5H2O → 8.25CH4 + 3.75CO2 + 4NH+4 + 4HCO3− | 0.92 | 68.8 |
| Lipid | C50H90O6 + 24.5H2O → 34.75CH4 + 15.25CO2 | 1.43 | 69.5 |
| Compartment | Kinetic Model | Kinetic Coefficients | ||
|---|---|---|---|---|
| Ks (mg/L) | µmax (day−1) | Kd (day−1) | ||
| Anaerobic | Monod | 9411 | 0.1764 | 0.1088 |
| Aerobic | Monod | 500 | 0.2465 | 0.0154 |
| Compartment | Kinetic Model | Kinetic Coefficients | ||
|---|---|---|---|---|
| Ks (mg/L) | µmax (day−1) | Kd (day−1) | ||
| Anaerobic | Monod | 450 | 1.20 | 0.48 |
| Aerobic | Monod | 311 | 0.72 | 0.53 |
| Equipment | Parameter | Value Specification | Remarks |
|---|---|---|---|
| Anaerobic Digestion (AD-101) | Volume (m3) | 11,258.3 | - |
| HRT/residence time (days) | 10.0 | Adopted from [18] | |
| - | - | ||
| CH4 production (kg/h) | 592.3 | - | |
| CH4 mass composition (%) | 64.0 | - | |
| Aerobic Bio-Oxidation (AB-101) | Volume (m3) | 4985.7 | - |
| HRT/residence time (days) | 4.0 | Adopted from [18] | |
| - | - | ||
| Centrifugation (DC-101) | Particulate component removal (%) | 99 | Set to allow maximum efficiency |
| (Biomass and dead biomass) | |||
| 30 | |||
| (Water) | |||
| Sludge Drying (SLDR-101) | Evaporation data Evaporation efficiency (%) | Evaporate water. 75 | Set to allow maximum efficiency |
| GM Filtration (GMF-101) | Overall removal efficiency (%) | 95 | Set to allow maximum efficiency in order to adhere to the environmental discharge limit |
| Chiller (HX-101) | Component liquid phase distribution (%) | 90 (Water) | Adopted from [25] |
| Operating temperature (°C) | 5 | ||
| Cooling agent | Freon | ||
| Bio-Trickling Filtration (TF-101) | Operating temperature (°C) | 26.1 | - |
| Blower (M-101) | Pressure change (bar) | 3.5 × 10−2 | Adopted from [25] |
| Recirculation Pump (PM-101) | Pressure change (bar) | 1.1 | - |
| Equipment | Dimension | Unit Cost/USD | Reference |
|---|---|---|---|
| Centrifuge (DC-101) | 30.0 × 103 L/h | 90,000 | SuperPro Designer V9 default setting (Adjusted for year 2021) |
| Sludge dryer (SLDR-101) | 8.8 × 103 kg/h (evaporative capacity) | 37,000 | SuperPro Designer V9 default setting (Adjusted for year 2021) |
| Aerobic Bio-oxidation (AB-101) | 5.0 × 106 L | 55,000 | Adopted from [25] with slight modification |
| Anaerobic digestion (AD-101) | 11.3 × 106 | 130,000 | Adopted from [25] |
| Bio-Trickling Filtration (TF-101) | 1.1 × 10−1 m2 (cross sectional area) | 241,000 | SuperPro Designer V9 default setting (Adjusted for year 2021) |
| GM Filtration (GMF-101) | 1.4 L | 20,000 | Adopted from [25] with slight modification |
| Chiller (HX-101) | 3.5 m2 (heat transfer area) | 15,000 | Adopted from [25] |
| Clarifier (CL-101) | 38.9 m2 (surface area) | 72,500 | Adopted from [25] |
References
- Lokman, N.A.; Ithnin, A.M.; Yahya, W.J.; Yuzir, M.A. A brief review on biochemical oxygen demand (BOD) treatment methods for palm oil mill effluents (POME). Environ. Technol. Innov. 2021, 21, 101258. [Google Scholar] [CrossRef]
- Chen, J.; Shi, H.; Sivakumar, B.; Peart, M.R. Population, water, food, energy and dams. Renew. Sustain. Energy. Rev. 2016, 56, 18–28. [Google Scholar] [CrossRef]
- Hasanudin, U.; Sugiharto, R.; Haryanto, A.; Setiadi, T.; Fujie, K. Palm oil mill effluent treatment and utilization to ensure the sustainability of palm oil industries. Water Sci. Technol. 2015, 72, 1089–1095. [Google Scholar] [CrossRef]
- Zaied, B.K.; Nasrullah, M.; Siddique, M.N.I.; Zularisam, A.W.; Singh, L.; Krishnan, S. Co-digestion of palm oil mill effluent for enhanced biogas production in a solar assisted bioreactor: Supplementation with ammonium bicarbonate. Sci. Total. Environ. 2020, 706, 136095. [Google Scholar] [CrossRef]
