1. Introduction
The production of olive oil is one of the most important agro-industrial activities of the Mediterranean countries and, worldwide, there has been a gradual increase with about 3 million tons produced in 2015. The industrialization of olive oil production has determined the production of huge quantities of vegetation water and/or pomace. Identifying an ecological and economically viable solution for the management and disposal of oil mill waste is one of the main objectives for olive oil-producing countries [
1,
2,
3,
4,
5,
6,
7,
8].
The vegetation water (OMWW) and the pomace (OMSR) have an acidic pH, high values of chemical demand (COD) and biochemistry (BOD
5) of oxygen, low nitrogen content, and the presence of lipids and a phenolic fraction [
9,
10]. The high organic load (45–220 g/L of COD) represents a significant energy potential and would make the olive wastewater one of the most suitable agro-industrial wastes for anaerobic digestion [
11,
12]. The high content of cellulosic and toxic substances, such as phenols, long-chain fatty acids (LCFA), ethanol, tannins, etc., are considered the main obstacles to the anaerobic digestion of oil wastes; in fact, in addition to being hardly degradable, they also inhibit the activity of the micro-organisms responsible for the process [
13].
In [
14], by adding different concentrations of the most important phenolic components of the oily waste (tyrosol, oleuropein, caffeic acids,
p-hydroxybenzoic acids, and protocatechuic acids) to domestic sludge during tests of anaerobic digestion at 35 °C, it was shown that the phenols inhibited or influenced the anaerobic digestion, and therefore the production of biogas, at different concentrations. At concentrations ≥600 mg L
−1 oleuropein reduced the speed and amount of methane produced; the caffeic, protocatechuic and
p-hydroxybenzoic acids were inhibitory at concentrations ≥1000 mg L
−1 and tyrosol at concentrations ≥2000 mg L
−1; at lower concentrations, the phenols either improved digestion and biogas production or had no effect.
In [
15], the possibility of using first pig manure as co-substrate and then previously digested pig manure was evaluated [
16]. In the first case, they used an anaerobic up-flow filter fed with pig manure and pomace to form a mixture obtained in gradual increments of 8 to 83% by volume of OMWW. A methane yield was obtained of 0.341–0.349 m
3/kg COD removed, showing stable operation even at the highest OMWW content of the power supply. In the second case, successive volumetric increases of OMWW ranging from 8% to 91% were mixed with the pig manure digestate. They were then treated through an anaerobic up-flow filter, obtaining greater efficiency and stability of the digester at a concentration of 83% (
v/
v) with total removal of COD 73–75% and gas production from 1.7 to 2.1 m
3/m
3d, with a yield of 66–68% of CH
4.
Using two-stage continuously stirred tank laboratory reactors, in [
17] a mixture of 55% olive oil wastewater, 40% whey, and 5% (
v/
v) of cow manure was used. The effluent was successfully degraded and a methane production rate of approximately 1.35 m
3 m
−3 d
−1 was obtained using an HRT of 19 days. In [
18], the anaerobic co-digestion of olive wastes (OMW) with pig manure (PM) was carried out at different mixing ratios in continuous and discontinuous mode. In [
19] a useful pre-treatment of OMWW was identified, as a result of laboratory tests, for the removal of COD of 52% and 42%, respectively for aluminium and iron, made with an electrochemical process at pH = 6.0, using aluminium and iron anodes. Similarly, in [
20] a combined treatment of electrocoagulation and sedimentation was applied, obtaining the removal of about 70 phenolic compounds, an increase in methane yield of 90%, and a reduction of 33.6% of the soluble COD.
In [
21], both the co-digestion with pig manure and the mono-digestion of two-phase process pomace (TPOP) were carried out, at mesophilic conditions, in a two-stage CSTR reactor. The results obtained showed that the co-digestion of TPOP and PM has process stability and a methane production rate greater than mono-digestion. The studies [
21,
22] subjected the virgin pomace of the two-phase process (OMSW) to a heat treatment, obtaining an increase in soluble COD, a decrease in cellulose and lignin content, and an increase in the maximum methane production rate of 22% compared to non-treated OMSW. Reference [
23] obtained a potential increase of 5.6% in methane production compared to non-treated OMSW by ultrasonic pre-treating the two-phase OMSW. However, the net balance between the energy consumed during pre-treatment and the potential energy production gave a negative value. Moreover, chemical pre-treatments based on the addition of NaOH, polyelectrolyte salts (FeSO
4 FeCl
3 MnSO
4), and CaCO
3 to two-phase pomace led to biogas production values that were twice those obtained with the pomace diluted with water. A reduction of 50% of polyphenols was recorded [
24].
Recent studies have experimented at a laboratory scale on the possibility of producing biogas through the anaerobic digestion of 100% of olive oil waste. Methane-forming bacteria can use a limited number of substrates to form methane; acetic acid (AcH) is the best precursor for more than 70% of methane. The other short-chain organic acids, such as propionic and butyric acids, are important substrates in the formation of methane, but they are toxic at certain levels of concentration [
25]. Therefore, it is important to know the optimal conditions of the acidogenic phase of the anaerobic process, in order to maximize the production of AcH.
