1. Introduction
Although China’s proven iron reserves rank fifth in the world, more than half of the iron resources are low quality and characterized as low iron grade, with complex chemical components and iron materials of ultra-fine grain size disseminated in the ore, which often results in a high level of difficulty and low efficiency in concentrating iron minerals [
1]. Due to the relatively low price of steel, the mineral process used for treating low-quality iron ores must be adequately economical and effective. However, the current main technology often has low efficiency for low-quality iron resources, and, thus, many iron ore concentration plants often suspend production due to economic losses. Correspondingly, China confronts the challenge of an excessively low domestic self-sufficiency proportion of approximately 25% for iron concentrate [
2].
About 90% of gold is extracted via the cyanidation leaching process due to its advantages of excellent selectivity, maturity, and low cost, and, thus, billions of tons of cyanidation tailings are produced in China. Such cyanidation tailings are a kind of hazardous solid waste, and they commonly contain abundant iron values, such as magnetite, hematite, and limonite. However, the iron mineral particles are mainly distributed in the tailings at an ultra-fine size, which is attributed to the fact that the cyanidation leaching process requires ultra-fine grinding to ensure high leaching efficiency for gold and silver in the magnetite lattice [
3]. At present, magnetic separation is a commonly used method for enriching and recovering iron minerals from various iron resources, as it has the advantages of a large processing capacity, a low operation cost, high applicability, and environmental friendliness. Commonly, low-intensity magnetic separation (LIMS) and high-gradient magnetic separation (HGMS) are widely used to recover magnetite and weakly magnetic iron minerals, respectively, but in conventional magnetic separation, especially LIMS, it is easy to lose ultra-fine iron mineral particles (<20 µm), because it does not generate a gradient magnetic field [
4]. Such an outcome seriously and adversely affects the subsequent HGMS efficiency [
5,
6]. Namely, the rod matrix of the HGMS separator is easily clogged with magnetite, reducing its capture efficiency for weakly magnetic iron minerals and its continuity of industrial running. Therefore, the recovery of ultra-fine magnetite at high effectiveness in the LIMS process is a key step for utilizing iron’s value from the cyanidation tailings.
In the past few decades, many studies have been performed to enhance ultra-fine magnetite recovery, mainly including increasing the magnetic induction of LIMS, stage grinding and stage separation, and assisting flocculation and reverse flotation. Increasing magnetic induction can directly and effectively improve the capture of fine-grained magnetite in the LIMS process [
7], but it has low feasibility in practice, as it dramatically increases the difficulty of concentrate unloading; meanwhile, the quality of the concentrate obtained at high magnetic induction is often substandard for the downstream steelmaking process. The LIMS process, i.e., magnetic roughing of coarse particles and discarding tailings, rough concentrate regrinding, and two stages of cleaning separation, was proposed [
8,
9] for improving the separation of iron resources containing ultra-fine magnetite. These studies have verified that the stage grinding process can effectively improve the recovery of ultra-fine magnetite from the original resources economically. However, the stage grinding process is not suitable for treating cyanidation tailings because such tailings are already muddy [
10]. In addition, macromolecular organic polymers have been developed for flocculating ultra-fine magnetite particles to assist the magnetic separation enrichment or for reverse flotation collection [
11,
12,
13]. However, the applications of reverse flotation collectors are rather restricted as a result of their enormous dosages and costs in numerous concentration plants. In addition, a highly selective collector is often difficult to achieve. Namely, a low concentration of the collector is not effective in removing gangue during reverse flotation, whereas a high amount of magnetite is lost into the tailings at high concentrations of collectors. Correspondingly, there are very few flocculating agents with high selectivity and a low price for practical applications.
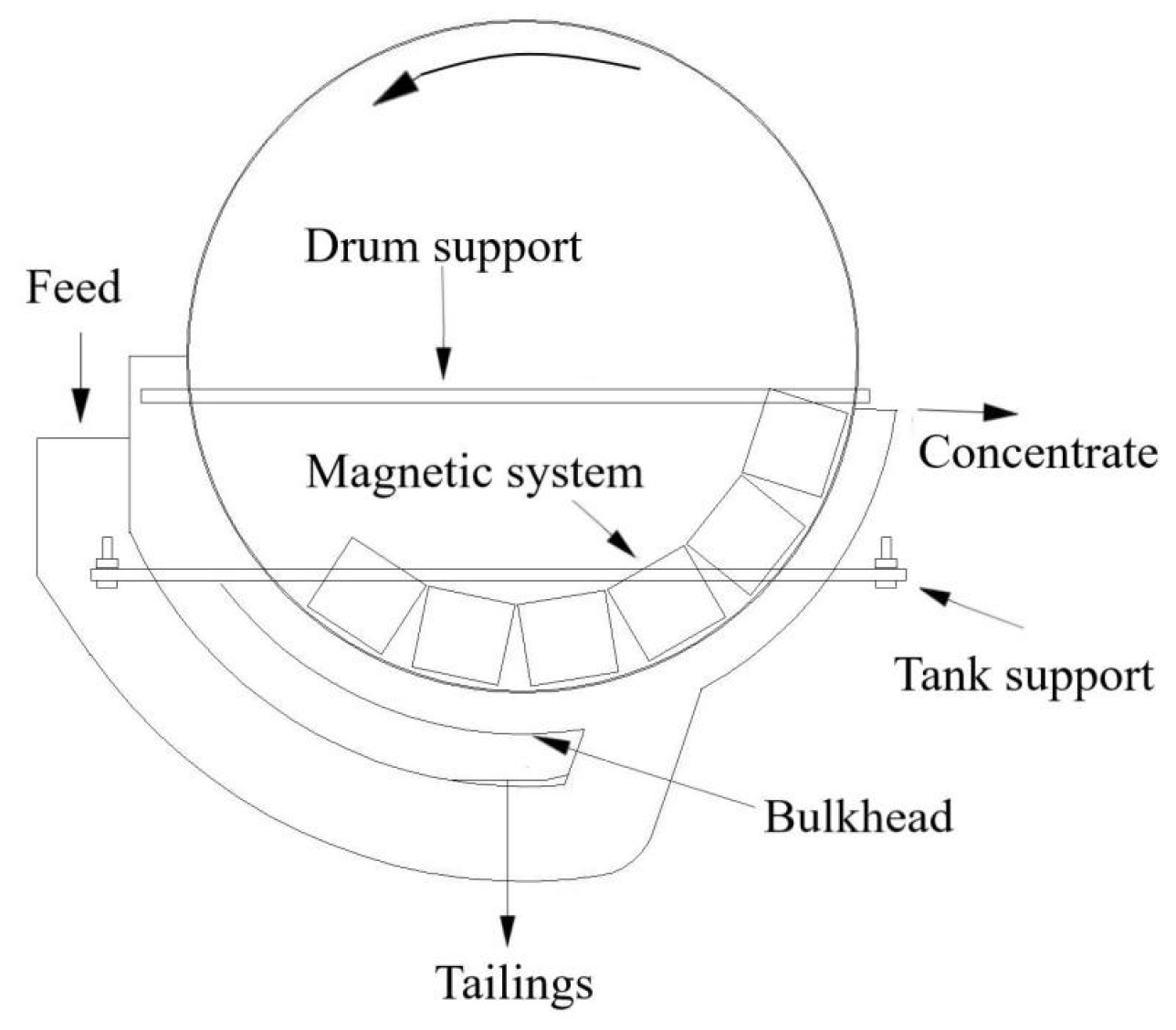
LIMS is still the most proposed technology for economically and effectively recovering ultra-fine magnetite from low-iron-grade resources. Magnetic system investigations have been widely reported because it is the key component of LIMS, determining the separation performance. Generally, an attempt should be made to improve the selective capture of magnetic grains by appropriately increasing the number of magnetic poles; that is, the number of magnetic reversals of the magnetic grains in the separation zone should be increased. If the purpose is to improve the quantity of captured grains, an appropriate reduction in the number of magnetic poles or an increase in the magnetic wrap angle is commonly required to ensure the recovery of magnetic grains [
14]. In addition, the acting depth of the magnetic field is another factor that affects the magnetic capture performance of LIMS [
15].