- Ding, G.T.; Mohd Yasin, N.H.; Takriff, M.S.; Kamarudin, K.F.; Salihon, J.; Yaakob, Z.; Mohd Hakimi, N.I.N. Phycoremediation of palm oil mill effluent (POME) and CO2 fixation by locally isolated microalgae: Chlorella sorokiniana UKM2, Coelastrella sp. UKM4 and Chlorella pyrenoidosa UKM7. J. Water Process. Eng. 2020, 35, 101202. [Google Scholar] [CrossRef]
- Loh, S.K.; Lai, M.E.; Ngatiman, M.; Lim, W.S.; Choo, Y.M.; Zhang, Z.; Salimon, J. Zero discharge treatment technology of palm oil mill effluent. J. Oil Palm Res. 2013, 25, 271–281. [Google Scholar]
- Lim, K.S.; Sethu, V.; Selvarajoo, A. Natural plant materials as coagulant and flocculants for the treatment of palm oil mill effluent. Mater. Today Proc. 2021. [Google Scholar] [CrossRef]
- Ahmed, Y.; Yaakob, Z.; Akhtar, P.; Sopian, K. Production of biogas and performance evaluation of existing treatment processes in palm oil mill effluent (POME). Renew. Sustain. Energy. Rev. 2015, 42, 1260–1278. [Google Scholar] [CrossRef]
- Yacob, S.; Ali Hassan, M.; Shirai, Y.; Wakisaka, M.; Subash, S. Baseline study of methane emission from anaerobic ponds of palm oil mill effluent treatment. Sci. Total Environ. 2006, 366, 187–196. [Google Scholar] [CrossRef] [PubMed]
- Chan, Y.J.; Chong, M.F.; Law, C.L. An integrated anaerobic–aerobic bioreactor (IAAB) for the treatment of palm oil mill effluent (POME): Start-up and steady state performance. Process Biochem. 2012, 47, 485–495. [Google Scholar] [CrossRef]
- Tchobanoglous, G.; Burton, F.L.; Stensel, H.D. Metcalf & Eddy—Wastewater Engineering—Treatment and Reuse, 4th ed.; McGraw-Hill Education: New York, NY, USA, 2004. [Google Scholar]
- Vögeli, Y.; Lohri, C.R.; Gallardo, A.B.; Diener, S.; Zurbruegg, C. Anaerobic Digestion of Biowaste in Developing Countries. Practical Information and Case Studies; Eawag—Swiss Federal Institute of Aquatic Science and Technology Department of Water and Sanitation in Developing Countries (Sandec): Dubendorf, Switzerland, 2014. [Google Scholar]
- Wang, S.; Ma, F.; Ma, W.; Wang, P.; Zhao, G.; Lu, X. Influence of Temperature on Biogas Production Efficiency and Microbial Community in a Two-Phase Anaerobic Digestion System. Water 2019, 11, 133. [Google Scholar] [CrossRef] [Green Version]
- Poh, P.E.; Chong, M.F. Development of anaerobic digestion methods for palm oil mill effluent (POME) treatment. Bioresour. Technol. 2009, 100, 1–9. [Google Scholar] [CrossRef]
- Isa, M.H.; Wong, L.P.; Bashir, M.J.K.; Shafiq, N.; Kutty, S.R.M.; Farooqi, I.H.; Lee, H.C. Improved anaerobic digestion of palm oil mill effluent and biogas production by ultrasonication pretreatment. Sci. Total Environ. 2020, 722, 137833. [Google Scholar] [CrossRef] [PubMed]
- Dotro, G.; Langergraber, G.; Molle, P.; Nivala, J.; Puigagut, J.; Stein, O.; von Sperling, M. Treatment Wetlands; IWA Publishing: London, UK, 2017. [Google Scholar]
- Chan, Y.J.; Chong, M.F.; Law, C.L.; Hassell, D.G. A review on anaerobic–aerobic treatment of industrial and municipal wastewater. Chem. Eng. J. 2009, 155, 1–18. [Google Scholar] [CrossRef]
- Chan, Y.J.; Hue, F.S.; Chong, M.F.; Ng, D.K.S.; Lim, D.L.K. Pre-Commercialized Integrated Anaerobicaerobic Bioreactor (IAAB) for Palm Oil Mill Effluent (pome) Treatment & Biogas Generation. J. Oil Palm Environ. 2020, 11. [Google Scholar] [CrossRef]
- Intelligen, I. Company Information. Available online: https://www.intelligen.com/company-info/ (accessed on 15 June 2021).
