1. Introduction
At present, the primary raw material of daily plastic products is petroleum. However, petroleum is a non-renewable resource, and petroleum-based plastics are difficult to degrade in nature and can cause damage to the ecosystem of nature [
1]. According to estimates, 8.3 billion metric tons of plastics have been produced since its invention, out of which 40% have been used for packaging. According to statistics, global plastic waste is expected to reach 1.20 × 10
10 t by 2050 [
2]. To solve the problem, the most novelty and eco-friendly way are to use biodegradable plastics, such as degradable materials made from protein, cellulose, and other resources [
3]. Among these resources, plant proteins are safe and low-cost [
4], and plant protein films have been considered one alternative due to their remarkable barrier properties against ultraviolet (UV) light and non-polar substances.
Zein is an alcohol soluble protein in maize endosperm, accounting for about 60% of the total zein [
5]. More than half of the amino acids of Zein are hydrophobic, making it one of the few natural proteins soluble in a hydrated organic solvent such as ethanol but not in water. Compared with other protein films, raw Zein films have shown unique features in the aspect of low permeability, glossy appearance, radiation-resistant and biodegradability [
6], but the Zein film is unfit for food packaging application due to its poor mechanical properties. Vahedikia et al. [
7] incorporated cinnamon essential oil (CEO) and chitosan nanoparticles into Zein-based films, respectively, causing a drastic decrease in water vapor permeability and an increase in tensile strength. Chen et al. [
8] modified Zein-based films by a two-step method consisting of chitosan, followed by exposure to cold plasma, which increased their elongation at break.
Soy protein isolate (SPI), as a by-product in the process of grain and oil industrial production, is a highly polished and purified form of soy protein with a protein content higher than 90% [
9]. SPI is mainly composed of albumin and globulin and has suitable film-forming properties. SPI is a popular biodegradable film material due to its wide practicability, low-cost, and eximious film-forming properties [
10]. However, the characters such as poor mechanical properties, high water solubility, and hydrophilicity have restricted their application in food packaging. Liu et al. [
11] studied that the addition of sodium caseinate (SC) prominently enhanced the tensile strength and transparency of SPI-based films, and transglutaminase (TGase) treatment significantly improved the tensile strength of SPI-based films.
Wheat gluten protein (WGP) is a by-product of wheat processing. It is composed of high-molecular-weight glutenin and low-molecular-weight gliadin, with a ratio of about 1:1 [
12]. Glutenins, composed of polypeptide bonds polymerized by intermolecular disulfide bonds, are insoluble in water or common solvents and are responsible for the strength and stability of glutens [
13]. In comparison, gliadins are soluble in aqueous ethanol and are responsible for their elasticity [
14]. Glutenin and gliadin endow WGP films with good viscoelasticity, but WGP films have poor water resistance and hardness. Nataraj et al. [
15] developed films from banana fibers and WG by solution casting and later compression molding in order to improve mechanical properties and resistance to moisture.
Cellulose nanocrystals (CNC) are cellulose-based nanoparticles that were extracted from natural source materials by acid hydrolysis [
16]. CNC has been rated as one of the top 20 new materials with the most potential in the future due to its biodegradable, non-toxic and sustainable, having a broad application prospect in the field of compatible materials [
17]. Some current studies have shown that CNC incorporated into films contributed to improving the mechanical and barrier properties of biocomposites [
18]. Xiao et al. [
19] studied that the addition of CNC could reduce the porosity and increase the penetration path of gas molecules inside the composite films, as well as enhance the mechanical strength of the composite films.
Plant protein films can be used for food packaging, thereby extending the shelf life of food and ensuring the quality of food during transportation [
20]. The protein films with better barrier performance can be used to package candy, fruit, and other hygroscopic foods, and protein films with high opacity can be used to package food that is away from light [
21]. However, due to the limitation of single protein film material at present, modified materials such as plasticizers and antioxidants should be added to improve the mechanical, optical, and barrier performance of protein films [
22].
