
Bed Stability Control in Pulsed Fluidized-Bed Agglomeration of Instant Riceberry Powder Using an Image-Processing Technique


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Sample Preparation
2.2. Description of a Lab-Scale Fluidized-Bed Agglomeration System
2.3. Experimental Procedure
2.4. Analysis of Bed Expansion and Its Control
2.5. Characterization of Instant Riceberry Powder
2.6. Particle Size and Distribution
2.7. Reconstitution Properties
2.8. Statistical Analysis
3. Results
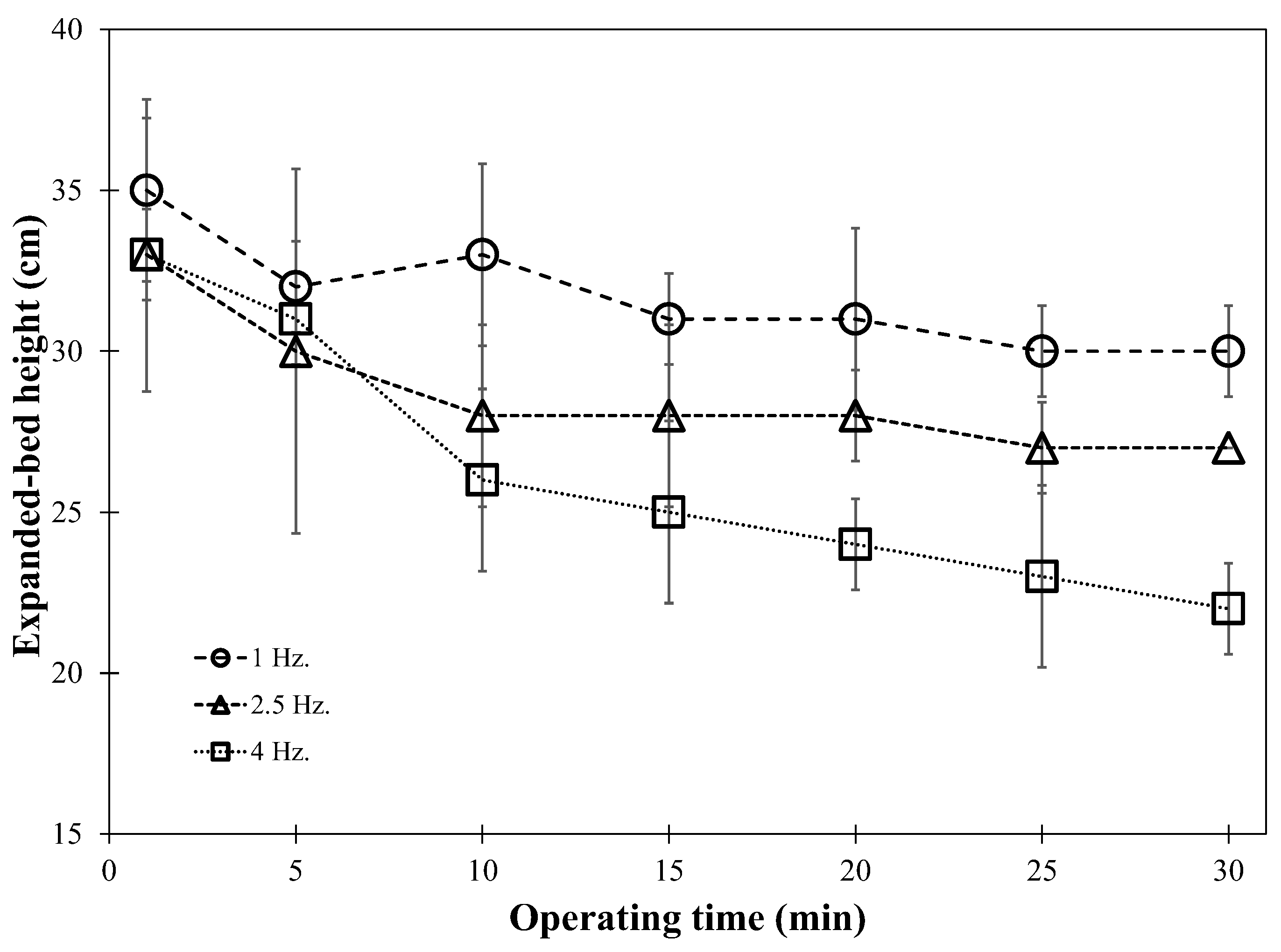
3.1. Effect of Air Pulsatin Frequency on Bed Expansion
3.2. Bed Expansion as Affected by Agglomeration
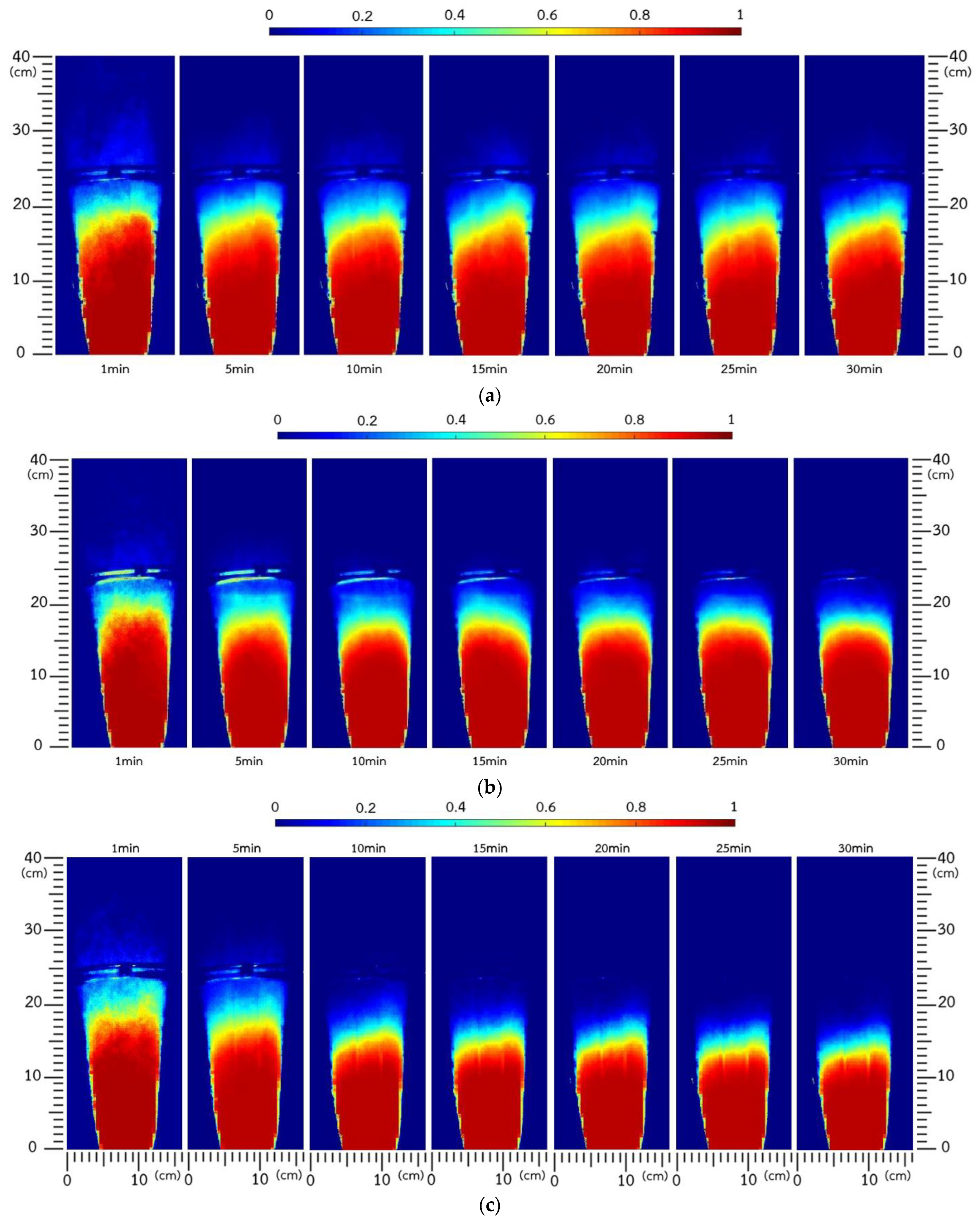
3.2.1. Solid Occupancy without Bed Height Control
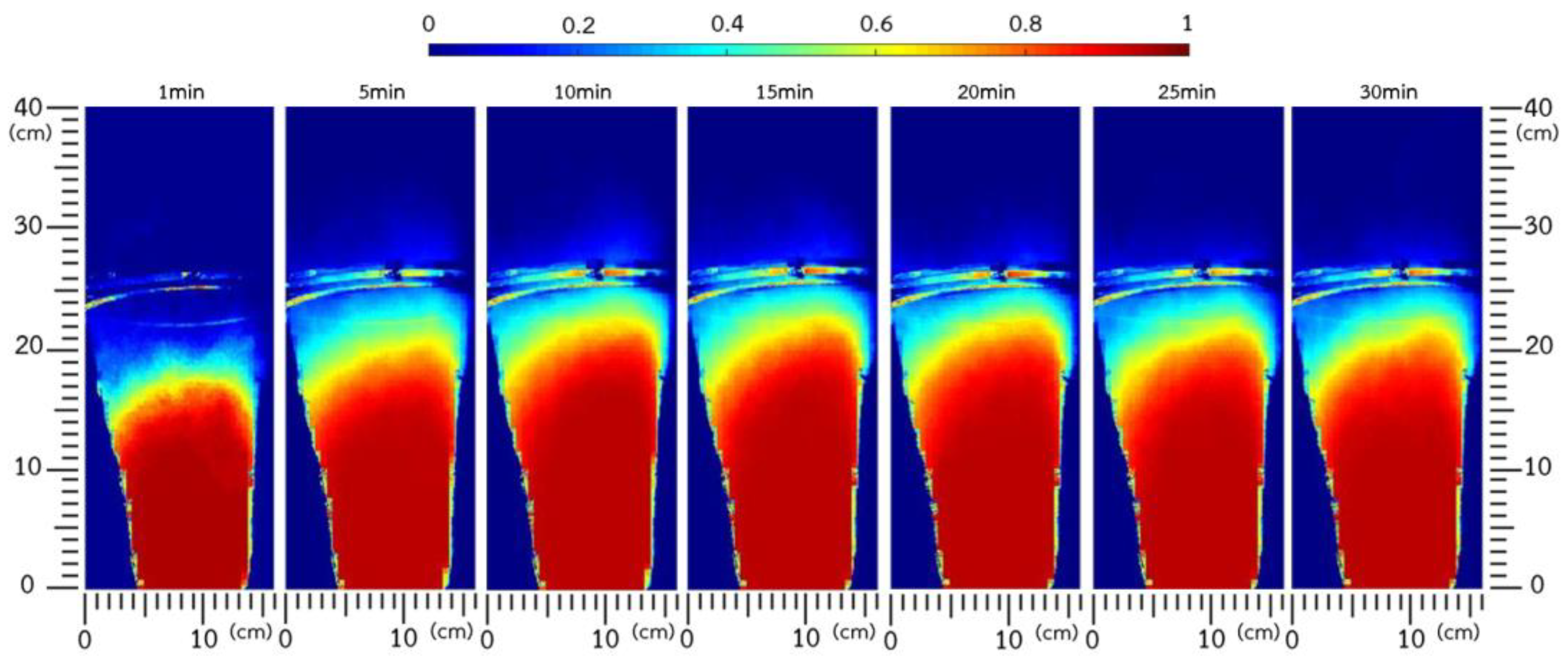
3.2.2. Bed Expansion Controlled Using an Image-Processing Technique
3.3. Quality Attributes
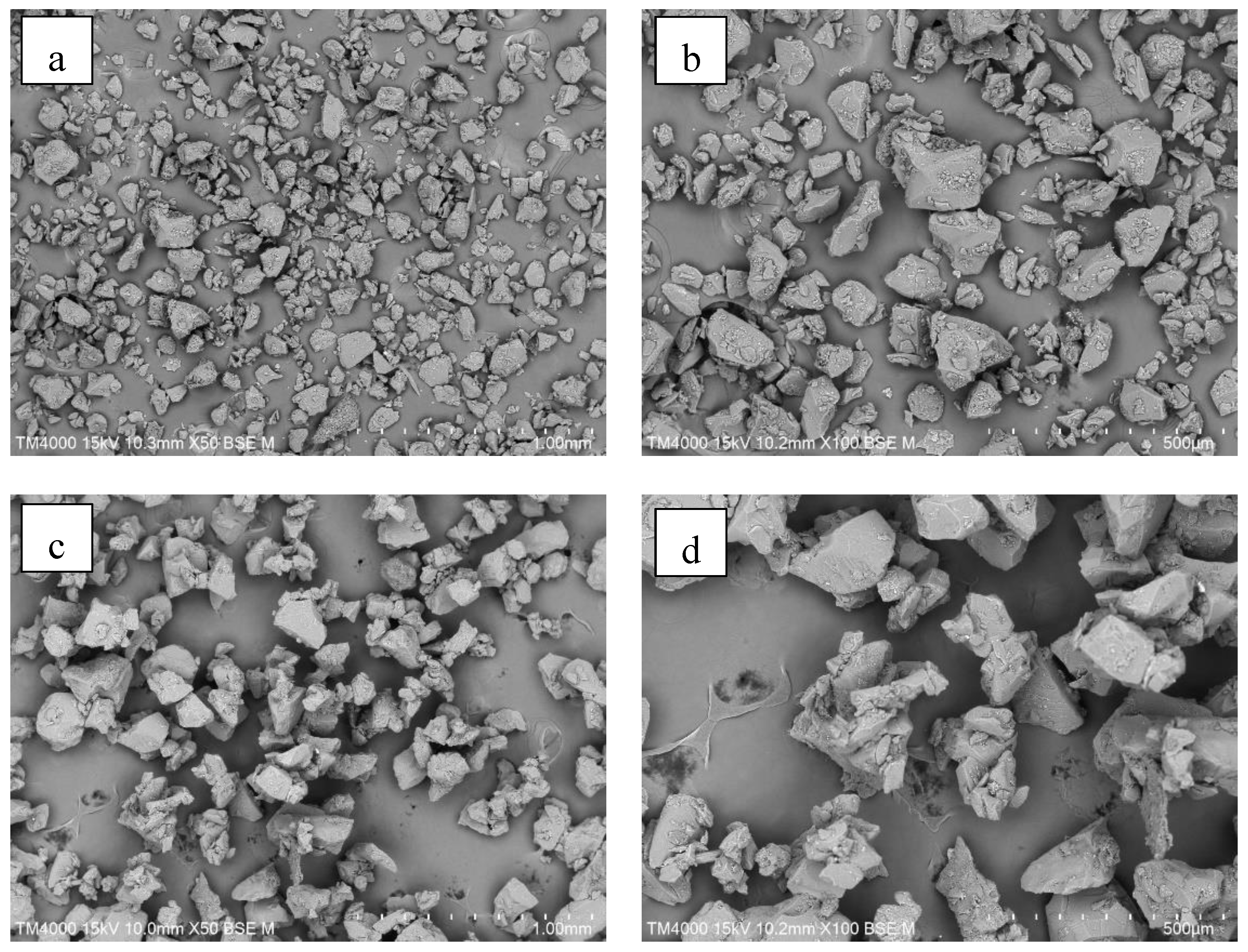
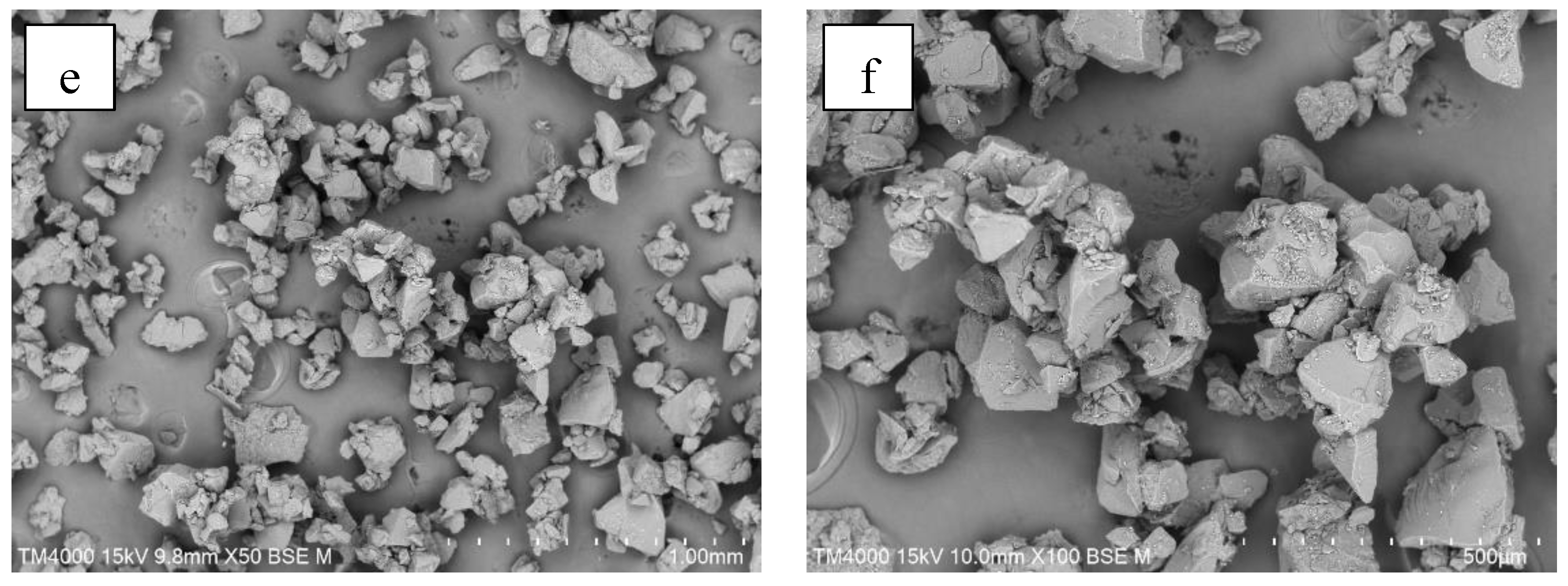
3.3.1. Particle Morphology (SEM)
3.3.2. Characterization of Raw and Agglomerated Instant Riceberry Powder
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chung, S.I.; Rico, C.W.; Lee, S.C.; Kang, M.Y. Instant Rice Made from White and Pigmented Giant Embryonic Rice Reduces Lipid Levels and Body Weight in High Fat Diet-Fed Mice. Obes. Res. Clin. Pract. 2016, 10, 692–700. [Google Scholar] [CrossRef]