- Aziz, M.M.; Kassim, K.A.; El Sergany, M.; Anuar, S.; Jorat, M.E.; Yaacob, H.; Ahsan, A.; Imteaz, M.A. Recent advances on palm oil mill effluent (POME) pretreatment and anaerobic reactor for sustainable biogas production. Renew. Sustain. Energy. Rev. 2020, 119, 109603. [Google Scholar] [CrossRef]
- Rahayu, A.S.; Karsiwulan, D.; YuwonoIra, H.; Trisnawati, I.; Mulyasari, S.; Rahardjo, S.; Hokermin, S.; Paramita, V. Handbook POME-to-Biogas Project Development in Indonesia. Winrock Int. 2015, 2, 1–100. [Google Scholar]
- Yang, L.; Ge, X.; Wan, C.; Yu, F.; Li, Y. Progress and perspectives in converting biogas to transportation fuels. Renew. Sustain. Energy. Rev. 2014, 40, 1133–1152. [Google Scholar] [CrossRef]
- Armatec Environmental. Biological Scrubbers—Armatec Environmental Ltd. Available online: https://armatec.squarespace.com/biological-scrubbers (accessed on 9 June 2021).
- Saad, M.S.; Wirzal, M.D.H.; Putra, Z.A. Review on current approach for treatment of palm oil mill effluent: Integrated system. J. Environ. Manage. 2021, 286, 112209. [Google Scholar] [CrossRef]
- Lok, X.; Chan, Y.J.; Foo, D.C.Y. Simulation and optimisation of full-scale palm oil mill effluent (POME) treatment plant with biogas production. J. Water Process Eng. 2020, 38, 101558. [Google Scholar] [CrossRef]
- Chin, M.J.; Poh, P.E.; Tey, B.T.; Chan, E.S.; Chin, K.L. Biogas from palm oil mill effluent (POME): Opportunities and challenges from Malaysia’s perspective. Renew. Sustain. Energy. Rev. 2013, 26, 717–726. [Google Scholar] [CrossRef]
- Yap, C.C.; Chan, Y.J.; Loh, S.K.; Supramaniam, C.V.; Soh, A.C.; Chong, M.F.; Lim, L.K. Pilot-Scale Investigation of the Integrated Anaerobic–Aerobic Bioreactor (IAAB) Treating Palm Oil Mill Effluent (POME): Startup and Performance Evaluation. Ind. Eng. Chem. Res. 2021, 60, 3839–3859. [Google Scholar] [CrossRef]
- Brandt, M.J.; Johnson, K.M.; Elphinston, A.J.; Ratnayaka, D.D. Chapter 13—Energy Use, Sustainability and Waste Treatment. In Twort’s Water Supply, 7th ed.; Brandt, M.J., Johnson, K.M., Elphinston, A.J., Ratnayaka, D.D., Eds.; Butterworth-Heinemann: Boston, MA, USA, 2017; pp. 553–580. [Google Scholar]
- Chan, Y.J.; Chong, M.F.; Law, C.L. Performance and kinetic evaluation of an integrated anaerobic-aerobic bioreactor in the treatment of palm oil mill effluent. Environ. Technol. 2017, 38, 1005–1021. [Google Scholar] [CrossRef]
- Andreoli, C.V.; Sperling, M.V.; Fernandes, F. Sludge Treatment and Disposal; IWA: London, UK, 2007; Volume 6, pp. 1–237. [Google Scholar]
- AET. Activated Sludge Process and IFAS–Design Rules + Guideline. Available online: https://www.aqua-equip.com/blog/activated-sludge-process-and-ifas-design-rules-guideline/ (accessed on 10 June 2021).