In [
26], a laboratory-scale study was carried out on the effect of the organic loading rate (OLR) on the anaerobic acidogenic fermentation of the TPOP in a mesophilic digester (35 °C). The experimental results showed that the optimal value of OLR, for which a maximum production of volatile organic acids (14.5 g L
−1 expressed as acetic acid) was obtained with a high concentration in acetic acid (57.5% of total concentration), was 12.9 g T-COD/L d noting that the inhibition of the process occurred at OLR above 12.9 of g T-COD/L d. The failure of the process for higher OLR was characterized by a significant decrease in the concentration of acetic acid in the digestate and an increase in the concentration of other volatile acids that can subsequently influence the methanogenic phase.
In a subsequent study, in [
27] tests were carried out on the methanogenic phase of an anaerobic digestion process at mesophilic temperatures (35 °C) for the treatment of two-phase pomace (TPOP). The substrate used for the methanogenic phase was the effluent of a hydrolytic-acidogenic reactor operating at the optimal values identified in the previous study, i.e., a volumetric organic load (OLR) of 12.9 g COD L
−1 d
−1 at a hydraulic retention time (HRT) of 12.4 days. A high stability of OLR was obtained below 20.0 g of COD L
−1 d
−1, justified by the ratio of fatty acids/alkalinity: 0.12 for HRT of 4–6 days. The COD was removed for values between 94.3% and 61.3% and the volatile solids (VS) were removed between 92.8% and 56.1% for the OLR between 0.8 and 20.0 g of COD L
−1 d
−1. Likewise, a 43.8% reduction was achieved for the phenolic content. The above results have shown that the two-stage anaerobic digestion process has high stability both in the hydrolytic-acidogenic phase and in the methanogenic one.
In [
28], the possible exploitation of the advantages of two-stage anaerobic digestion was examined, on a laboratory scale, for the treatment of an OMWW mixture and of solid olive residues (OMSW), using two semi-continuous digesters in sequence and operating at mesophilic temperature (37 ± 2 °C). The results showed the possibility of degrading the olive oil wastes in co-digestion without dilution and without adding an expensive chemical nitrogen substrate. Methane productivity of 40.17 ± 0.9 L/LOMW was obtained with an OMWW COD level of 196 ± 5 g COD/L co-digested with a 24-day water retention time (HRT) in the first and in the second phase, while the COD removal of 82 ± 0.95% was achieved with an OMW COD level of 196 ± 5 g COD/L co-digested with OMSW at a 24-day HRT in the first phase and 36-day HRT in the second phase, with a phenol removal of 70–78%.
From the foregoing, the scientific results obtained so far have led to the setting of a limit for polyphenols at 600 ppm for the anaerobic digestion, as well as to the design of two-stage industrial plants, fed with biomass consisting of a percentage of olive oil by-products of no more than 30% and no less than 100 kW of produced electric power. Most studies aim to identify process parameters and the complementary substrate that can compensate for alkalinity deficits, phenols inhibition, and nitrogen and micronutrient deficiencies, in order to improve the anaerobic digestion of the oleaginous waste and optimize biogas production.
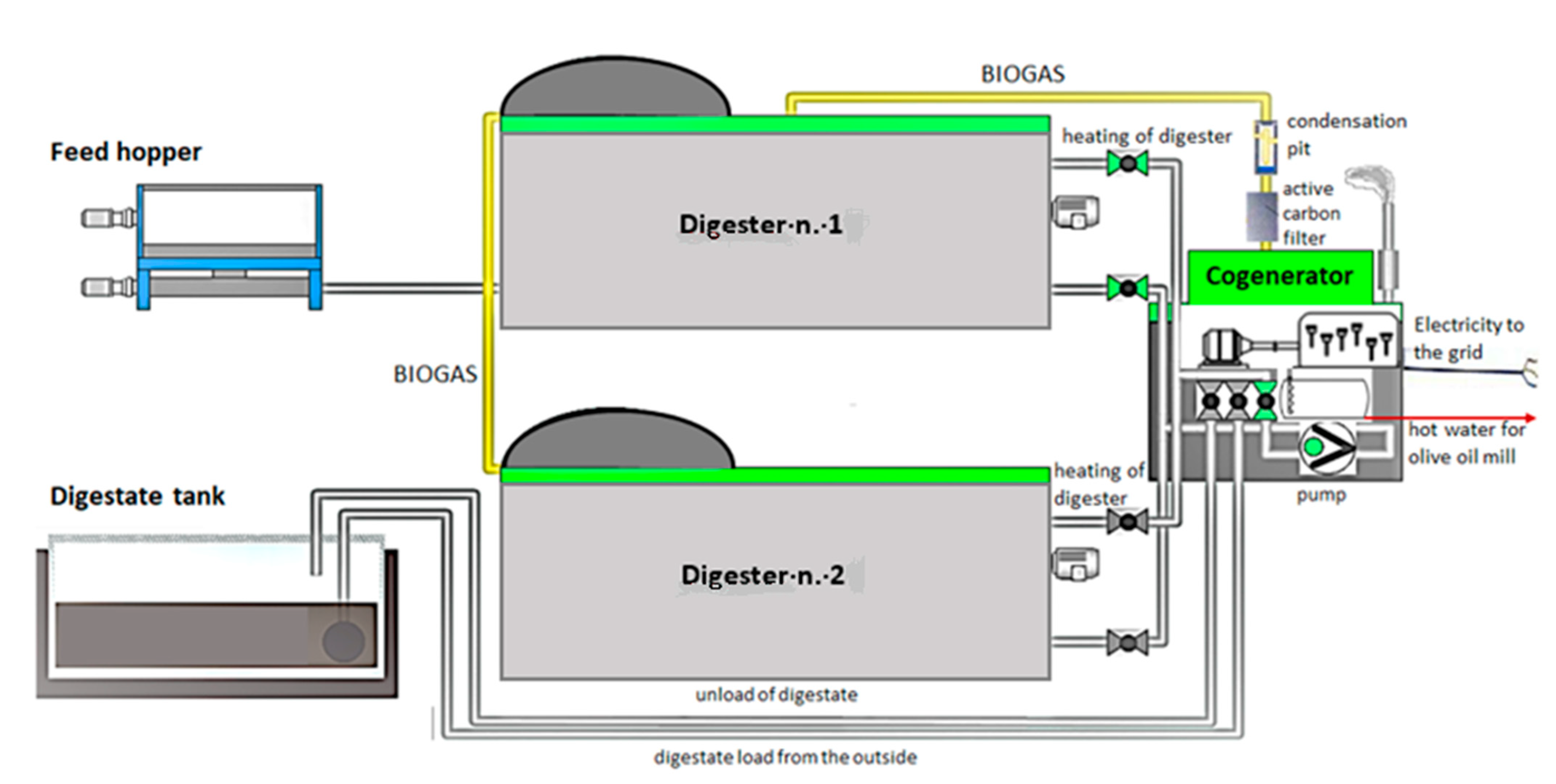
In this paper, the anaerobic digestion plant studied is one of the first full-scale plants which uses only olive oil by-products. In particular, the results of experimental tests carried out on this plant are shown. The aim was to analyse the real-scale process of anaerobic digestion of by-products of olive oil production, in order to evaluate the differences between the studied case and the above scientific literature data. Moreover, feasibility, process variables, design, and operational parameters are evaluated for this particular anaerobic digestion industrial plant processing olive oil by-products.