- Andreola, K.; Silva, C.A.M.; Taranto, O.P. Agglomeration Process of Rice Protein Concentrate Using Glucomannan as Binder: In-Line Monitoring of Particle Size. Chem. Eng. Res. Des. 2018, 135, 37–51. [Google Scholar] [CrossRef]
- Cho, D.-H.; Lim, S.-T. Germinated Brown Rice and Its Bio-Functional Compounds. Food Chem. 2016, 196, 259–271. [Google Scholar] [CrossRef] [PubMed]
- Qi, X.; Cheng, L.; Li, X.; Zhang, D.; Wu, G.; Zhang, H.; Wang, L.; Qian, H.; Wang, Y. Effect of Cooking Methods on Solubility and Nutrition Quality of Brown Rice Powder. Food Chem. 2019, 274, 444–451. [Google Scholar] [CrossRef] [PubMed]
- Wang, J.; Zhu, K.; Wang, Y.; Dai, B.; Liu, S.; Li, Y. Moisture Diffusion and Shrinkage Characteristics of Broad Bean during Low-Temperature Vacuum Drying. Int. J. Food Prop. 2020, 23, 2217–2230. [Google Scholar] [CrossRef]
- Dacanal, G.C.; Feltre, G.; Thomazi, M.G.; Menegalli, F.C. Effects of Pulsating Air Flow in Fluid Bed Agglomeration of Starch Particles. J. Food Eng. 2016, 181, 67–83. [Google Scholar] [CrossRef]
