


Effects of Addition of Tea Polyphenol Palmitate and Process Parameters on the Preparation of High-Purity EPA Ethyl Ester


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Chemicals
2.2. Effects of TPP Added during the Ethyl Esterification Process
2.2.1. The Preparation of Samples Supplemented with TPP before the Ethyl Esterification Process
2.2.2. The Preparation of Samples Supplemented with TPP after the Ethyl Esterification Process
2.2.3. Accelerated Storage Experiment
2.2.4. Peroxide Value
2.2.5. Thiobarbituric Acid Reactive Substances
2.2.6. EPA Content and DHA Content
2.2.7. EPA-EE Content and DHA-EE Content
2.2.8. Esterification Efficiency
2.3. Parameter Optimization of Urea Complexation
2.4. Parameter Optimization of Molecular Distillation
2.5. Column Separation
2.6. Statistical Analysis
3. Results
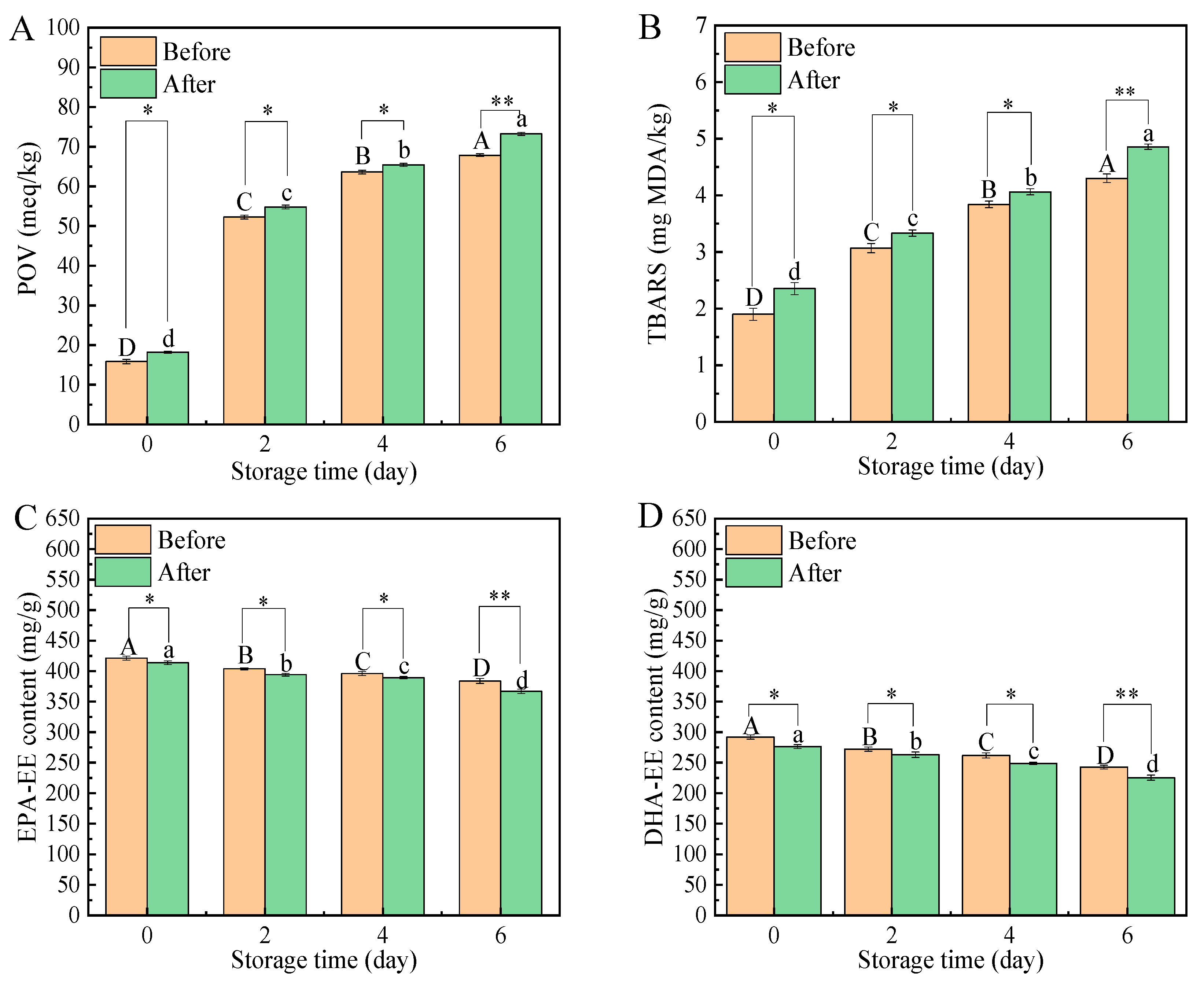
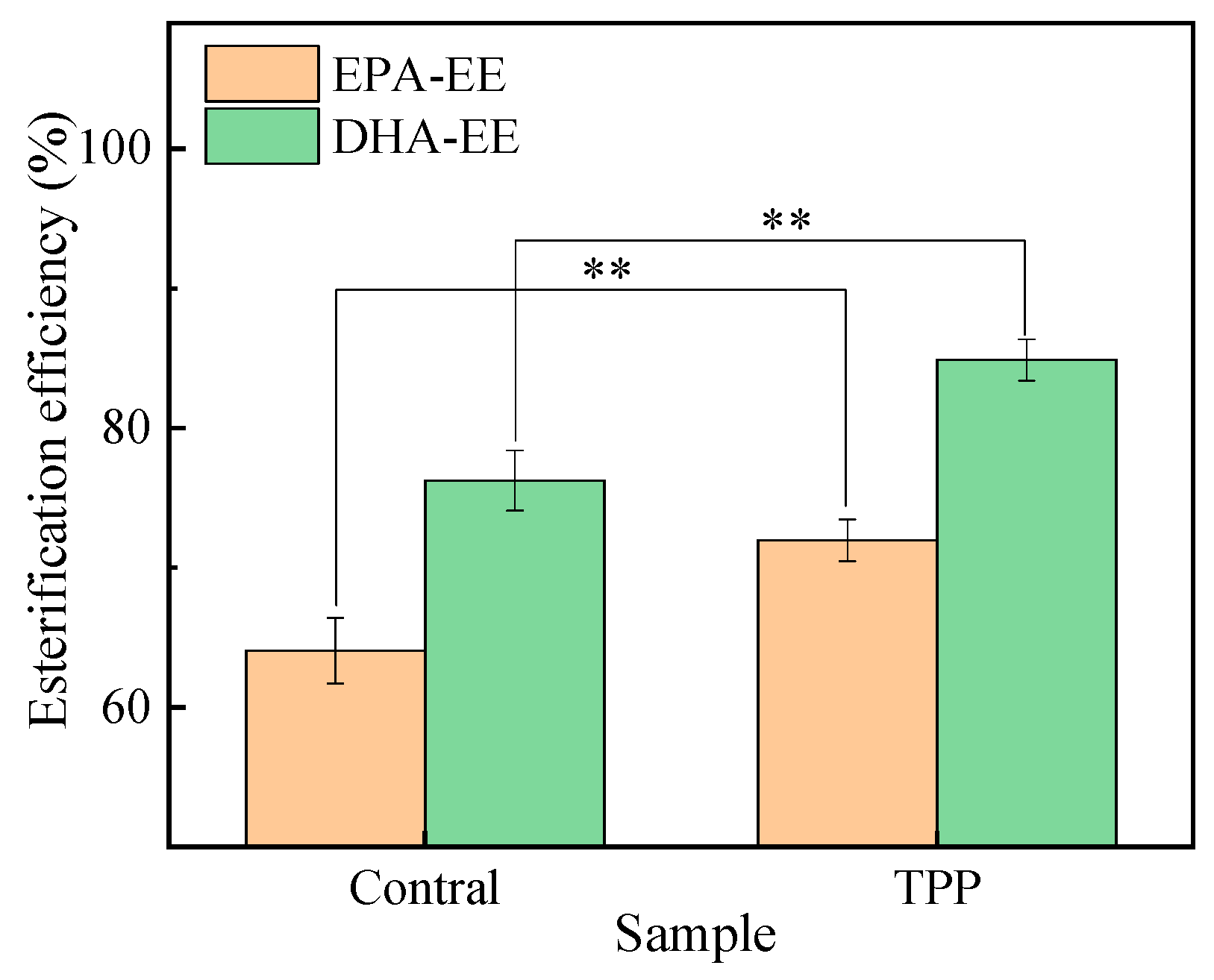