- Ren, Y.; Yu, M.; Wu, C.; Wang, Q.; Gao, M.; Huang, Q.; Liu, Y. A comprehensive review on food waste anaerobic digestion: Research updates and tendencies. Bioresour. Technol. 2018, 247, 1069–1076. [Google Scholar] [CrossRef] [PubMed]
- Zhang, W.; Lang, Q.; Pan, Z.; Jiang, Y.; Liebetrau, J.; Nelles, M.; Dong, H.; Dong, R. Performance evaluation of a novel anaerobic digestion operation process for treating high-solids content chicken manure: Effect of reduction of the hydraulic retention time at a constant organic loading rate. Waste Manag. 2017, 64, 340–347. [Google Scholar] [CrossRef]
- Azzahrani, I.N.; Davanti, F.A.; Millati, R.; Cahyanto, M.N. Effect of Hydraulic Retention TIME (HRT) and Organic Loading Rate (OLR) to the Nata De Coco Anaerobic Treatment Eficiency and Its Wastewater Characteristics. Agritech J. Fak. Teknol. Pertan. UGM 2018, 38, 160–166. [Google Scholar] [CrossRef] [Green Version]
- Arimi, M.M.; Knodel, J.; Kiprop, A.; Namango, S.S.; Zhang, Y.; Geißen, S.-U. Strategies for improvement of biohydrogen production from organic-rich wastewater: A review. Biomass Bioenergy 2015, 75, 101–118. [Google Scholar] [CrossRef]
- Choong, Y.Y.; Chou, K.W.; Norli, I. Strategies for improving biogas production of palm oil mill effluent (POME) anaerobic digestion: A critical review. Renew. Sustain. Energy Rev. 2018, 82, 2993–3006. [Google Scholar] [CrossRef]
- Ohimain, E.I.; Izah, S.C. A review of biogas production from palm oil mill effluents using different configurations of bioreactors. Renew. Sustain. Energy Rev. 2017, 70, 242–253. [Google Scholar] [CrossRef] [Green Version]
- Towler, G.; Sinnott, R. Chapter 9—Economic Evaluation of Projects. In Chemical Engineering Design, 2nd ed.; Towler, G., Sinnott, R., Eds.; Butterworth-Heinemann: Boston, MA, USA, 2013; pp. 389–429. [Google Scholar]
- Eia.gov. United States Natural Gas Industrial Price (Dollars per Thousand Cubic Feet). Available online: https://www.eia.gov/dnav/ng/hist/n3035us3m.htm (accessed on 10 June 2021).
- Loh, S.K.; Nasrin, A.B.; Mohamad Azri, S.; Nurul Adela, B.; Muzzammil, N.; Daryl Jay, T.; Stasha Eleanor, R.A.; Lim, W.S.; Choo, Y.M.; Kaltschmitt, M. First Report on Malaysia’s experiences and development in biogas capture and utilization from palm oil mill effluent under the Economic Transformation Programme: Current and future perspectives. Renew. Sustain. Energy Rev. 2017, 74, 1257–1274. [Google Scholar] [CrossRef]
- Smith, R. Chemical Process: Design and Integration; John Wiley & Sons: Hoboken, NJ, USA, 2005. [Google Scholar]





| Component | Flowrate (kg/h) | Mass Composition (%) | Concentration (g/L) |
|---|---|---|---|
| Biomass | 130.0 | 0.3 | 3.1 |
| Carbohydrates | 577.0 | 1.4 | 13.8 |
| Lipids | 160.0 | 0.4 | 3.8 |
| Proteins | 482.0 | 1.2 | 11.5 |
| Sulphur | 500.0 | 1.2 | 12.0 |
| Water | 40,000.0 | 95.6 | 957.0 |
| Concentration (mg/L) | |||
| COD | 62,488 | ||
| BOD | 39,139 | ||
| TP 1 | 568 | ||
| TN 2 | 3656 | ||
| TS | 28,455 | ||
| TSS | 3110 | ||
| TDS 3 | 25,335 | ||
| TOC 4 | 16,752 | ||
| Description | Components | Flowrate (kg/h) | Mass Composition (%) | Concentration (g/L) |
|---|---|---|---|---|
| Biogas from anaerobic digestion | NH3 | 0.4 | 0.0 | 7.0 × 10−4 |
| CO2 | 309.0 | 28.5 | 5.5 × 10−1 | |
| H2S | 126.5 | 11.7 | 2.3 × 10−1 | |
| CH4 | 596.2 | 55.0 | 1.1 | |
| H2O | 52.6 | 4.8 | 9.4 × 10−2 | |
| Purified biogas | NH3 | 0.4 | 0.0 | 4.0 × 10−4 |