- Dacanal, G.C.; Menegalli, F.C. Experimental Study and Optimization of the Agglomeration of Acerola Powder in a Conical Fluid Bed. Powder Technol. 2009, 188, 187–194. [Google Scholar] [CrossRef]
- Dacanal, G.C.; Menegalli, F.C. Selection of Operational Parameters for the Production of Instant Soy Protein Isolate by Pulsed Fluid Bed Agglomeration. Powder Technol. 2010, 203, 565–573. [Google Scholar] [CrossRef]
- Dacanal, G.C.; Hirata, T.A.M.; Menegalli, F.C. Fluid Dynamics and Morphological Characterization of Soy Protein Isolate Particles Obtained by Agglomeration in Pulsed-Fluid Bed. Powder Technol. 2013, 247, 222–230. [Google Scholar] [CrossRef]
- Ali, S.S.; Asif, M.; Ajbar, A. Bed Collapse Behavior of Pulsed Fluidized Beds of Nano-Powder. Adv. Powder Technol. 2014, 25, 331–337. [Google Scholar] [CrossRef]
- Nascimento, R.F.; Rosa, J.G.; Andreola, K.; Taranto, O.P. Wettability Improvement of Pea Protein Isolate Agglomerated in Pulsed Fluid Bed. Part. Sci. Technol. 2020, 38, 511–521. [Google Scholar] [CrossRef]
- Nascimento, R.F.; Rosa, J.G.; Ávila, M.F.; Taranto, O.P. Pea Protein Isolate Fluid Dynamics and Characterization Obtained by Agglomeration in Pulsed Fluidized Bed. Part. Sci. Technol. 2021, 39, 809–819. [Google Scholar] [CrossRef]