3.1. Effects of TPP Added during the Ethyl Esterification Process
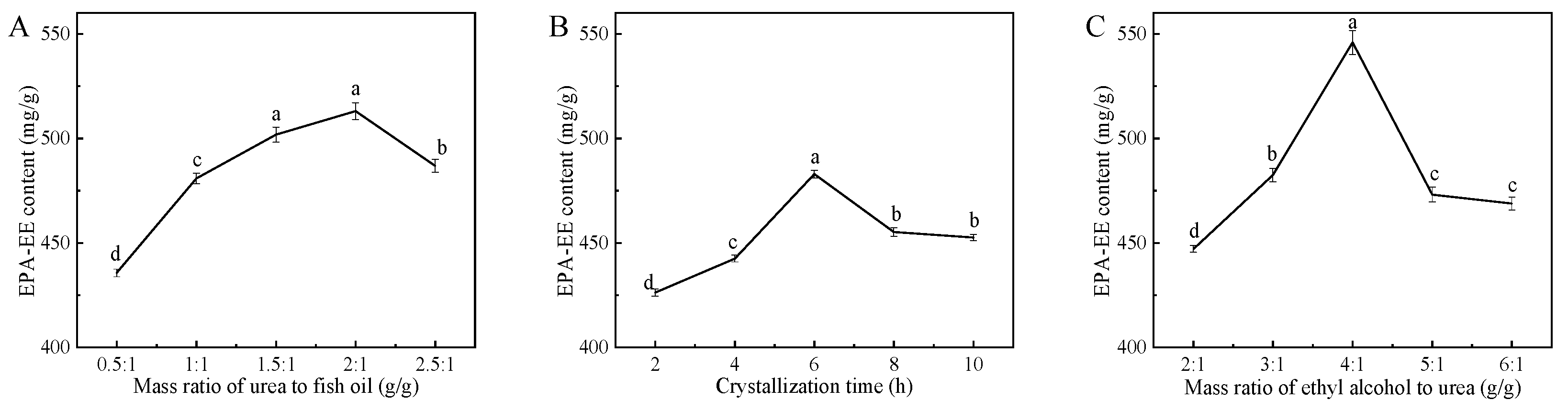
3.2. Optimization of Urea Complexation Conditions
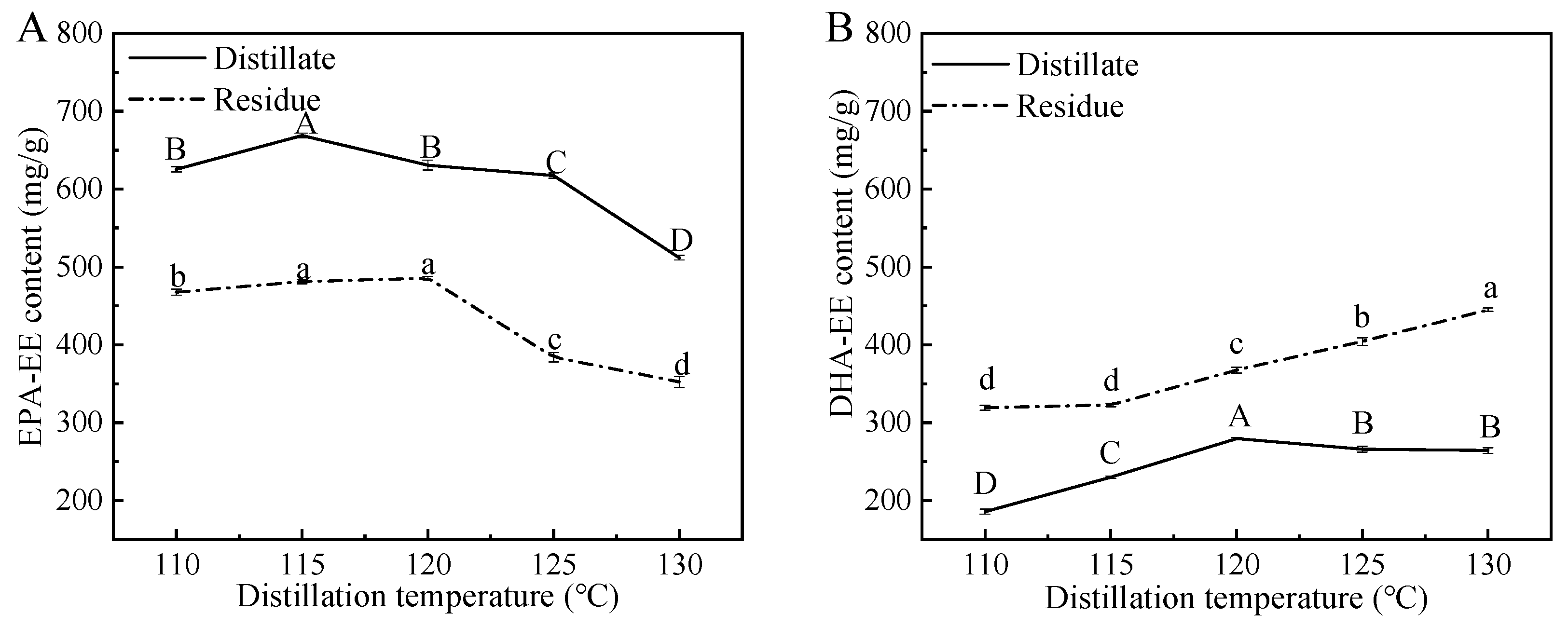
3.3. Optimization of Molecular Distillation Conditions
3.3.1. Effect of Temperature on the Efficiency of Molecular Distillation
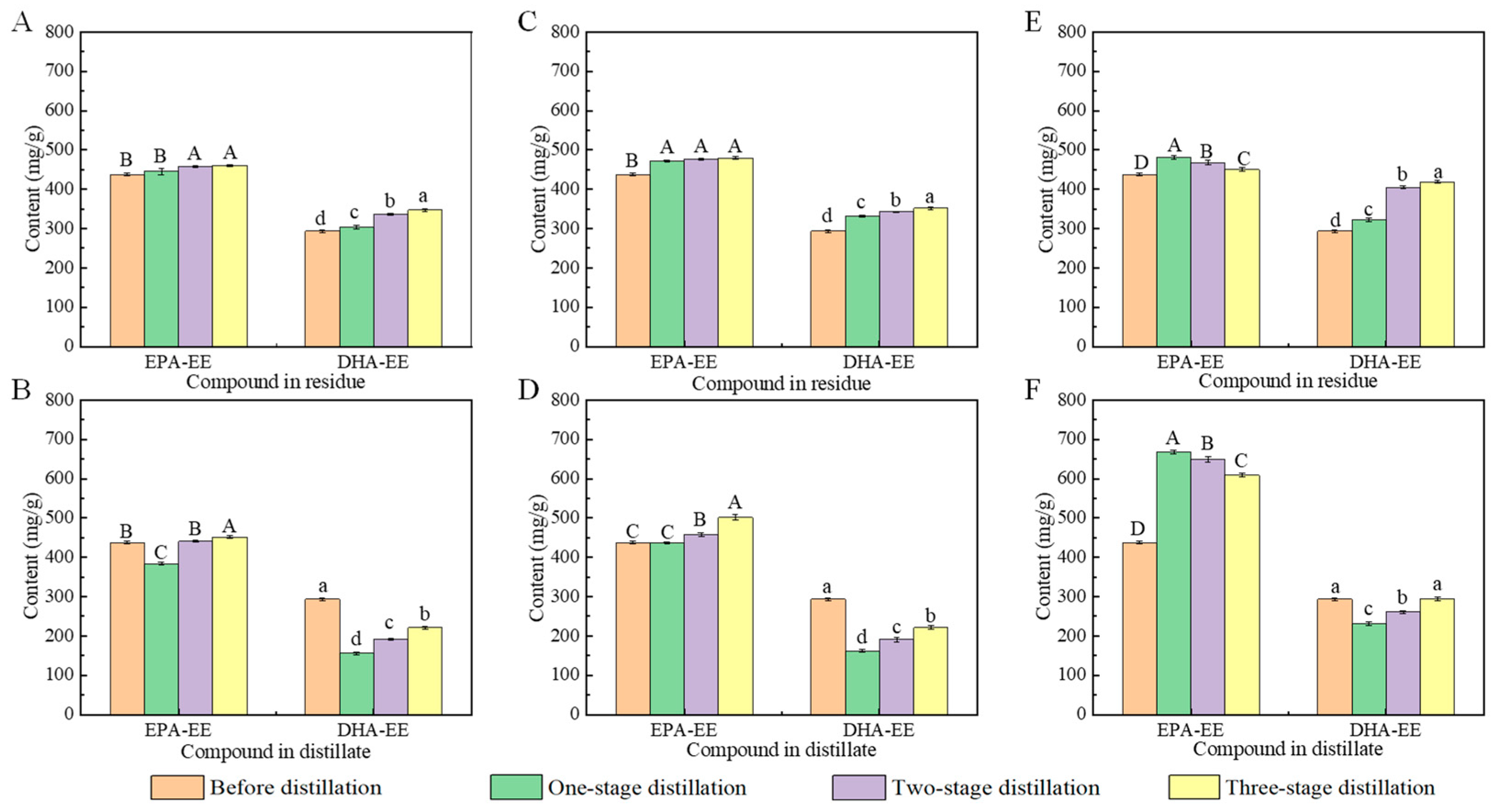
3.3.2. Effect of Distillation Stages on the Efficiency of Molecular Distillation
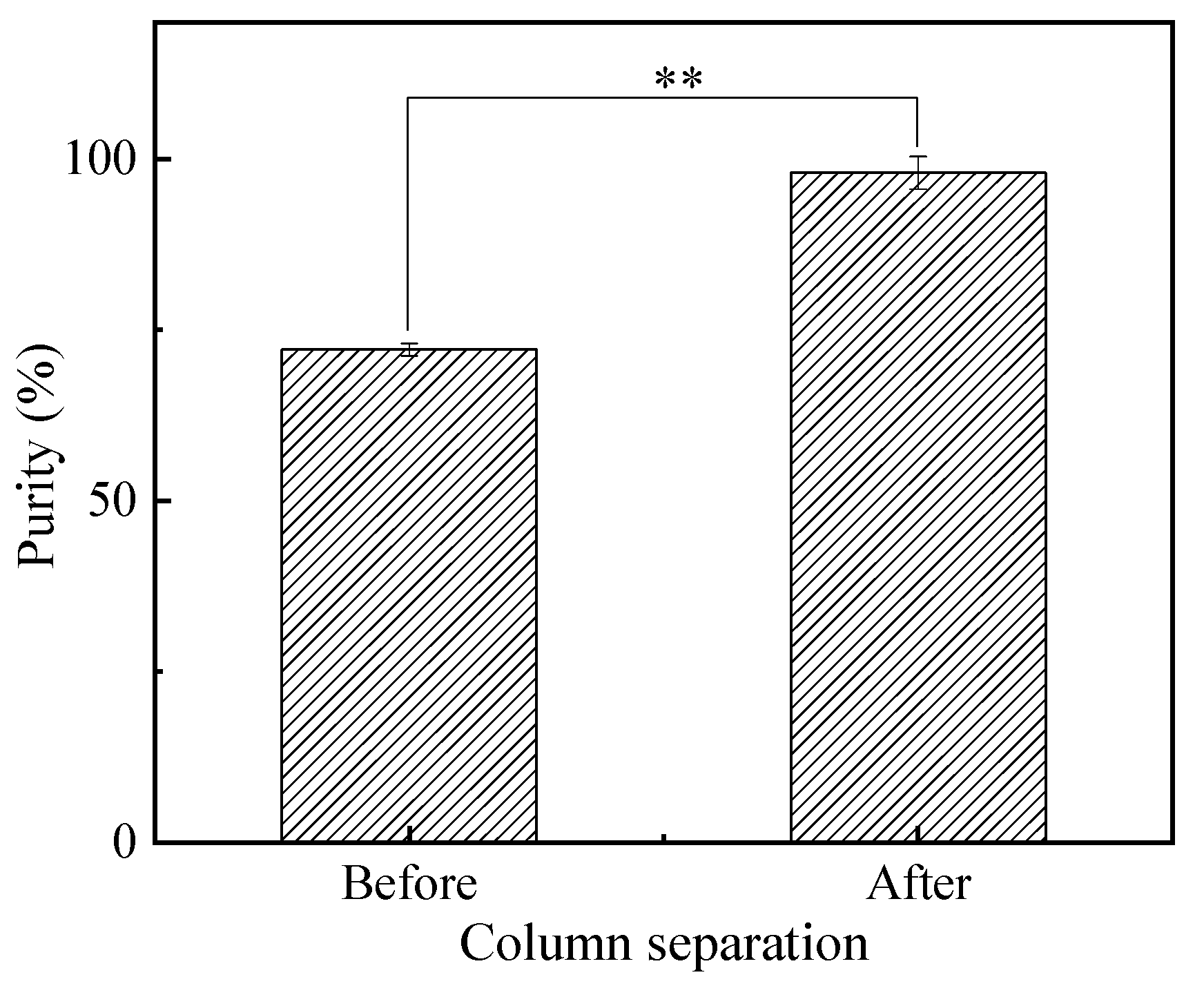
3.4. The Purity of EPA-EE Obtained from Column Separation
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sahín, N.; Akoh, C.C.; Karaalí, A. Human milk fat substitutes containing omega-3 fatty acids. J. Agric. Food Chem. 2006, 54, 3717. [Google Scholar] [CrossRef] [PubMed]
- Myhre, P.L.; Kalstad, A.A.; Tveit, S.H.; Laake, K.; Schmidt, E.B.; Smith, P.; Nilsen, D.W.T.; Tveit, A.; Solheim, S.; Arnesen, H.; et al. Changes in eicosapentaenoic acid and docosahexaenoic acid