Although the design and operation of LIMS are rather simple and direct, understanding the LIMS process performance from a fundamental point of view still remains puzzling due to a number of complex factors involved in the separation. In addition to the magnetic force, the multiple hydrodynamic competing forces generated in the separating zone of the LIMS separator are also key factors affecting the separation performance of ultra-fine iron minerals. In recent years, computational dynamics simulations have been gradually employed to investigate the behavior of iron minerals in the LIMS process. Guiral-Vega et al. conducted simulations and analyses on the forces acting on particles in drum-type wet LIMS [
16,
17]. These studies provide important background and guidance for LIMS fundamentals.
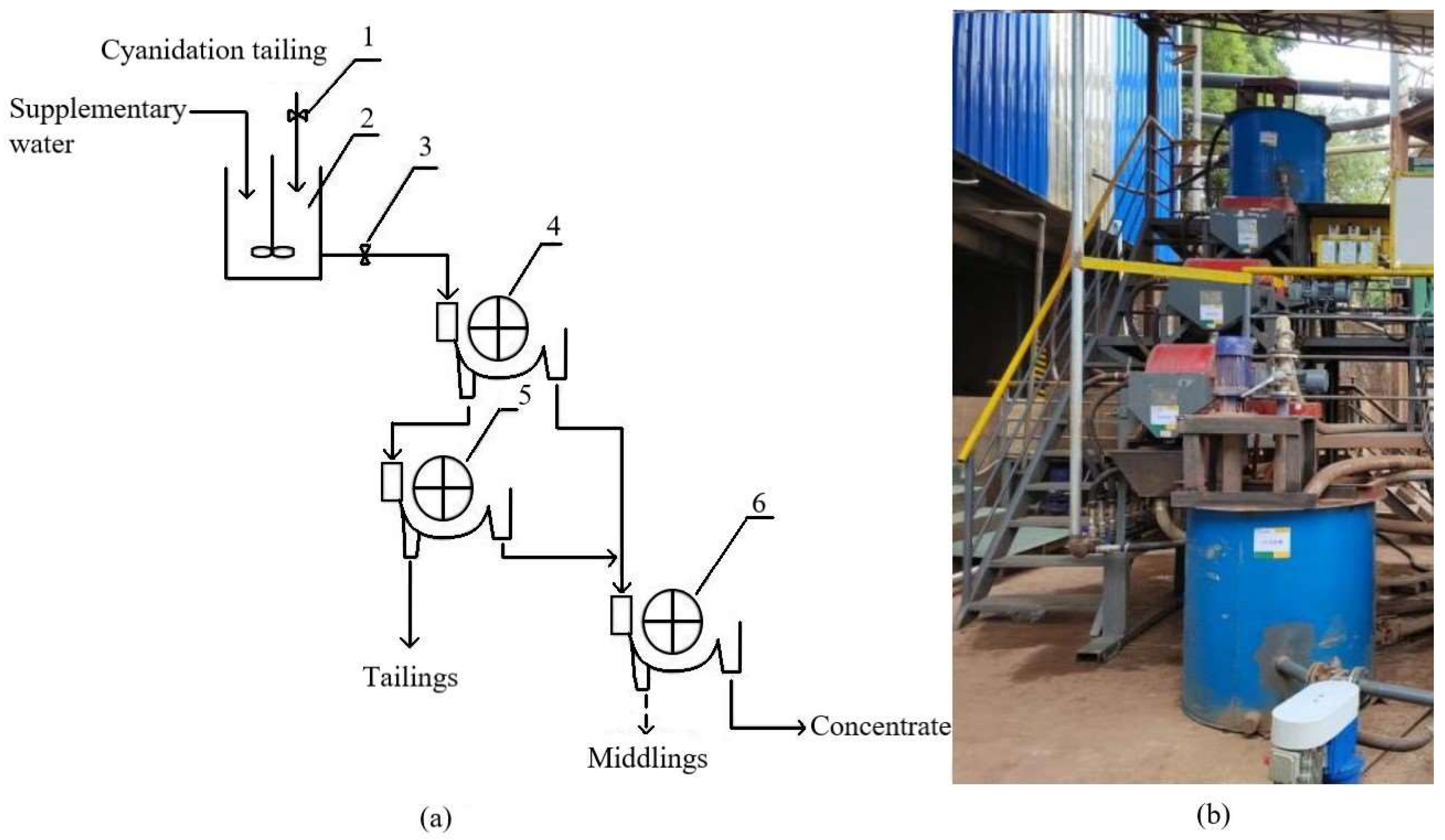
We previously found that there was an observable difference between laboratory-scale test results and the industrial production index for separating cyanidation tailings using LIMS; i.e., comparing to the concentrate produced from industrial production LIMS at 0.40 T magnetic induction, the laboratory-scale LIMS achieved a higher magnetite recovery at a lower magnetic induction of 0.20 T. Based on the properties of slimed cyanidation tailings, we have sufficient reason to believe that the ultra-fine magnetite capture in LIMS is very sensitive to the hydrodynamic parameters, which closely relates to the operating conditions, such as solid weight of pulp, pulp flow, and separation gap in the LIMS separator. But these have been little investigated in the literature. One of the main reasons is that the solid weight of pulp and feed flow factors cannot be investigated at cyclic and bench-scale LIMS separation. Thus, in this study, continuous and pilot-scale LIMS tests were performed to separate ultra-fine magnetite from cyanidation tailings, which were produced from a super-large gold mining company in the Heqing area of Yunnan Province, China. And an attempt was made to regulate solid weight, feed flow, and separation gap to enhance ultra-fine magnetite recovery. In addition, the effects of key hydrodynamic parameters on the capture of ultra-fine magnetite were theoretically analyzed via flow dynamics simulation. This work may provide theoretical guidance for the scientific regulation of and improvement in ultra-fine magnetite recovery in practice.