- Custodio, G.R.; de Souza, L.F.G.; Nitz, M.; Andreola, K. A Protein Powder Agglomeration Process Using Açaí Pulp as the Binder: An Analysis of the Process Parameters. Adv. Powder Technol. 2020, 31, 3551–3561. [Google Scholar] [CrossRef]
- Chupawa, P.; Inchuen, S.; Jaisut, D.; Ronsse, F.; Duangkhamchan, W. Effects of Stepwise Microwave Heating and Expanded Bed Height Control on the Performance of Combined Fluidized Bed/Microwave Drying for Preparing Instant Brown Rice. Food Bioproc Technol. 2023, 16, 199–215. [Google Scholar] [CrossRef]
- Raut, S.; Md Saleh, R.; Kirchhofer, P.; Kulig, B.; Hensel, O.; Sturm, B. Investigating the Effect of Different Drying Strategies on the Quality Parameters of Daucus carota L. Using Dynamic Process Control and Measurement Techniques. Food Bioproc. Technol. 2021, 14, 1067–1088. [Google Scholar] [CrossRef]
- Turchiuli, C.; Smail, R.; Dumoulin, E. Fluidized Bed Agglomeration of Skim Milk Powder: Analysis of Sampling for the Follow-up of Agglomerate Growth. Powder Technol. 2013, 238, 161–168. [Google Scholar] [CrossRef]
- Jinapong, N.; Suphantharika, M.; Jamnong, P. Production of Instant Soymilk Powders by Ultrafiltration, Spray Drying and Fluidized Bed Agglomeration. J. Food Eng. 2008, 84, 194–205. [Google Scholar] [CrossRef]