Therefore, the objective of the present research was to evaluate the effect of CNC on the physical properties, water resistance, and mechanical properties of the three protein films (Zein, SPI, and WGP), which provided a theoretical reference for the research and preparation of biodegradable materials.
2. Materials and Methods
2.1. Materials
Zein and SPI were purchased from Shanghai Yuanye Bio-Technology Co, Ltd. (Shanghai, China). WGP was purchased from Midaner Trading Co. (Henan, China). CNC and glycerin were provided by Guanghua Sci-Tech Co., Ltd. (Guangdong, China). Sodium hydroxide and hydrochloric acid were supplied by Tianjin Damao Chemical Reagent Factory. All other chemical reagents were analytical grade.
2.2. Film Preparation
The process of film preparation is illustrated in
Figure 1.
Zein films: 10.0 g of Zein and 0%, 2.5%, 5% (w/w) CNC were dispersed in 100 mL 75% ethanol solution, respectively. The solutions were stirred at room temperature for 20 min, followed by the addition of 50% glycerin (w/w). The solutions were labeled Zein (0% CNC), Zein-CNC-1 (2.5% CNC) and Zein-CNC-2 (5% CNC). The solutions were stirred at 70 °C for 30 min and cooled down to room temperature. The solutions (6 mL) were cast in circular Teflon molds with a diameter of 9 cm, followed by steam drying in a water bath at 70 °C for 2 h.
SPI films: 6.0 g of SPI and 0%, 2.5%, 5% (w/w) CNC were dispersed in 100 mL deionized water, respectively. The solutions were stirred at room temperature for 20 min and adjusted to pH 10.0 with 1 M NaOH, followed by the addition of 50% glycerin (w/w). The solutions were labeled SPI (0% CNC), SPI-CNC-1 (2.5% CNC), and SPI-CNC-2 (5% CNC). The solutions were stirred at 70 °C for 30 min and cooled down to room temperature. The solutions (10 mL) were cast in circular Teflon molds with a diameter of 9 cm, followed by drying in a vacuum oven at 50 °C for 5 h.
WGP films: 6.0 g of WGP and 0%, 2.5%, 5% (w/w) CNC were dispersed in 100 mL 60% ethanol solution, respectively. The solutions were stirred at 60 °C for 20 min and adjusted to pH 11.0 with 1 M NaOH, followed by the addition of 50% glycerin (w/w). The solutions were labeled WGP (0% CNC), WGP-CNC-1 (2.5% CNC), and WGP-CNC-2 (5% CNC). The solutions were stirred at 70 ℃ for 20 min and cooled down to room temperature. The solutions (10 mL) were cast in circular Teflon molds with a diameter of 9 cm, followed by drying in a vacuum oven at 50 °C for 5 h.
Finally, all films were preconditioned in a constant temperature and humidity chamber (25 °C, 50% relative humidity) for at least 48 h to normalize the moisture content before further experiments.
2.3. Physical Appearance
2.3.1. Thickness
The thickness of the film was measured with a micrometer. The thickness of film samples was determined from an average of three random measurements.
2.3.2. Color
A light color measurement instrument (CS-820, Caipu, China) was used to measure the film color. The color differences (ΔE*, L*, a*, and b* value) could be directly read from the instrument.
2.3.3. Opacity
The film samples were cut into 30 × 10 mm pieces, and the thickness of each piece was measured by a micrometer. The absorbance of the film at 600 nm was measured by an ultraviolet spectrophotometer (UV2550, SHIMADZU, Japan). The opacity value of the film was expressed as the ratio between the absorbance at 600 nm and the film thickness (mm) [
23].
2.4. Mechanical Performance
2.4.1. Tensile Test
The tensile test of the film was measured on a texture analyzer (TA. XT Plus, StableMicro Systems Ltd., UK). The film was cut into a rectangle of 1 cm wide. The initial distance was set to 10 mm, the stretch speed was 1 mm·s-1, and the tensile force was 10 g [
24]. The tensile distance was set to 60 mm. The tensile strength of the calculation followed the Equation (1):
F is the breaking force (kg), g is the local acceleration of gravity (m·s−2), w is the width of the film (m), and d (m) is the thickness of the film.