4. Conclusions
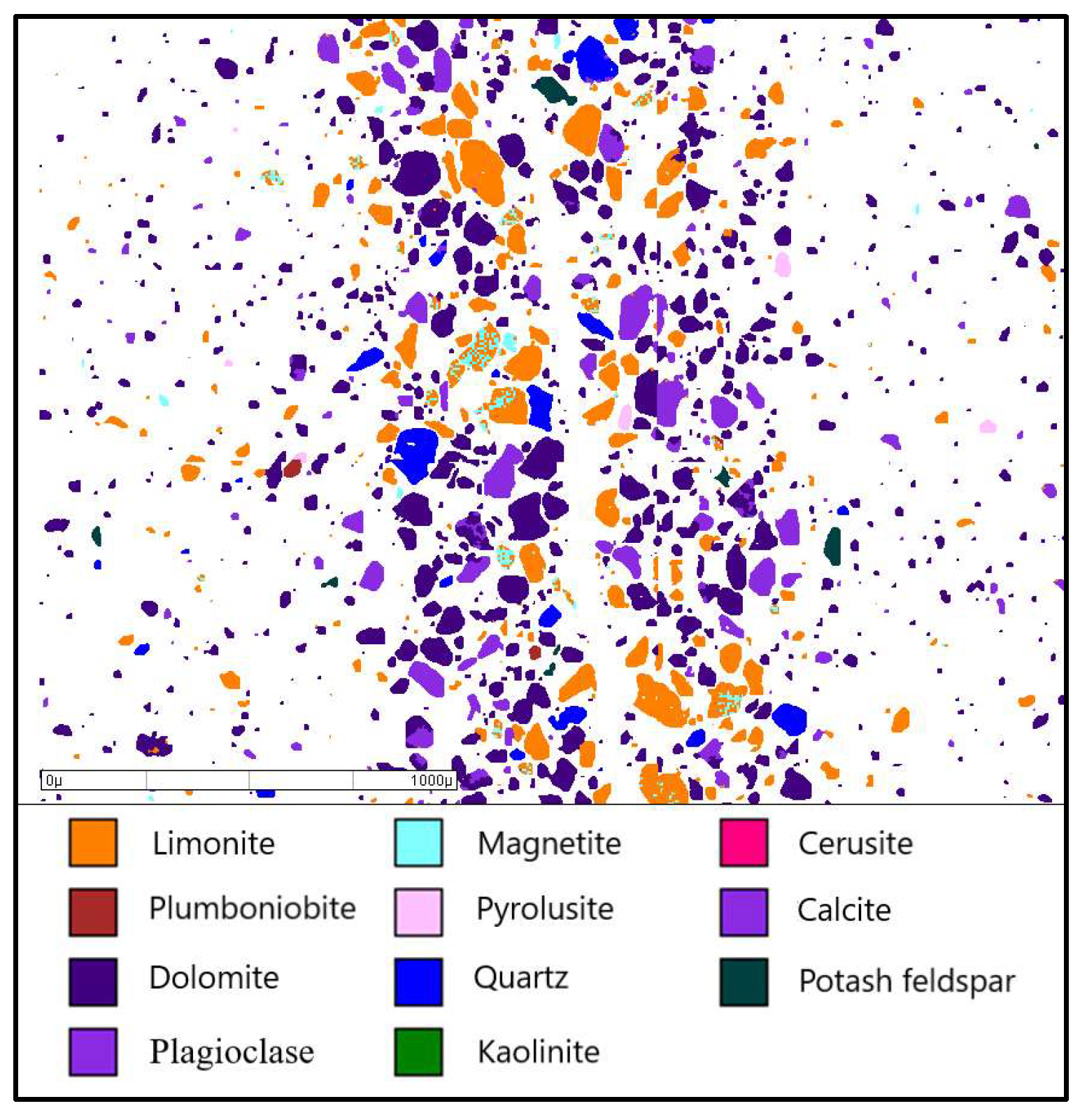
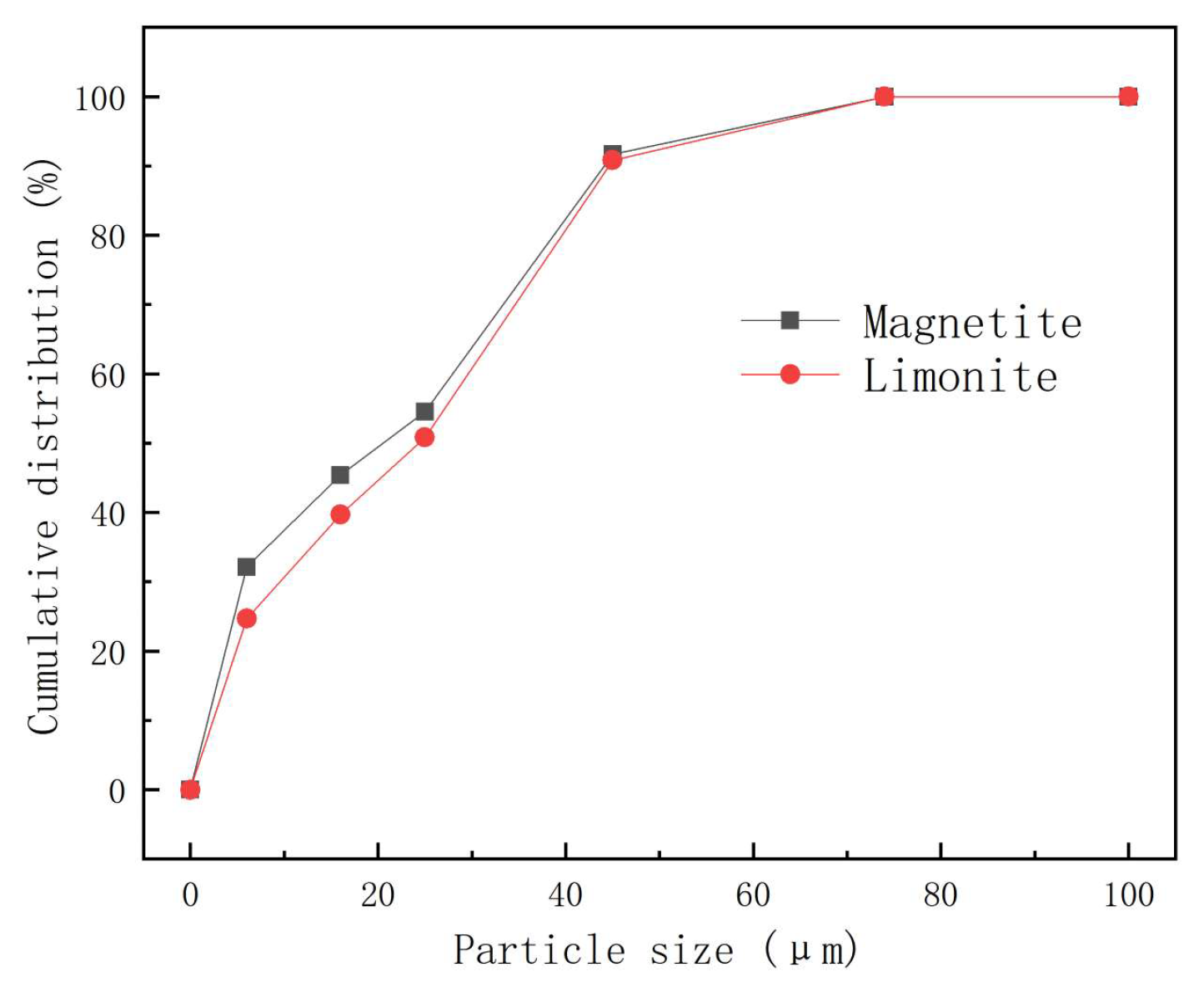
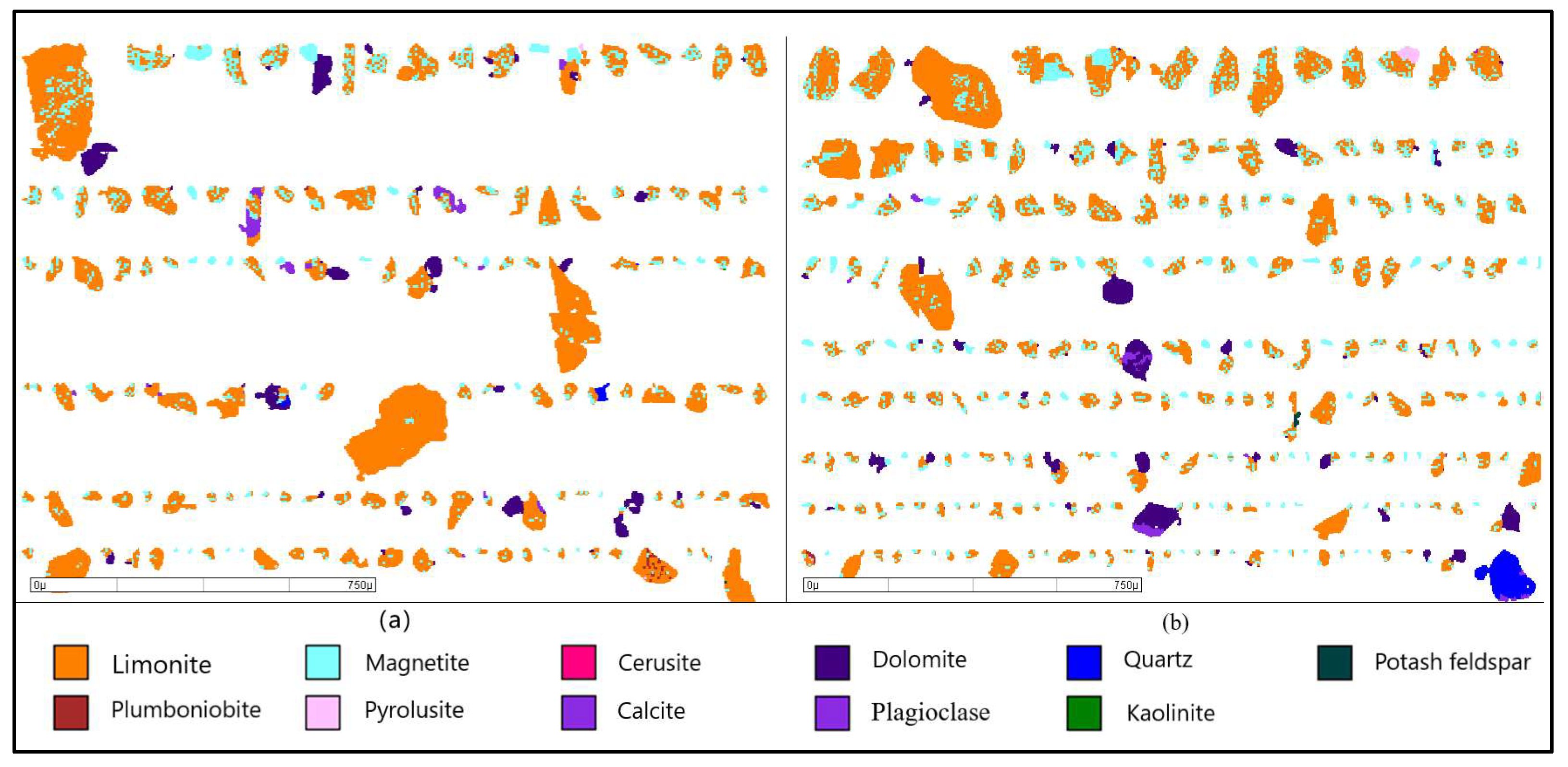
The cyanidation tailings contained 15.68% Fe, with iron mainly distributed in the forms of magnetite and limonite. The iron grades from magnetite and limonite in the cyanidation tailings were 3.08% and 12.42%, respectively, reaching 19.66% and 79.19% distributions to the total iron, respectively. The cyanidation tailings had a proportion of full liberation particles reaching 16.52% for magnetite and 65.90% for limonite, respectively. The distributions of fine (+6–16 µm) and ultra-fine (−6 µm) magnetite particles in the cyanidation tailings reached 13.29% and 32.10%. Complete recovery for ultra-fine magnetite and its intergrowth is a key step affecting the total iron utilization from cyanidation tailings.