- Atalar, İ.; Kurt, A.; Saricaoğlu, F.T.; Gül, O.; Gençcelep, H. Agglomerated Mushroom (Agaricus bisporus) Powder: Optimization of Top Spray Fluidized Bed Agglomeration Conditions. J. Food Process Eng. 2021, 44, e13687. [Google Scholar] [CrossRef]
- Atalar, I.; Yazici, F. Effect of Different Binders on Reconstitution Behaviors and Physical, Structural, and Morphological Properties of Fluidized Bed Agglomerated Yoghurt Powder. Dry. Technol. 2019, 37, 1656–1664. [Google Scholar] [CrossRef]
- Tian, G.; Wei, Y.; Zhao, J.; Li, W.; Qu, H. Application of Pulsed Spray and Moisture Content Control Strategies on Quality Consistency Control in Fluidized Bed Granulation: A Comparative Study. Powder Technol. 2020, 363, 232–244. [Google Scholar] [CrossRef]
- Ji, J.; Cronin, K.; Fitzpatrick, J.; Miao, S. Enhanced Wetting Behaviours of Whey Protein Isolate Powder: The Different Effects of Lecithin Addition by Fluidised Bed Agglomeration and Coating Processes. Food Hydrocoll. 2017, 71, 94–101. [Google Scholar] [CrossRef]
- Nascimento, R.F.; Ávila, M.F.; Taranto, O.P.; Kurozawa, L.E. A New Approach to the Mechanisms of Agglomeration in Fluidized Beds Based on Spatial Filter Velocimetry Measurements. Powder Technol. 2021, 393, 219–228. [Google Scholar] [CrossRef]
