
Process Transferability of Friction Riveting of AA2024-T351/Polyetherimide (PEI) Joints Using Hand-Driven, Low-Cost Drilling Equipment




Abstract
:1. Introduction
2. Friction Riveting
3. Materials and Methods
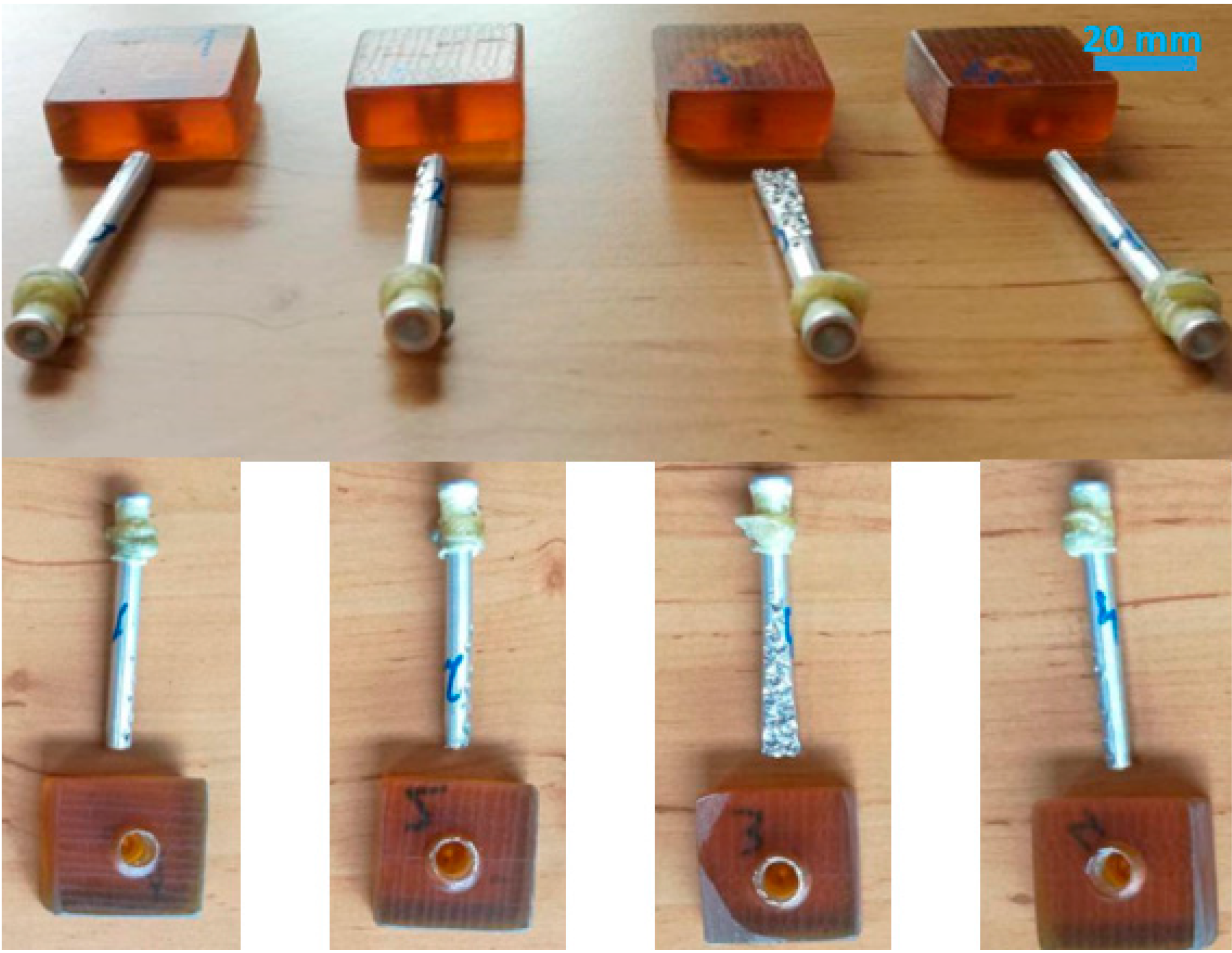
3.1. Base Materials
3.2. Joining Equipment and Procedure
3.3. Joint Mechanical Performance