| CO2 | 308.4 | 32.9 | 3.0 × 10−1 | |
| H2S | 1.3 | 0.1 | 1.2 × 10−3 | |
| CH4 | 596.2 | 63.5 | 5.8 × 10−1 | |
| O2 | 25.1 | 2.7 | 2.4 × 10−2 | |
| H2O | 7.0 | 0.7 | 6.7 × 10−3 | |
| Concentration (mg/L) | ||||
| Aerobically treated POME effluent | COD | 1359 | ||
| BOD | 850 | |||
| TP 1 | 14 | |||
| TN 2 | 85 | |||
| TS | 745 | |||
| TSS | 723 | |||
| TDS 3 | 21 | |||
| TOC 4 | 364 | |||
| Final treated POME effluent (after GM filtration) | COD | 3.0 | ||
| BOD | 1.9 | |||
| TP 1 | 0.1 | |||
| TN 2 | 0.2 | |||
| TS | 1.6 | |||
| TSS | 1.1 | |||
| TDS 3 | 0.5 | |||
| TOC 4 | 0.8 | |||
| Parameter | Unit | Experimental Value | Base Case Value | Optimum Value |
|---|---|---|---|---|
| HRTan 1 | Days | 10 | 10 | 9 |
| OLRan 2 | g COD/L day | 6.3 | 6.2 | 6.9 |
| Sludge recycle ratio | % | 20 | 20 | 50 |
| HRTa 3 | Days | 4.1 | 4 | 8 |
| OLRa 4 | g COD/L day | 6.0 | 5.9 | 1.7 |
| Methane gas flow rate | kg/h | - | 592.3 | 675.3 |
| Methane gas composition | % | 63 | 64 | 65 |
| CO2 composition | % | 31 | 34 | 33 |
| Biogas production rate | m3/h | - | 1036 | 1270 |
| Biogas yield | L CH4/g CODremoved | 0.24 | 0.24 | 0.29 |
| L CH4/ kg POMEfed 5 | 25.7 | 25.7 | 30.4 | |
| COD removal, overall | % | 97.0 | 97.8 | 99.8 |
| BOD removal, overall | % | 98.0 | 98.6 | 99.8 |
| Parameter | Technology | Unit | |||
|---|---|---|---|---|---|
| IAAB (Base Case) | Digester Tank | Covered Lagoon | IAAB (Optimum Case) | ||
| Value | |||||
| Total capital investment | 5.3 | 5.0 | 4.0 | 5.8 | Million USD |
| Annual operating cost (AOC) | 3.0 | - | - | 3.2 | Million USD/year |
| Total annual revenue | 3.8 | - | - | 4.8 | Million USD/year |
| Unit production reference rate | 7.4 | - | - | 9.0 | Million kg MP/year |
| Unit production cost | 4.0 × 10−1 | - | - | 3.6 × 10−1 | USD/kg MP |
| Unit production revenue | 5.3 × 10−1 | - | - | 5.3 × 10−1 | USD/kg MP |
| Gross margin | 24.4 | - | - | 31.9 | % |
| Return on investment (ROI) | 19.6 | - | - | 24.5 | % |
| Payback time | 5.1 | 5.1 | 3.9 | 4.1 | years |
| IRR (after tax) | 13.2 | 12.1–19.7 | 16.1–25.5 | 17.9 | % |
| Net present value (NPV) (7% interest) | 2.1 | 0.9 | 1.0 | 4.4 | Million USD |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chong, J.W.R.; Chan, Y.J.; Chong, S.; Ho, Y.C.; Mohamad, M.; Tan, W.N.; Cheng, C.K.; Lim, J.W. Simulation and Optimisation of Integrated Anaerobic-Aerobic Bioreactor (IAAB) for the Treatment of Palm Oil Mill Effluent. Processes 2021, 9, 1124. https://doi.org/10.3390/pr9071124
Chong JWR, Chan YJ, Chong S, Ho YC, Mohamad M, Tan WN, Cheng CK, Lim JW. Simulation and Optimisation of Integrated Anaerobic-Aerobic Bioreactor (IAAB) for the Treatment of Palm Oil Mill Effluent. Processes. 2021; 9(7):1124. https://doi.org/10.3390/pr9071124
Chicago/Turabian StyleChong, Jun Wei Roy, Yi Jing Chan, Siewhui Chong, Yeek Chia Ho, Mardawani Mohamad, Wen Nee Tan, Chin Kui Cheng, and Jun Wei Lim. 2021. "Simulation and Optimisation of Integrated Anaerobic-Aerobic Bioreactor (IAAB) for the Treatment of Palm Oil Mill Effluent" Processes 9, no. 7: 1124. https://doi.org/10.3390/pr9071124
APA StyleChong, J. W. R., Chan, Y. J., Chong, S., Ho, Y. C., Mohamad, M., Tan, W. N., Cheng, C. K., & Lim, J. W. (2021). Simulation and Optimisation of Integrated Anaerobic-Aerobic Bioreactor (IAAB) for the Treatment of Palm Oil Mill Effluent. Processes, 9(7), 1124. https://doi.org/10.3390/pr9071124