and risk of cardiovascular events and atrial fibrillation: A secondary analysis of the OMEMI trial. J. Intern. Med. 2022, 291, 637–647. [Google Scholar] [CrossRef] [PubMed]
- Sidhu, K.S. Health benefits and potential risks related to consumption of fish or fish oil. Regul. Toxicol. Pharmacol. 2003, 38, 336–344. [Google Scholar] [CrossRef] [PubMed]
- Drenjancevic, I.; Pitha, J. Omega-3 polyunsaturated fatty acids-vascular and cardiac effects on the cellular and molecular level (narrative review). Int. J. Mol. Sci. 2022, 23, 2104. [Google Scholar] [CrossRef]
- Morales-Medina, R.; León, G.D.; Munio, M.; Guadix, A.; Guadix, E. Mass transfer modeling of sardine oil polyunsaturated fatty acid (PUFA) concentration by low temperature crystallization. J. Food Eng. 2016, 183, 16–23. [Google Scholar] [CrossRef]
- Zhang, G.Y.; Liu, J.; Liu, Y.F. Concentration of omega-3 polyunsaturated fatty acids from oil of Schizochytrium limacinum by molecular distillation: Optimization of technological conditions. Ind. Eng. Chem. Res. 2013, 52, 3918–3925. [Google Scholar] [CrossRef]
- Hashim, H.; Salimon, J. Preparation of concentrated polyunsaturated fatty acids (PUFA) from soybean oil. J. Trop. Agric. Food Sci. 2014, 42, 149–155. [Google Scholar]
- Mu, H.Y.; Jin, Q.Z.; Li, H. Enrichment and purification of PUFAs from salmon oil. China Oils Fats 2016, 41, 49–53. [Google Scholar]
- Hayes, D.G. Free fatty acid fractionation via urea inclusion compounds. Int. News Fats Oils Relat. Mater. 2002, 13, 832–835. [Google Scholar]
- Ito, V.M.; Martins, P.F.; Batistella, C.B.; Maciel, F.R.; Maciel, M.R.W. Natural compounds obtained through centrifugal molecular distillation. Appl. Biochem. Biotechnol. 2006, 131, 716–726. [Google Scholar] [CrossRef]