The novelty of this study is the industrial-scale evaluation with useful results for industrial plants.
4. Conclusions
This study has been carried out on one of the few full-scale anaerobic digestion plants in the world that processes only olive pomace. The results of the experimentation show the possibility of feeding an industrial anaerobic digestion plant exclusively with olive oil effluents and the performance of the studied plant can be considered comparable with the data of other full-scale plants fed with biomass made up of other types of more tested organic matrices. The results show very appreciable specific biogas production with a high percentage of methane.
The results also show that, for a plant that has to process only olive oil by-products, it is necessary to adopt technology solutions that allow reducing the feed flow rate of the incoming biomass and its stratification, considering that, in this type of by-product, the total input solids are variable during the processing time.
The chemical-physical analyses show optimal values of the process stability indexes and of the parameters that define the regularity of the kinetics of anaerobic digestion. In this particular by-product, inhibitory compounds typical of the composition of the oleaginous by-products, such as polyphenols, in the incoming biomass are found in concentrations higher than the levels of toxicity reported in the literature for these molecules. Nevertheless, the performance of the plant validates the hypothesis that, in the second reactor, methanogenic bacterial strains were developed. These microorganisms adapt to become resistant to polyphenols and even facilitate their solubilization, even if it is not excluded that they are also methanogenic bacteria that degrade polyphenols, thus removing them from the substrate.
The treated biomass undergoes a concentration in the plant and the digestate is still rather liquid but with the advantage of being able to be disposed of in quantities lower than those that characterize the by-products of the company in such form. In this form, it has remarkable agronomic properties, in terms of nutritive elements and C/N ratio. The highlighted agronomic potential could be further enhanced with a suitable composting process that would allow a quality imprint to be obtained with a high commercial value.
From the above, it can be concluded that in a correct future evaluation of the economic feasibility of an investment for the recovery of oil by-products with an anaerobic digestion plant, the use of self-produced electric energy and the sale of the excess rate to the network manager should not be considered the only factors of return. If, in fact, we limit ourselves to these two items, the investment could be impracticable for electric power close to or less than 100 kW, especially if the energy users are seasonal, as in the oil industries, and the sales tariffs managers are not particularly convenient, according to the approach taken by the latest national legislation. It should also be considered that the energy recovery of olive oil by-products also allows a significant reduction of their disposal costs, the possibility of selling the pits, as well as the digestate as a quality improver. Moreover, the mill can take advantage of the benefit of the environmental commitment in primary production that, with the same quality, would allow the selling prices of produced olive oil to rise even more.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}