- Yuksel, H.; Dirim, S.N. Application of the Agglomeration Process on Spinach Juice Powders Obtained Using Spray Drying Method. Dry. Technol. 2020, 39, 19–34. [Google Scholar] [CrossRef]
- Lee, H.; Yoo, B. Particle Agglomeration and Properties of Pregelatinized Potato Starch Powder. Gels 2023, 9, 93. [Google Scholar] [CrossRef] [PubMed]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Attributes | Raw Powder | Agglomerated Powder | |
|---|---|---|---|
| No Control | Control | ||
| Moisture content (% wb) | 5.15 ± 0.04 b | 5.18 ± 0.02 b | 6.79 ± 0.08 a |
| aw (-) | 0.1572 ± 0.0040 c | 0.2068 ± 0.0092 b | 0.2637 ± 0.0073 a |
| Particle size | |||
| D10 (μm) | 16.75 ± 1.22 c | 32.61 ± 4.05 b | 188.98 ± 19.92 a |
| D50 (μm) | 58.42 ± 1.61 c | 237.19 ± 10.67 b | 261.99 ± 18.62 a |
| D90 (μm) | 148.69 ± 0.22 b | 416.84 ± 12.62 a | 433.48 ± 26.48 a |
| Span (-) | 2.26 ± 0.08 a | 1.62 ± 0.03 b | 0.86 ± 0.04 c |
| Bulk density (kg·m−3) | 474.40 ± 6.42 a | 403.91 ± 5.82 b | 380.70 ± 2.70 c |
| Tapped density (kg·m−3) | 791.02 ± 4.25 a | 556.33 ± 3.74 b | 486.68 ± 5.94 c |