2.4.2. Puncture Test
Each film was mounted on a compression device with a 10 mm round hole and perforated by a P/2 cylindrical probe moving at 0.1 mm·s−1. Force-deformation curves were obtained, and force (N) at the puncture point was then recorded to represent the hardness (N) of the films.
2.5. Water Resistance Performance
2.5.1. Moisture Content
Each film was placed in a clean petri dish. Then, it was dried at 30 °C until a constant weight was obtained. The moisture content was calculated according to the following Equation (2):
where m
1 and m
2 are the initial weight (g) and final dry weight (g) of film samples, respectively.
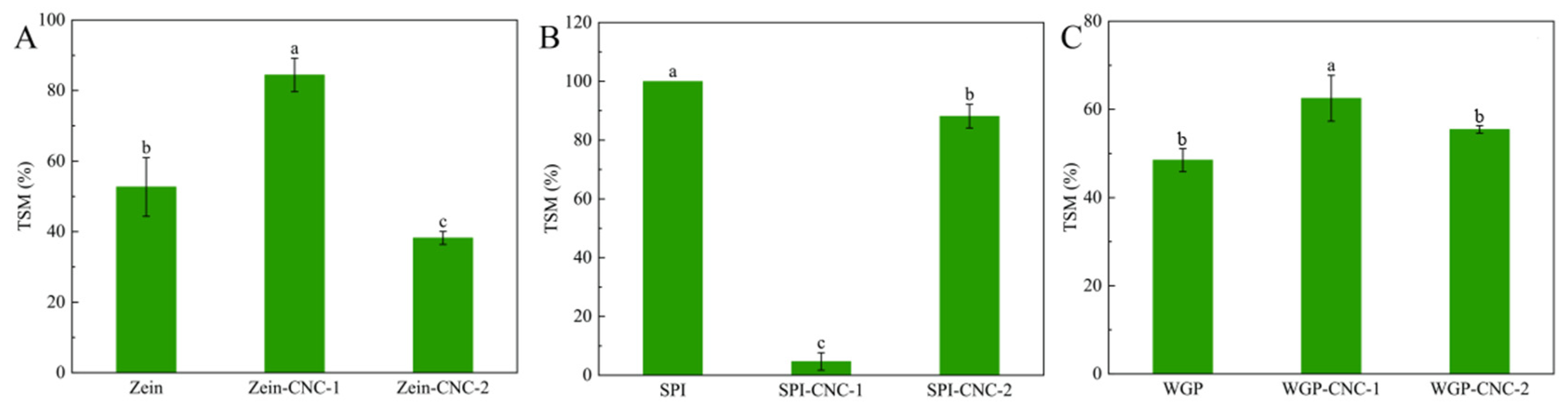
2.5.2. Total Soluble Matter (TSM)
The film, after the moisture content test was placed in a sealed tube containing an appropriate amount of deionized water, and sealed tubes were stirred at room temperature for 24 h. After that, the film was dried at 50 °C until a constant weight was obtained. The percentage of weight loss is defined as the TSM value. TSM was calculated as Equation (3):
where m
1 and m
3 are the initial dry weight (g) and final dry weight (g) of film samples, respectively.
2.5.3. Water Vapor Permeability (WVP)
Glass jars (10 mL) were filled at the bottom with 40 g of anhydrous calcium chloride (0% relative humidity) and sealed with the film. Then, the jars covered with films were placed in a desiccator and weighed after a week. WVP was calculated with the following Equation (4):
where ∆m (g) refers to the quality difference of the wide-mouth bottle; d (mm) is the film thickness; A (m
2) is the area of the film; ∆P (kPa) refers to the WVP difference on both sides of the film; T (h) is the measurement time.