- Zhang, Z.; Liu, F.; Ma, X.; Huang, H.H.; Wang, Y. Two-stage enzymatic preparation of eicosapentaenoic acid (EPA) and docosahexaenoic acid (DHA) enriched fish oil triacylglycerols. J. Agric. Food Chem. 2017, 66, 218–227. [Google Scholar] [CrossRef] [PubMed]
- Tamai, T. Utilization of processed foods rich in docosahexaenoic acid: Clinical trials using foods for specific health purposes. J. Lipid Nutr. 2014, 23, 45–52. [Google Scholar] [CrossRef] [Green Version]
- Tan, R.H.; Wang, F.; Fan, C.L.; Zhang, X.H.; Zhao, J.S.; Zhang, J.J.; Yang, Y.; Xi, Y.; Zou, Z.Q.; Bu, S.Z. Algal oil rich in n-3 polyunsaturated fatty acids suppresses B16F10 melanoma lung metastasis by autophagy induction. Food Funct. 2018, 9, 6179–6186. [Google Scholar] [CrossRef] [PubMed]
- Senanayake, S.; Shahidi, F. Concentration of docosahexaenoic acid (DHA) from algal oil via urea complexation. J. Food Lipids 2000, 7, 51–61. [Google Scholar] [CrossRef]
- Choe, E.; Min, D.B. Mechanisms and factors for edible oil oxidation. Food Sci. Food Saf. 2006, 5, 169–186. [Google Scholar] [CrossRef]
- Pei, X.C.; Yin, F.W.; Zhong, X.; Liu, H.L.; Song, L.; Zhao, G.H.; Wang, Y.F.; Zhou, D.Y. Effects of different antioxidants and their combinations on the oxidative stability of DHA algae oil and walnut oil. Food Sci. Nutr. 2022, 10, 2804–2812. [Google Scholar] [CrossRef] [PubMed]
- Wang, Z.; Liu, F.J.; Luo, Y.; Zeng, X.B.; Pei, X.C.; Zhao, G.H.; Zhang, M.; Zhou, D.Y.; Yin, F.W. Effects of tea polyphenol and its combination with other antioxidants added during the extraction process on oxidative stability of antarctic krill (Euphausia superba) oil. Foods 2022, 11, 3768. [Google Scholar] [CrossRef]
- GB 2760-2014; Chinese Standard. Food Safety National Standards-Standards for Uses of Food Additive. China Standards Press of China: Berjing, China, 2014.
- GB 5009.227-2016; Chinese Standard. Food Safety National Standards-Standards for Determination of Peroxide Value. China Standards Press of China: Beijing, China, 2016.