| Particle density (kg·m−3) | 2367.59 ± 152.17 a | 2219.03 ± 85.13 b | 2091.29 ± 17.94 c |
| Porosity (%) | 66.59 ± 1.98 b | 74.93 ± 0.79 a | 76.73 ± 0.08 a |
| Carr index (%) | 40.03 ± 0.49 a | 27.40 ± 0.56 b | 21.78 ± 0.40 c |
| Hausner ratio (-) | 1.667 ± 0.014 a | 1.377 ± 0.011 b | 1.278 ± 0.007 c |
| Wettability (s) | 74 ± 6.51 a | 46 ± 4.00 b | 27 ± 1.00 c |
| Dispersibility | 28.88 ± 1.35 c | 32.86 ± 2.87 b | 58.09 ± 1.08 a |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Duangkhamchan, W.; Chupawa, P.; Kondo, N.; Jaisut, D. Bed Stability Control in Pulsed Fluidized-Bed Agglomeration of Instant Riceberry Powder Using an Image-Processing Technique. Foods 2024, 13, 1859. https://doi.org/10.3390/foods13121859
Duangkhamchan W, Chupawa P, Kondo N, Jaisut D. Bed Stability Control in Pulsed Fluidized-Bed Agglomeration of Instant Riceberry Powder Using an Image-Processing Technique. Foods. 2024; 13(12):1859. https://doi.org/10.3390/foods13121859
Chicago/Turabian StyleDuangkhamchan, Wasan, Prarin Chupawa, Naoshi Kondo, and Donludee Jaisut. 2024. "Bed Stability Control in Pulsed Fluidized-Bed Agglomeration of Instant Riceberry Powder Using an Image-Processing Technique" Foods 13, no. 12: 1859. https://doi.org/10.3390/foods13121859