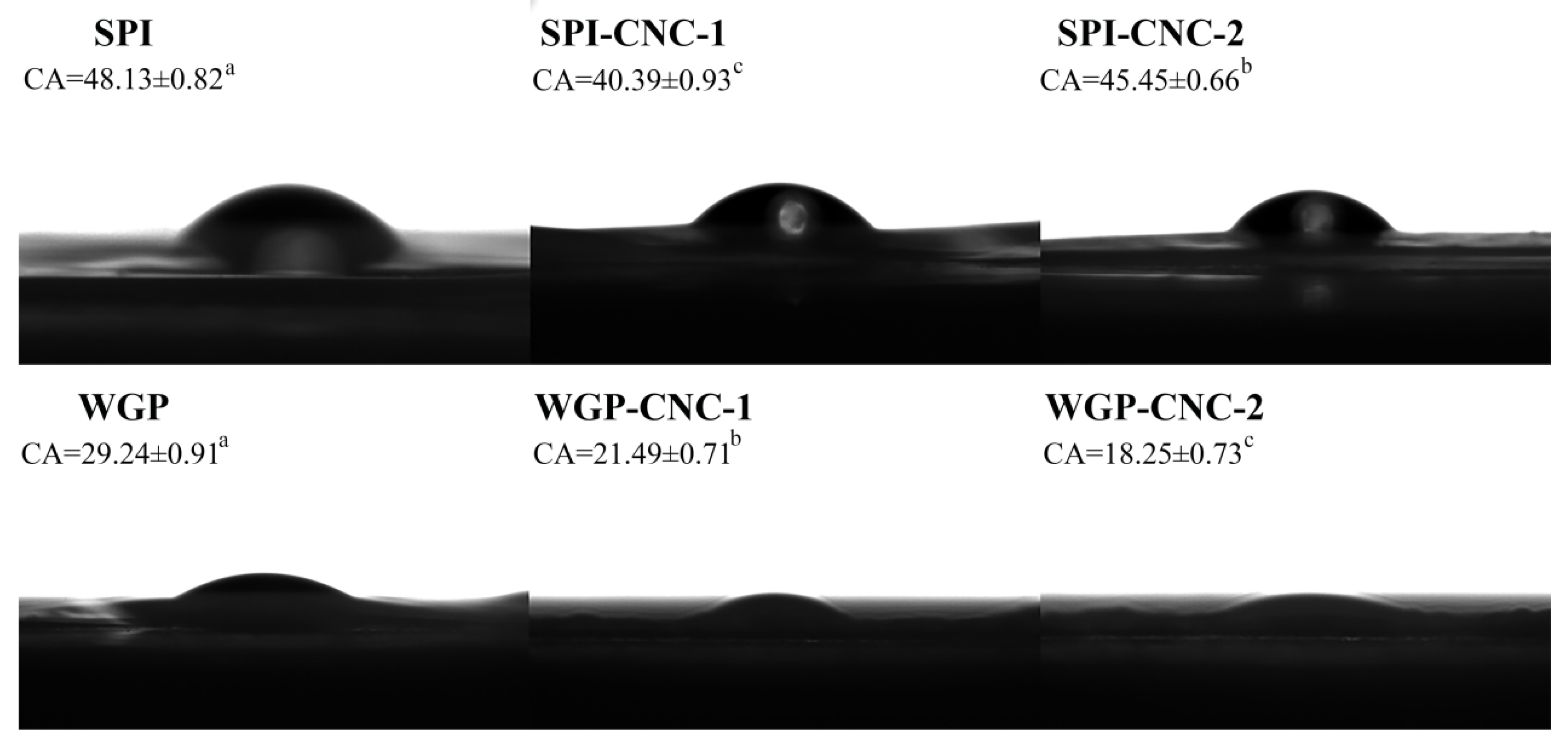
2.5.4. Water Contact Angle (WCA)
The WCA of the film was measured by the water contact angle measuring instrument (JY-PHb, Jinghe, China). Water droplets (2 μL) were dropped onto the surface of the film. The value of the water contact angle could be directly obtained by drawing a diagram with software [
25].