- John, L.; Cornforth, D.; Carpenter, C.E.; Sorheim, O.; Pette, B.C.; Whittier, D.R. Color and thiobarbituric acid values of cooked top sirloin steaks packaged in modified atmospheres of 80% oxygen, or 0.4% carbon monoxide, or vacuum. Meat Sci. 2005, 69, 441–449. [Google Scholar] [PubMed]
- Czerniak, A.; Kubiak, P.; Bialas, W.; Jankowski, T. Improvement of oxidative stability of menhaden fish oil by microencapsulation within biocapsules formed of yeast cells. J. Food Eng. 2015, 167, 2–11. [Google Scholar] [CrossRef]
- Zheng, Z.; Dai, Z.; Shen, Q. Enrichment of polyunsaturated fatty acids from seal oil through urea adduction and the fatty acids change rules during the process. J. Food Process Preserv. 2018, 42, 13593. [Google Scholar] [CrossRef]
- Rubio-Rodriguez, N.; Diego, S.M.D.; Beltran, S.; Rovira, J. Supercritical fluid extraction of fish oil from fish by-products: A comparison with other extraction methods. J. Food Eng. 2012, 109, 238–248. [Google Scholar] [CrossRef] [Green Version]
- Cunha, S.C.; Oliveira, M.B.P.P. Discrimination of vegetable oils by triacylglycerols evaluation of profile using HPLC/ELSD. Food Chem. 2006, 95, 518–524. [Google Scholar] [CrossRef]
- Lu, T.; Shen, Y.; Wang, J.L.; Xie, H.K.; Wang, Y.; Zhao, Q.; Zhou, D.Y.; Shahidi, F. Improving oxidative stability of flaxseed oil with a mixture of antioxidants. J. Food Process Preserv. 2020, 44, 14355. [Google Scholar] [CrossRef]
- Shen, Y.B.; Zheng, L.Y.; Peng, Y.; Zhu, X.C.; Liu, F.; Yang, X.Q.; Li, H.M. Physicochemical, antioxidant and anticancer characteristics of seed oil from three Chenopodium quinoa genotypes. Molecules 2022, 27, 2453. [Google Scholar] [CrossRef]
- Arbi, N.I.; Mohamed, S.H.; Ping, T.C.; Saud, A.; Umber, R.; Hamed, E. Chemical conposition, oxidative stability, and antioxidant activity of allium ampeloprasuml. (Wild Leek) aeed oil. J. Oleo Sci. 2020, 69, 413–421. [Google Scholar]
- Li, Q.Q.; Wang, J.; Fereidoon, S. Chemical characteristics of cold-pressed blackberry, black raspberry, and blueberry seed oils and the role of the minor components in their oxidative stability. J. Agric. Food Chem. 2016, 64, 5410–5412. [Google Scholar] [CrossRef]
- Zhang, W.W.; Ge, S.S.; Li, K.; Li, K.; Xu, J.; Gan, J.; Zhang, H. Enrichment of polyunsaturated fatty acids from Phyllanthus emblica L. seed oil by urea inclusion. Curr. Top. Nutraceutical Res. 2019, 17, 406–424. [Google Scholar]
- Setyawardhani, D.A.; Sulistyo, H.; Sediawan, W.B.; Fahrurrozi, M. Separating poly-unsaturated fatty acids from vegetable oil using urea complexation: The crystallisation temperature effects. J. Eng. Sci. Technol. 2015, 10, 41–49. [Google Scholar]
- Mengrou, D.; Renjing, L. Concentration of omega-3 polyunsaturated fatty acids from rana egg oil by urea complexation and response surface methodology. Am. J. Food Technol. 2016, 11, 76–83. [Google Scholar]
- An, T.Q.; Cheng, Q.L.; Yu, C.S.; Pan, B.K.; Jiang, H.L. Improvement of oleic acid purity by solvent crystallization and urea adduction. China Oils Fats 2016, 41, 64–68. [Google Scholar]
- Mu, H.Y.; Li, X.D.; Jin, Q.Z.; Sun, Q.J. Preparation of highly purified omega-3 docosapentaenoic acid from seal oil via urea complexation combined with preparative high performance liquid chromatography. Sep. Sci. Technol. 2021, 56, 1769–1778. [Google Scholar] [CrossRef]
- Tang, S.; Qin, C.; Wang, H.; Li, S.; Tian, S. Study on supercritical extraction of lipids and enrichment of DHA from oil-rich microalgae. J. Supercrit. Fluids 2011, 57, 44–49. [Google Scholar] [CrossRef]
- Zhang, X.; Hao, X.L.; He, J.; Jrimutu. Process optimization of enrichment of unsaturated fatty acids in hump oil by urea adduction. China Oils Fats 2020, 45, 9–13. [Google Scholar]
- Hu, L.; Wang, F.M.; Wang, W.; Ahmtijiang; Wang, L. Purification of linoleic acid in xinjiang seeding—Watermelon seed oil by urea adduction. China Oils Fats 2020, 45, 62–66. [Google Scholar]
- Zhai, Y.C.; Zhang, R.G.; Feng, B.K.; Hu, H.; Zhang, Y.L. Optimization of purifying linoleic acid from walnut oil with urea adduction fractionation. Sci. Technol. Food Ind. 2015, 36, 311–316. [Google Scholar]
- Huang, X.L.; Zhao, Y.A.; Hou, Z.H. Purification of ethyl linoleate from foxtail millet (Setaria italica) bran oil via urea complexation and molecular distillation. Foods 2021, 10, 1925. [Google Scholar] [CrossRef]