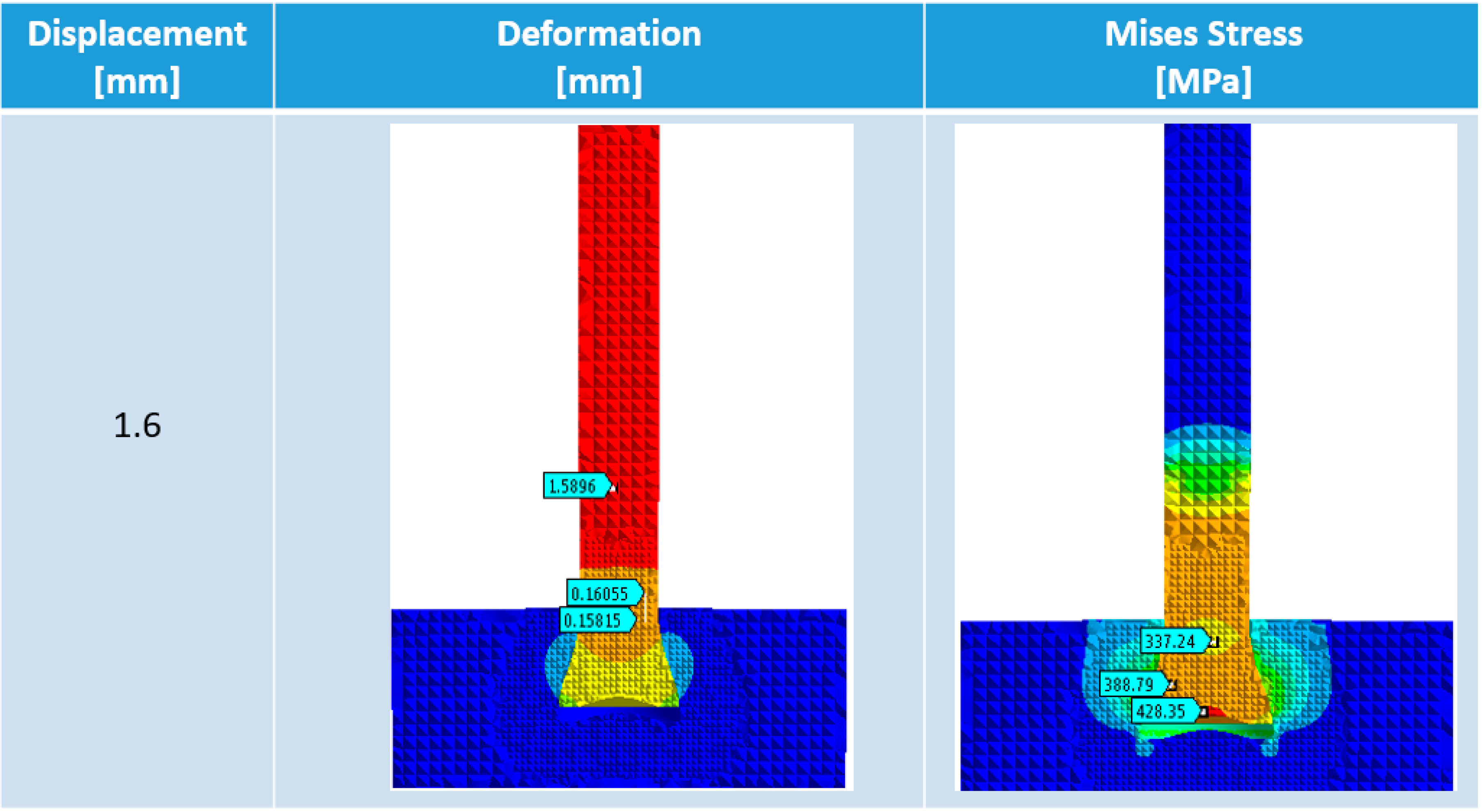
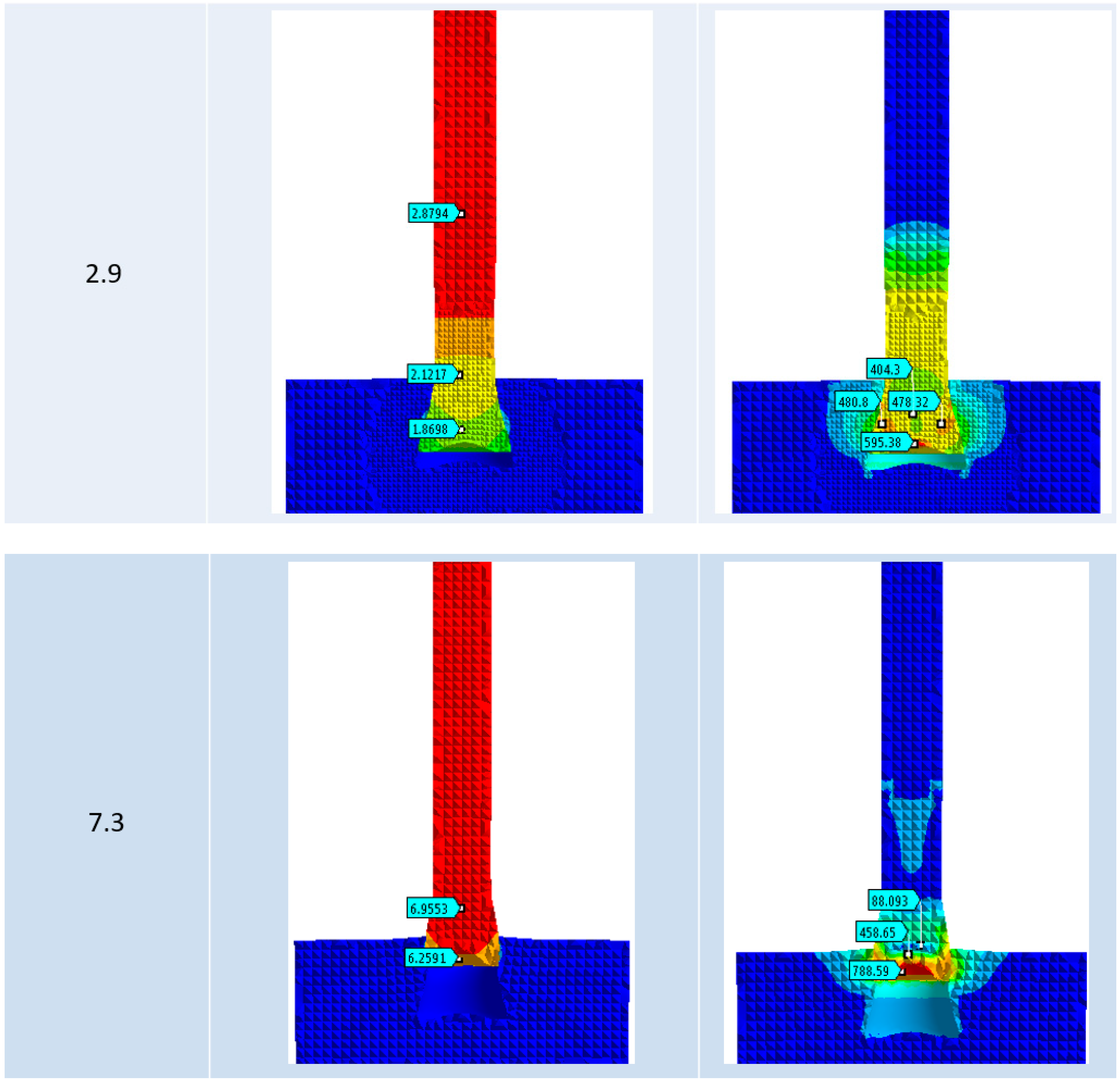
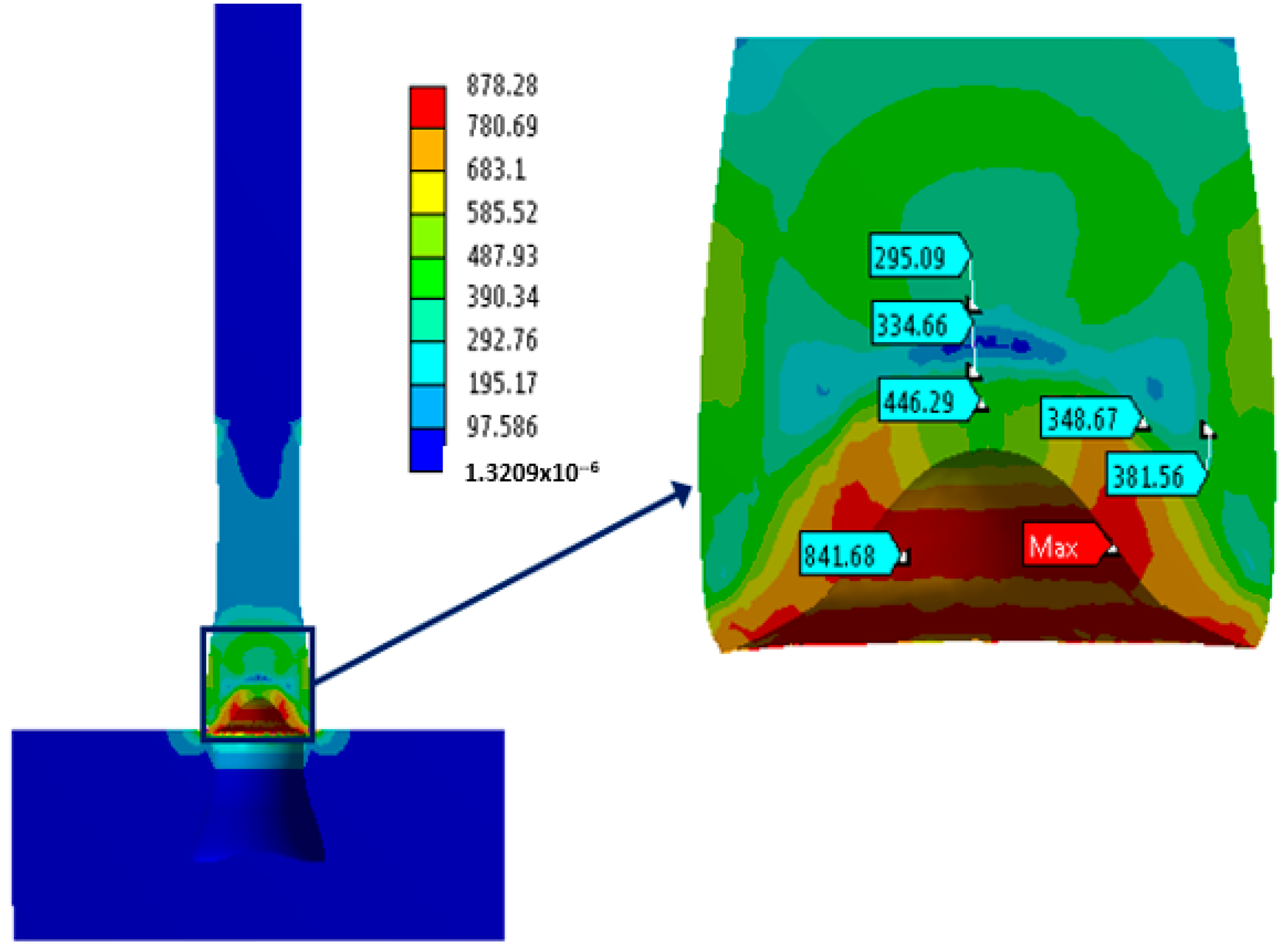
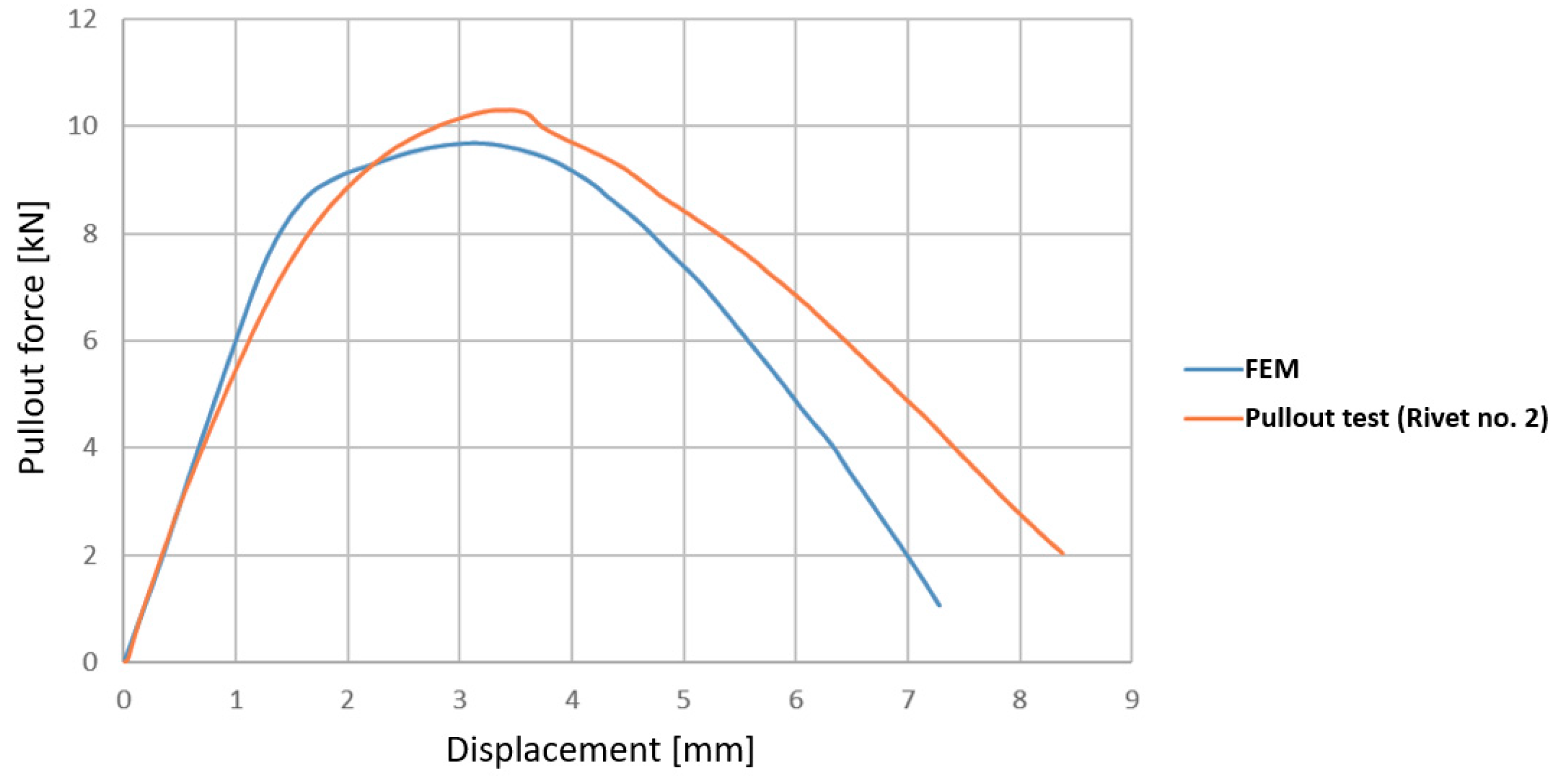
3.4. Numerical Simulation of Pullout Tests
4. Results and Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Modi, S.; Stevens, M.; Chess, M. Mixed Material Joining Advancements and Challenges. Cent. Automot. Res. 2017. Available online: http://www.cargroup.org/wp-content/uploads/2017/05/Joining-Whitepaper-Final_May16.pdf (accessed on 1 May 2021).