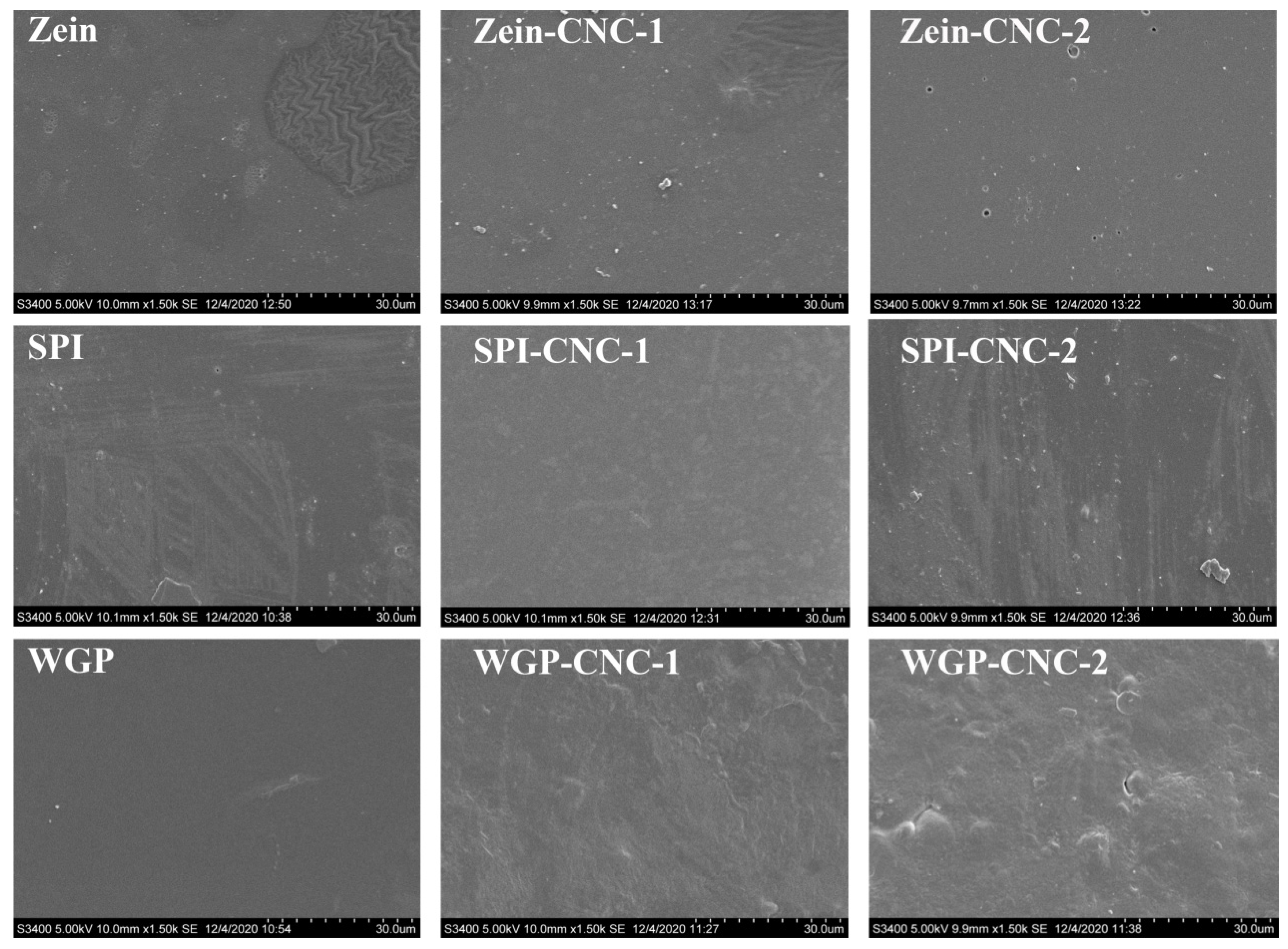
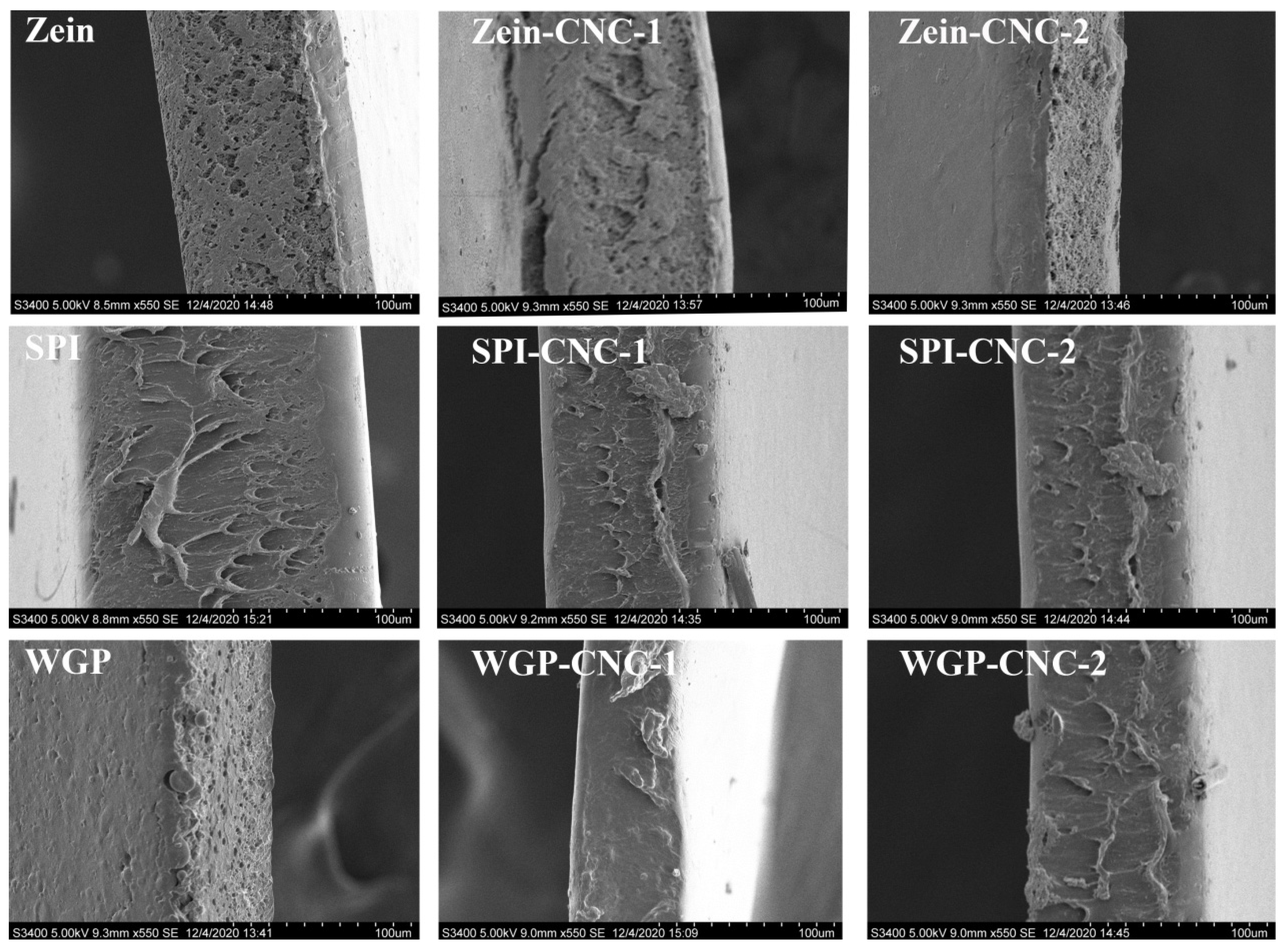
2.6. Scanning Electron Microscope (SEM)
A scanning electron microscope (SEM, HITACHI, Japan) was used to observe the surface and cross-section morphology of the film. The surface was magnified 1500 times, and the cross-section was magnified 550 times [
26].
2.7. Data Analysis
All of the tests were carried out three times, and the parallel mean value was reported with standard deviation. The Origin Lab software was utilized for statistical analysis. Comparisons were carried out by using the Tukey test analysis in ANOVA. The significant differences were based on a 95% confidence level.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}