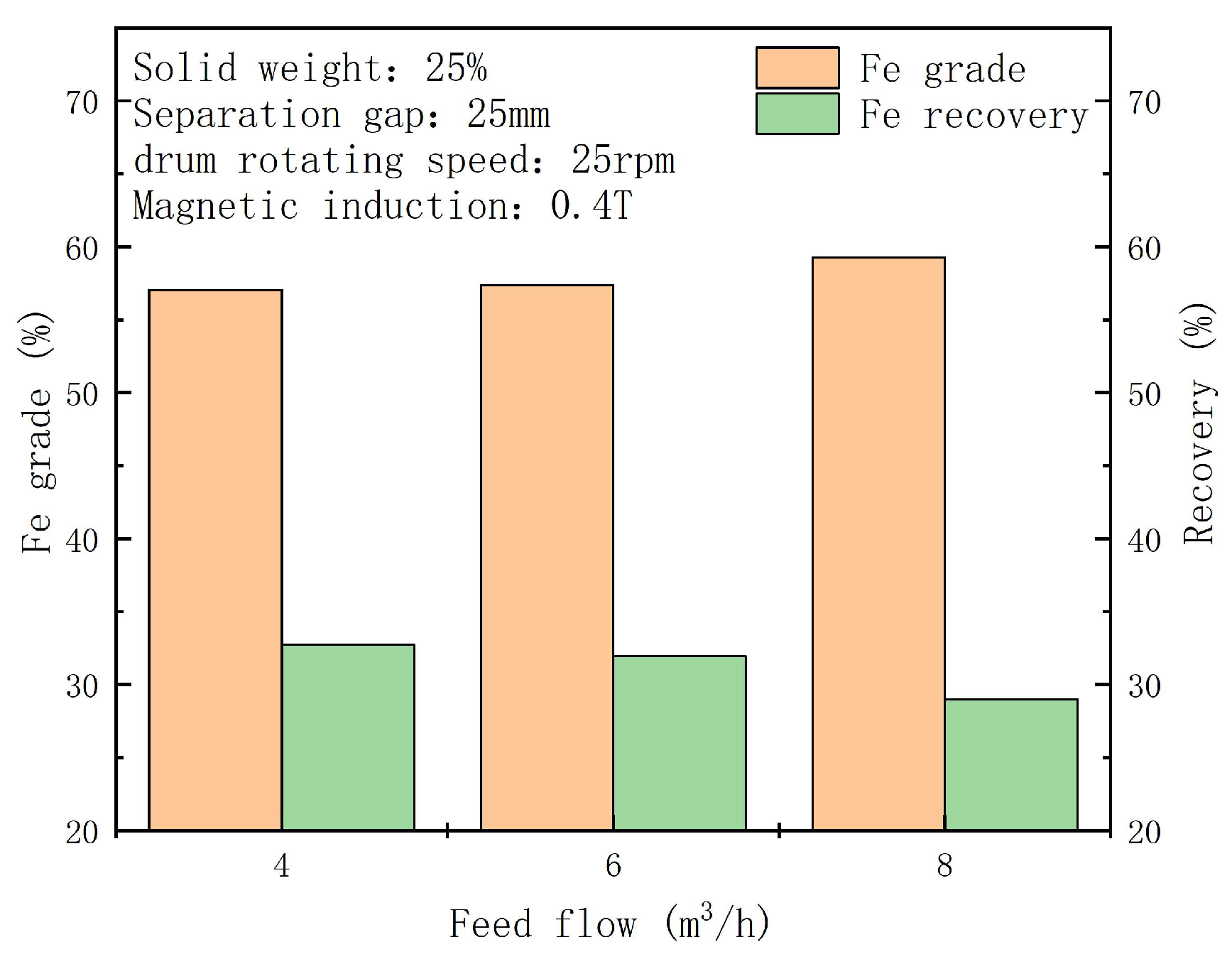
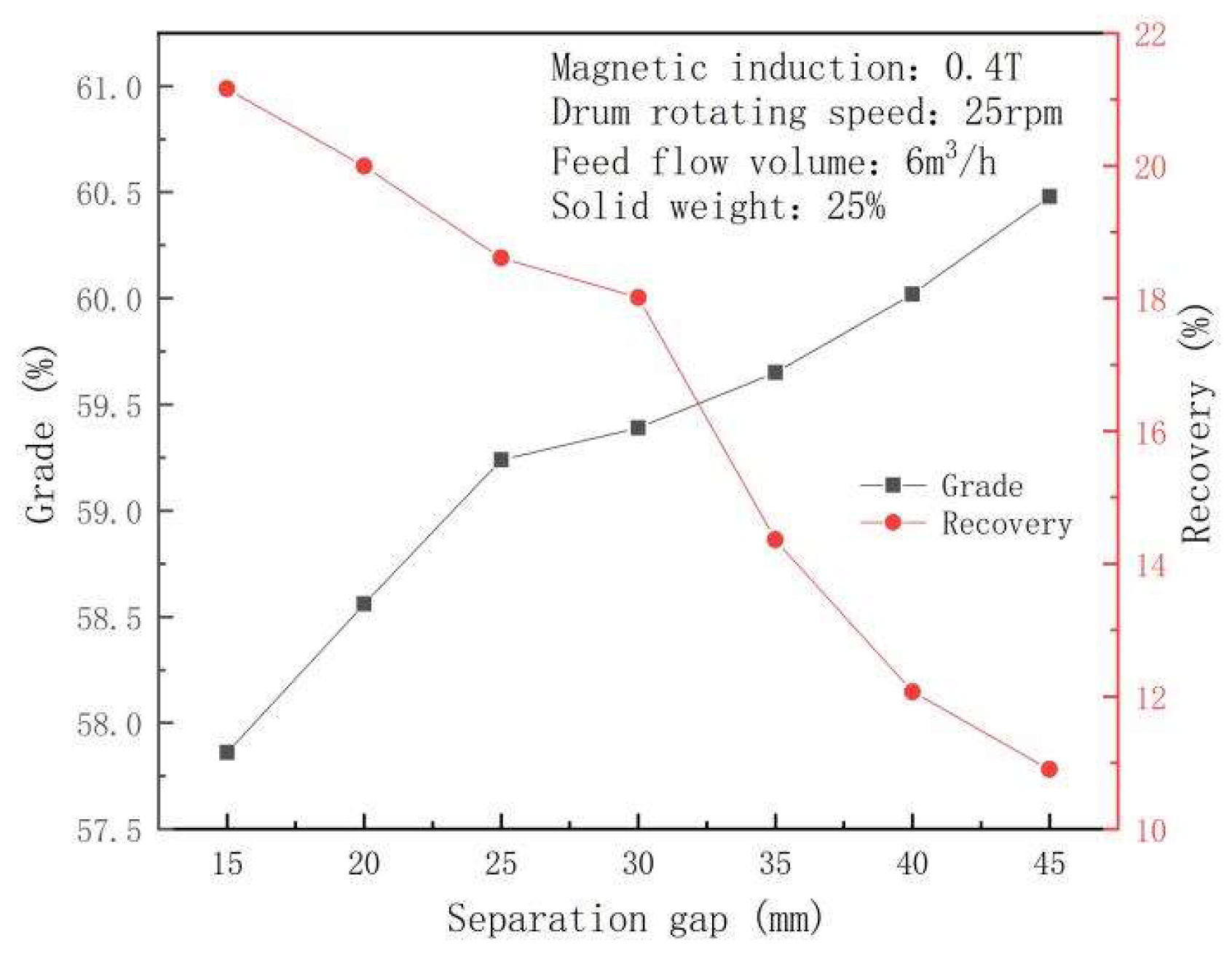
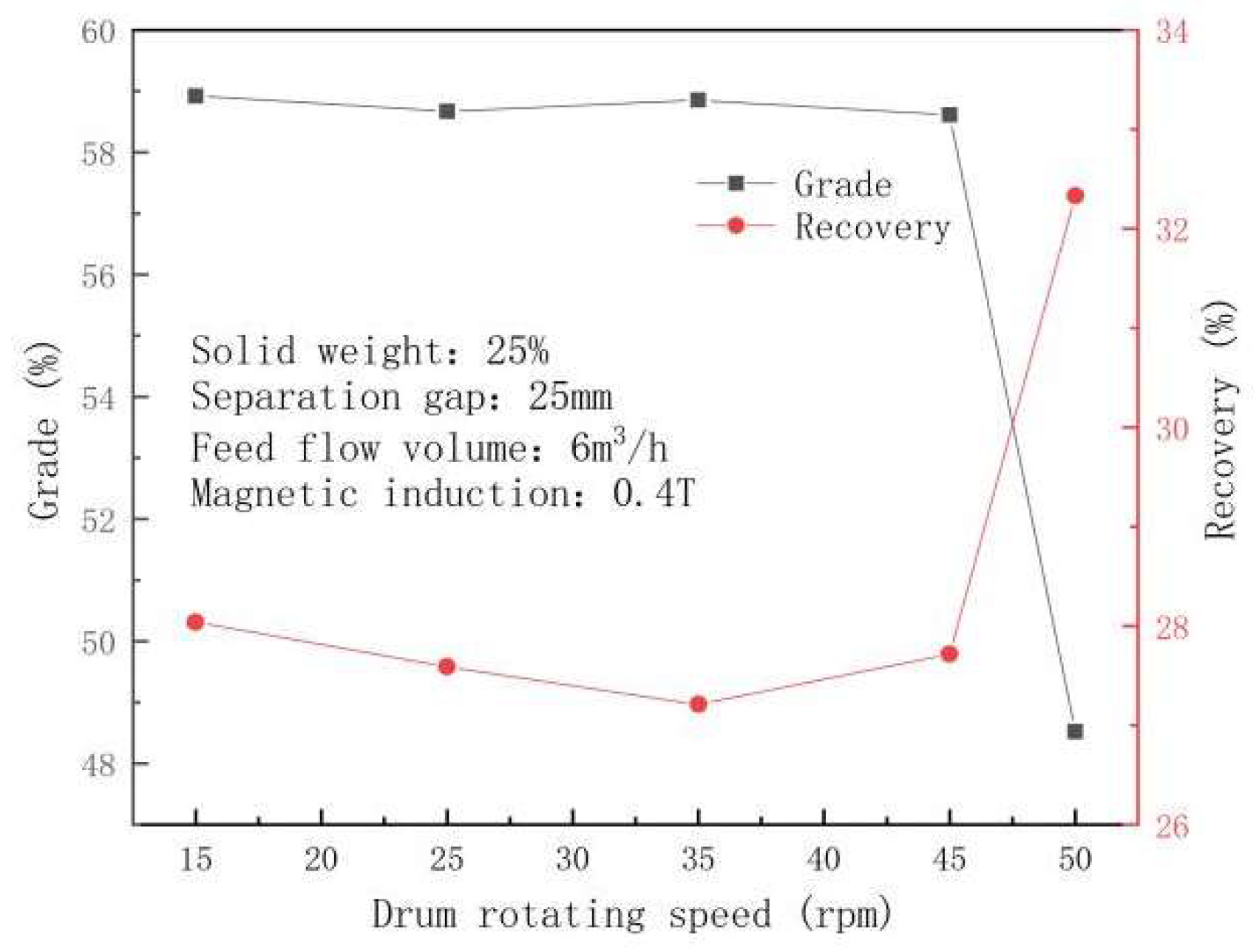
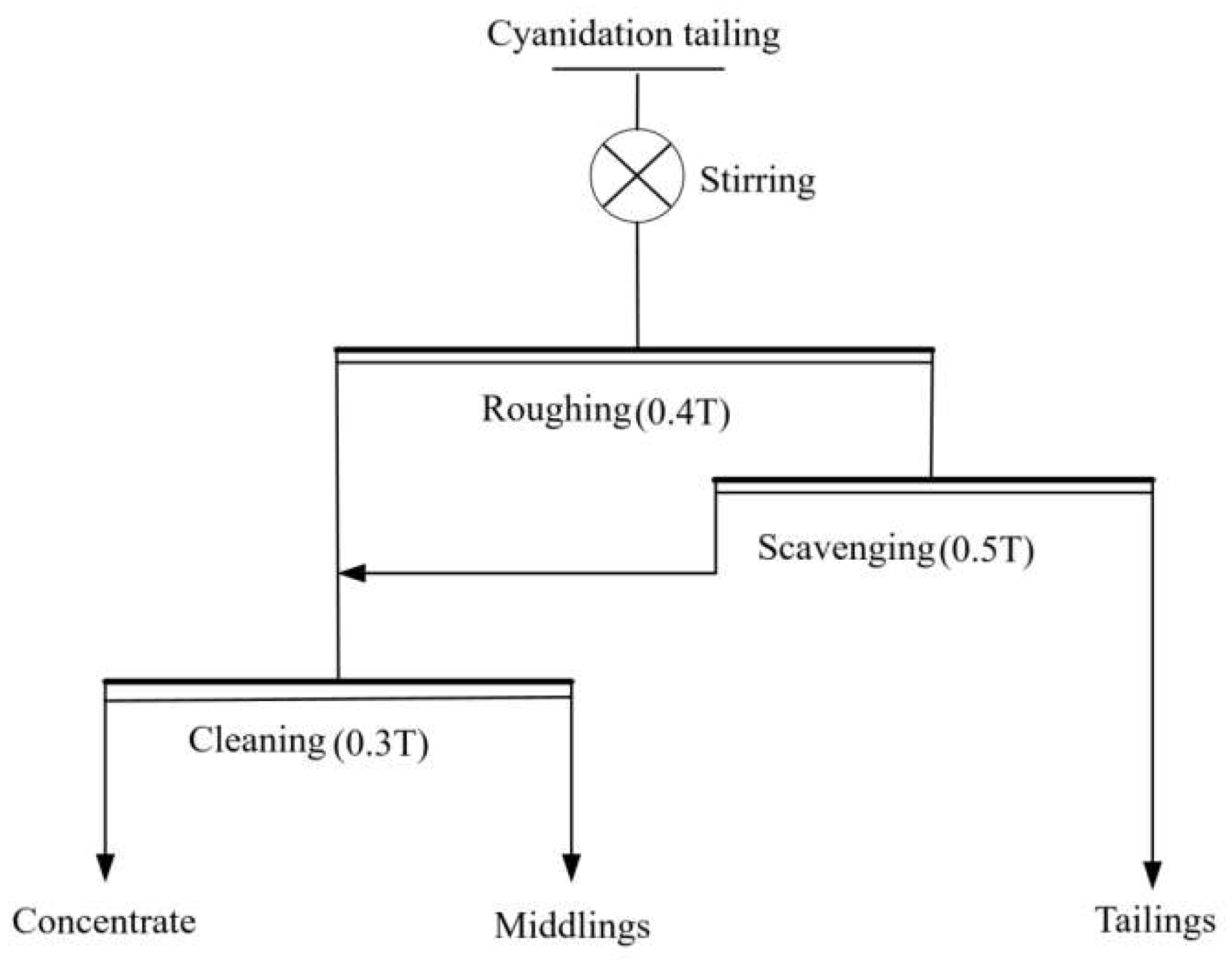
Using a LIMS roughing (0.40 T)–scavenging (0.50 T)–cleaning (0.30 T) process, a concentrate with 4.21% weight, 63.31% Fe grade, and 86.46% magnetite recovery was produced under optimum conditions. Compared to the results obtained from industrial production, the grade and magnetite recovery were increased by 0.76% and 15.22%, respectively. The recovery for ultra-fine (−6.0 µm) magnetite from the cyanidation tailings was improved via the regulation and controlling of feed flow and separation gap, namely reducing the drag force effect of particles in LIMS.