- Fang, X.B.; Gong, J.F.; Jiang, Y.M.; Chen, X.E.; Huang, H.H. Enrichment of EPA/DHA from fish oil with molecular distillation and urea inclusion. J. Chin. Inst. Food Sci. Technol. 2013, 13, 101–106. [Google Scholar]
- Zeng, F.K.; Wang, Y.H.; Yang, B.; Liu, H.; Ning, Z.X.; Li, L. Effect of operation conditions on purification of unsaturated monoglyceride via molecular distillation. J. South China Univ. Technol. 2010, 38, 61–64. [Google Scholar]
- Zheng, Z.; Dai, Z.; Cao, Y. Isolation, purification of DPAn-3 from the seal oil ethyl ester: Purification of DPAn-3 from the seal oil. Eur. J. Lipid Ence Technol. 2018, 120, 1800225. [Google Scholar]
- Lin, W.; Tian, L.; Wang, Z.X.; Du, Q.G. Study on the process of purification EPA and DHA from ethyl esterification fish oil with the combination of urea inclusion and molecular distillation. J. Chin. Cereals Oils Assoc. 2012, 27, 84–88. [Google Scholar]
- Magallanes, L.M.; Tarditto, L.V.; Grosso, N.R.; Pramparo, M.C.; Gayol, M.F. Highly concentrated omega-3 fatty acid ethyl esters by urea complexation and molecular distillation. J. Sci. Food Agric. 2019, 99, 877–884. [Google Scholar] [CrossRef] [PubMed]
- Liang, J.H.; Wang, L.S. Fractionation of squid visceral oil ethyl esters by short-path distillation. J. Am. Oil Chem. Soc. 2005, 45, 773–777. [Google Scholar] [CrossRef]
- Cgm, A.; Jxm, A.; Ljla, B.; Xwc, A. Evaluation of 3-monochloropropanol esters and glycidyl esters during the production and concentration of diacylglycerol by two-stage short-path molecular distillation. LWT-Food Sci. Technol. 2021, 144, 111145. [Google Scholar]
- Rossi, P.; Grosso, N.R.; Pramparo, M.C.; Nepote, V. Fractionation and concentration of omega-3 by molecular distillation. J. Beijing Inst. Technol. Engl. Ed. 2012, 177, 1–27. [Google Scholar]
- Posada, L.R.; Shi, J.; Kakuda, Y.; Xue, S.J. Extraction of tocotrienols from palm fatty acid distillates using molecular distillation. Sep. Purif. Technol. 2007, 57, 220–229. [Google Scholar] [CrossRef]
- Sosa, M.; Magallanes, L.M.; Grosso, N.R.; Pramparo, M.D.C.; Gayol, M.F. Optimisation of omega-3 concentration and sensory analysis of chia oil. Ind. Crops Prod. 2020, 154, 112635. [Google Scholar] [CrossRef]
- Zhang, Y.; Hou, X.L. Separation and purification of nervonic acid ethyl ester from acer truncatum bunge seed oil. China Oils Fats 2010, 35, 28–31. [Google Scholar]
- Liu, S.; Zhang, C.H.; Hong, P.Z.; Ji, H.W. Concentration of docosahexaenoic acid (DHA) and eicosapentaenoic acid (EPA) of tuna oil by urea complexation: Optimization of process parameters. J. Food Eng. 2006, 73, 203–209. [Google Scholar] [CrossRef]
- Bogalhos, P.; Fregolente, L.; Pinto, G.M.F.; Maciel, R. Monoglyceride and diglyceride production through lipase-catalyzed glycerolysis and molecular distillation. Appl. Biochem. Biotechnol. 2010, 160, 1879–1887. [Google Scholar]
- Wei, B.; Wang, S. Separation of eicosapentaenoic acid and docosahexaenoic acid by three-zone simulated moving bed chromatography. J. Chromatogr. A 2020, 1625, 461326. [Google Scholar] [CrossRef]






Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ding, X.; Liu, F.; Zheng, R.; Pei, X.; Wang, Z.; Zhou, D.; Yin, F. Effects of Addition of Tea Polyphenol Palmitate and Process Parameters on the Preparation of High-Purity EPA Ethyl Ester. Foods 2023, 12, 975. https://doi.org/10.3390/foods12050975
Ding X, Liu F, Zheng R, Pei X, Wang Z, Zhou D, Yin F. Effects of Addition of Tea Polyphenol Palmitate and Process Parameters on the Preparation of High-Purity EPA Ethyl Ester. Foods. 2023; 12(5):975. https://doi.org/10.3390/foods12050975
Chicago/Turabian StyleDing, Xuyang, Fujun Liu, Rui Zheng, Xuechen Pei, Ziye Wang, Dayong Zhou, and Fawen Yin. 2023. "Effects of Addition of Tea Polyphenol Palmitate and Process Parameters on the Preparation of High-Purity EPA Ethyl Ester" Foods 12, no. 5: 975. https://doi.org/10.3390/foods12050975
APA StyleDing, X., Liu, F., Zheng, R., Pei, X., Wang, Z., Zhou, D., & Yin, F. (2023). Effects of Addition of Tea Polyphenol Palmitate and Process Parameters on the Preparation of High-Purity EPA Ethyl Ester. Foods, 12(5), 975. https://doi.org/10.3390/foods12050975