- Filho, S.T.A.; Blaga, L.-A. Joining of Polymer-Metal Hybrid Structures: Principles and Applications; Wiley: Hoboken, NJ, USA, 2018. [Google Scholar]
- Amancio-Filho, S.T.; Beyer, M.; Santos, J.F. Method of Connecting a Metallic Bolt to a Plastic Workpiece. U.S. Patent No. 7,575,149, 18 August 2009. [Google Scholar]
- Amancio-Filho, S.T. Friction Riveting: Development and Analysis of a New Joining Technique for Polymer-Metal Multi-Materials Structures; Technische Universität Hamburg-Harburg: Hamburg, Germany, 2007. [Google Scholar]
- Cipriano, G.P.; Blaga, L.A.; Dos Santos, J.F.; Vilaça, P.; Amancio-Filho, S.T. Fundamentals of Force-Controlled Friction Riveting: Part I—Joint Formation and Heat Development. Materials 2018, 11, 2294. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cipriano, G.P.; Blaga, L.A.; Dos Santos, J.F.; Vilaça, P.; Amancio-Filho, S.T. Fundamentals of Force-Controlled Friction Riveting: Part II—Joint Global Mechanical Performance and Energy Efficiency. Materials 2018, 11, 2489. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rodrigues, C.; Blaga, L.; dos Santos, J.; Canto, L.; Hage, E.; Amancio-Filho, S. FricRiveting of aluminum 2024-T351 and polycarbonate: Temperature evolution, microstructure and mechanical performance. J. Mater. Process. Technol. 2014, 214, 2029–2039. [Google Scholar] [CrossRef] [Green Version]
- De Proença, B.C.; Blaga, L.; Dos Santos, J.F.; Canto, L.B.; Amancio-Filho, S.T. Friction riveting (‘FricRiveting’) of 6056 T6 aluminium alloy and polyamide 6: Influence of rotational speed on the formation of the anchoring zone and on mechanical performance. Weld. Int. 2017, 31, 509–518. [Google Scholar] [CrossRef]
- Johnson, R.O.; Burlhis, H.S. Polyetherimide: A new high-performance thermoplastic resin. J. Polym. Sci. Polym. Symp. 2007, 70, 129–143. [Google Scholar] [CrossRef]
- Borges, M.; Amancio-Filho, S.; dos Santos, J.; Strohaecker, T.; Mazzaferro, J. Development of computational models to predict the mechanical behavior of Friction Riveting joints. Comput. Mater. Sci. 2012, 54, 7–15. [Google Scholar] [CrossRef]
- Hynes, N.R.J.; Vignesh, N.J.; Velu, P.S. Low-speed friction riveting: A new method for joining polymer/metal hybrid structures for aerospace applications. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 1–16. [Google Scholar] [CrossRef]
- Gagliardi, F.; Conte, R.; Ciancio, C.; Simeoli, G.; Pagliarulo, V.; Ambrogio, G.; Russo, P. Joining of thermoplastic structures by Friction Riveting: A mechanical and a microstructural investigation on pure and glass reinforced polyamide sheets. Compos. Struct. 2018, 204, 268–275. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Material | Density (g/cm3) | E Modulus (MPa) | ν (-) | Rm (MPa) | Rp0.2 (MPa) |
|---|---|---|---|---|---|---|
| Rivet | AA 2024-T351 | 2.78 | 76,000 | 0.33 | 470 | 324 |
| Base plate | PEI | 1.27 | 3500 | 0.44 | 129 | 129 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Feier, A.; Becheru, A.; Brîndușoiu, M.; Blaga, L. Process Transferability of Friction Riveting of AA2024-T351/Polyetherimide (PEI) Joints Using Hand-Driven, Low-Cost Drilling Equipment. Processes 2021, 9, 1376. https://doi.org/10.3390/pr9081376
Feier A, Becheru A, Brîndușoiu M, Blaga L. Process Transferability of Friction Riveting of AA2024-T351/Polyetherimide (PEI) Joints Using Hand-Driven, Low-Cost Drilling Equipment. Processes. 2021; 9(8):1376. https://doi.org/10.3390/pr9081376
Chicago/Turabian StyleFeier, Anamaria, Andrei Becheru, Mihai Brîndușoiu, and Lucian Blaga. 2021. "Process Transferability of Friction Riveting of AA2024-T351/Polyetherimide (PEI) Joints Using Hand-Driven, Low-Cost Drilling Equipment" Processes 9, no. 8: 1376. https://doi.org/10.3390/pr9081376
APA StyleFeier, A., Becheru, A., Brîndușoiu, M., & Blaga, L. (2021). Process Transferability of Friction Riveting of AA2024-T351/Polyetherimide (PEI) Joints Using Hand-Driven, Low-Cost Drilling Equipment. Processes, 9(8), 1376. https://doi.org/10.3390/pr9081376