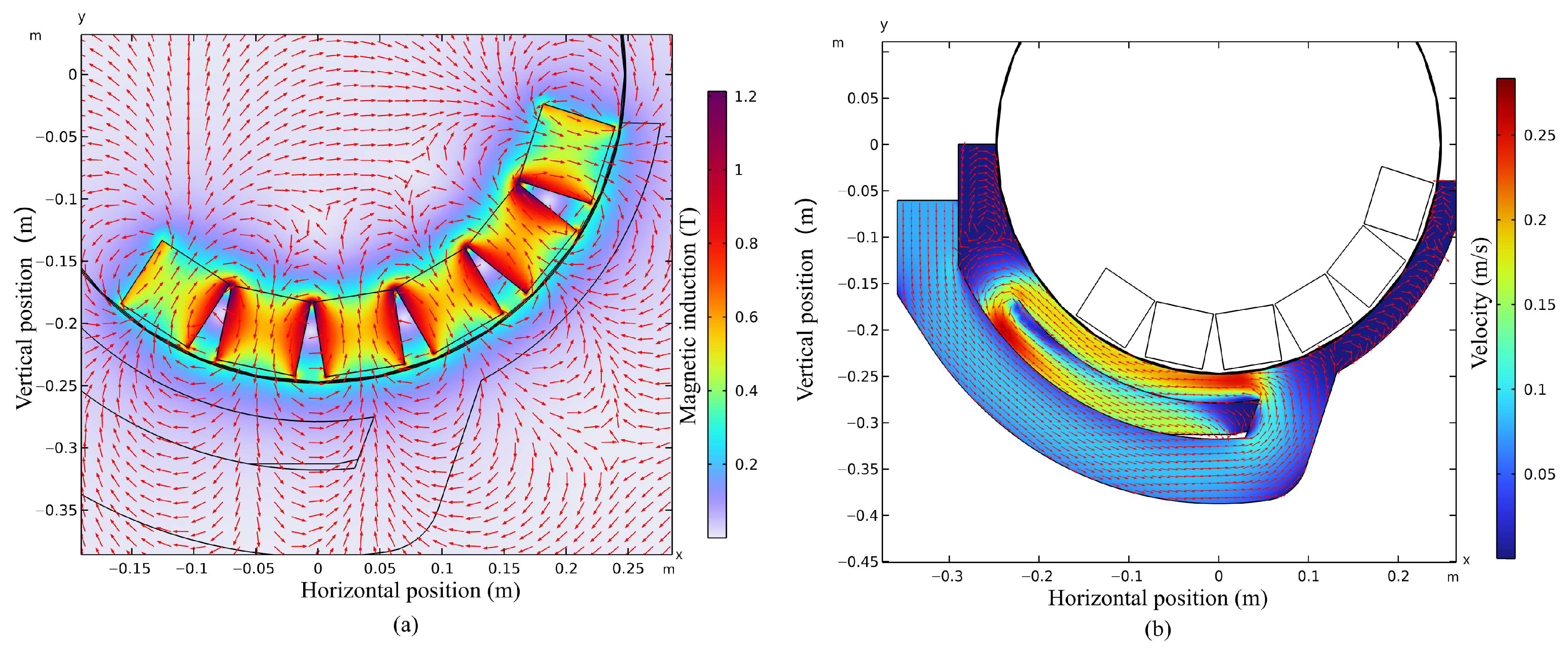
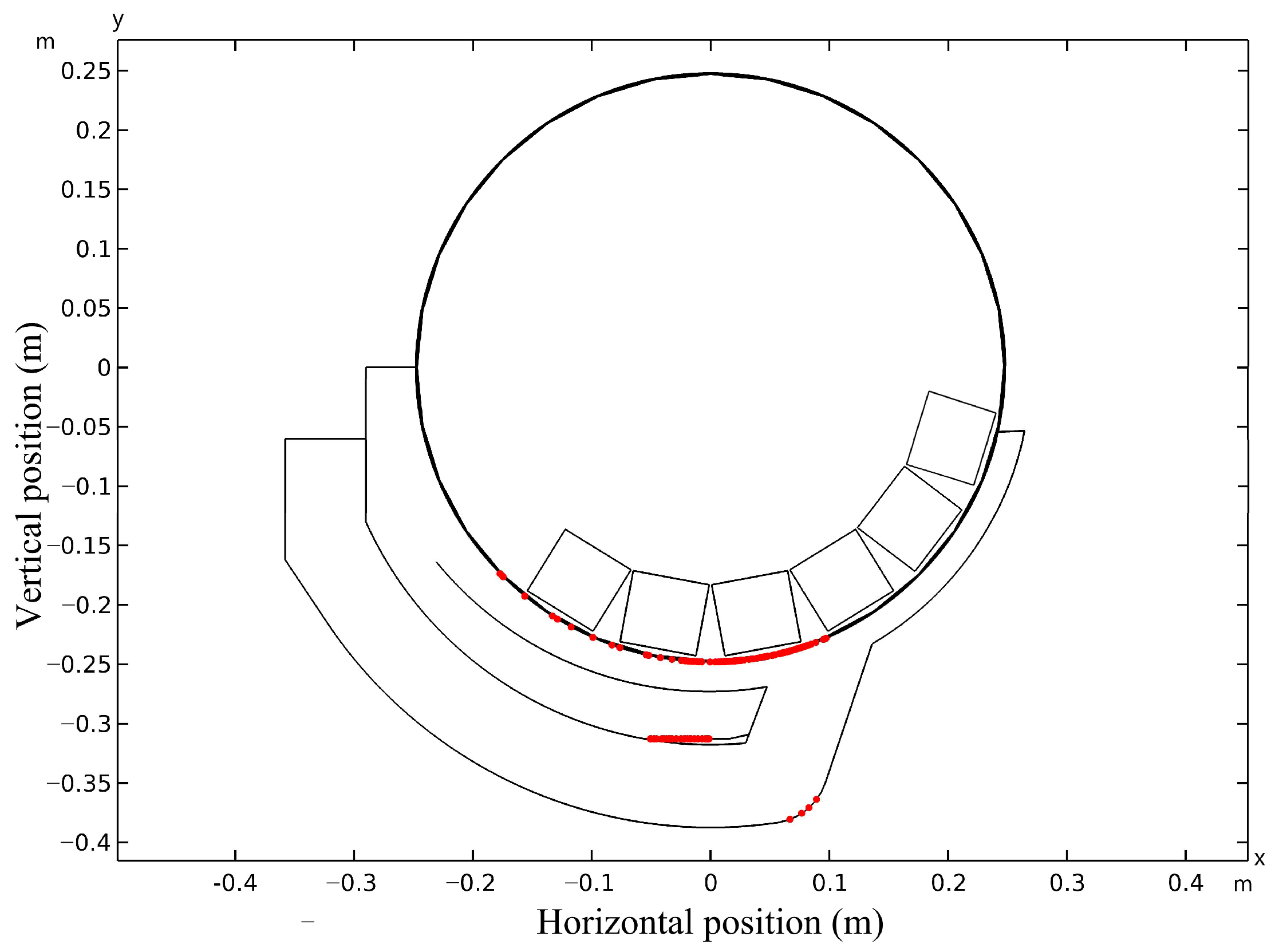
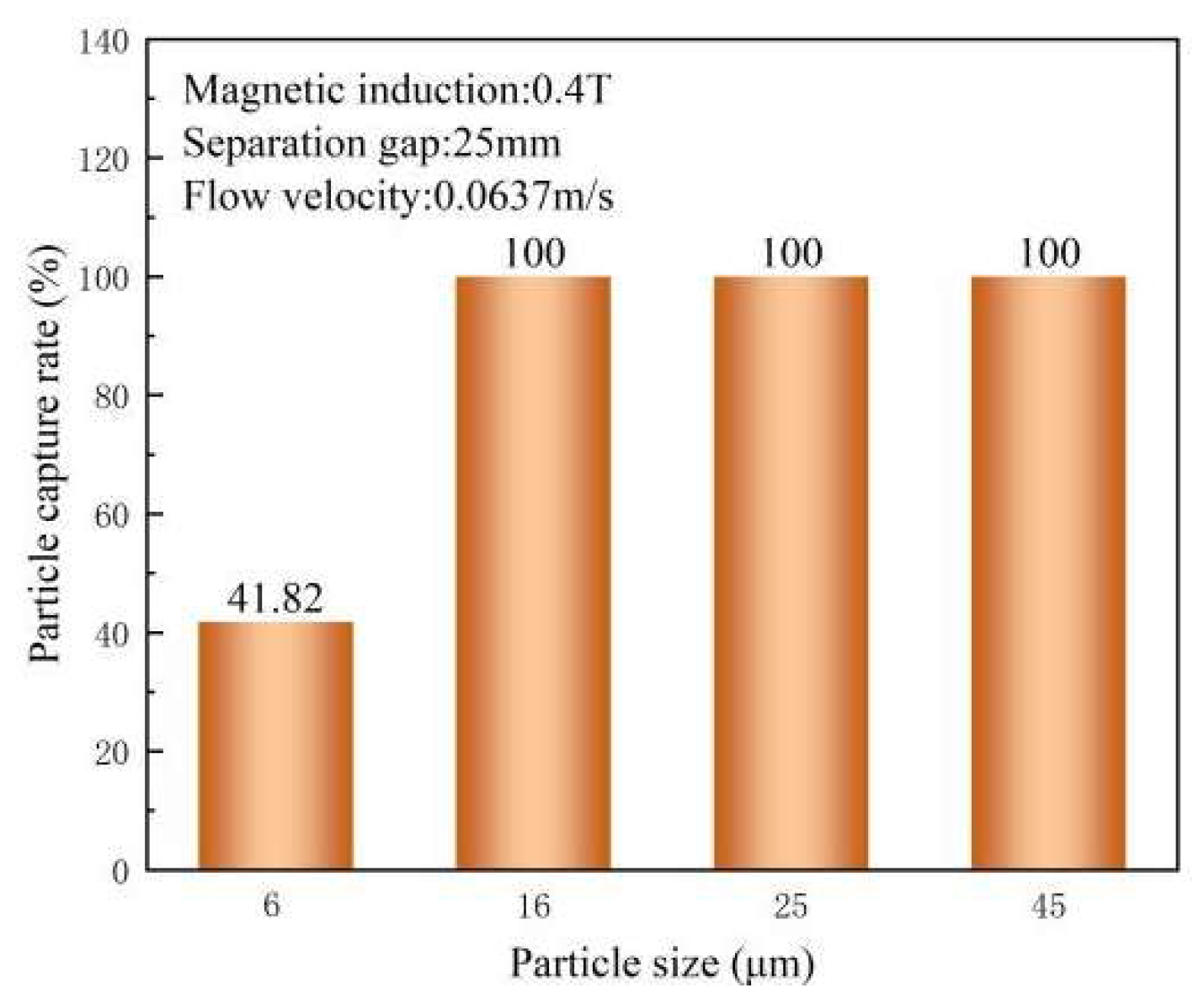
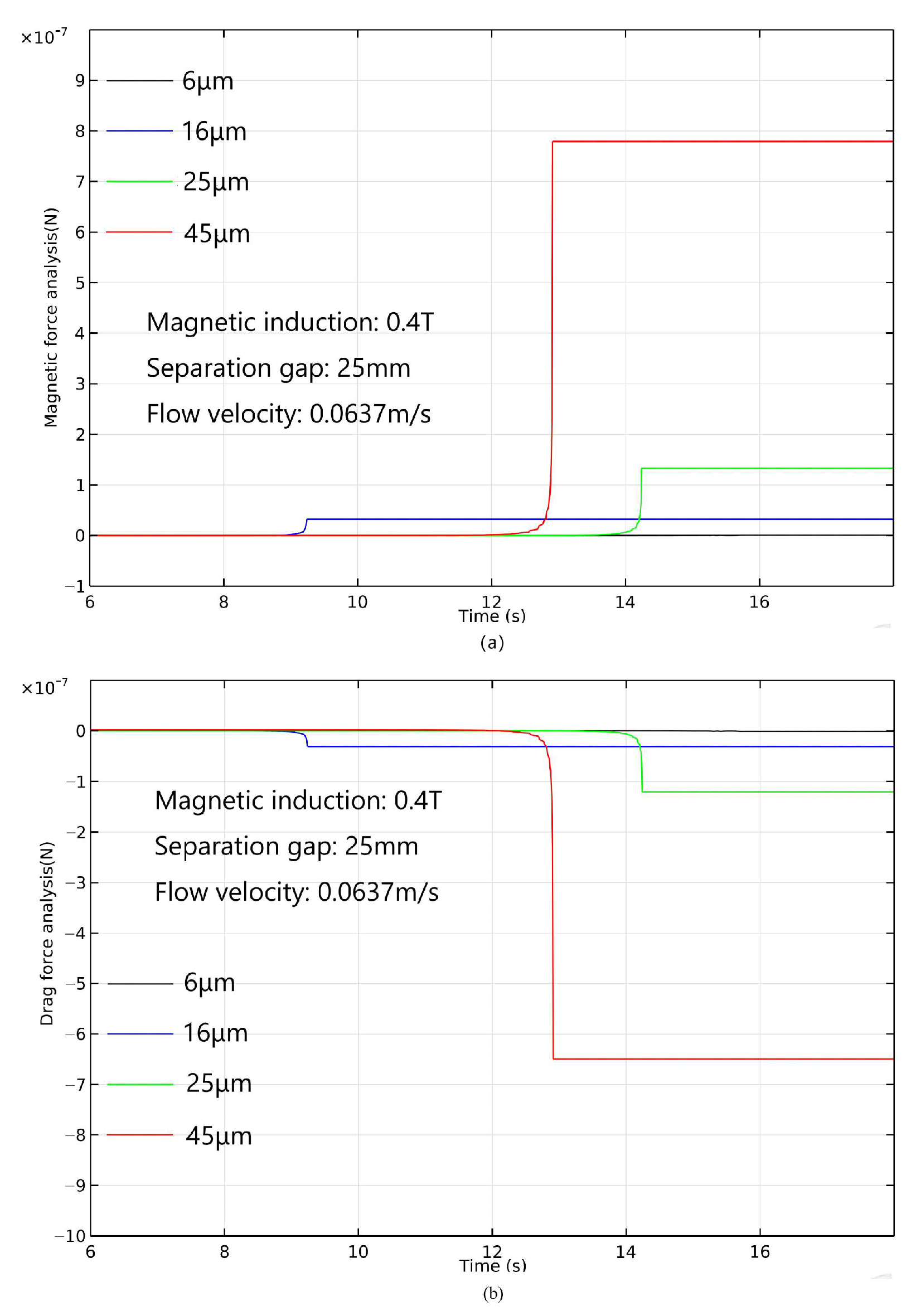
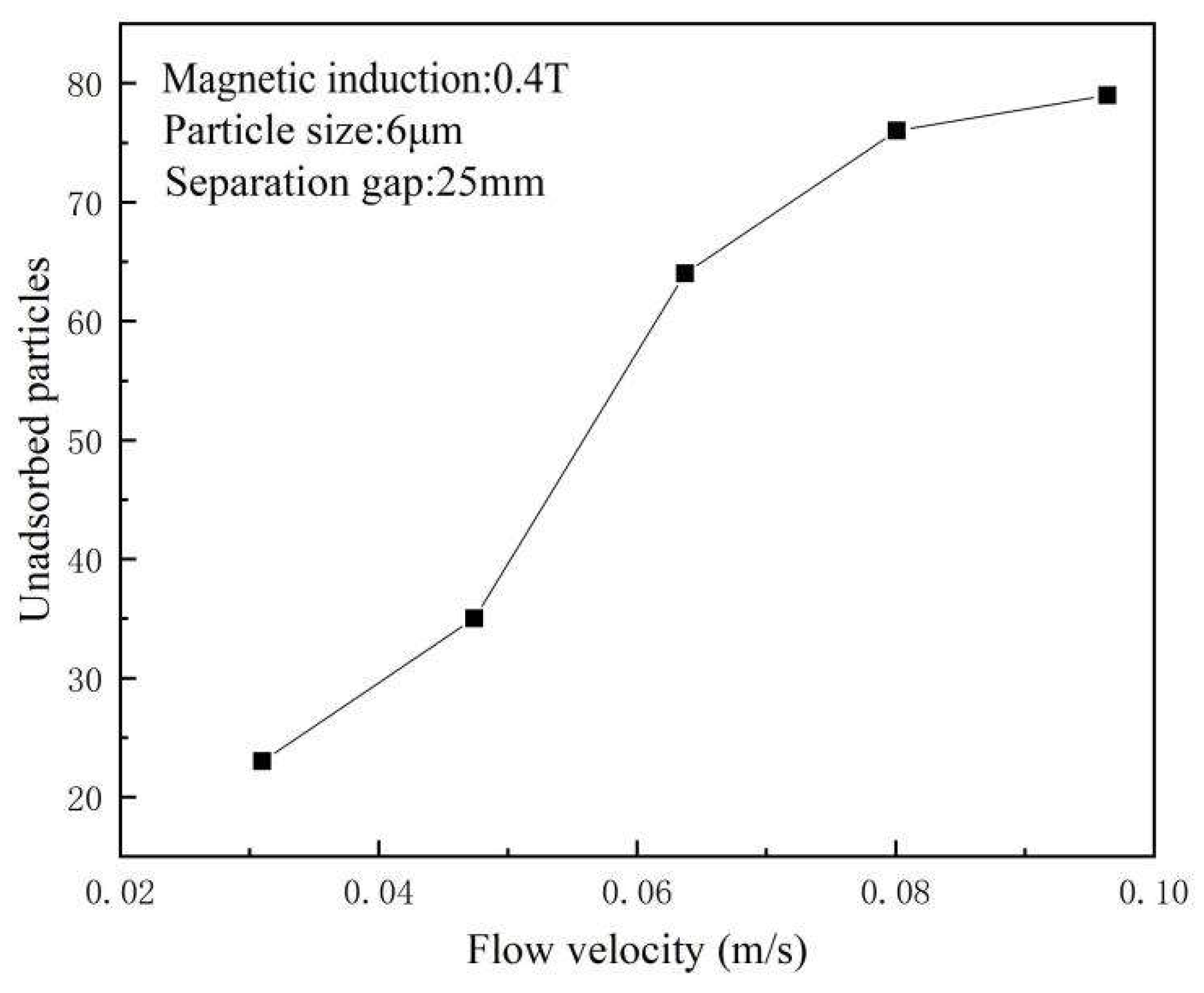
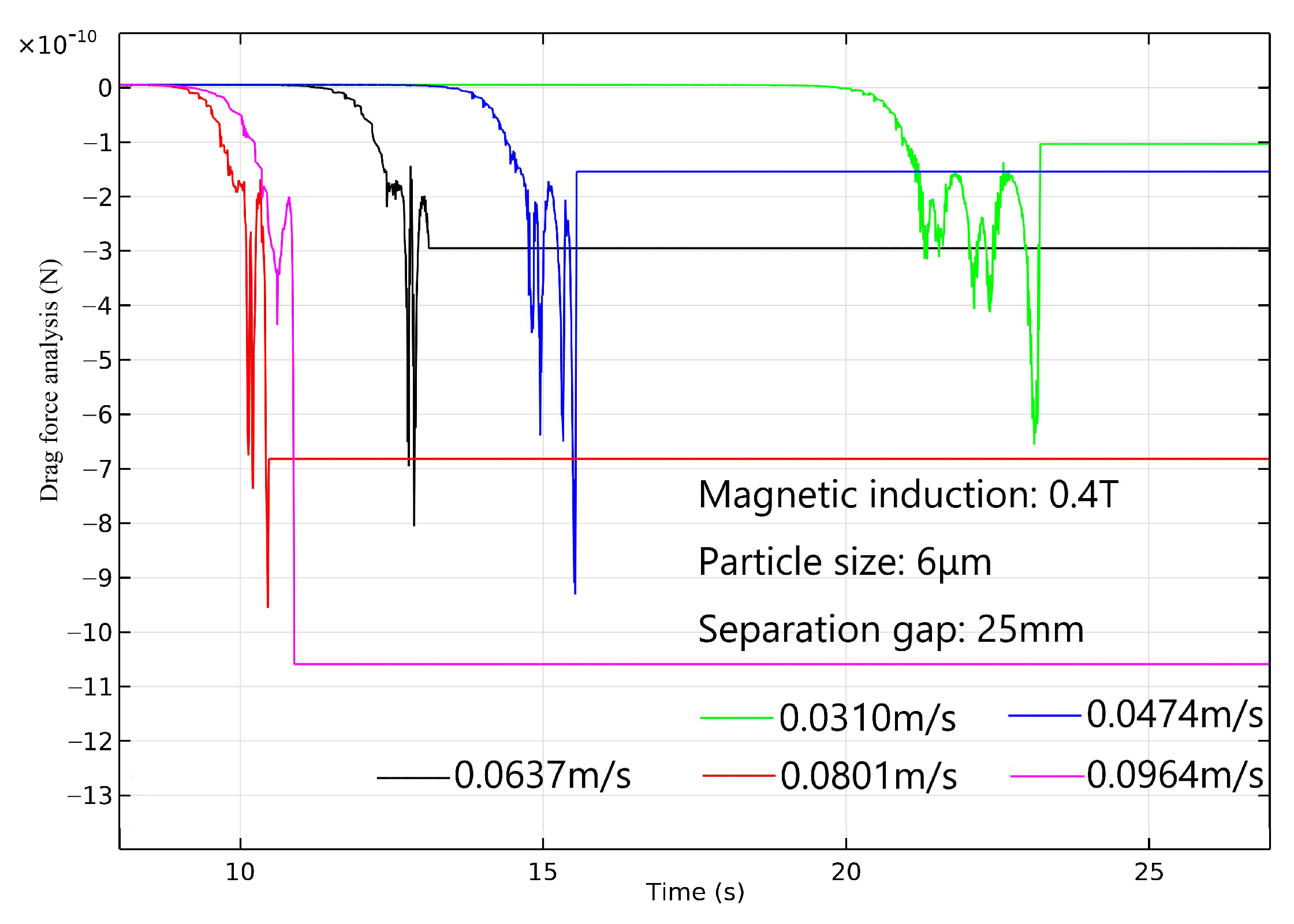
From the results of hydrodynamics simulations, the main magnetite particles lost were smaller than 16 μm. This is because of the significant difference in value between the maximum magnetic force and the drag force acting on the particle, which decreases when the particle is smaller than 16 μm. As a result, the particle cannot reach the larger magnetic position or may be disturbed by other non-magnetic minerals and lost into the tailings. The simulation outcomes suggest maintaining a flow velocity of 0.0637 m/s when the magnetic induction is set to 0.4 T. This approach ensures both processing capacity and a sufficient difference in value between magnetic and drag forces, thus optimizing the separation efficiency. This research work provides a valuable reference for the comprehensive utilization of iron values from such residues.






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}